
Дорнирование ствола – объемное и поверхностное
Процесс обработки отверстий без удаления стружки в настоящее время может выполняться объемно либо поверхностно. В первом случае процедура ведется по всему сечению (поперечному) заготовки. Она позволяет получать за один проход рабочего инструмента, оснащенного несколькими зубьями, величину шероховатости от 0,04 до 0,63 микрометров при точности отверстий на уровне 11 единиц по шкале IT.

Объемное дорнование рекомендовано для обработки длинных цилиндров, трубных изделий, изготовленных в виде гильз. Оно с успехом заменяет собой менее эффективную операцию чернового растачивания таких деталей. Объемное деформирование дает возможность работать с любыми по длине трубами, обеспечивая необходимый показатель их прямолинейности.

Дорнование поверхностного типа гарантирует получение шероховатости в пределах 0,04–0,32 микрометра при точности не менее 6 и не более 9 квалитетов. При таком способе деформирования на поверхности создается прочный слой, поэтому эта методика может заменить ряд сложных процедур, в частности:
- шлифование металла;
- развертывание;
- хонингование;
- выглаживание.
Что представляет собой дорнование?
Во время эксплуатации поверхности металлических деталей испытывают серьезные нагрузки, которые практически не воспринимаются внутренними слоями изделий. Именно слои, находящиеся сверху, противодействуют разнообразным негативным влияниям, начиная от теплового воздействия и коррозии, и заканчивая изнашиванием деталей.
Дорнование, как процесс эффективной обработки поверхностей, как раз и был создан для того, чтобы нивелировать все указанные проявления, увеличивая тем самым уровень износостойкости и надежности изделий из металла.
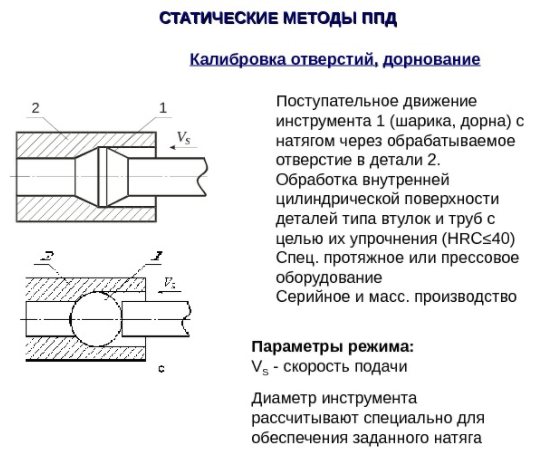
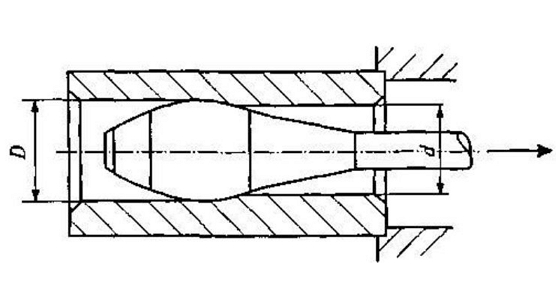
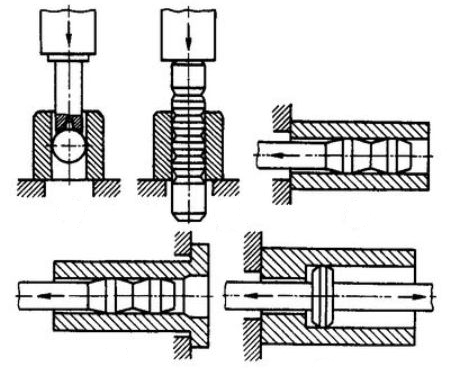
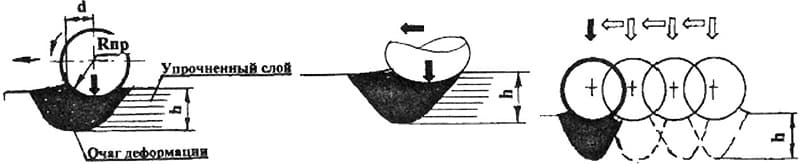
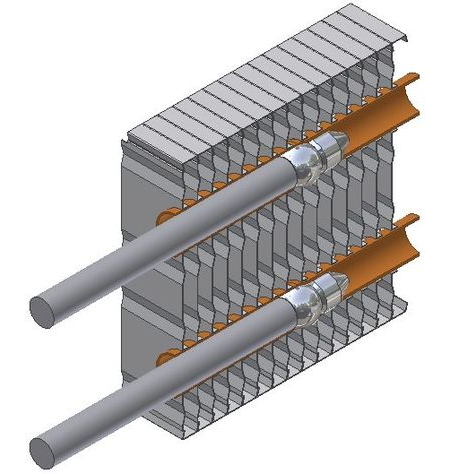
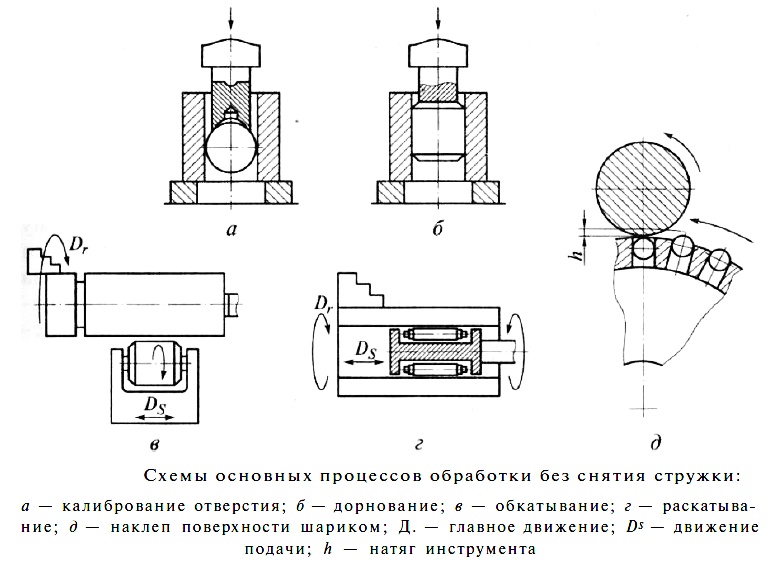
Дорнирование представляет собой инновационный вариант обработки отверстий деталей методом локального холодного деформирования, выполняемого по пластической технологии. Его суть следующая: дорн (специальное рабочее приспособление) передвигается внутри ствола изделия и за счет натяга обеспечивает:
- модификацию геометрических параметров и форм детали в целом и ее поперечного сечения в частности;
- качественное нивелирование имеющихся шероховатостей;
- упрочнение поверхностного слоя металла.

