
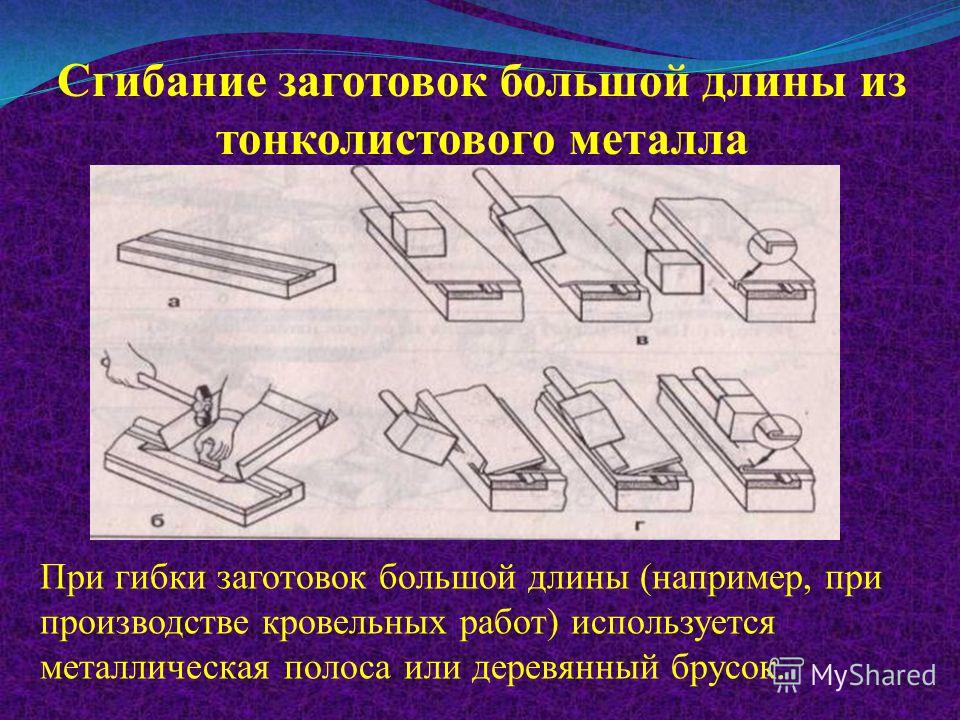
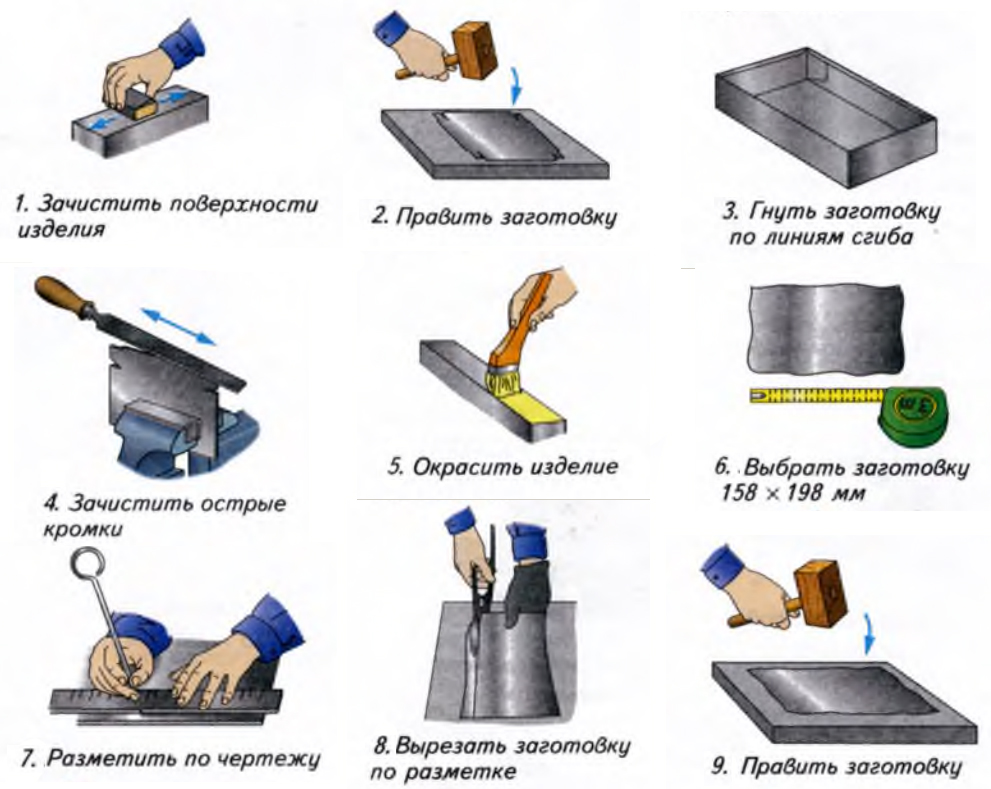
Правка металла
Сортовая, фасонная и листовая сталь, из которой изготовляют, различные детали или заготовки, иногда бывает погнута или покороблена. Чтобы устранить эти дефекты, перед обработкой металла выполняют операцию, которая называется правкой.
Правку металла производят в холодном или нагретом состоянии.
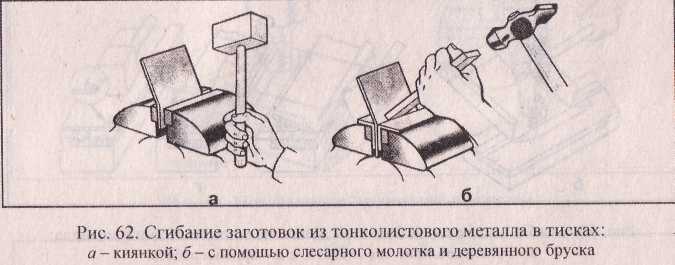
При правке в холодном состоянии полосовую, квадратную, круглую и угловую сталь закрепляют в стуловых тисках у места погнутости и вручную выпрямляют погнутые места, выгибая их в направлении, обратном погнутости, а затем выравнивают металл молотком на наковальне или плите.
Сталь выравнивают на наковальне ударом широкого бойка молотка по выпуклым местам, переворачивая материал с одной стороны на другую до тех пор, пока он не станет ровным. Прямолинейность стали проверяют на глаз.
Сила удара зависит от степени искривления и толщины материала. При большом искривлении или значительной толщине материала вначале наносят более сильные удары, по мере выпрямления материала удары ослабляют. Наносить очень сильные удары не следует, так как материал будет расплющиваться и коробиться.
Если полосовая сталь изогнута по узкой кромке, то изогнутую часть укладывают широкой стороной на плиту, затем, прижав сталь к плите левой рукой, правой наносят удары бойком молотка по широкой стороне изогнутой части, сначала сильные, по вогнутой кромке, затем постепенно ослабляя удары, выравнивают выпуклую кромку полосы.
