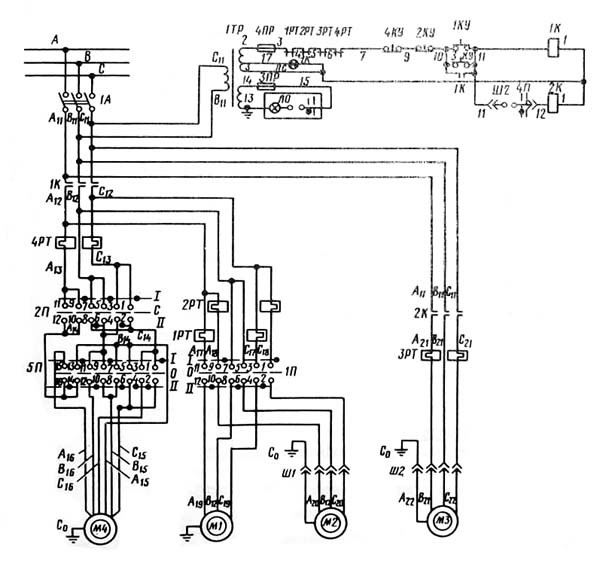
Указания по эксплуатации, техническому обслуживанию и ремонту точильно-шлифовального станка 3Б634
В случае демонтажа ротора электродвигателя со шпинделя или статора из корпуса и последующей их сборки следует обратить внимание на их взаимное расположение. Относительное осевое смещение статора и ротора не допускается
Не допускается также неравномерность зазора между статором и ротором более 0.05 мм и величина этого зазора более 0,4 мм
Относительное осевое смещение статора и ротора не допускается. Не допускается также неравномерность зазора между статором и ротором более 0.05 мм и величина этого зазора более 0,4 мм.
Балансировка кругов
Шлифовальные круги подвергаются двухкратной статической балансировке после сборки с фланцами и после правки их в рабочем положении. Допускаемый остаточный дисбаланс для нового круга — 4 г*см. От качества балансировки во многом зависит точность станка и долговечность подшипников шпинделя.
Балансировка производится на балансировочном станке, основная часть которого — два горизонтальных, параллельно расположенных стальных цилиндрических валика одинакового диаметра с гладкой поверхностью, твердостью, не ниже HRC 58-60. Высота микронеровностей — не более Ra 0.32 им. Шлифовальный круг с переходными фланцами монтируется на стальную балансировочную оправку. Круг с оправкой устанавливается на балансировочный станок так. чтобы ось балансировочной оправки была перпендикулярна к валикам станка, а круг располагался между ними симметрично. Легким толчком кругу придают медленное вращение. После остановки круга отмечают верхнюю точку его и перемещают в нее грузик по пазу. Снова легким толчком придают кругу медленное вращение, отмечают верхнюю точку и перемещают в нее грузик. Эту операцию повторяют до тех пор. пока круг не будет в безразличном равновесии, то есть после легких толчков круг будет останавливаться в разных положениях.
Регулировка подшипников шлифовального шпинделя

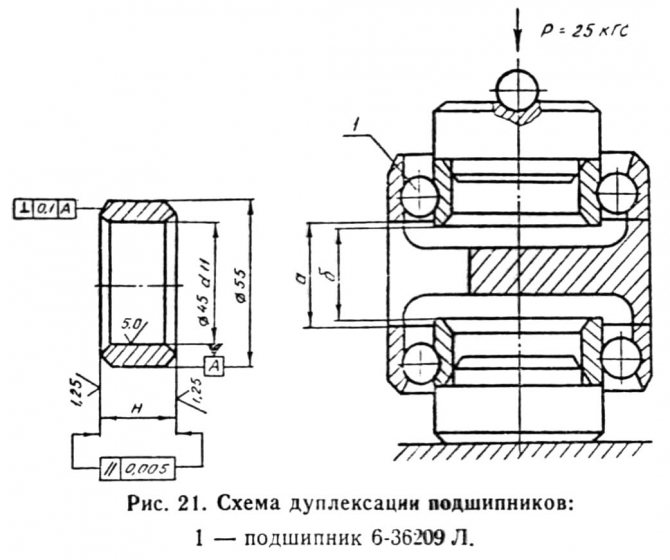
Схема дуплексации подшипников точильно-шлифовального станка 3Б634
Во время работы станка подшипники шпинделя изнашиваются, в результате чего появляется осевой зазор.
Если шлифовальный шпиндель имеет осевой зазор или поверхность обработанной детали недостаточно чиста, необходимо отрегулировать подшипниковые узлы станка путем создания соответствующего предварительного натяга. Это осуществляется подшлифовкой компенсационных колец в сдвоенных подшипниках (метод проверки дан на рис. 21).
Кольцо распорное окончательно шлифуется в размере
Н = (а — Δ1) — 0,01 мм, где:
- а — величина мерной проставки,
- в — расстояние между внутренними кольцами подшипников под нагрузкой.
- Δ1 = (а — в) — среднее арифметическое из трех замеров, произведенных под углом 120° между торцами внутренних колец подшипников. Точность замеров — 0,01 мм.
