
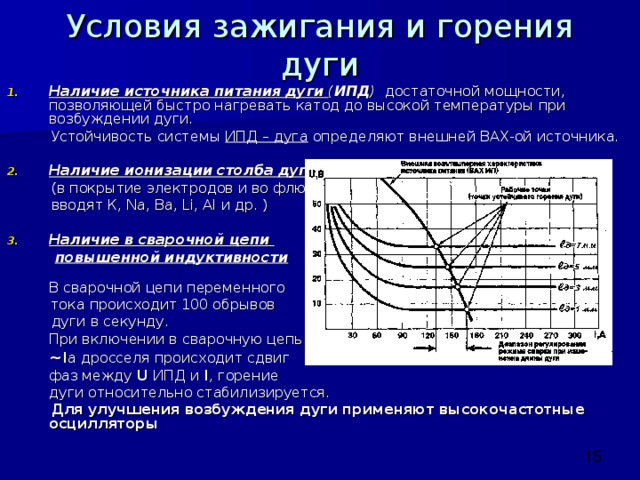
Условия горения
Газообразные субстанции отличаются одной особенностью — при обычных условиях они не могут проводить ток, потому что их молекулы в этот момент нейтральны. Требуется ионизация, чтобы в зоне соединения появился электрический импульс.Второе условие — нужно постоянно поддерживать температуру катода на одном уровне, важную роль играет и аналогичное состояние окружающего воздуха.
Возникшая дуга должна устойчиво гореть, на это влияет сила тока — чем она мощнее, тем выше температура создается в зоне сварки, вплоть до максимума. Когда исполнитель соблюдает оговоренные условия, то с помощью сварки можно расплавить любой металл
Немаловажное значение имеет источник питания, ведь от устойчивой работы аппарата зависит качество сварного соединения
В. А. Савченко, образование: Институт профессионального обучения промышленной безопасности, электрогазосварщик 5 разряда, опыт работы с 1999 года: Опытный сварщик чувствует малейшее увеличение столба дуги, но это возможно только после многолетней профессиональной деятельности».
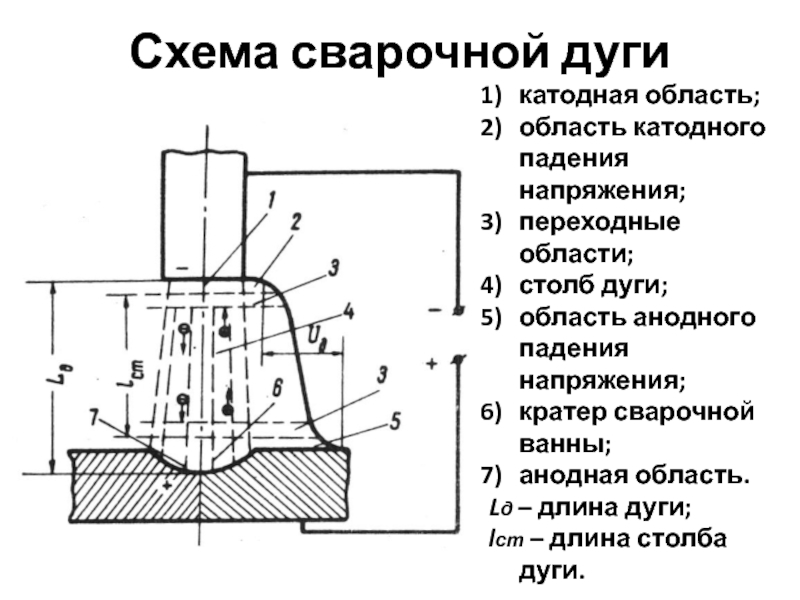
Длина дуги, кратер, провар.