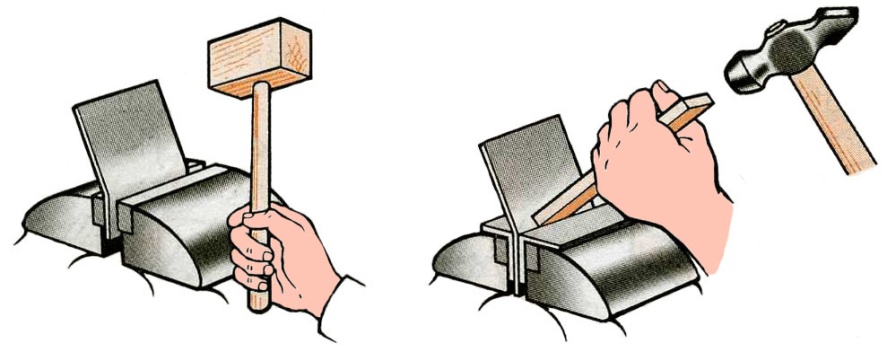
При правке угловой стали, если полоса выгнута в сторону ребра, полосу укладывают полкой на плиту и наносят удары молотком по ребру; если полоса выгнута в сторону полки, полосу укладывают на край плиты или наковальни и наносят удары по полке, постепенно выправляя полосу угловой стали.
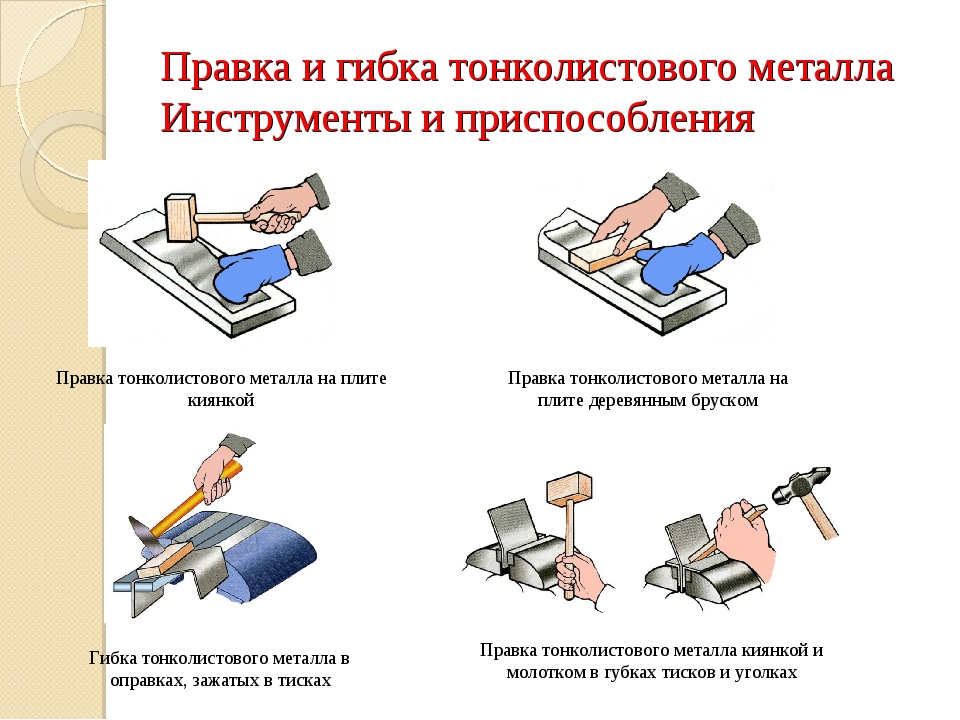
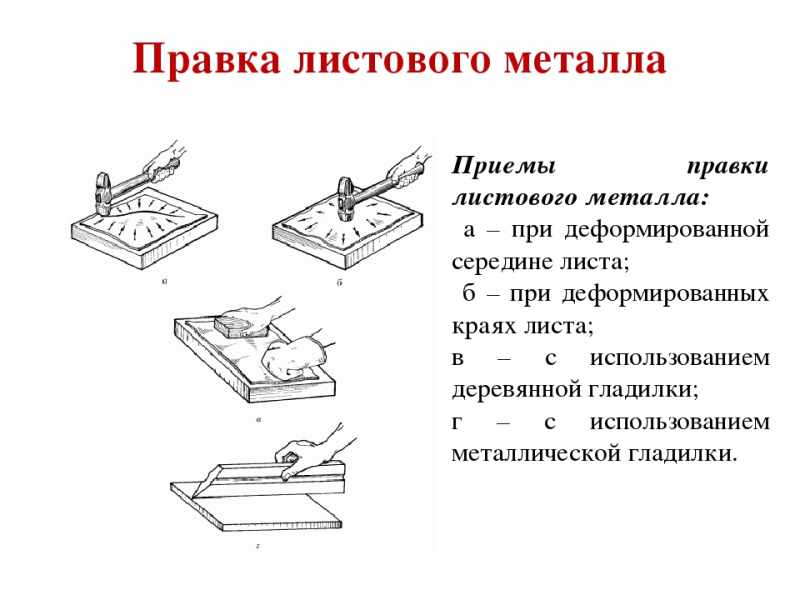
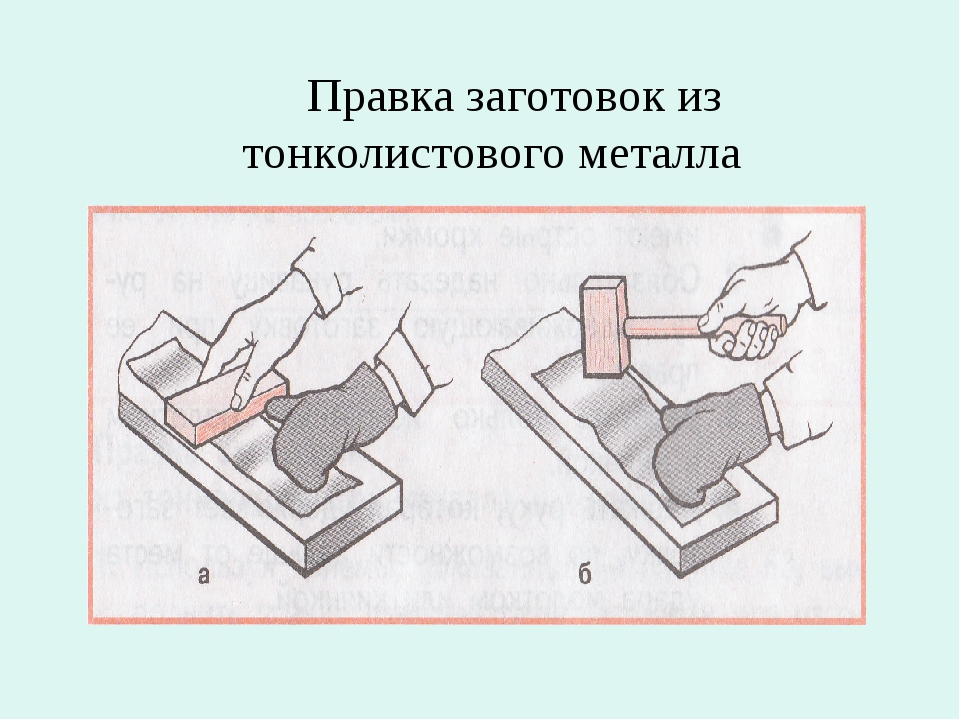