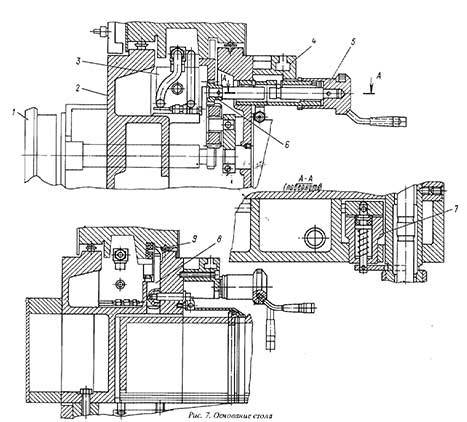
Порядок работы на заточном станке 3е692
Наладочные операции следует производить в следующем порядке (см.рис.7):
- 1) Настроить гитару сменных зубчатых колес по табл.13 (или во таблице на внутренней поверхности дверки 8).
- 2) В зависимости от разрезаемого пилой материала выбрать и установить нужный кулак (см.табл.14). Величины передних и задних углов маркирована на кулаках.
- 3) Установить ось шлифовального круга на середину толщины затачиваемой пилы по рис.21.
- 4) Установить и закрепить пилу.
- 5) Включить главный выключатель, расположенный на боковой стенке электрошкафа. Зажигается сигнальная лампа “Электросеть подключена”.
- 6) Переключатель “Работа – наладка” перевести в положение “Наладка”.
- 7) Включить переключатель “Правка круга включена – выключена” и провести правку шлифовального круга. Настройку величины радиуса правки см.табл.17.
- 8) Вращением маховика I (рис.22а) шлифовальный круг 2 опускается до упора 3. При этом шлифовальный круг должен находиться в исходном положении, т.е. в нижнем положении при осцилляции (зажигается сигнальная лампа “Готовность к циклу”.
- 9) Кнопкой “Перемещение пилы вправо” подвести пилу до расстояния 3…5 мм между шлифовальным кругом и краем пильного диска.
ВНИМАНИЕ! ПОДВОД ПИЛЫ ВОЗМОЖЕН ТОЛЬКО ПРИ ИСХОДНОМ ПОЛОЖЕНИИ ШЛИФОВАЛЬНОГО КРУГА. Если по каким-либо причинам шлифовальный круг не остановился в исходном положении, то необходимо включить переключатель “Вращение пилы включено-выключено”, а затем выключить его и при этом шлифовальный круг останавливается в нижнем положении при осцилляции. Если по каким-либо причинам шлифовальный круг не остановился в исходном положении, то необходимо включить переключатель “Вращение пилы включено-выключено”, а затем выключить его и при этом шлифовальный круг останавливается в нижнем положении при осцилляции
Если по каким-либо причинам шлифовальный круг не остановился в исходном положении, то необходимо включить переключатель “Вращение пилы включено-выключено”, а затем выключить его и при этом шлифовальный круг останавливается в нижнем положении при осцилляции.
10) Вращением маховичка 31 (см.рис.7) пильный диск установить таким образом, чтобы впадина между зубьями находилась перед шлифовальным кругом
При этом обратить внимание на то, чтобы между нижней стороной круга и вершиной зуба осталось расстояние 2…3 мм (см.рис.22). Затем толчковой кнопкой подвести пилу до расстояния 2…3 мы между радиусом впадины зуба и шлифовальным кругом
Во время заточки подрезного зуба должна зажигаться сигнальная лампочка “Подрезной зуб” (высокий). 11) Рукояткой 12 (см.рис.7) задать сборочную единицу “Бабка изделия”. 12) Включить переключатель “Вращение пилы” В полуавтомате имеется блокировка, не позволяющая включить вращение пилы без вращения шлифовального круга. Пила должна вращаться против часовой стрелки, изменение вращения пилы осуществляется переключателем 39. 13) Окончательно ввести шлифовальный круг во впадину зуба затачиваемой пилы и проверить на 5…10 зубьях правильность работы полуавтомата. 14) Выключить переключатель 36 (пуск вращения). 15) Перевести переключатель 45 в положение “Работа”. 16) Установить на счетчике 38 нужное число зубьев между автоматической подачей. 17) Установить по реле времени 59 интервал включения механизма правки. 18) Установить переключателем 66 необходимое число двойных ходов алмаза. 19) Переключателем 61 установить необходимое число оборотов пилы при выхаживании. 20) Маховиком 30 по линейке 26 согласно табл.15 установить необходимый ход шлифовальной головки. 21) Вращением квадрата I установить по табл.16 необходимый период высот между прорезным и зачистным зубьями. Для заточки одинаковых по высоте зубьев вращением квадрата 3 установить штырь в положение II. 22) Рукоятку 7 установить в положение I. 23) В зависимости от степени затупления пилы установить лимбом 24 величину припуска на обработку.
Следует иметь ввиду, что припуск на лимбе устанавливается без учета износа круга. Чем мягче круг, тем больший нужен устанавливаемый припуск.




24) Механизм подачи сцепить тугим затягиванием винта 6, придерживая при этом маховик 25. 25) Регулятором 69 установить минимальное число двойных ходов шлифовальной головки. 26) Включить цикл полуавтомата кнопкой 65. 27) Регулятором 69 установить нужное число двойных ходов согласно рекомендациям, указанным в табл.12. 28) Тумблером 63 включить охлаждение.
После снятия припуска автоматическая подача шлифовального крута отключается, включается лампа 55 “Выхаживание”. По окончании выхаживания сигнальная лампа цикла и все привода полуавтомата выключаются.