Величина поперечного диаметра отверстия обрабатываемой детали всегда меньше показателя сечения дорна на показатель натяга.
Назначение и технологические особенности
В процессе эксплуатации любого изделия, в том числе и изготовленного из металла, основную нагрузку воспринимает его наружная поверхность, в то время как внутренние слои остаются практически нетронутыми. В качестве такой нагрузки, в частности, может выступать термическое воздействие, а также внешние факторы, приводящие к коррозии или интенсивному износу металла.
Основная задача, которую решает дорнование, являющееся методом обработки металлического изделия, заключается в том, чтобы обеспечить его надежную защиту от вышеуказанных негативных факторов. Дорнование – это инновационная технология, суть которой заключается в том, что внутреннюю поверхность отверстий, выполненных в металлических деталях, подвергают пластической деформации в холодном состоянии, за счет чего на них и формируется слой, отличающийся исключительными механическими характеристиками.
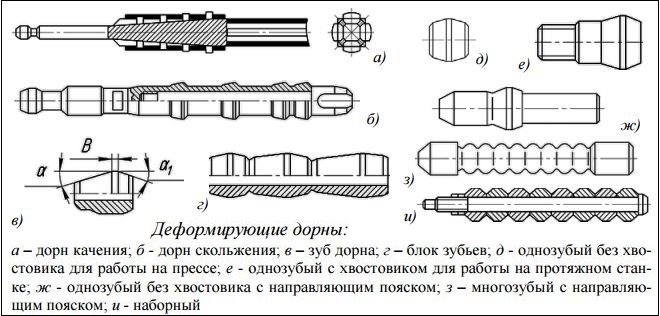
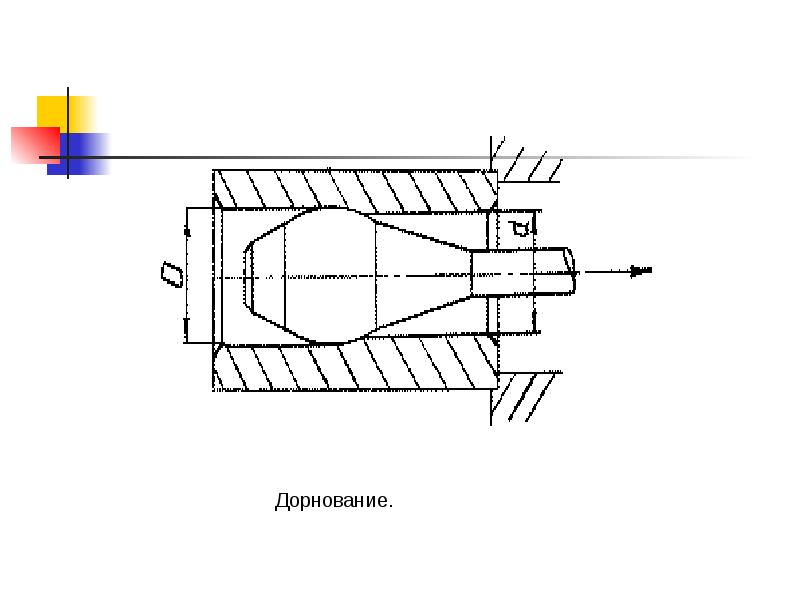
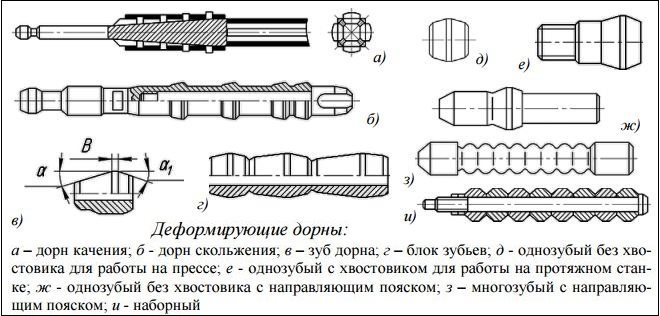
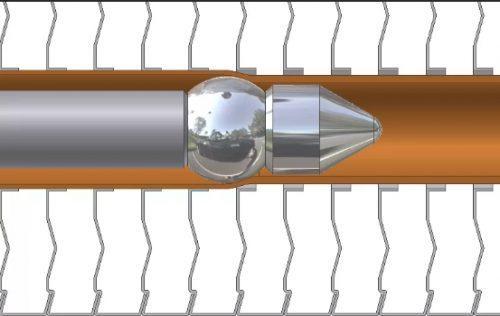
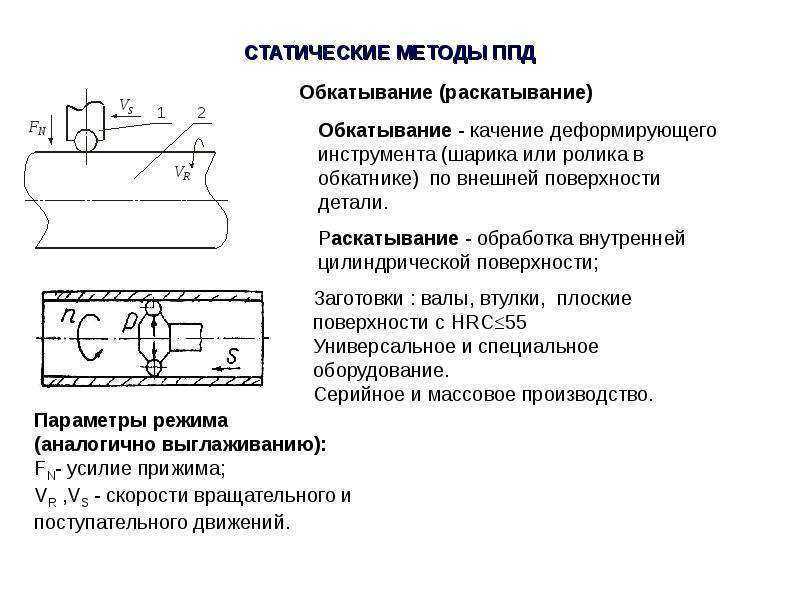
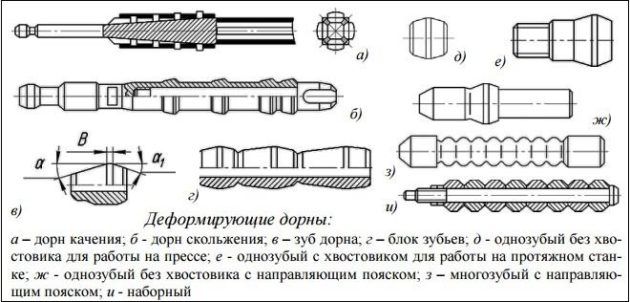
Дорн – инструмент для дорнования. Различают дорны качения и дорны скольжения
Дорнование, выполняемое при помощи специального инструмента, который передвигается по внутренней поверхности отверстия с определенной степенью натяга, позволяет решить следующие задачи:
- приведение размеров внутреннего сечения обрабатываемого изделия в соответствие с требуемыми значениями;
- устранение шероховатостей, имеющихся на внутренней поверхности обрабатываемого отверстия;
- улучшение прочностных характеристик металла, формирующего внутреннюю поверхность отверстия.
Если вы планируете выполнить дорнование, следует иметь в виду, что диаметр обрабатываемого отверстия должен быть всегда меньше поперечного сечения используемого инструмента на величину натяга.