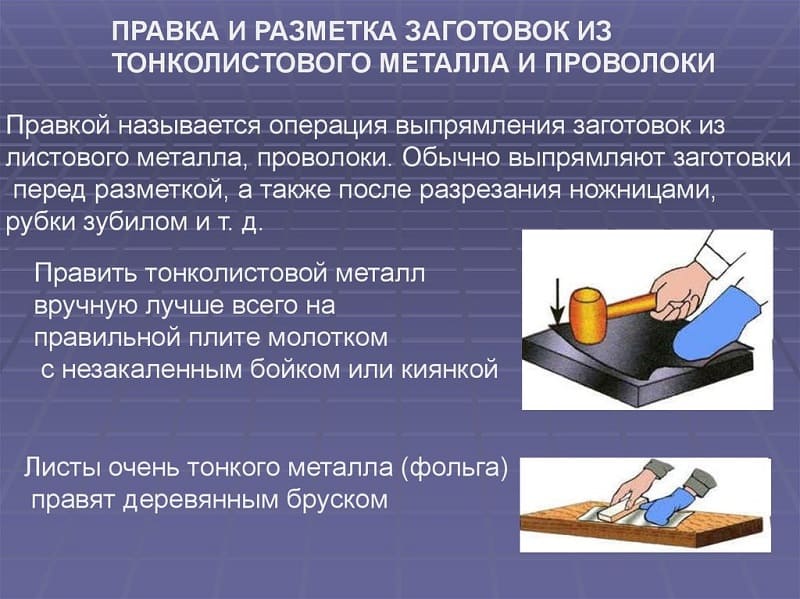
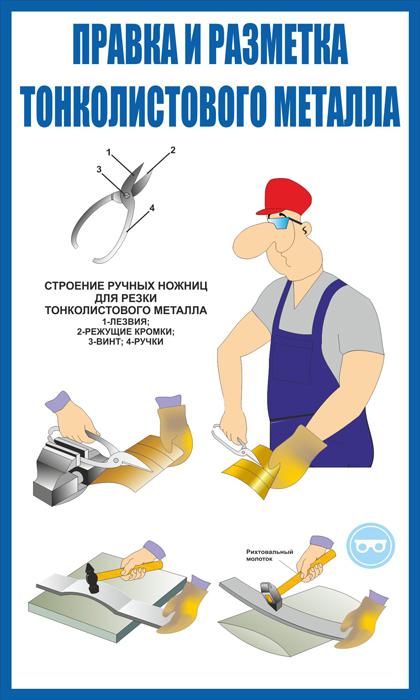
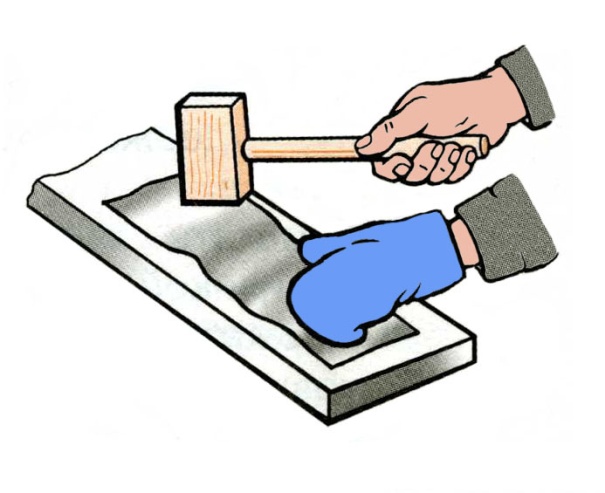
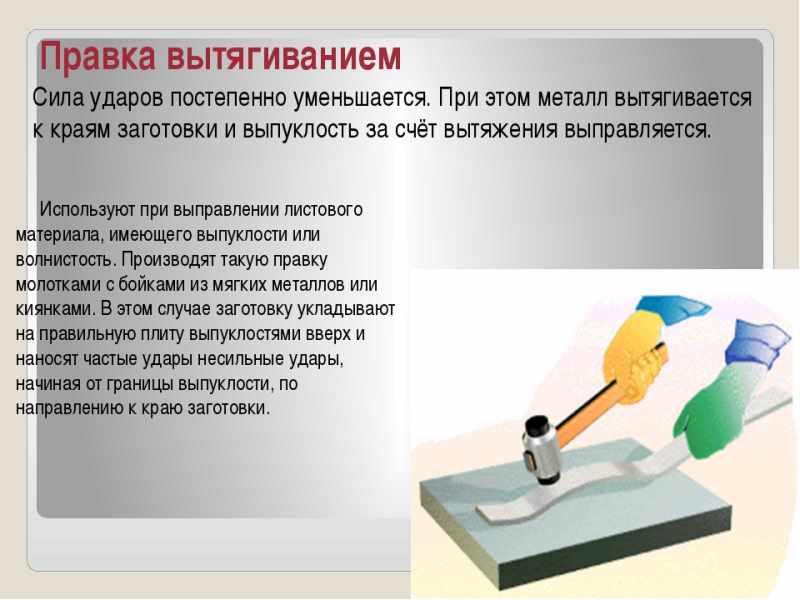
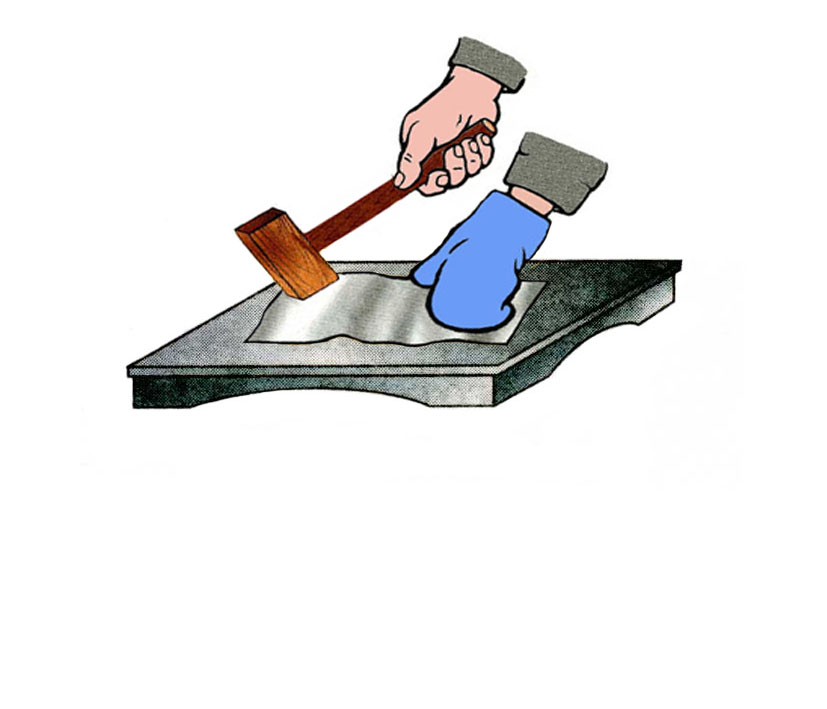
Металлические листы правят вручную. Тонкие листы укладывают на плиту выпуклостью вверх. Удары молотком наносят, начиная от края выпуклости к середине. По краям выпуклости удары наносят слабее, а к центру их усиливают.