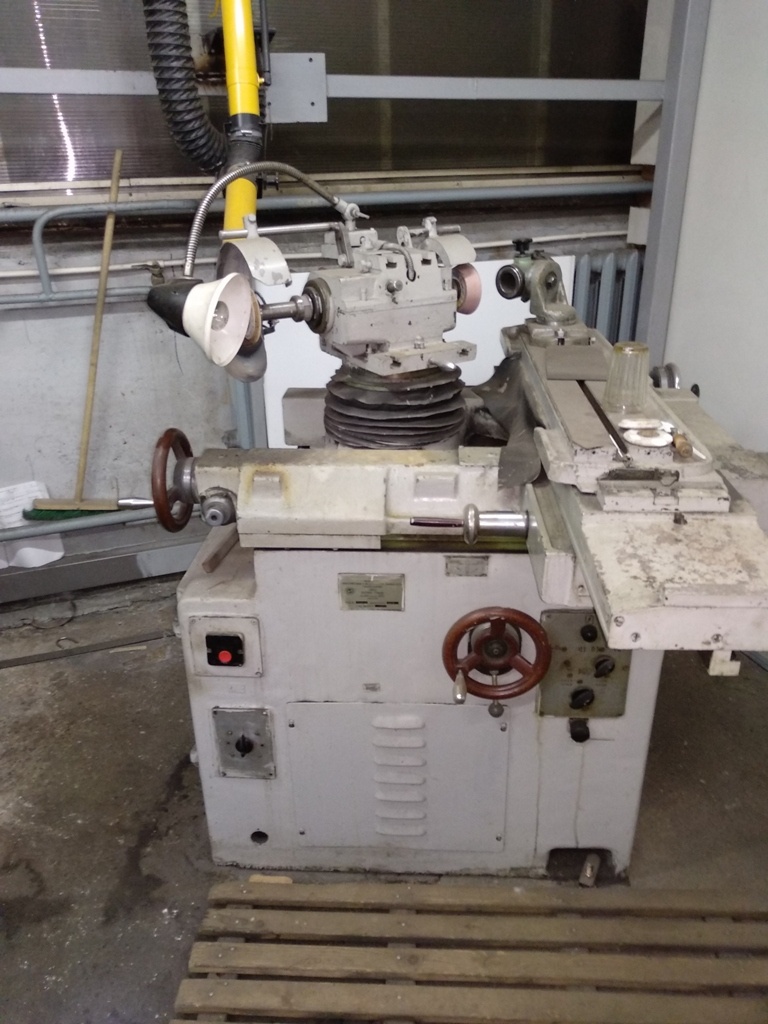
3Б634 станок точильно-шлифовальный напольный. Назначение, область применения
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12..50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
Особенности конструкции и принцип работы станка 3Б634
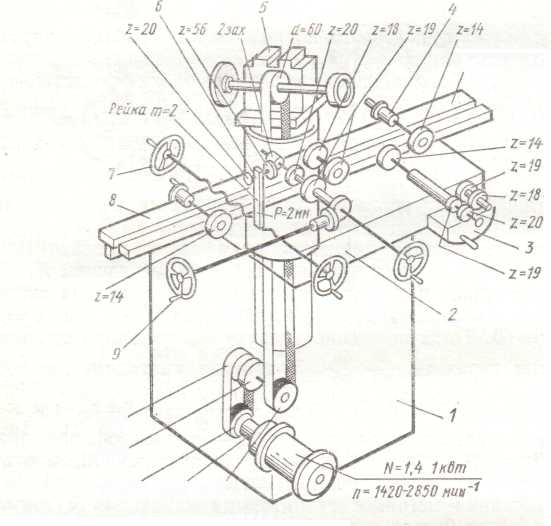
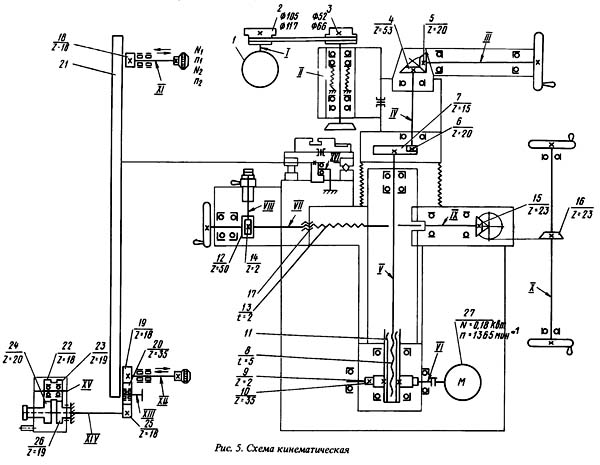
Основной частью точильно-шлифовального станка 3Б634 является шлифовальная головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
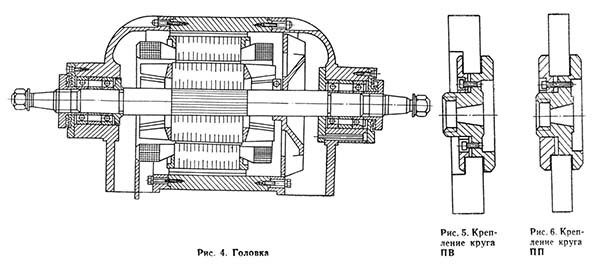
Шлифовальная головка точильно-шлифовального станка 3Б634

Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
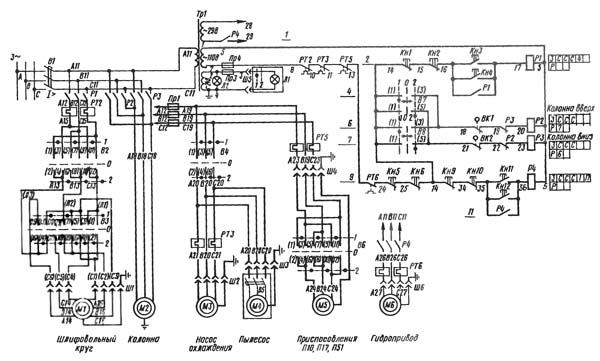
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги типов ПП 400 х 50 х 203 (плоский прямого профиля) и ПВ 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.
