
Популярные производители
 Приобрести такой инструмент любому домашнему мастеру не составит труда. На сегодняшний день в продаже имеется большой выбор подобного приспособления для сверления. В них входят отечественные и импортные торговые марки.
Приобрести такой инструмент любому домашнему мастеру не составит труда. На сегодняшний день в продаже имеется большой выбор подобного приспособления для сверления. В них входят отечественные и импортные торговые марки.
Исходя из отзывов домашних умельцев большой популярностью для проведения домашних работ пользуется торговая марка Dormer.
Отличием этого приспособления является высокое качество исполнения. В эксплуатации эти приспособления долговечны и надёжны.
Эта торговая марка производит свои инструменты из сталей быстрорежущих, а для того чтобы обеспечить высокую твёрдость готового изделия, его подвергают термической обработке. В итоге получается приспособление, которым можно просверливать отверстия даже в нержавеющей стали.
В металл для изготовления центровочных свёрл производитель, торговая марка Дормер, добавляет кобальт. Это позволяет сохранить первоначальную твёрдость у режущего инструмента даже при повышенных температурных воздействиях. Похвалы заслуживает и износостойкость приспособлений этой торговой марки.
https://youtube.com/watch?v=-9ir2AuErvw
Важной характерной особенностью свёрл от этого производителя является способность их к самоцентрированию. За счёт этого при их помощи получаются отверстия с высокой точностью расположения
Эта торговая марка выпускает центровочный инструмент в большом диапазоне рабочих диаметров.
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Как заточить такое сверло
Поскольку этот инструмент относится с профессиональному, затачивать его нужно со строгой выдержкой всех углов режущих частей чтобы не нарушить геометрию. Это может привести к негативным последствиям:
- уменьшение скорости реза,
- уменьшение точности,
- избыточное тепловыделение при работе,
- уменьшение длины рабочей части,
- быстрый износ.
Такую операцию производят на специальном оборудовании опытными слесарями-заточниками.
Заточить такое сверло в домашних условиях можно. Для этого есть специальные приспособления, с помощью которых можно выставить правильный угол. Опытный мастер вполне может выполнить эту работу “на глаз”, достаточно следить чтобы передняя (режущая) кромка рабочей части была выше задней, если сверло расположить строго вертикально. По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
Параметры и производство
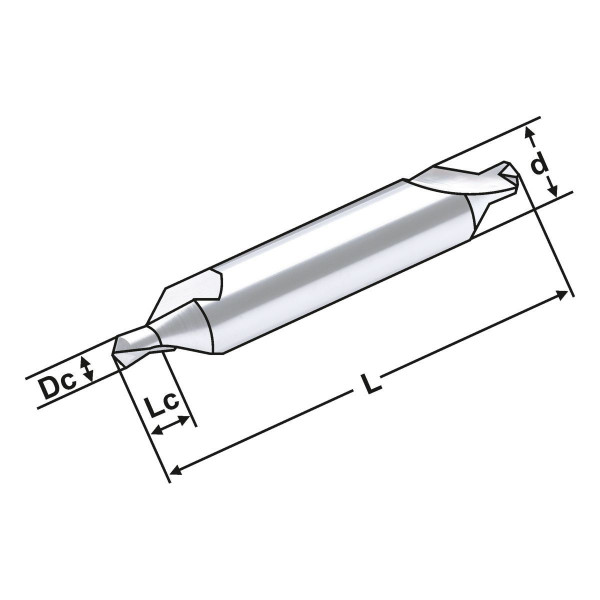
 Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.










Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
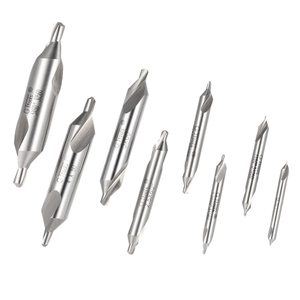
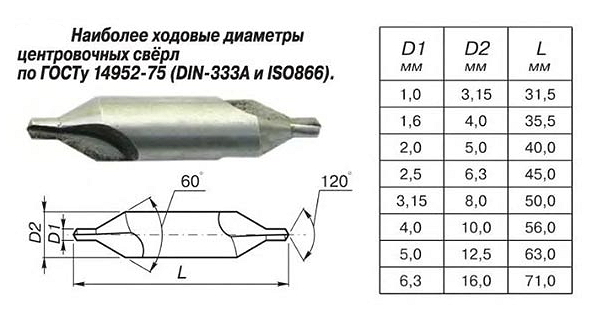
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Основные свойства и важные характеристики
 Это инструментарий профессионального типа для выполнения токарно-фрезерных работ на станочных агрегатах. Производство изделий регламентировано стандартами. Инструментарий служит для получения перпендикулярно размещенных углублений относительно поверхности заготовки. При обработке металлов этому инструментарию нет равных в точности полученного высококачественного отверстия.
Это инструментарий профессионального типа для выполнения токарно-фрезерных работ на станочных агрегатах. Производство изделий регламентировано стандартами. Инструментарий служит для получения перпендикулярно размещенных углублений относительно поверхности заготовки. При обработке металлов этому инструментарию нет равных в точности полученного высококачественного отверстия.
В течение процесса обработки сверло исключает возможность накапливать допускаемые ошибки. Дело в том, что сверлильные изделия других модификаций часто не способны выполнить отверстия, точно соответствующие чертежу. Это касается таких параметров, как расположение и размеры. Центровочный инструментарий по ГОСТу выпускается в таком диапазоне диаметров — 0,5-10 мм. Стандарт определяет и четыре основные модификации изделий для сверления центровочных углублений:
- конусность сторон — 60 градусов. Режущая часть отсутствует. Поэтому нет возможности сформировать предохранительный конус — это тип А;
- рабочая поверхность с предохранительным конусом. Разворот сторон составляет 120 градусов — это тип В;
- предохранительного конуса нет, стороны развернуты под углом 75 градусов — это тип С;
- дугообразная модификация поверхностей — тип R.
Каждая модификация представлена в двух исполнениях в зависимости от диаметра главного режущего наконечника:
- Не достигает 0,8 мм.
- Превышает 0,8 мм.
Работая над углублением изделиями первой модификации, достигают того, что его стенки менее шероховатые. Следовательно, выбор типа сверлильной модели зависит от того, какой степени необходима шероховатость стенок отверстия. Все геометрические характеристики рабочих изделий для сверления различных модификаций определены установленным стандартом и для наглядности систематизированы в таблицах.
Статья 18
«Центровка гост, нормы и допуски» – достаточно обсуждаемая тема среди

специалистов-центровщиков и предмет наиболее часто задаваемых вопросов слушателями нашего курса ТОР-101 «Основы центровки» в лицензионном Учебном . Связано это с отсутствием единого российского стандарта на проведение центровочных работ, что, в свою очередь, обусловлено большим разнообразием способов соединения валов и типов муфт.
Допуски на центровку определяются типом муфт и скоростью вращения валов – чем больше скорость вращения валов, тем более «строгие» допуски на центровку. Также допуски и нормы несоосности тесно связаны с типом используемой муфты. Что касается муфт, то существуют следующие ГОСТы на их предельные смещения:
- ГОСТ 20720-93 Муфты кулачково-дисковые.
- ГОСТ 20742-93 Муфты цепные.
- ГОСТ 21424-93 Муфты упругие втулочно-пальцевые.
- ГОСТ 25021-93 Муфты упругие с промежуточным диском.
- ГОСТ 26455-97 Муфты дисковые полужесткие.
- ГОСТ Р 50895-96 Муфты зубчатые.
- ГОСТ 5147-97 Муфты шарнирные.
Но данные ГОСТы больше рассчитаны для конструкторов и проектировщиков, и не учитываю тепловые, динамические и технологические факторы влияния на расцентровоку, реально существующие на практике. Реальные же допуски на центровку в разы (а то и на порядок) меньше, приведенных в вышеназванных ГОСТах. Поэтому, при проведении центровочных работ, в первую очередь, необходимо руководствоваться данными паспорта на механизм, и так называемыми «общепринятыми рекомендациями по центровке валов» для муфт МУВП, которые можно найти в технической литературе по монтажу и ремонту. Так, например, согласно данным рекомендациям, для муфт, вращающихся со скоростью 3000 об/мин считается максимально допустимой параллельная и угловая расцентровка до 0,05 мм, но мы рекомендуем всегда стараться стремиться к «нулю». Для тех же муфт, но вращающихся со скоростью 1500 об/мин, уже допустимая параллельная и угловая расцентровка до 0,12 мм, но старайтесь делать точнее.
Лучше всего пользоваться допусками на центровку, рекомендуемыми (Табл.1):

Данная таблица составлена на основе большого коммерческого и производственного опыта специалистов Отдела Технического Сервиса и призвана минимизировать износ оборудования и обеспечить 10-летнюю среднюю его наработку на отказ. Пользуясь таблицей допусков «БАЛТЕХ», следует помнить, что данная таблица носит усредненный характер и не учитывает особенностей конкретного типа механизма. Поэтому, руководствуясь вначале работ данной таблицей, следует нарабатывать собственную статистику для вашего оборудования, и при необходимости, вносить поправки в нормирование допусков.