Толстые листы правят кувалдой в горячем или холодном состоянии так же, как и тонкие.
При правке в горячем состоянии лист нагревают в печи или на горне до 600-700 °С (красное каление).
Для предохранения рук от ушибов при правке металла необходимо надевать рукавицы, пользоваться исправным инструментом и прочно удерживать выправляемый материал на плите или наковальне.
Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки — волнистость, коробление, вмятины, искривления, выпучивания и т. д. Металл можно править как в холодном, так и в нагретом виде. Нагретый металл правится гораздо легче, впрочем это справедливо и в отношении других видов его пластического деформирования, например, гибки.
В домашних условиях правку нужно производить на наковальне или массивной плите из стали или чугуна. Рабочая поверхность плиты должна быть ровной и чистой. Для того чтобы шум от ударов был менее громким, плиту следует устанавливать на деревянном столе, с помощью которого, кроме того, можно выравнить плиту так, чтобы она находилась в горизонтальном положении.
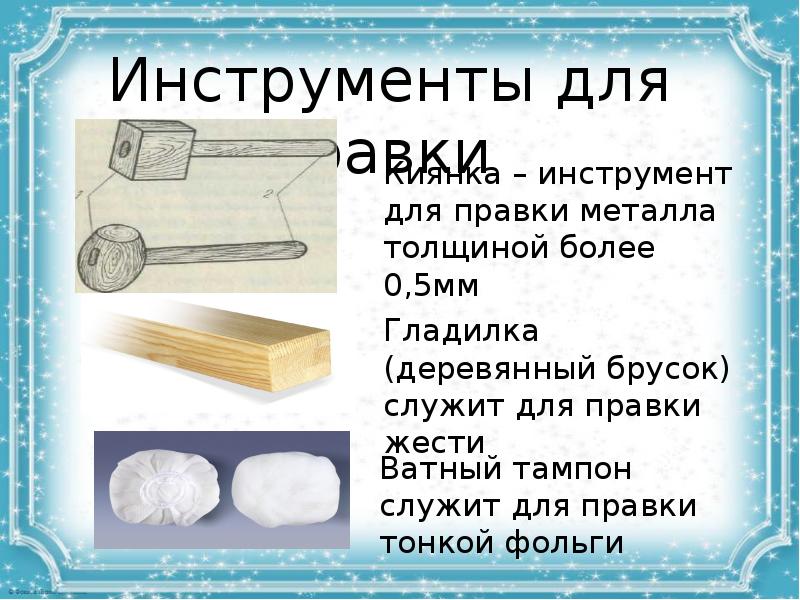
Для правки необходим специальный слесарный инструмент. Нельзя производить правку любым молотком, который есть под рукой: металл может не только не выправиться, но и приобрести еще большие дефекты. Молоток должен быть изготовлен из мягкого материала — свинца, меди, дерева или резины. Кроме того, нельзя править металл молотком с квадратным бойком — он будет оставлять на поверхности металла следы в виде забоин. Боек молотка должен быть круглым и отполированным.
Кроме молотков, применяются деревянные и металлические гладилки и поддержки. Они используются для правки тонкого листового и полосового металла. Для правки закаленных деталей с фасонными поверхностями существуют правильные бабки.
Не стоит, наверное, напоминать, что правку (рихтовку) металла нужно производить в рабочих рукавицах независимо от того, сложная работа или нет, большая заготовка или маленькая и сильно ли она искривлена.
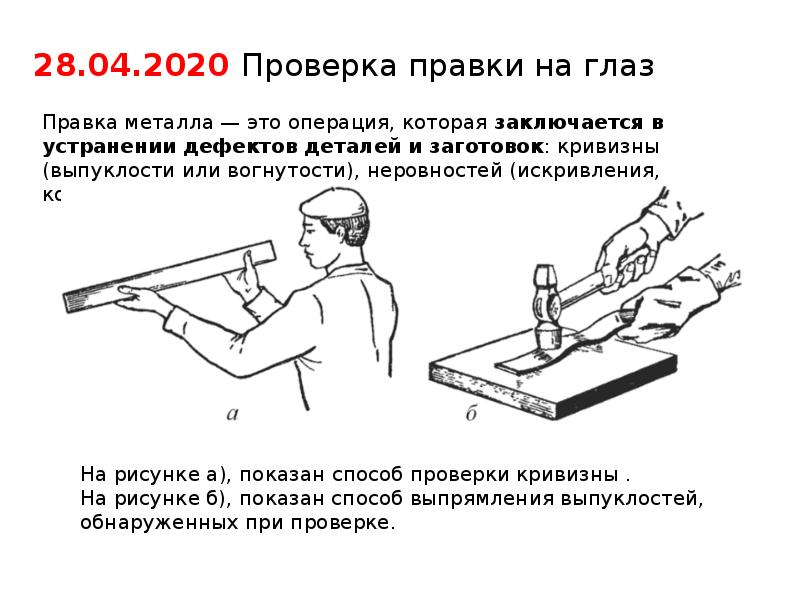
Чтобы проверить кривизну заготовки, нужно уложить ее на гладкую плиту той поверхностью, которая после правки должна представлять собой плоскость. Зазор между плитой и заготовкой покажет степень искривленности, подлежащей устранению. Изогнутые места необходимо отметить мелом, так гораздо легче наносить удары молотком, чем ориентируясь только на заметную глазом кривизну.
— Правка металла
Отрасль металлургии активно развивается, одной из самых востребованных и распространенных техник в данной сфере является гибка и правка металла
Оснастка для правки
Ручная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках.
Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б).