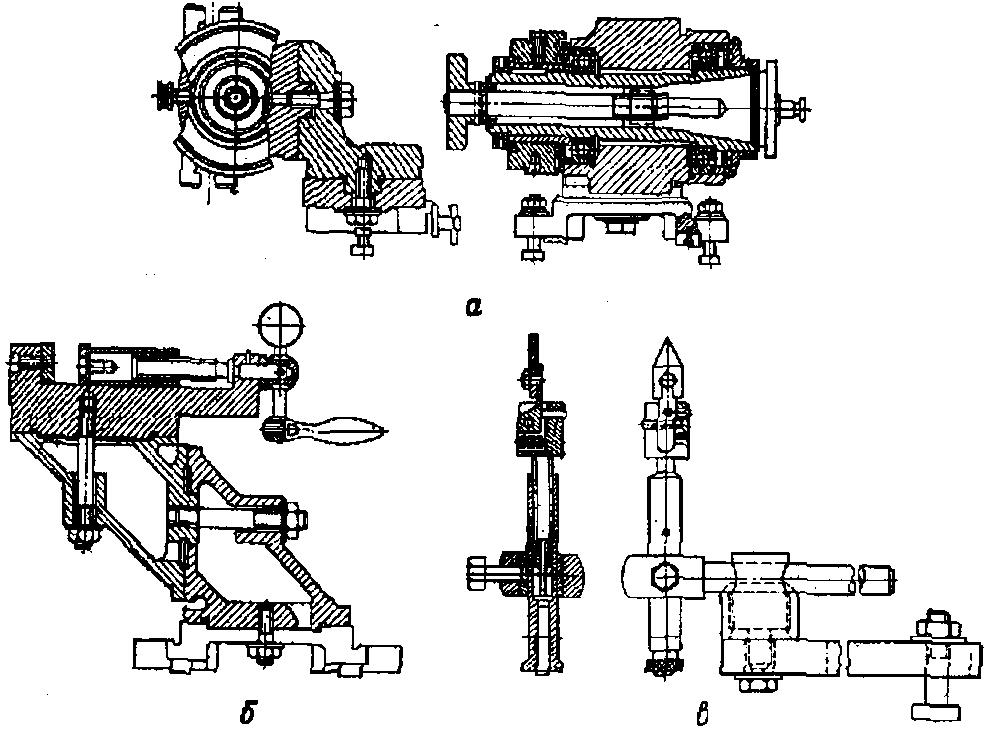
Настройка станка при заточке резцов
Заточка резцов по задним поверхностям
При заточке резцов по задним поверхностям необходимо ослабить винт крепления подручника в криволинейных направляющих и по лимбу установить задний угол, затянуть винт крепления подручника (рис. 14. а).
Транспортир установить под углом 90° — φ (φ — главный угол в плане) или φ1 (вспомогательный угол в плане) (рис. 14, б, в, г.) и закрепить транспортир так, чтобы середина затачиваемой кромки совпала с серединой алмазного кольца круга. Нужно следить, чтобы длина участка, на котором резец упирается в планку транспортира, была возможно большей. После этого подручнику сообщают качательное движение (осцилляцию). Величина осцилляции устанавливается упорами осциллирующего подручника.
Не следует допускать схода резца с алмазного кольца шлифовального круга.
В комплекте приспособлений имеются приспособления для заточки задних поверхностей с зажимом резца и транспортир без зажимного устройства. При работе без зажима подачу резца на круг осуществляют, передвигая резец вдоль опорной планки транспортира, при работе с зажимом — вращения маховика. Следует иметь ввиду, что при углах φ и 90° — φ менее 45° лучше использовать приспособление с зажимом резца.









Заточка резцов по радиусу
Заточка радиуса проводится вручную, при этом осцилляция столика не нужна.
При заточке прямых резцов по передней поверхности работу производят в приспособлении для заточки задних поверхностей с механическим зажимом (рис. 14, д), но резец при этом должен быть уложен на стол боковой плоскостью державки и основанием державки прижат к опорной линейке лимба.
По транспортиру устанавливается необходимый передний угол резца, а по лимбу наклона подручника — угол наклона.
Заточку производят при осцилляции подручника, подачу — вращением маховичка поперечной подачи.
Заточка отогнутых резцов по передней поверхности
При на подручник устанавливают приспособление для заточки передних поверхностей, представляющее собой наклонный подручник (рис. 14, е).
Приспособление закрепляют под углом. В пазу подручника укрепляют приспособление для заточки задних поверхностей, совместив «0» транспортира с кромкой паза. Остальные настройки и работа осуществляются так же как при заточке прямых резцов на передней поверхности. Аналогично выполнение порожков на передней поверхности резца. Круг для этой цели должен быть спрофилирован по форме переходной части порожка.