Примеры деталей после дорнования
Разновидности
Под разновидностями дорнирования понимают свободный и несвободный процесс проведения операции. Когда дорнирование свободное, изделие, а именно его поверхность, не ограничивается в возможности деформирования. Приемлем такой вид процесса при объемных работах с трубами электросварными либо при бесшовном литье, где толщина стенки ствола определяется как усредненная величина.
Дорнирование свободное не подходит для таких заготовок, как, например, трубы с тонкими стенками ствола. Здесь применяют несвободное дорнирование, которое позволяет избежать следующих последствий:
- осевого смещения заготовки;
- понижения устойчивости вдоль направления ствола;
- выглаживания металла с недостаточным качеством.
Для реализации операции несвободного дорнирования деталь перед прохождением дорна закрепляют в специальных обоймах жесткой и упругой конструкции.
Использование любого из способов дорнирования требует применения смазочных материалов, чтобы уменьшить трение, ускорить процесс обработки, избежать порчи заготовки или инструмента.
Объемное и поверхностное дорнование
Дорнирование как способ обработки ствола отверстия, когда отсутствует процесс удаления стружки, можно выполнить поверхностным образом либо объемно. При объемном методе операция захватывает всю заготовку (имеется в виду поперечное сечение). Совершая один проход инструментом, рабочая часть которого оснащена несколькими зубьями, добиваются фактической шероховатости в пределах 0.63–0.04 микрон с большой точностью отверстия.

Объемное дорнирование ввиду своей эффективности призвано заменять менее эффективный метод, когда заготовки подвергают растачиванию черновому. Применяют объемную деформацию для обработки любых типов труб, цилиндров с длинным стволом, при этом прямолинейность изделий сохраняется в нужных границах.
Применение поверхностного дорнирования позволяет получить в канале ствола шероховатость в пределах 0.32–0.04 микрон. Основное назначение метода – упрочнить поверхностный слой и, возможно, избежать сложных технологических приемов: развертывания, шлифования, выглаживания и хонингования металла.

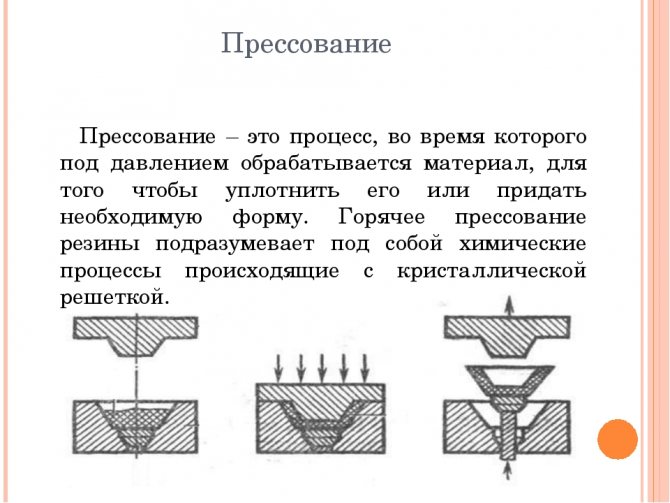
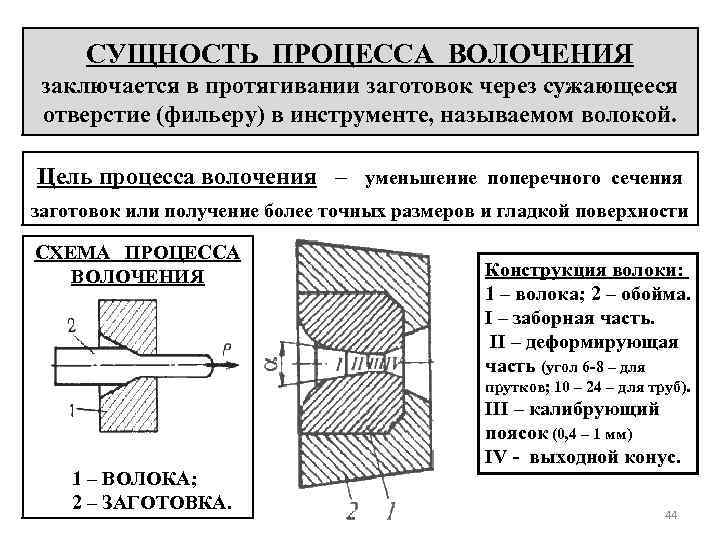
Пластическое деформирование и калибровка
Суть пластического деформирования заключается в том, что дорн с диаметром рабочей части больше, чем ствол отверстия, вдавливается в последний под воздействием силы станка. Калибровка же внутренней поверхности труб протекает при воздействии на обрабатываемый участок источника тепловой энергии для разогрева и последующего внедрения в область инструмента дорна. Недостаток калибровки – в возможном изменении параметров заготовки и в большей сложности процесса относительно пластической деформации.
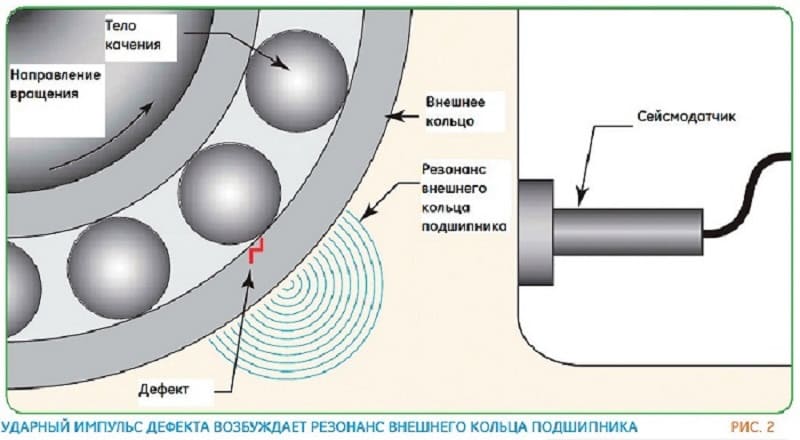
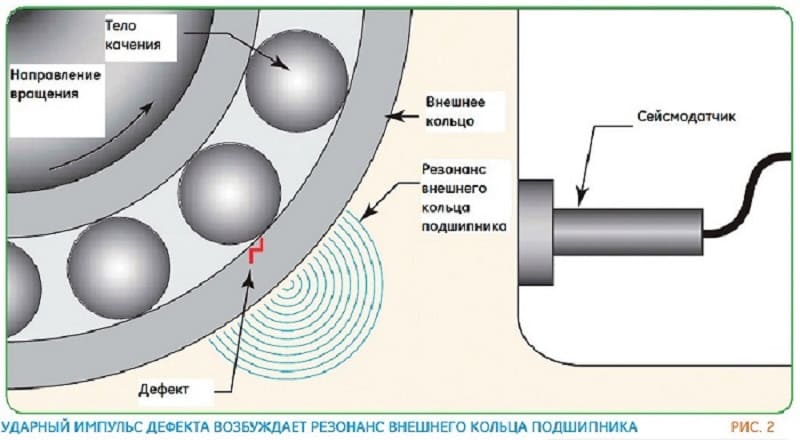
Метод ударных импульсов
Способ, при котором подача инструмента дорна по каналу отверстия ствола проходит не в постоянном поступательном режиме, а толчками с одинаковой частотой, называется методом ударных импульсов. Такой процесс очень эффективен, так как снижает нагрузку на инструмент, на канал и позволяет достичь максимальной точности обработки.
Чем смазывать обрабатываемы детали