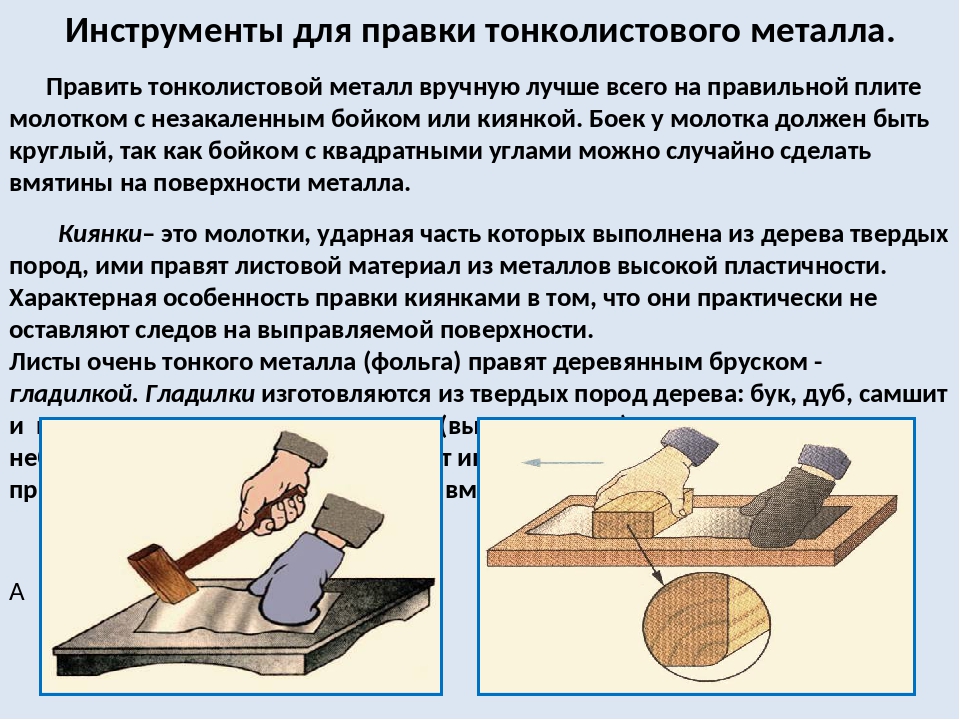


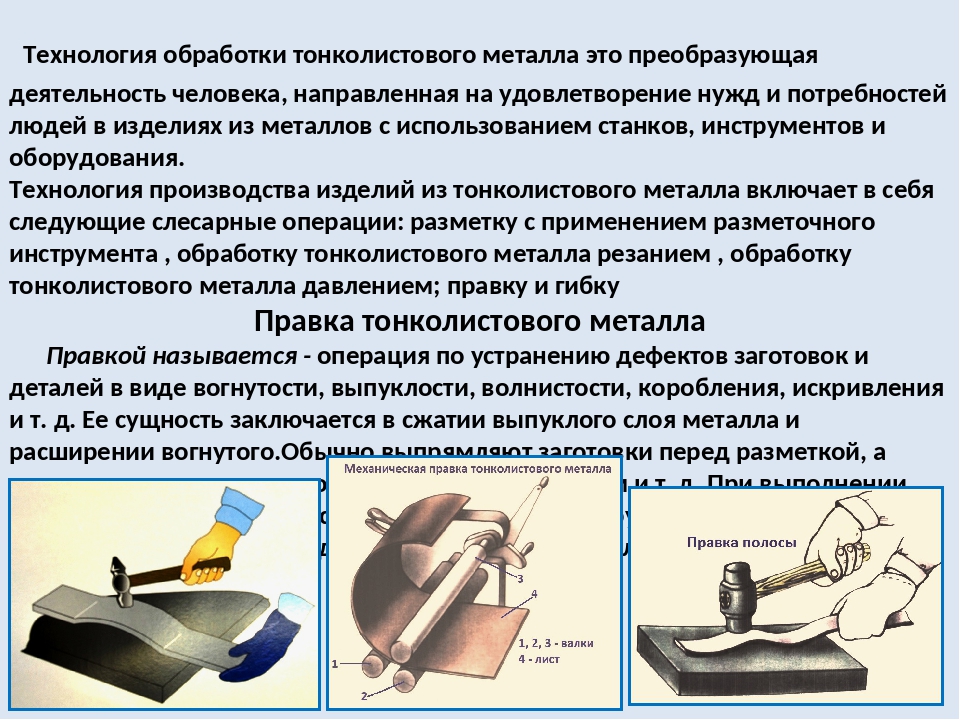
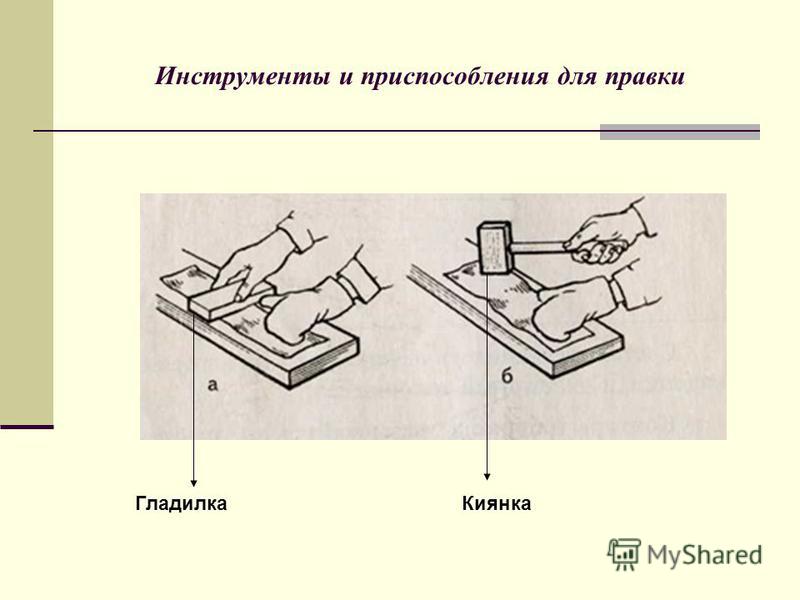
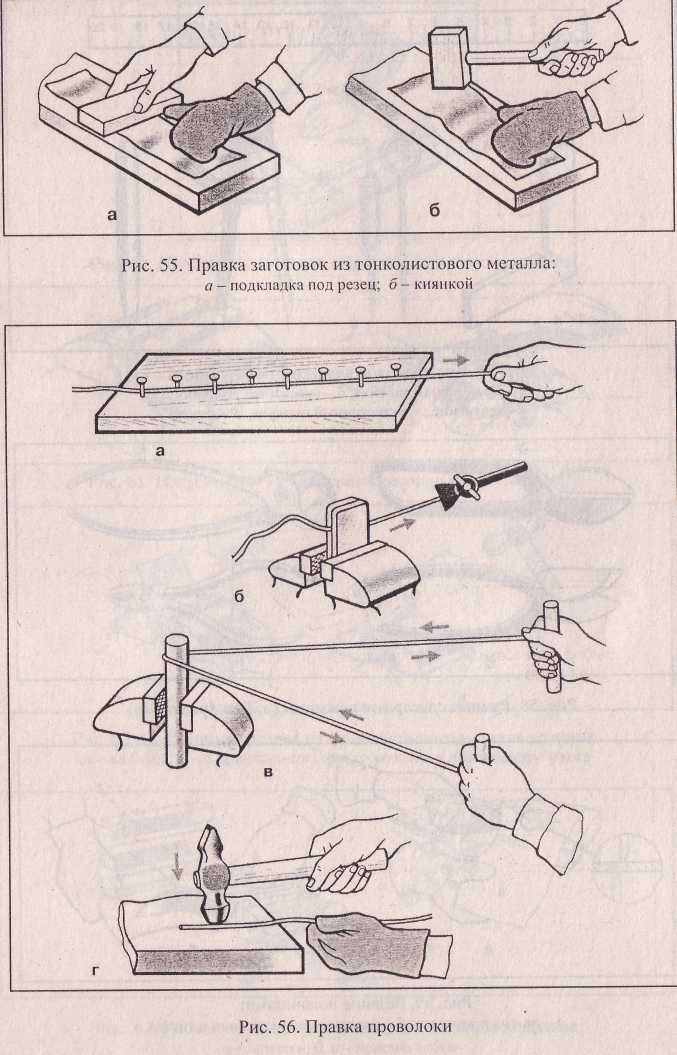

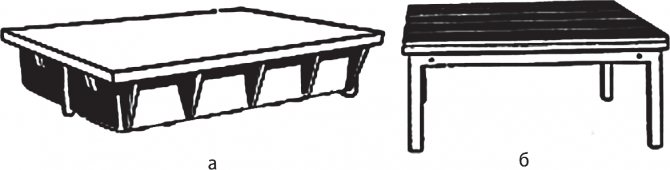
Рис. 1. Правильная плита: а — чугунная; б — стальная
Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений.
Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность.
Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать.
Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите.
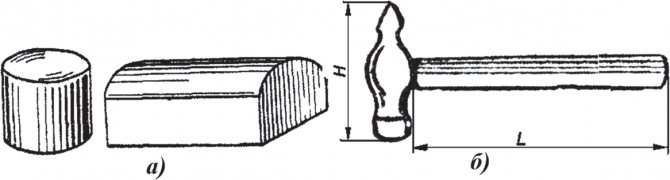
Рис. 2. Инструмент для правки металла: а — рихтовальные бабки; б — молоток
При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б).
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
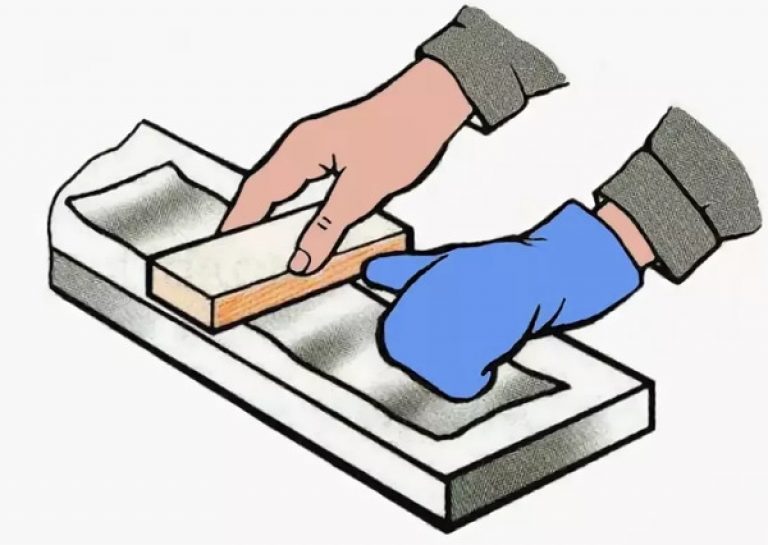
При правке особо тонкого металла пользуются металлическими и деревянными брусками — гладилками.
Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла.
Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски.
Что такое технология процесса правки и гибки металла
Правка металла – процесс устранения недостатков и дефектов металлической заготовки. Дефектами можно считать выпуклости, волны на поверхности, царапины, искривления, а также впадины. Суть операций правки металла сводится к сжатию выпуклостей на поверхности и расширению впадин.
Правка может осуществляться и когда металл находится в холодном состоянии и когда он разогрет.
Выбор состояния металла при разогреве зависит от величины дефектов, так, при серьезных повреждениях поверхности устранить недостатки проще будет при использовании технологии горячей правки, а при малых дефектах можно работать и с холодным металлом.
Правка может выполняться вручную, для этого используется стальная или чугунная правильная плита, а также может быть машинной, она осуществляется при помощи пресса.
Процесс гибки металлов очень близок к правке. Гибка необходима для придания заготовке изогнутой формы.
Суть данной технологии состоит в том, что одна часть детали перегибается относительно другой на определенный угол. Действие происходит под сильной нагрузкой
При этом важно, чтобы напряжение сгиба было больше, чем предел упругости, а деформация, которая является следствием воздействия нагрузки на деталь, должна быть пластичной. В противном случае заготовка не сохранит форму
Классификация гибочного инструмента
На сегодняшний день разработано много вариантов гибочного инструмента. Листогибы, или как их еще называют гибочные прессы, подразделяют на несколько групп в зависимости от особенностей конструкции и круга решаемых задач.



Размеры и мощность листогиба зачастую связаны. Устройство, развивающее достаточное усилие для сгибания толстого металлического проката, прутков или труб будет больше и тяжелее, чем менее мощные образцы. Поэтому различают листогибы стационарные, мобильные или переносные.
Отличаются и конструктивные особенности такого инструмента, которые делят на:
- Прессы. Инструмент этого типа имеет подвижную часть – пуансон, который вдавливает металлическую полосу или пруток в неподвижную матрицу. Благодаря своей форме матрица перераспределяет усилие и металл сгибается.
- Поворотные листогибы. В данном случае сгибание осуществляет поворотная балка.
- Ротационые. В них изгибаемый прокат протягивается между вращающимися валками. Количество которых может быть разным, но обычно колеблется от 2 до 4.
Различается и привод устройства – то, что создает необходимое усилие. По типу привода выделяют:
Разновидности правки металла
Рассматриваемая операция может выполняться в холодном и горячем состоянии. В горячем состоянии правят поковки, которые уже прошли все переходы деформирования, включая и обрезку облоя.
 Отдельной операции при этом не предусматривают, а производят деформирование в заключительном ручье штампа обрезного пресса (хотя в обоснованных случаях горячая правка металла может быть выполнена и на основном штамповочном оборудовании). Преимуществами такой обработки считаются меньшая энергоемкость, а также благоприятное влияние на структуру и эксплуатационные свойства материала поковки. Холодная правка в горячей штамповке применяется после того, как отштампованные изделия прошли термическую обработку. Инструмент для выполнения такой операции весьма прост, и по конфигурации рабочей полости полностью соответствует размерам поковки, которые приведены на ее чертеже. Операцию часто производят одновременно в двух плоскостях, что повышает качество готового изделия.
Отдельной операции при этом не предусматривают, а производят деформирование в заключительном ручье штампа обрезного пресса (хотя в обоснованных случаях горячая правка металла может быть выполнена и на основном штамповочном оборудовании). Преимуществами такой обработки считаются меньшая энергоемкость, а также благоприятное влияние на структуру и эксплуатационные свойства материала поковки. Холодная правка в горячей штамповке применяется после того, как отштампованные изделия прошли термическую обработку. Инструмент для выполнения такой операции весьма прост, и по конфигурации рабочей полости полностью соответствует размерам поковки, которые приведены на ее чертеже. Операцию часто производят одновременно в двух плоскостях, что повышает качество готового изделия.