Доводка резцов
Доводка резцов проводится доводочным алмазным кругом аналогично заточке. Рекомендуемые режимы при работе с охлаждающей жидкостью — поперечная подача на 10 двойных ходов стола, мм:
- предварительное затачивание: 0,1..0,2
- чистовое затачивание: 0,03..0,06
- доводка: 0,01..0,02
Продольная подача — независимая, осуществляется пружинами в пределах 1..4 м/мин.
При ручной подаче должно быть давление резца на круг 7..12 кгс/см2 (при заточке резца с полоской заточки 10 х 2 мм -усилие прижатия 2..2,5 кгс).
Охлаждение
Шлифование, заточку и доводку алмазными кругами следует производить с охлаждением.
Применение охлаждающей жидкости в процессе шлифования повышает стойкость алмазных кругов и уменьшает интенсивность износа алмазных зерен.
Охлаждающая жидкость снижает температуру нагрева обрабатываемой детали (инструмента) и уменьшает местные напряжения, которые могут привести к появлению трещин и сколов. Кроме того, охлаждающая жидкость снимает с рабочей поверхности круга отходы шлифования, что способствует значительному снижению «засаливания» поверхности круга, повышению чистоты обрабатываемой поверхности на один-два класса, увеличению производительности на 25..30% и уменьшению скорости износа круга до 50%.
При применении кругов на металлической связке охлаждение обязательно (кроме фасонной чистовой обработки) и должно быть непрерывным. Охлаждающая жидкость должна подаваться в количестве 2 — 3 л/мин. Круги на органической связке можно применять и без охлаждения,
Защита от брызг охлаждающей жидкости
Защитный кожух алмазных кругов выполнен с перекидной заслонкой, а в круг помещен диск, предупреждающий интенсивное разбрызгивание охлаждающей жидкости.
Нужно следить, чтобы заслонка при работе с охлаждением полностью закрывала нерабочую зону шлифовального круга.
Для защиты от струи охлаждающей жидкости, отбиваемой резцом, на каждой стороне станка имеется по одному щитку с постоянным магнитом, устанавливаемому на подручник или на державку резца. Кроме того, щитки, устанавливаемые на кромку корыта, гарантируют от попадания брызг на пол у работающего станка и обеспечивают защиту рабочего.
Принцип работы станка
Заточка многолезвийного инструмента на станке может производиться двумя методами:
- с подачей на оборот изделия;
- с подачей на каждом зубе до жесткого упора.
Заточка с подачей на оборот изделия
Производится съем части припуска последовательно с каждого зуба. После оборота изделия вновь осуществляется подача круга и повторяется цикл.
Таким методом можно затачивать многолезвийный инструмент как вручную, так и в автоматическом цикле.
Заточка с подачей на каждом зубе до жесткого упора
Производится съем припуска с одного зуба инструмента, и положение режущей части шлифовального круга фиксируется жестким упором. Затем круг отводят, производят деление и повторяют операцию на каждом зубе.
Конструктивные и технологические особенности заточного станка 3Е642Е
- впечатляющие технологические возможности при компактных габаритах;
- беззазорный привод стола от маховика;
- литая чугуннаая станина позволяет уменьшить колебания при обработке детали и повысить точность обработки;
- система отсоса пыли повышает комфортность использования станка;
- большой перечень дополнительных приспособлений, необходимых для реализации технического задания;
- синусная плита, установленная на станок позволяет решить многие задачи;
- разворот двигателя шлифовального круга в сторону, противоположную шпинделю, позволяет весомо ускорить переналадку, увеличить технологические возможности.
Станок 3Е642Е имеет возможность установки на нем широчайшего ряда приспособлений, в частности, для закрепления заготовок, что позволяет обрабатывать практически любой режущий инструмент.
Механизированный подъем и опускание шлифовальной головки способствует улучшению условий труда и снижению вспомогательного времени.
На станках производится заточка инструмента с трех рабочих мест.
Шпиндель шлифовального круга может поворачиваться в горизонтальной плоскости на 360°, в вертикальной на 20° вверх и на 40° вниз относительно горизонтальной оси, что упрощает настройку на заданный угол заточки и расширяет технологические возможности станков.
Станок 3Е642Е изготавливается в следующих исполнениях
- с бесступенчатым регулированием частоты вращения шлифовального шпинделя (3е342е);
- со ступенчатым регулированием частоты вращения шлифовального шпинделя (3е342).
По варианту исполнения направляющих станки изготавливаются:
- с замкнутыми стальными направляющими с предварительным натягом;
- с открытыми монолитными чугунными направляющими с предварительным натягом.
По заявке заказчика станки могут быть оснащены приспособлениями для заточки различного инструмента, в том числе приспособлениями для круглого наружного шлифования и системой отсоса пыли.
С применением подкладных плит и дополнительных приспособлений возможна обработка деталей диаметром до 330 мм и длиной до 1040 мм.
За отдельную плату станок может быть оснащѐн более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом — УХЛ4;
Класс точности станка – П.
История производства заточных универсальных станков
Станок 3М642 (3М642Е) является предшествующим аналогом станков 3Д642 (3Д642Е).
Станок 3Д642 (3Д642Е) является предшествующим аналогом станков 3Е642Е (3Е642Е).