Веретенное масло
В качестве смазочной жидкости используют веретенное масло с добавлением олеиновой кислоты. Состав имеет хорошие эксплуатационные характеристики, такие как текучесть и проникающая способность, необходимые для контактирующих поверхностей. Олеиновая кислота является разновидностью поверхностно-активных веществ и при воздействии на металлическое покрытие, снижает твердость металла, силу трения, возникающую при контакте дорна и поверхности отверстия.
Температура нагрева контактирующих тел уменьшается, в результате обрабатываемая покрытие получается менее шероховатым и на кромке деформирующего дорна не остается никаких наростов.
Количество кислоты в составе смазочного средства не должно превышать 10 процентов. Прекрасные качественные характеристики достигаются именно при такой концентрации. Превышение этого показателя будет нецелесообразно и не даст лучшего эффекта.
Метод дорнования с помощью ударных импульсов является наиболее совершенным и распространенным, по сравнению с другими схемами деформации внутренней поверхности детали.
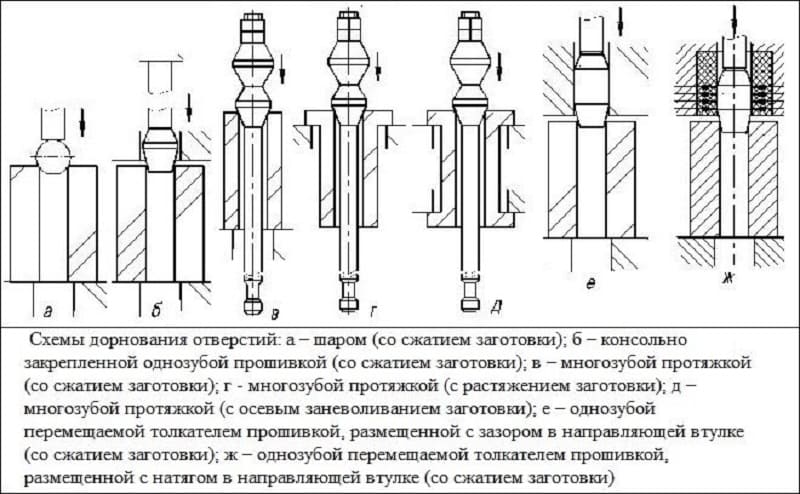
Виды процесса дорнования
Обработка дорнованием классифицируется по следующим признакам:
- виду обработки (объёмное и поверхностное);
- технологическим особенностям (свободное и несвободное);
- методу воздействия на внутреннюю поверхность (растяжение, сжатие, комбинированное воздействие);
- количеству и расположению зубьев на поверхности инструмента.
Выбор метода и вида такой обработки зависит от характерных особенностей деталей. Так для получения качественной поверхности стволов или труб с неравножёсткой втулкой применяют метод с обеспечением разного воздействия на отдельные участки внутренней стенки.
Для обработки не осесимметричных заготовок применяют дорны с специально расположенными зубьями.
С помощью свободного дорнования обрабатывают поверхности бесшовных и электросварных труб. Толщина стенок может достигать средних размеров.
Объёмное и поверхностное дорнование
Объёмная обработка производится давлением по всему внутреннему периметру. Для улучшения требуемого качества применяются многозубчатые дорны. Они позволяют добиться высокой точности обработки вплоть до 11 класса. Степень шероховатости Ra получается равной от 0,63 до 0,04 микрон.
Поверхностное дорнование относится к методам поверхностной пластической деформации.
Оно позволяет получить следующие показатели точности: IT от 6 до 9 единиц, шероховатость Ra в пределах 0,32-0,04 микрон. Объемным дорнованием осуществляют обработку сварных прямошовных труб.

Пластическое деформирование и калибровка
Такой способ обработки предполагает воздействие на поверхность металла инструмента, создающего давление в точке соприкосновения. В этом случае происходит последовательное изменение внутренней структуры металла. Благодаря процессам скольжения и двойникования происходит изменение структуры слоёв на уровне атомной решётки. Такое воздействие приводит не только к изменению внешней формы детали, но и его физических и механических свойств. При правильно разработанном способе пластического деформирования удаётся получить поверхностный слой с улучшенными характеристиками