В листовой штамповке правка выполняется:
- После вырубки-пробивки толстолистового металла, когда перерезывание волокон металла заготовки приводит к возникновению внутренних напряжений;
- После свободной гибки (особенно без прижима), для снятия дефектов формы заготовки, которые возникли вследствие пружинения;
- При штамповке напровал, когда искривление металлической заготовки происходит из-за интенсивного трения изделия по матрице;
- После многопереходной вытяжки деталей с фланцами.
В холодной листовой штамповке различают обжатие гладкими, точечными и вафельными штампами. В первом случае ведется плоская поверхностная калибровка, поэтому данный способ эффективен для тонколистовых заготовок из металлов высокой пластичности. Удельные усилия не превышают 100 МПа, а на поверхности готового изделия отсутствуют отпечатки инструмента. Для заготовок с большей толщиной, а также из металлов повышенной твердости приходится выполнять точечную/вафельную правку. На рабочем инструменте выполняются мелкие насечки в виде зубцов, причем их острия на пуансоне и матрице не должны совпадать. Удельные усилия при этом выше — до 250…300 МПа, зато в результате происходит выправление всех поверхностных дефектов.
Зачем нужна правка
Государственными стандартами оговариваются следующие виды допусков формы готового проката:

- Для прутков круглого и квадратного поперечного сечения — пространственная кривизна и видимая скручиваемость
- Для прутков квадратного сечения, кроме того — вогнутость и выпуклость граней;
- Для стальных полос — неплоскостность, серповидность, выпуклость боковых граней.
- Для листов — неплоскостность.
- Для лент и рулонов — телескопичность и ребровая кривизна.
В случае высокоточной штамповки все вышеперечисленные дефекты провоцируют ускоренный износ штампов, а точность готовой продукции снижается. Причиной подобных искривлений могут являться также разделительные операции на листовых и сортовых ножницах, когда края листа/полосы или торцы прутков недопустимо искривляются.
Еще больше предпосылок для выполнения правки при горячей штамповке. Готовые поковки искривляются при:
- Выталкивании из полости штампового ручья (особенно часто это происходит с поковками сложной формы);
- Термообработке, после которой в металле возникают внутренние остаточные напряжения;
- Обрезке облоя вследствие неконтролируемой усадки металла.
В технологиях холодной штамповки правка металла выполняется после гибки деталей из высокоуглеродистых или пружинных сталей, а также при холодном выдавливании изделий с длинной стержневой частью. Достаточно распространена также правка и рихтовка металла в виде рулона перед его роспуском на ленты.
Основанием для включения такой операции в технологический процесс производства служат результаты замеров формы деталей, для чего используются либо специальные шаблоны, либо универсальный мерительный инструмент. При незначительных отклонениях иногда допустима ручная рихтовка металла, но в большинстве случаев этого недостаточно.
Подготовка производства металлоконструкций
Рис. 15. Схема правки листовой стали на листоправильных вальцах: 1 — листовая сталь; 2, 4 — верхние валки; 3 — нижние валки.
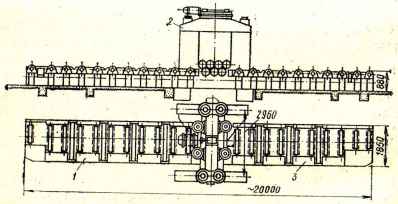
Рис.16.Механизированные рольганги к листоправильным вальцам: 1 — подающие рольганги; 2 — вальцы; 3 — приемные рольганги.
Правка листовой стали на вальцах заключается в том, что деформированный лист закладывается в зазор между верхними и нижними цилиндрическими валками, расположенными в шахматном порядке (рис. 15). Зазор между верхними 2, 4 и нижними валками 3 устанавливается несколько меньше толщины выправляемого листа 1. При движении лист многократно изгибается и в нем появляются упругопластические или пластические деформации, которые растягивают лист и устраняют его неровности. Нижние рабочие валки 3 приводятся в движение электродвигателем через редуктор. Верхние валки 2, 4 вращаются за счет трения с листовой сталью 1 и перемещаются в вертикальном направлении электродвигателем через передаточный механизм. Два верхних крайних валка 4 перемещаются вертикально независимо друг от друга и средних рабочих валков. Высота подъема верхних валков контролируется по указателю высоты подъема; определяется зазор между верхними и нижними валками, размер которого определяется толщиной выправляемого листа и пределом текучести стали.
При правке на листоправильных вальцах необходимо применять приводные подающие и приемные рольганги для подачи листа в вальцы и приема выправленного листа (рис. 16). Загрузка и снятие листовой стали с рольгангов производится мостовыми кранами. После включения механизма нижних валков листоправильных вальцов включают механизм вращения роликов подающих рольгангов 1. Ролики рольганга подают листовую сталь в вальцы 2, а далее она перемещается в вальцах за счет вращения нижних валков. Листовая сталь проходит через валки на приемный рольганг 3 и в зависимости от необходимости или пропускается через валки обратным ходом для повторной правки, или снимается с рольгангов мостовым краном для укладки в штабель. На листоправильных вальцах можно устранять серповидность универсальной стали, укладывая на вогнутую зону стальные прокладки толщиной 2—4 мм. Валки, сжимая универсальную сталь в месте прокладок до пластической деформации, удлиняют ее в сжимаемой зоне и выправляют серповидность.
Листовую сталь толщиной до 5—6 мм можно править пакетом по 3—4 листа одновременно. Количество листов в пакете зависит от механических свойств стали, погнутости листов, квалификации правщика, толщины листа и параметров вальцов.
Для устранения местных выпуклостей (хлопунов), чаще всего встречающихся в тонколистовой стали, по обеим кромкам на поверхность листа необходимо укладывать прокладки и пропускать его через вальцы. Волокна листа под прокладками удлиняются, в результате чего выпуклость устраняется.




Правка угловой стали производится на углоправильных вальцах или на правильно-гибочных прессах. На углоправильных вальцах устраняют одновременно кривизну в двух плоскостях, а также смалковку или размалковку уголков. На правильно-гибочных прессах устранение кривизны в двух плоскостях производится в два приема. Точность правки угловой стали (кривизна) определяется стрелкой кривизны, предельная величина которой допускается до 1 /1000 длины, но не более 10 мм. Смалковка и размалковка определяется зазором между наружными плоскостями полок уголка и угольником, размер которого допускается не более 1 мм на 100 мм ширины полки. Правка угловой стали, аналогично листоправильным вальцам, производится двумя рядами роликов, расположенных в шахматном порядке. Верхние холостые ролики свободно вращаются на осях, закрепленных в двух рамах, и перемещаются вертикально штурвалом. Нижние рабочие ролики вращаются от электродвигателя через редукторы и могут перемещаться вдоль оси. Это дает возможность обеспечить высокое качество правки за счет точного регулирования положения роликов. Верхние и нижние фасонные ролики являются сменными и насаживаются на концы валков, выступающих из станины.