Станок 3Е642 (3Е642Е) является предшествующим аналогом станков ВЗ-318 (ВЗ-318Е) и ВЗ-818 (ВЗ-818Е).
Станки моделей 3Е642 и 3Е642Е сняты с производства в 1994г.
В настоящее время производство «легендарных» моделей заточных станков 3Е642Е и 3Е642 возобновлено.
Станки моделей ВЗ-318 и ВЗ-318Е сняты с производства в 2008г.
Станки моделей ВЗ-818 и ВЗ-818Е выпускаются заводом в настоящее время.
Оснащение станка специальным оборудованием
Станок 3К634 оснащен дополнительным оборудованием – опорным столом с помощью, которого производятся заточка сверл с допустимым диаметром от 6 до 60 мм. Возможно также проведение операций по снятию фасок и полировки обрабатываемых деталей с предварительным выбором рабочего режима станка.






Основные параметры обработки заготовок:
- Обработка заготовки с помощью дополнительно устанавливаемой шлифовальной ленты 300 см.
- Заточка резцов с параметрами от 6 до 100 мм.
- Использование абразивных кругов с показателями:
- D- 400 мм;
- H – 50 мм;
- Dпос.- 203 мм.
- Заточка различных сверл с допустимым углом от 70° до 140°.
- Обработка деталей с использованием специального полировочного круга с характеристиками:
- D-400 мм;
- H-55 мм;
- Dпос.-50 мм.
- Рабочие характеристики шпинделя:
- допустимая скорость обработки – 30 м/мин.
- обороты вращения вала – 1440 об/мин.
Станок 3К634 используется в основном для обработки отдельных небольших партий деталей и при проведении ремонтных работ.
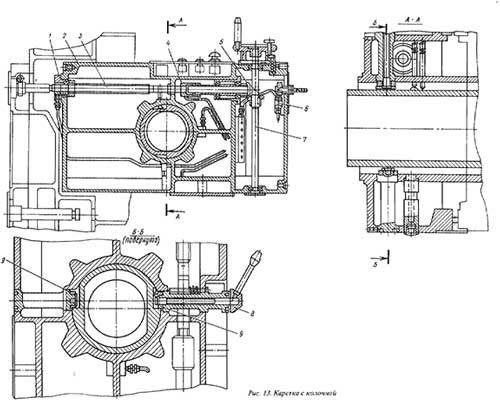
Универсальные заточные станки фрезерного инструмента
Универсальный упор (рис. 58, в) предназначен для фиксирования правильного положения фрезы при заточке без делительной головки. При заточке прямозубого инструмента упор устанавливают на столе, а при заточке спиральных зубьев — на шлифовальной головке.
Рис. 58. Приспособление к заточному станку типа ЗА64Д:
а — универсальная головка; б — тиски; в — упор
Для выполнения различных работ с упором применяют сменные стальные пластинки различных размеров. Упор делают из топкой, но упругой полоски стали толщиной 1—1,5 мм. Он легко соскакивает (пружинит) при повороте фрезы и вместе с тем устойчиво удерживает ее во время заточки. При заточке необходимо, чтобы упор всегда прилегал к затачиваемому зубу, ближе к месту заточки.
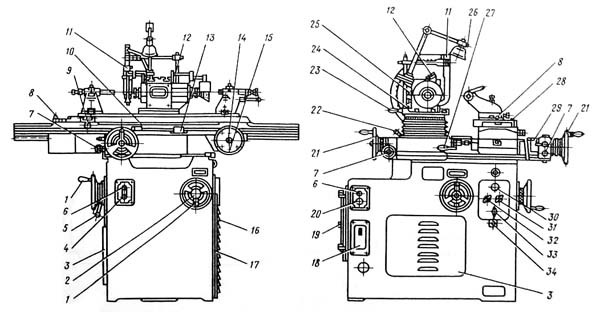
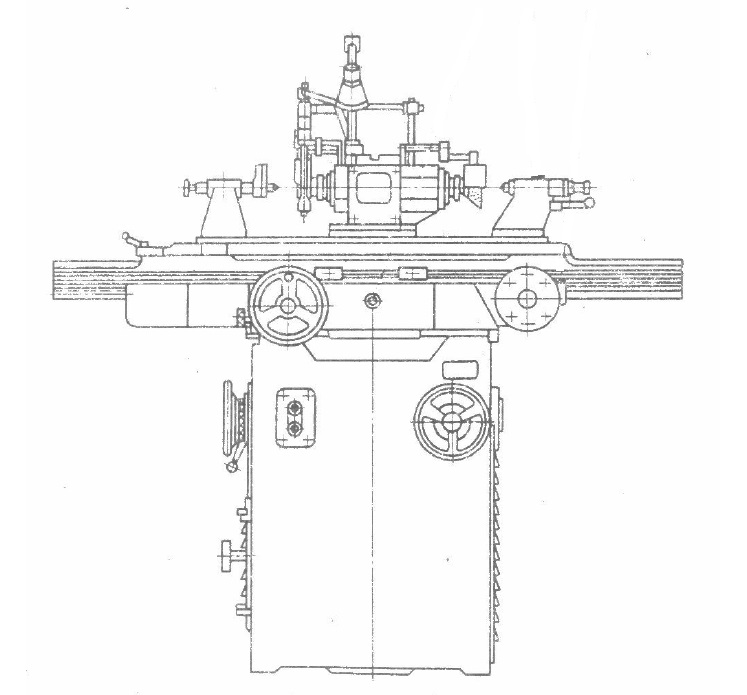
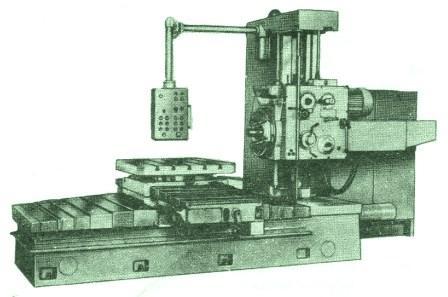
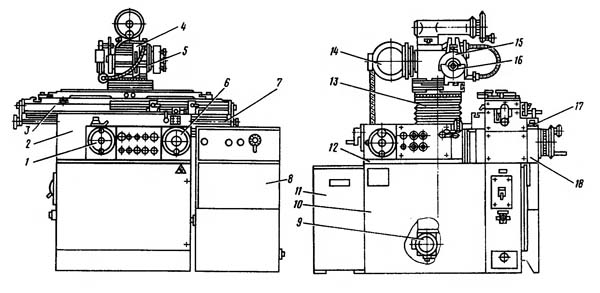
Рис. 59. Универсально-заточный станок ЗБ642:
1 — рукоятка включения медленной вертикальной подачи; 2 — маховик вертикальной подачи; 3 — распределительная колодка; 4 — кран управления; 5 — кнопка тонкой поперечной подачи; 6 — рукоятка закрепления стола; 7 — винт поворота стола; 8 — рычаг толчковой подачи; 9 — гидравлический стол; 10 — кнопка включения гидравлического перемещения стола; 11 — кнопка включения тонкой поперечной подачи; 12 — кнопка включения медленной вертикальной подачи