Особенно это обстоятельство важно, когда нельзя подвергать металлическую деталь термической обработке, например, изготовленную из аустенитных или ферритных материалов
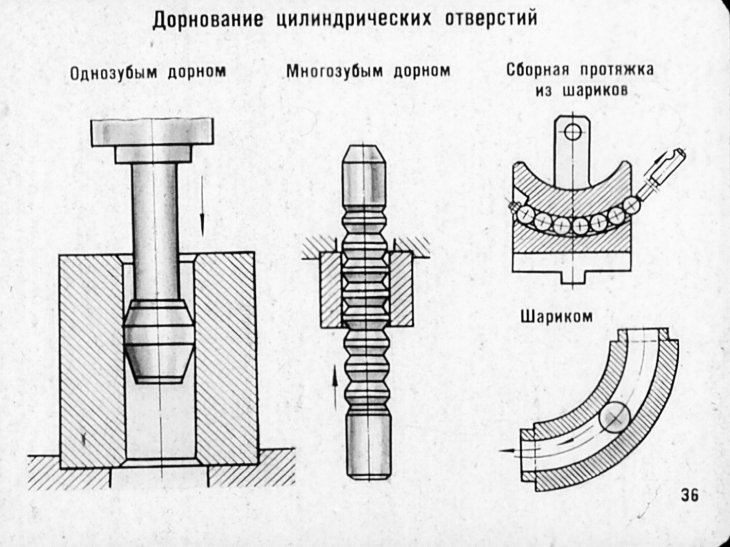
Методом калибрования обрабатывают отверстия у заготовок, имеющих небольшую длину. Для обработки применяют калибрующие шарики, дорны, другой калибровочный инструмент. В этом случае его проталкивают сквозь отверстие для получения ожидаемого эффекта.
В этом случае основным параметром оценки технологического воздействия является натяг. Он создаётся благодаря разнице внутреннего диаметра отверстия и диаметра инструмента. В зависимости от решаемой задачи калибровка выполняется с малым или большим натягом.
При калибровании с малым натягом воздействию подвергается только поверхностный слой. Такой обработке подвергают трубы, втулки, вкладыши имеющие толстые стенки. Наиболее приемлемым считается отношение величины стенки к радиусу отверстия более 0,5.
Применение большого натяга приводит к увеличению глубины воздействия и может распространяться на всю толщину обрабатываемого изделия. Это приводит к увеличению внутреннего диаметра, изменению внешних размеров, снижению качества обработки, возникновению неравномерных внутренних напряжений (изменение физико-механических свойств).
Для проведения калибровки необходимо провести качественную предварительную обработку. В результате последующего калибрования точность обработки повышается на 30%. Например, для стали класс точности повышается на две единицы, для бронзы на 3, для чугуна на один класс.
Метод ударных импульсов
Он основан на измерении параметров деформации металла после воздействия импульсного механического воздействия. В момент кратковременного удара возникают ультразвуковые колебания, которые вызывают уплотнение поверхности обрабатываемой детали.
Такой метод успешно применяется при производстве изделий большой длины. Например, дорнование труб осуществляется методом ударных импульсов.

Применение различных методов дорнования позволяет обрабатывать внутренние поверхности изделий различной длины и произвольного диаметра. В результате обработки удаётся получить высокое качество поверхностного слоя, без нагрева и механического воздействия (фрезеровки, зенкования и так далее).
Дорнирование ствола своими руками

Работа механических узлов машин сопровождается серьезной нагрузкой на поверхность деталей, особенно это касается различных отверстий.
Верхний контактный слой металла берет на себя львиную долю механических воздействий и усилий, предотвращая разрушающее влияние на внутренние слои. Чем прочнее будет этот внешний слой, тем общая износостойкость изделия будет выше.
Чтобы искусственно укрепить поверхность отверстий, применяют такой технологический прием, как дорнирование отверстий.
В машиностроении дорнование – это применение процесса укрепления поверхности отверстия методом калибрования или протягивания деформирующего. Кроме этого, дорнирование позволяет получить формообразующую либо чистовую обработку ствола отверстий. Слой, который укрепляется, может быть разной толщины, это зависит от величины натяжения.
Назначение и сферы применения дорнирования
Как вкратце говорилось выше, дорнирование необходимо, чтобы укрепить поверхность стволов отверстий, придать им большую прочность, таким образом повышая износостойкость изделия.
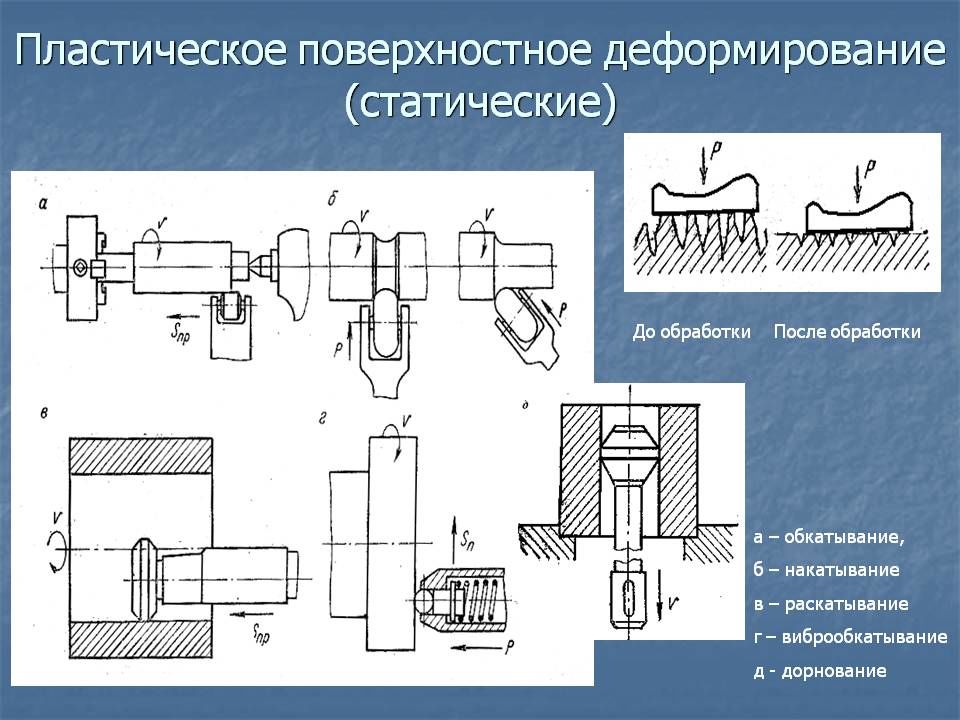
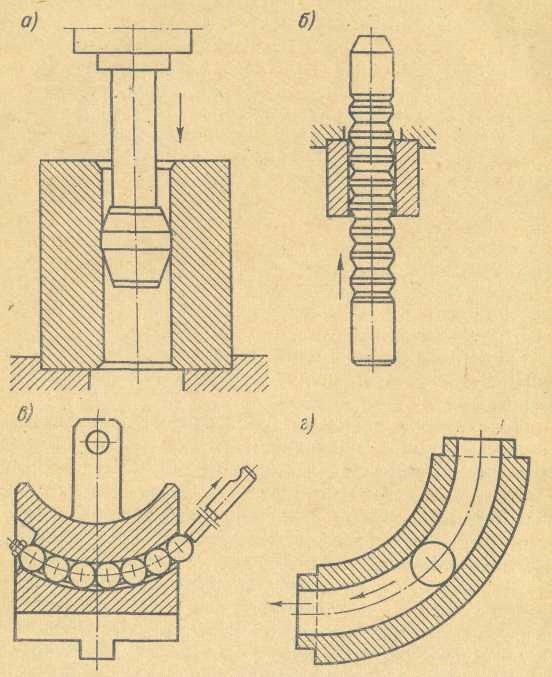
Все это осуществляется за счет возможности пластически деформировать металл на протяжении зоны контакта при помощи дорна. Дорны бывают двух типов: скольжения и качения.
Чаще всего процесс протекает при холодном состоянии заготовки.