Профиль валков обеспечивает положение уголка обушком вниз и полками под углом 45° к вертикали.
Pereosnastka.ru
Слесарная правка
Категория:
Гибка и правка металла
Слесарная правка
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
Рис. 1. Правка листовых заготовок: 1 — верстак, 2 — правйльная плита, 3 — места нанесения ударов, 4 — выпучина, 5 — слабые удары, 6 — сильные удары, 7 — последовательность ударов
В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка.
В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки.
При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой.
Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками.
Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана.
В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании.
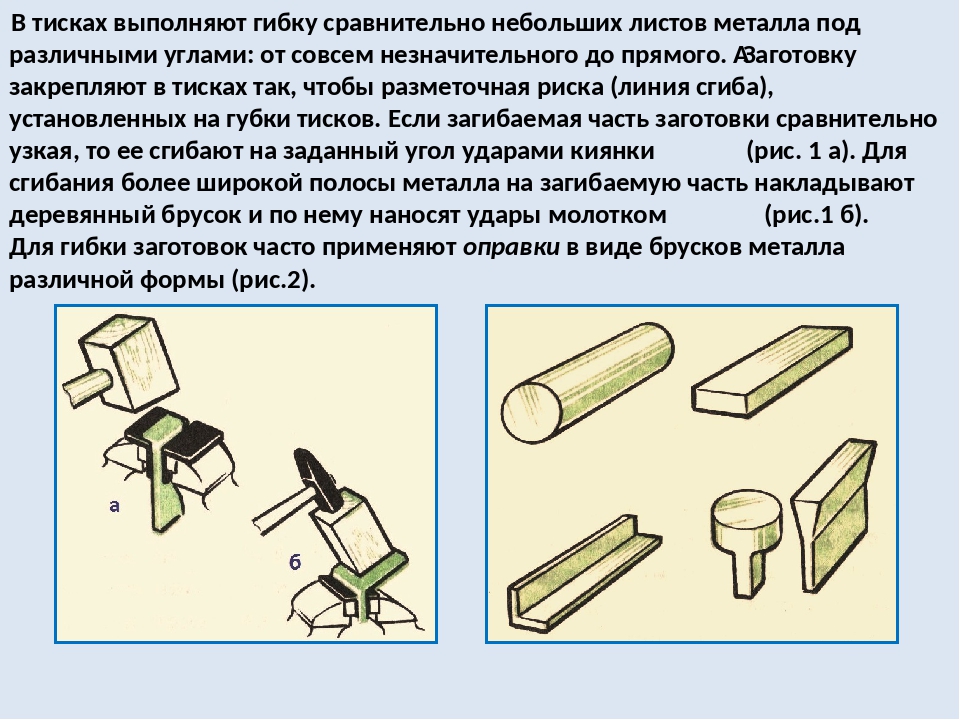
Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины.
Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые ин- струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары.
По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.



Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны.
Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной.
При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости.
Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости.
Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.
При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах.
Выстукивание
Данный метод рихтовки предполагает применение резиновых киянок различных размеров и крючков. Наиболее просто простучать поврежденный участок с обратной стороны дефекта. При этом с внешней прикладывают деревянный брусок, чтобы можно было предотвратить выгибание металла в обратную сторону.
Если к вмятине нет доступа изнутри, то используют крючки или шурупы. Данные приспособления вставляют в предварительно просверленные отверстия в центре дефекта и вытягивают. По завершении работ отверстия зашпаклевывают или заваривают, затем затирают и окрашивают.
При отсутствии навыков желательно опробовать данный метод на какой-либо ненужной детали.
По завершении выстукивания восстановленную деталь или ее фрагмент полируют. Как правильно нанести шпаклевку на металл? Данный способ обычно используют в случае, если кузов имеет большие вмятины.
Общие сведения об агрегате
Прессовочное оборудование давно используется человечеством как простой в и то же время эффективный инструмент для оказания силового воздействия на заготовку. По мере развития концепции поршневых механизмов появлялись все более сложные вариации оборудования и сегодня на рынке можно найти технологичные пневмогидравлические и электрогидравлические модификации. Они работают посредством дополнительной силовой установки и не требуют прямого участия человека в этом процессе. Чем же на этом фоне выигрывают вертикальные гидравлические прессы, работающие от физической силы? Прежде всего, у них более низкая стоимость и полная независимость от стороннего энергоснабжения и приводных механизмов. Агрегат полностью автономен и требует лишь периодического обслуживания с заменой масла.
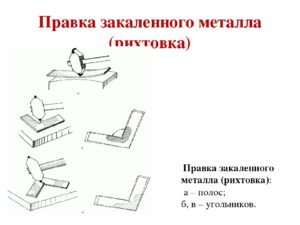
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
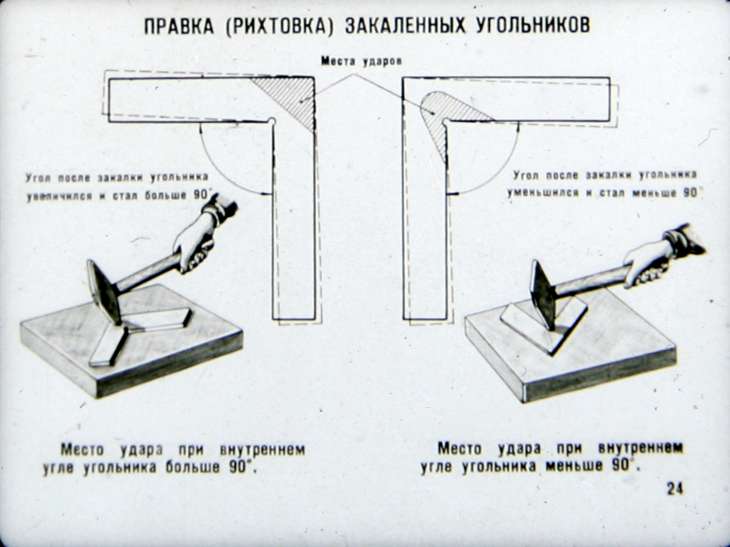
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.




Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Где применяется процесс: в судостроении и прочие отрасли
Помимо штатной технологической операции в изготовлении некоторых изделий, правка широко применяется в ремонте. В кузовном ремонте автомобилей ей, пожалуй, принадлежит ведущее место. Ручная рихтовка элементов кузова без нарушения лакокрасочного покрытия требует у исполнителя высокой квалификации и наличия специального инструмента.
Работоспособность механизмов, которые состоят из балочных конструкций обшитых листами, во многом зависит от высокой степени плоскостности и прямолинейности заготовок. Поэтому такие отрасли как судостроительная, авиационная и другие, где корпусные детали изготавливаются из профильного металла и листов, дополнительно доводят правкой до требуемых параметров.