Вопрос соблюдения допусков центровки очень легко решается, если пользоваться лазерными системами центровки BALTECH SA-4600 или «КВАНТ-ЛМ», в программное обеспечение которых «зашита» активная таблица допусков. Программа лазерных систем BALTECH SA-4600 или «КВАНТ-ЛМ» сравнивает результаты центровки с рекомендуемыми допусками и сигнализирует цветом (красный, желтый, зеленый) о качестве центровки.

Самоцентрирующиеся сверла. Набор из 4 штук
Всем доброго времени суток. Сегодня я хочу поделиться с вами своими впечатлениями о наборе самоцентрирующихся сверл, который был приобретен на eBay. К совершению данной покупки меня привели последствия собственноручной сборки стола с выдвижными ящиками. Ящиков в нем оказалось очень много, а отверстий, обозначающих места вкручивания саморезов для фиксации направляющих (салазок) не было вообще

Происходит такое безобразие из-за того, что саморез вкручивается не ровно по центру отверстия, а смещается в сторону. В принципе, если подобных креплений не много, то можно все саморезы закручивать вручную, точно выбирая центр. Именно так я и делал до недавнего времени. Но в процессе сбора того самого стола я понял, что надо с этим завязывать, так как закрутить саморез точно по центру отверстия с первого раза, порой бывает гораздо сложнее, нежели это кажется. А если выкручивать саморез и вкручивать его повторно, то разрушается плита из которой сделан стол, что может привести к самым печальным последствиям (к примеру, ящик может вообще не держаться). И тут на меня нашло озарение — где-то на страничках то ли eBay, то ли Aliexpress я видел то, что мне надо — самоцентрирующиеся сверла. Непродолжительный поиск привел меня к лоту на eBay. Именно там он был заказан. После непродолжительной переписки и небольшой доплаты, продавец выдал мне трек и отправил посылку. Ее следование по маршруту Китай — Беларусь можно посмотреть здесь. Спустя 2 недели я получил свою посылку. Пришли сверла в обычном пакетике на застежке без какой-либо дополнительной упаковки. Я заказывал набор, состоящий из 4 сверл, при желании можно купить набор из 3 или даже поштучно нужного вам размера. В живую сверла выглядят следующим образом:

К качеству изготовления данного инструмента претензий у меня не возникло — металл обработан качественно, все подвижные элементы были смазаны (к слову, уж не знаю что там они используют вместо смазки, но запах у этой вещицы просто жуткий). В ходе последующих экспериментов было установлено, что сверла имеют хорошую заточку и справляются с древесиной без каких бы то ни было проблем.
Все сверла разного диаметра, так что данного набора хватит для любых целей. Размер указан на каждом сверле. Они подходят для:
— 5/64 «: отверстие диаметром около 2 мм, использовать саморез диаметром около 2.2-2.8 мм; — 7/64 «: отверстие диаметром около 2.8 мм, использовать саморез диаметром около 3-3.5 мм; — 9/64 «: отверстие диаметром около 3.5 мм, использовать саморез диаметром около 4-4.5 мм; — 11/64 «: отверстие диаметром около 4.5 мм, использовать саморез диаметром около 5-5.5 мм.
Указано, что сверла изготовлены из быстрорежущей стали — тут придется поверить продавцу на слово, но поскольку петли, направляющие и другие подобные элементы прикручиваются саморезами к мягким поверхностям (дерево, гипсокартон, ДВП, ДСП и т.д.), то кажется мне, что хватит их надолго.
Все сверла разборные, так что в случае чего основание сверла (то есть само сверло — уж извините за каламбур) можно без проблем достать для замены или заточки. Чтобы вынуть его вам понадобится TORX T10.

Теперь о том, как это сверло работает. Его «носик» подвижный, фиксируется при помощи пружинки, которую можно увидеть на фото выше, при установки сверла в отверстие петли, носик центрирует его положение так, что сверло оказывается точно по центру. После нажатия на дрель, «носик» прячется в более широкой части сверла, высвобождая его режущую часть, которая и проделывает отверстие.

Для более точного позиционирования на «носике» снята фаска.
Вот так выглядит отверстие в деревянной поверхности.

А вот так выглядит саморез, закрученный в это отверстие (саморезы были найдены первые попавшиеся — для гипсокартона, да и шляпки у них немного больше, чем надо, но для примера, мне кажется, сгодятся и такие):

Как видно, закручен он ровно, в отличии от того, что можно увидеть на первом фото. Забавы ради закрутил еще один саморез при помощи сверла — результат так же оказался положительным.