Когда инструмент дорн с определенным уровнем натяга движется по стволу, вместе с укреплением стенок решаются и другие задачи:
- подгонка диаметра отверстия под нужные параметры, стволов отверстий прямоугольного сечения до нужных размеров;
- избавление от неровностей, любых шероховатостей, которые были допущены предыдущей обработкой ствола;
- возможность сформировать определенную форму сечения, например, создать шлицы, борозды или оригинальный рисунок на внутренней поверхности.
Дорнирование применяется не только в гражданском машиностроении, но и на оружейном производстве. С его помощью укрепляют оружейные стволы танковых и других машин, используют при изготовлении гильз.
Когда планируется применить дорнирование к тому или иному отверстию, важно, чтобы дорн имел диаметр больший, чем поперечное сечение ствола отверстия на толщину натяжения. Все это очень точно рассчитывается, чтобы не было разрыва заготовки
Разновидности
Под разновидностями дорнирования понимают свободный и несвободный процесс проведения операции. Когда дорнирование свободное, изделие, а именно его поверхность, не ограничивается в возможности деформирования. Приемлем такой вид процесса при объемных работах с трубами электросварными либо при бесшовном литье, где толщина стенки ствола определяется как усредненная величина.
Дорнирование свободное не подходит для таких заготовок, как, например, трубы с тонкими стенками ствола. Здесь применяют несвободное дорнирование, которое позволяет избежать следующих последствий:
- осевого смещения заготовки;
- понижения устойчивости вдоль направления ствола;
- выглаживания металла с недостаточным качеством.
Для реализации операции несвободного дорнирования деталь перед прохождением дорна закрепляют в специальных обоймах жесткой и упругой конструкции.
Использование любого из способов дорнирования требует применения смазочных материалов, чтобы уменьшить трение, ускорить процесс обработки, избежать порчи заготовки или инструмента.
Виды оборудования
Оборудование, которое используют для получения отверстий можно разделить на «условно ручные», то есть те, которые нуждаются в постоянном присутствии оператора — станочника, и на автоматизированные, которые работают при минимальном участии человека. В качестве инструмента для пробивки отверстий в металле применяют различного вила пробойники, штампы и некоторые другие.
К первой группе относят оборудование, работающее от механического, гидравлического или другого вида привода. Вторые — это полностью автоматизированные станки, работающие под управлением ЧПУ, к примеру, координатно-просечные прессы или дыропробивной станок.
Ручной процесс
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле применяют сверла и соответствующее оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента применяют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно устанавливать на ручные прессы.
Ручной процесс пробивки
Сверление отверстий производят на сверлильных, фрезерных или токарных станках. В качестве рабочего инструмента применяют сверла. Для окончательного формования отверстия используют зенкера, цековки, развертки. С их помощью устраняют овалы, формируют фаски, повышают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле используют разные прессы — пневматические, гидравлические и пр. Усилия, развиваемые для эффективной работы штампа, состоящего из двух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и тысяч тонн.
Пробивание отверстий на комбинированных пресс — ножницах
Нередко в производстве для получения отверстий применяют комбинированные пресс — ножницы.
Пробивание отверстий на комбинированных пресс — ножницах
Это устройство состоит из нескольких механизмов, которые позволяют обрабатывать металлический профиль, к примеру, уголок, резать полосы металла, осуществлять вырубку в форме прямо- или треугольников и, само собой, на этих ножницах устанавливают инструмент для пробивки отверстий в металле. Как правило, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в своем теле отверстие, соответствующее размеру пуансона. Через нее происходит удаление отходов вырубки.