Универсально заточные станки модели ЗБС42 и ЗВ642. Станок ЗБ642 (рис. 59) по своей общей компоновке подобен заточному станку ЗА64Д (имеет крестовый стол и перемещающуюся вертикально по колонке двустороннюю шлифовальную головку). Однако станок ЗБ642 имеет существенные преимущества, а именно: а) его конструкция более жесткая и гарантирует сохранение необходимой точности более длительное время. Значительно отичается по точности и жесткости шлифовальная головка станка; б) введено реверсирование шлифовального круга, что позволяет более эффективно использовать оба конца шпинделя; в) увеличена жесткость и точность установки оправок шлифовальных кругов в результате посадки их в шпиндель на внутренний конус; г) суппорт станка поставлен на подшипники качения, в результате чего увеличилась чувствительность поперечной подачи, установлены механизмы тонкой и толчковой поперечных подач; д) перемещение стола гидравлическое — со скоростью 0,2—8 м/мин, регулирование чисел оборотов шлифовального круга — бесступенчатое с помощью привода постоянного тока; е) в комплекте станка есть гидрофицированные приспособления, позволяющие автоматизировать заточку ряда инструментов.
Станок ЗВ642 по конструкции — упрощенная модификация станка ЗБ642. Он отличается от станка ЗБ642 отсутствием гидропривода.
Приспособления и принадлежности для заточки дереворежущего инструмента приведены в табл. 15.
Таблица 15. Приспособления и принадлежности, применяющиеся для заточки дереворежущего инструмента, входящие в комплекс станков
| Шифр приспо- собления | Приспособления и принадлежности | Наименование параметров | Модели станков | |
| 3Б642 | 3В642 | |||
| П1 П2 П3 П5 П8 П16 П26 П40 | Универсальная бабка Передняя бабка Универсальная упорка Приспособление для линейной правки круга Универсальная бабка малая Тиски трехповоротные Делительный механизм к универсальной головке Цанговый зажим Оправки для установки шлифовальных кругов | Конус в шпинделе системы Морзе Конус в пиноли системы Морзе— Диаметр отверстия для алмазов, мм Конус в шпинделе системы Морзе Размер губок, мм Число делении цанги в миллиметрах Диаметры цанги, мм Диаметр отверстия круга, мм | №3/№5 №2 Есть 10 № 5 55 6, 8, 12 3; 6; 12; 20 32; 20; 13 | № 3/№ 5 № 2 Есть 10 № 5 55 6, 8, 12 3; 6; 12; 20 32; 20; 13 |
Техническая характеристика станков 3Б642 и 3В642
| 3Б642 | 3В642 | |
| Наибольшие размеры устанавливаемой детали, мм: диаметр длина (в центрах бабок) Размер рабочей поверхности стола, мм: ширина длина Продольный ход стола, мм Поперечное перемещение стола или шлифовальной головки на одно деление лимба, мм Поперечный ход стола, мм Вертикальное перемещение шлифовальной головки, мм Наибольший угол поворота стола, град Угол поворота шлифовальной головки в горизонтальной плоскости, град Число оборотов шлифовального шпинделя в минуту Скорость перемещения стола от гидропривода, м/мин Мощность электродвигателя привода шлифовальной головки, кВт Габаритные размеры, мм: длина ширина высота Масса (с комплектом приспособлений), кг | 250 630 140 900 450 0,00250 1300 *; 6500 * 0,3—8 2,5** 2330 1680 1550 1280 | 250 630 140 900 450 0,00250 2240; 6300 10/1,4 2330 1680 1550 1200 |
* Бесступенчатое регулирование. ** При наибольших оборотах электродвигателя постоянного тока.