Итак, подводя итог всему, что написано выше могу сказать, что данный инструмент работает, причем справляется со своими задачами он весьма неплохо. Конечно, если у вас, что говорится глаз-алмаз и вы в состоянии сделать все идеально с первого раза, то он вам не нужен, для обычных же людей, считаю данный набор довольно интересным. Раньше я примерно по центру отверстия проделывал отверстие шилом, а затем закручивал в него саморез, но все-равно ровно получалось далеко не всегда — иногда саморезы закручивались под углом. Теперь же о криво торчащих шляпках я смогу забыть навсегда
В принципе на этом все
Спасибо за внимание и потраченное время
Как выглядит и работает?
Сначала вспомним устройство и принцип действия обычного сверла. Его коническая часть, базируясь на предварительно прокернённом в заготовке коническом углублении, входит в него, и опираясь на образующие конуса, производит постепенное внедрение в толщу металла. Выборка стружки происходит перьевой частью сверла, и выведением её наружу при помощи спирально расположенных канавок. Если намётка под отверстие отсутствует, то теряется и опора для конической части, ввиду чего сверло скользит и даже может нанести травму малоопытному пользователю. Поэтому предварительная зацентровка отверстия при особых требованиях к точности его расположения является обязательным.










Центровочное сверло, предназначенное для массового изготовления отверстий, снимает потребность в накернении мест для последующей сверловки. С этой целью оно обладает особой конструкцией, которая разработана в соответствии с требованиями ГОСТ 14952-75. Первоначально инструмент предназначался в качестве оснастки для фрезерных станков с ЧПУ, но оказался весьма полезным и при производстве массовых сверлильных операций по металлу.
Различают следующие конструктивные разновидности рассматриваемого инструмента:
- Свёрла, которые могут одновременно выполнять зенковку начального конуса. Угол такого конуса стандартизирован, и составляет 60°, при этом само центровочное сверло может быть выполнено как с предохранительным конусом, так и без него.
- Свёрла с заходным конусом 75°, не имеющие отдельного предохранительного конуса (что объясняется увеличенной поверхностью опорной зоны).
- Свёрла для выполнения отверстий, образующая которых имеет сложную, дугообразную форму.
Читать также: Подключение жилого дома к электрическим сетям
Выпускается такой инструмент в диапазоне размеров 0,5…10 мм. Центровочные свёрла с большим диаметром не имеют явных преимуществ по сравнению с обычными зенковками, но потребуют (при ручном электроинструменте) повышенных усилий сверления. С другой стороны, переходы массового сверления чаще всего востребованы при изготовлении плат под радиотехнические приборы, где диаметры отверстий вполне укладываются в 0,5…1,0 мм.
ГОСТ 14952 предусматривает два диапазона шероховатости готового отверстия. Примеры обозначений такого инструмента приводятся в вышеуказанном стандарте.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.
Сверление отверстий в печатной плате
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.
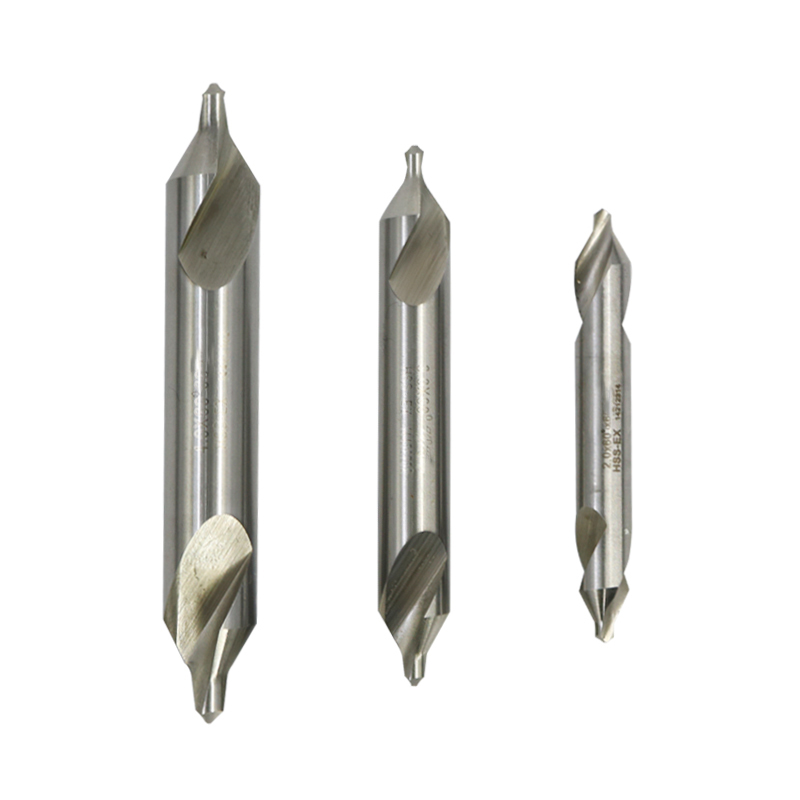
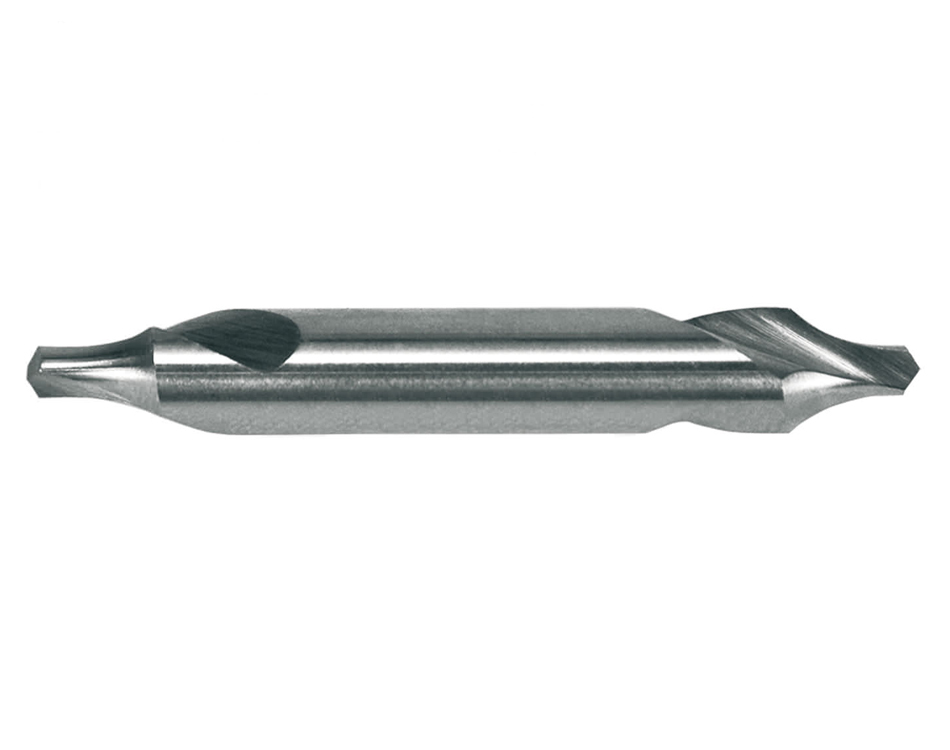
Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.
Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.