Следует отметить, что вышеперечисленные способы получения отверстий не отличаются высокой производительности, особенно, в условиях крупносерийного или массового производства. Появление автоматизированного оборудования позволяет устранить эту проблему.
Пробивание отверстий на прессах
Использование оборудования, работающего под управлением системы ЧПУ привело к снижению трудоемкости производственных процессов, соответственно это положительно отражается на стоимости готового изделия.Дело в том, что управляющая программа, которая вносится перед началом работы, содержит в себе точные данные относительно расположения отверстий на листе.
Пробивание отверстий на прессах
Например, револьверный пробивной станок оснащают барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разными размерами и формами. При работе, программа автоматически выбирает необходимый инструмент. Такое инженерное решение позволяет менять инструмент не, останавливая работу станка, и повышать скорость получения готового изделия. На оборудовании этого типа, возможно, получение до 1 500 отверстий в минуту.Получение готового изделия состоит из нескольких операций. Первая заключается в укладке листа металла на рабочий стол. Для закрепления ее на нем применяют зажимы разного типа.После того как установлен и закреплен оператор запускает управляющую программу. После этого начинается перемещение заготовки. По координатам, заданным в программе, в необходимой точке, происходит опускание прижимного устройства, фиксирующего лист в нужном месте. После прижима происходит удар, наносимый пробойником (пуансоном).
На инструментальном барабане может быть установлен поворотный инструмент, который существенно расширяет возможности станка и позволяет выполнять резку контуров сложных форм.Пресс для пробивки отверстий в металле позволяют выполнять, кроме пробоя, следующие операции:
- пулевка — выдавливание, получение кромок разной направленности;
- формовка;
- неокончательная пробивка.
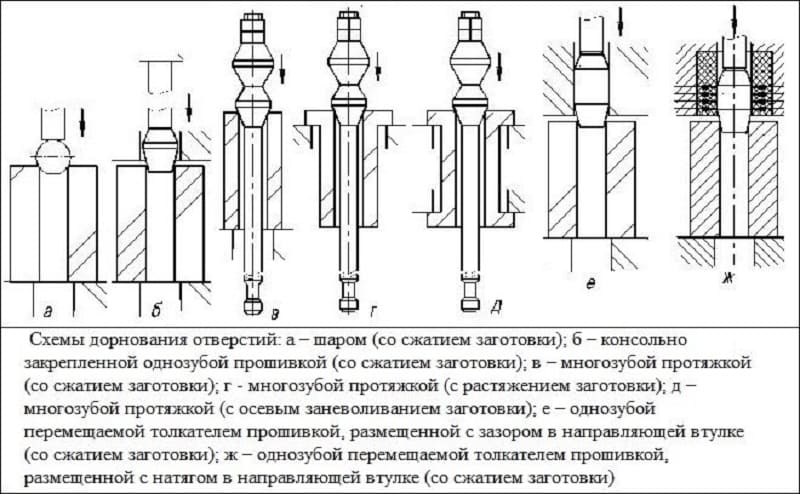
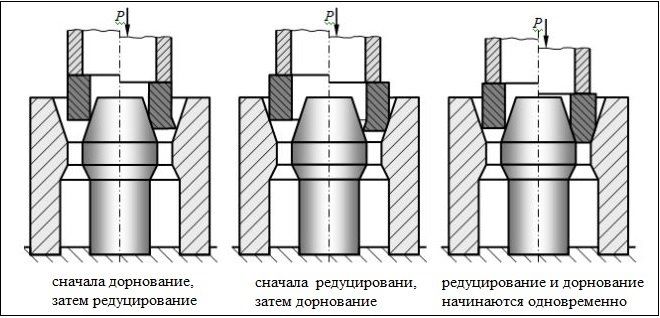
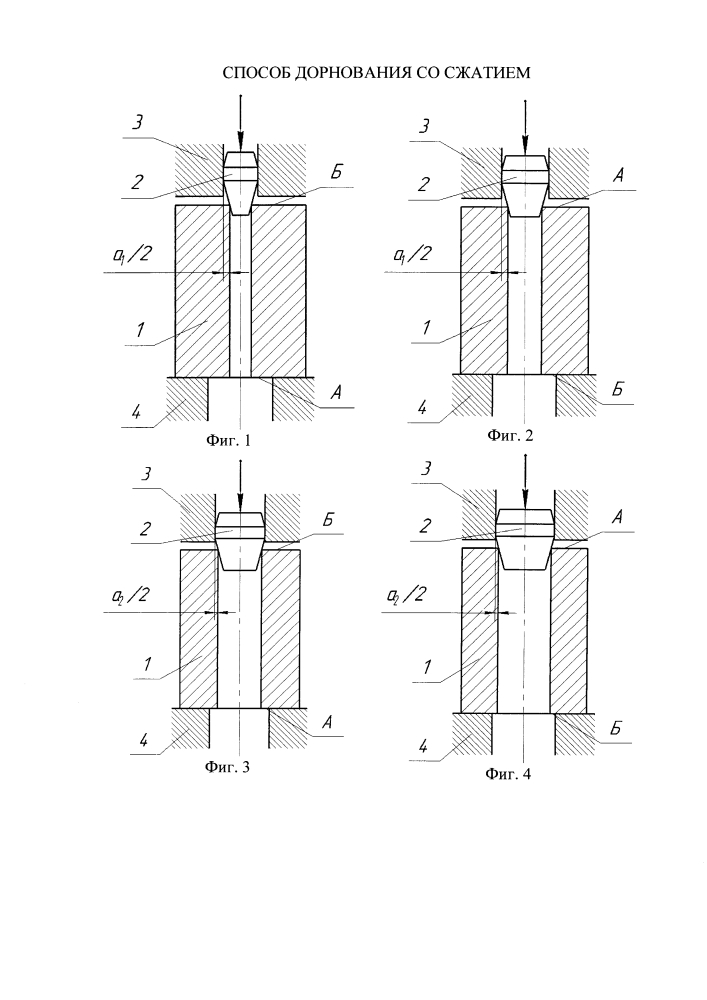
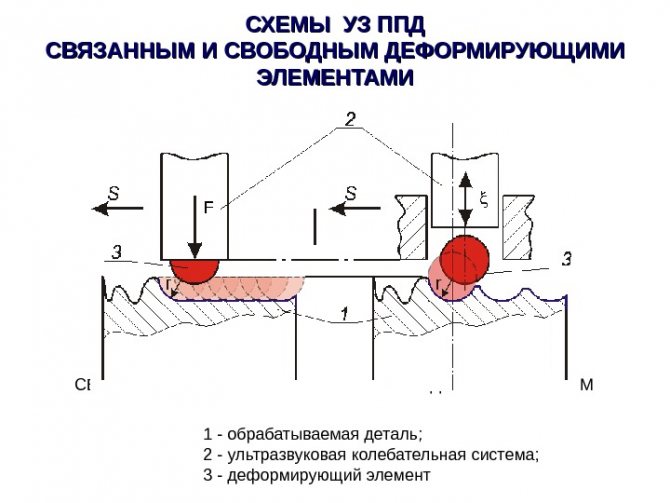
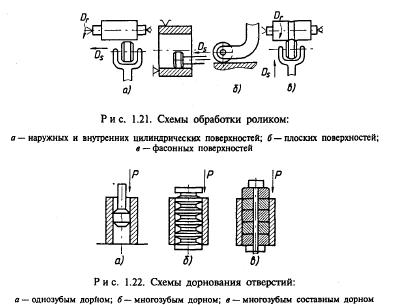
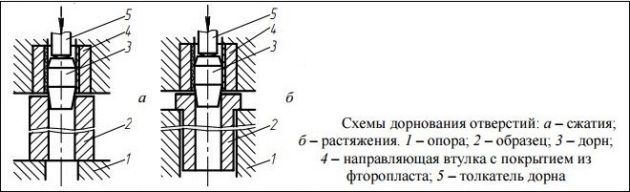
Схемы выполнения дорнования
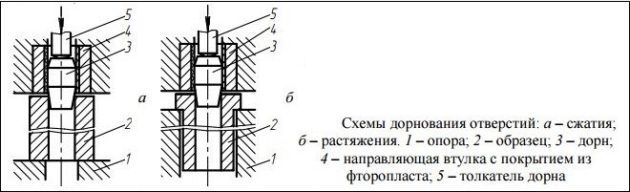
Различают следующие схемы металлообработки заготовок дорнированием:
- при помощи растяжения;
- способ сжатия;
- совместное применение растяжения и сжимания образца.
Важно подойти правильно к выбору схемы обработки заготовки. Схема определит значения осевого напряжения изделия. Объемное обрабатывание детали выполняется по другим схемам:
Объемное обрабатывание детали выполняется по другим схемам:
- пассивная;
- нейтральная;
- активная.
Перечисленные схемы дорнования оказывают влияние на значение осевого напряжения и требуют специальных механизмов – подвижных опор, позволяющих ограничивать укорачивание детали при воздействии на нее дорна. При увеличении значения натяга степень шероховатости внутренней поверхности заготовки будет уменьшаться. Данная методика предусматривает предварительную механическую обработку отверстия перед использованием дорна.