www.stroitelstvo-new.ru
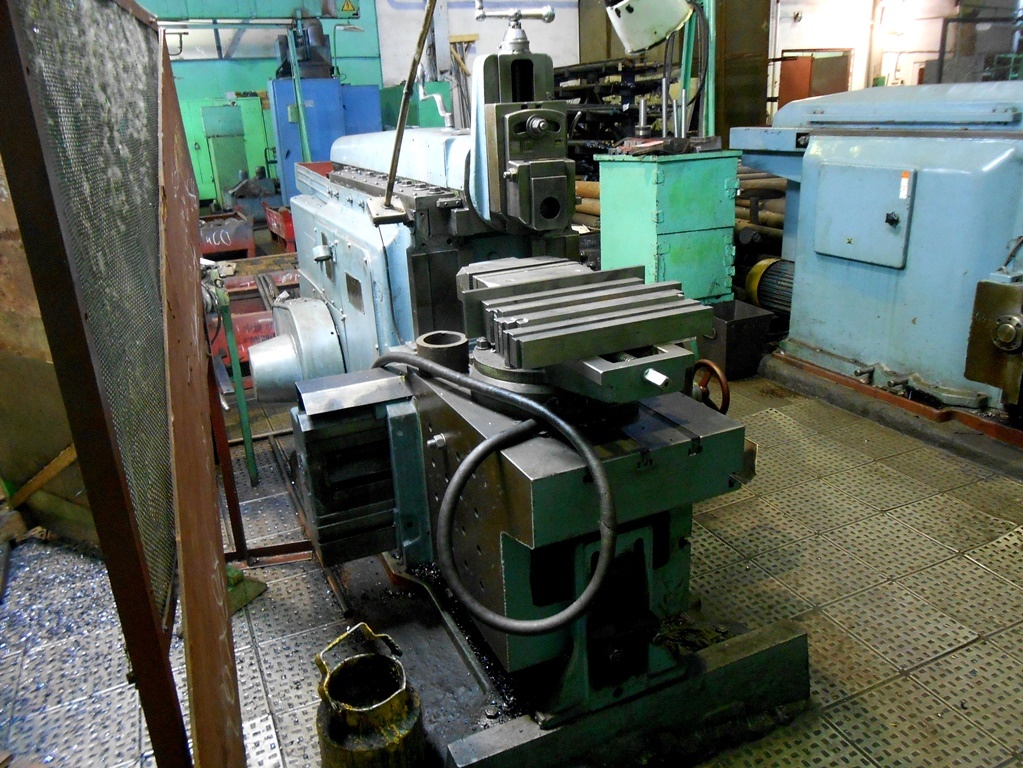
3Д642Е станок универсально-заточный с гидавлическим приводом. Назначение и область применения
Универсальные заточные станки 3Д642Е предназначены для заточки и доводки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Заточный станок 3Д642Е обладает литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Станок универсально-заточной 3Д642Е является модификацией станка 3Д642. В отличие от предшественника, продольные перемещения стола у станка 3Д642Е осуществляются за счет гидравлического привода продольного перемещения стола, это дает плавность хода стола и увеличение производительности в смену.
Механизированный подъем и опускание шлифовальной головки способствует улучшению условий труда и снижению вспомогательного времени.
На станках производится заточка инструмента с трех рабочих мест.
Шпиндель шлифовального круга может поворачиваться в горизонтальной плоскости на 360°, в вертикальной на 20° вверх и на 40° вниз относительно горизонтальной оси, что упрощает настройку на заданный угол заточки и расширяет технологические возможности станков.
Станок 3Д642Е изготавливается в следующих исполнениях
- с бесступенчатым регулированием частоты вращения шлифовального шпинделя;
- со ступенчатым регулированием частоты вращения шлифовального шпинделя.
По варианту исполнения направляющих станки изготавливаются:
- с замкнутыми стальными направляющими с предварительным натягом;
- с открытыми монолитными чугунными направляющими с предварительным натягом.
По заявке заказчика станки могут быть оснащены приспособлениями для заточки различного инструмента, в том числе приспособлениями для круглого наружного шлифования и системой отсоса пыли.
С применением подкладных плит и дополнительных приспособлений возможна обработка деталей диаметром до 330 мм и длиной до 1040 мм.
За отдельную плату станок может быть оснащѐн более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом – УХЛ4;
Класс точности станка – П.
Универсально-заточные станки. Общие сведения
Станок 3М642Е является предшествующим аналогом станков 3Д642Е.
Станок 3Д642Е является предшествующим аналогом станков 3Е642Е.
Станок 3Е642 (3Е642Е) является предшествующим аналогом станков ВЗ-318 (ВЗ-318Е) и ВЗ-818 (ВЗ-818Е).
Станки моделей 3Е642 и 3Е642Е сняты с производства в 1994г.
В настоящее время производство “легендарных” моделей заточных станков 3Е642Е и 3Е642 возобновлено.
Станки моделей ВЗ-318 и ВЗ-318Е сняты с производства в 2008г.
Станки моделей ВЗ-818 и ВЗ-818Е выпускаются заводом в настоящее время.
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение, тем более что в последнее время огромное значение приобрела заточка инструмента алмазными кругами. Применение алмазных кругов значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы.







По назначению заточные станки делятся на универсальные (для заточки различных видов инструмента) и специальные (для заточки инструмента определенного вида).
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.