В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
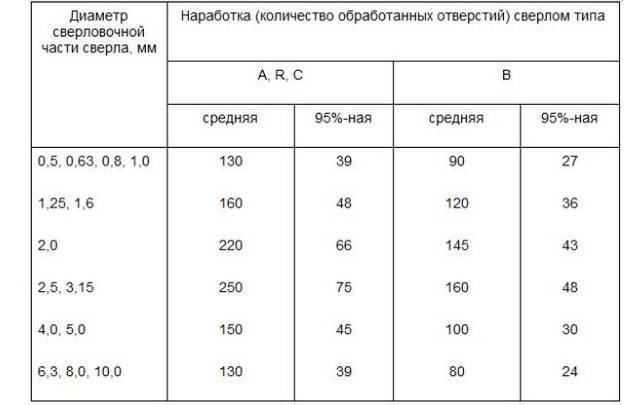
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Параметры и производство
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.







По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла. Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины. Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла. Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
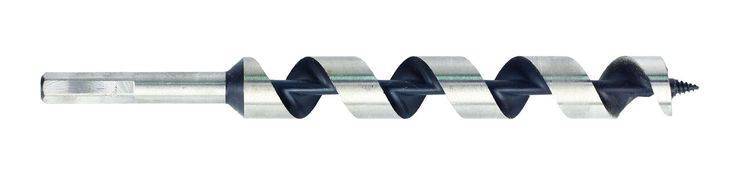
Винтовые сверла. Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.
Перьевые сверла. Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.

Коронка. Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть. Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более. В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.

Сверло Форснера. Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.







Кстати, лично мне выбрать сверло было сложнее, чем оборудование для автополива. Его я заказывал в этом магазине https://polivm.ru/.