Дорны используют двух видов движение:
- покачивания;
- скольжения.
Инструмент движется внутри заготовки с заданным показателем натяжения, используя смазку. Чтобы улучшить результат обработки и уменьшить усилие дорнования, смазочный материал подают внутрь отверстия навстречу движения дорну путем распыления.
Приспособление для выполнения виброобработки металлических изделий состоит из:
- дорна;
- вибрационного суппорта, который позволяет закреплять на нем образец;
- гидропривода;
- поршня.
Дорн — устройство С помощью устройства эффективно обрабатывают внутренние стенки втулок, гильз и цилиндров.
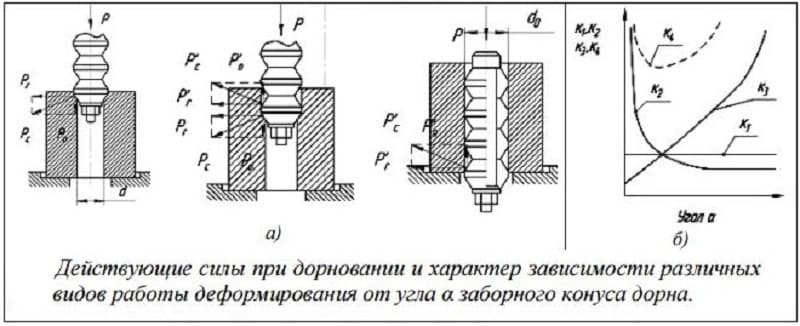
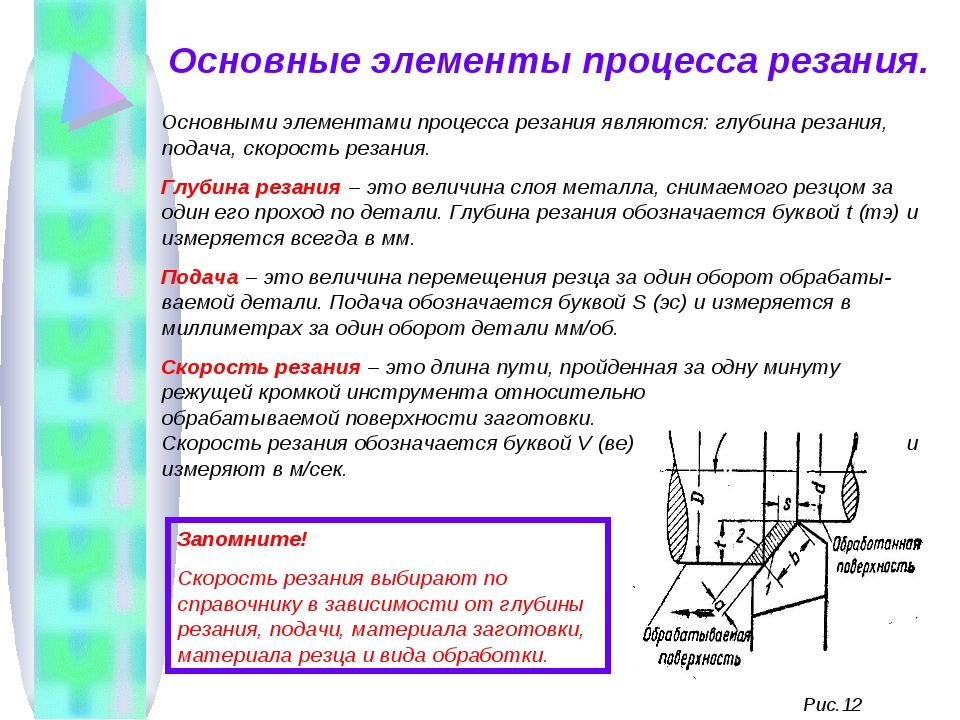
4.2. Усилия дорнования
Измерение усилий дорнования производили с помощью динамометрического устройства испытательной машины ИР 5057-50. Кроме этого ряд экспериментов был выполнен с использованием однокомпонентного упругого динамометра с фольговыми тензорезисторами. Запись электрических сигналов, поступающих от динамометра, выполняли через усилитель ТА-5 шлейфовым осциллографом НО71.5М. Точность измерений усилий дорнования во всех случаях была не ниже ±1%.
Экспериментально установленные зависимости усилий дорнования отверстий от величины натяга приведены на рис. 4.1. Из него видно, что возникающие при дорновании глубоких отверстий малого диаметра в толстостенных заготовках усилия невелики. Процесс дорнования отверстий может быть осуществлен практически на любом прессе или даже вручную, например, на вертикально – сверлильном станке. Т. е., с позиции выбора мощности оборудования эти усилия особого интереса не представляют, однако их необходимо знать для оценки устойчивости толкателя прошивки, расчета толкателя и прошивки на прочность и некоторых других целей.

| а | б |
| Рис. 4.1. Зависимости усилий дорнования отверстий в заготовках из стали 45 (а ) и стали 20 (б ) при использовании стальных и твердосплавных инструментов: –d = 1,2 мм, инструмент – ВК8; –d = 1,2 мм, инструмент – ШХ15; –d = 3 мм, инструмент – ВК8; –d = 3 мм, инструмент – ШХ15 |
Результаты экспериментов (рис. 4.1) показали, что усилия дорнования стальными инструментами в целом несколько (примерно на 10%) меньше, чем твердосплавными. Это, очевидно, является следствием меньшего для стальных инструментов коэффициента трения
На рис. 4.2 и рис. 4.3 результаты экспериментальных исследований усилий дорнования при использовании твердосплавных инструментов сопоставлены с результатами расчетов, которые выполнены по эмпирической зависимости, полученной в Институте сверхтвердых материалов НАН Украины . Как следует из рис. 4.2 и 4.3, в области малых натягов (а ≤ 0,03 мм) наблюдается удовлетворительное соответствие между расчетными и экспериментальными значениями усилий дорнования. С увеличением натягов погрешность расчетов возрастает и при натяге а
=0,09 мм она становится более 100% (см. рис. 4.2 и 4.3).
| а | б |
| Рис. 4.2. Зависимости усилий дорнования отверстий (d = 1,2 мм) твердосплавными (ВК8) инструментами от натяга:а – сталь 45;б – сталь 20; — экспериментальные данные; — расчет по уравнению | |
| а | б |
| Рис. 4.3 Зависимости усилий дорнования отверстий (d =3 мм) твердосплавными (ВК8) инструментами от натяга:а – сталь 45;б – сталь 20; — экспериментальные данные; — расчет по уравнению |
На основе обработки результатов однофакторных экспериментов получены следующие эмпирические зависимости для расчета усилий дорнования:
при использовании стальных инструментов
; (4.1)
при использовании твердосплавных инструментов
. (4.2)
В уравнениях (4.1) и (4.2): Р
– усилие дорнования (Н);НВ – твердость по Бринеллю (МПа);d – диаметр отверстия (мм);а – натяг дорнования (мм).
На рис. 4.4 и 4.5 дано сопоставление результатов экспериментов и расчетов, выполненных по формулам (4.1) и (4.2). Как видно, наибольшая погрешность определения усилий дорнования по этим формулам для стальных заготовок не превышает 20%. Для заготовок из меди она возрастает до 30%.
| а | б |
| в | г |
| Рис. 4.4. Зависимости усилий дорнования стальными инструментами от натяга: а – cталь 45,d = 1,2 мм;б – сталь 45,d = 3 мм;в – сталь 20,d = 1,2 мм;г – сталь 20,d = 3 мм; – экспериментальные данные; – расчет по уравнению (4.1) |
| а | б |
| в | г |
| д | е |
| ж | Рис. 4.5. Зависимости усилий дорнования твердосплавными инструментами от натяга: а – сталь 45,d = 1,2 мм;б – сталь 45,d = 3 мм;в – сталь 20,d = 1,2 мм;г – сталь 20,d = 3 мм;д – сталь 10880,d = 1,2 мм;е – медь М1,d = 1,2 мм;ж – медь М1,d = 3 мм; — экспериментальные данные; — расчет по уравнению (4.2) |