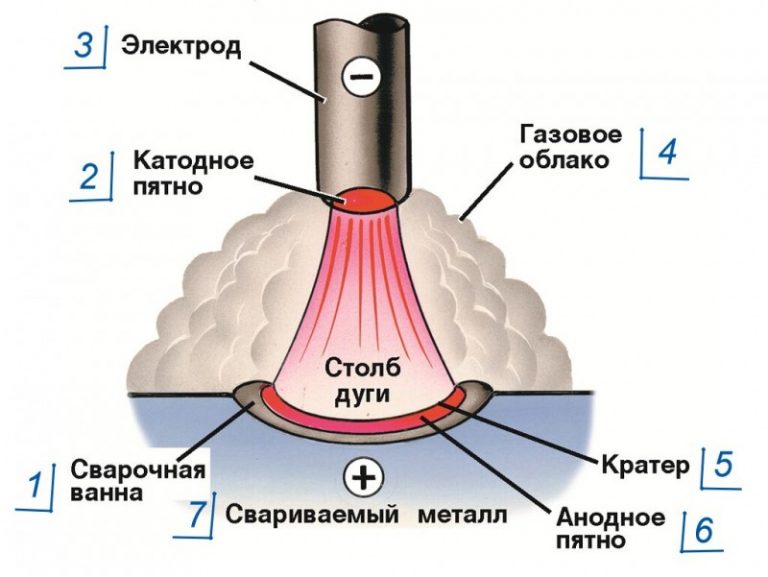
Сам процесс дуговой электросварки протекает следующим образом.
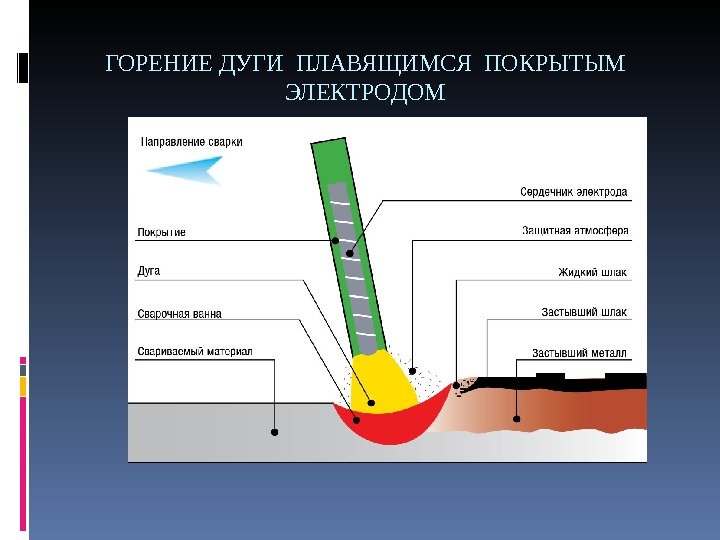
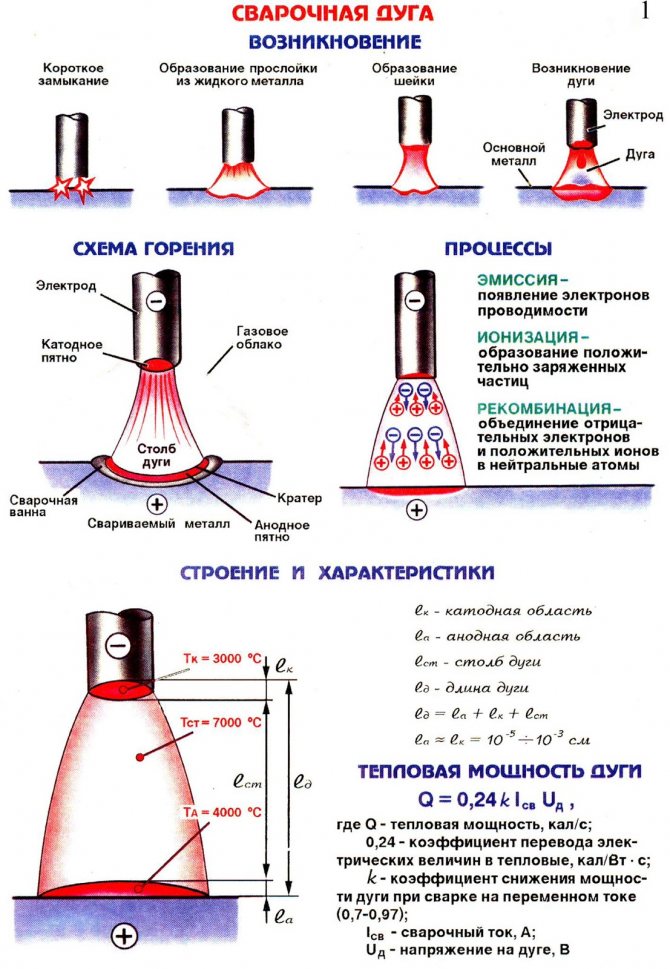
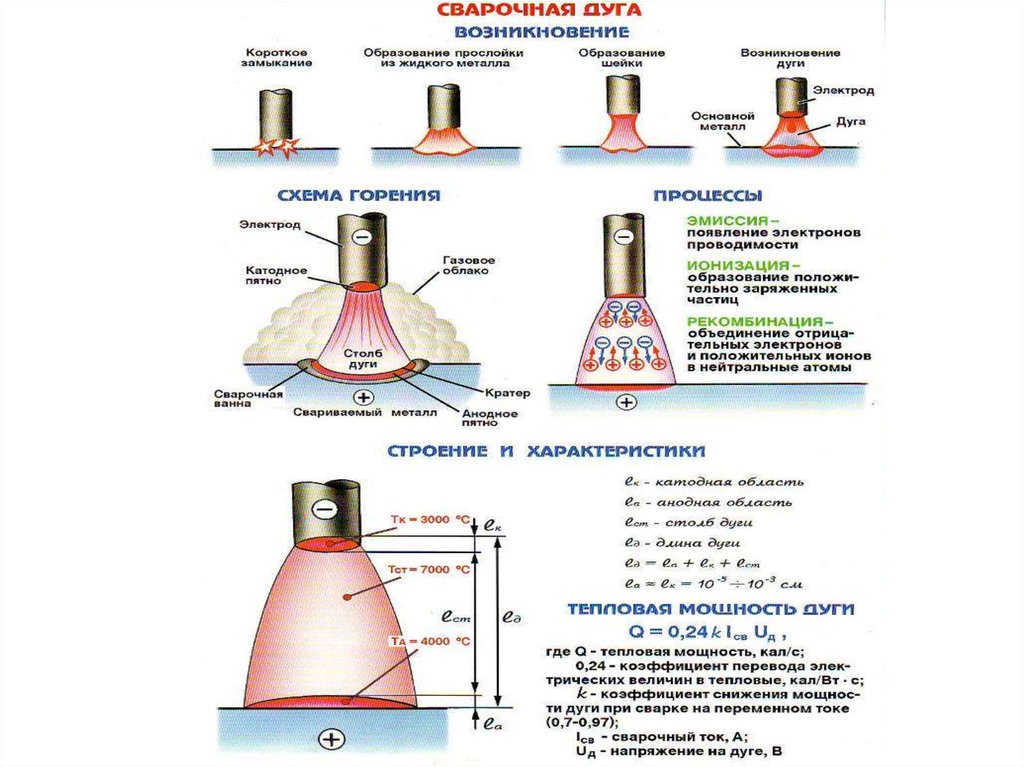
Как только мы коснемся находящимся под напряжением электродом изделия и тотчас же отведем его на некоторое расстояние, образуется вольтова дуга и сейчас же начинается плавление основного металла и металла проводника. Следовательно, конец электрода все время находится в расплавленном состоянии, и жидкий металл с него в виде капель переходит на свариваемый шов, где металл электрода смешивается с расплавленным металлом свариваемого изделия.
Хотя вольтова дуга и развивает очень высокую температуру, выделение тепла ею производится на очень небольшом пространстве как раз под дугой.
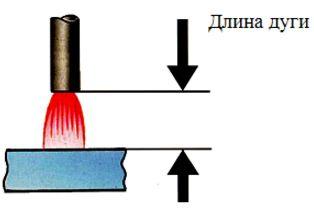
Схема длинны дуги
Если мы будем рассматривать через темные стекла дугу, возбужденную металлическим электродом, то убедимся, что в месте образования дуги между электродом и основным металлом на основном металле выделяется добела нагретая поверхность, которая непосредственно под дутой имеет вид углубления, заполненного жидким металлом. Получается такое впечатление, что это углубление образовано как бы выдуванием жидкого металла дугой. Это углубление называется сварочной ванной. Она окружена металлом, нагретым до белого каления, причем температура нагрева области, прилегающей, быстро падает до красного цвета и уже на небольшом расстоянии, величина которой колеблется в зависимости от диаметра электрода и силы тока, температура сравнивается с температурой самого свариваемого предмета.
Условия горения
В нормальных условиях, при обычном давлении и температуре 20 °С газы, и прежде всего — воздух не являются проводниками. Чтобы они смогли проводить электричество, нужно создать особые условия: высвободить с атомных орбит большое количество ионов. Такой процесс называют ионизацией.
Работу, затрачиваемую на высвобождение одного электрона, называют потенциалом ионизации. Для различных материалов она составляет он 3,5 до 20 электрон-вольт. Наименьший потенциал характерен для щелочных элементов: калия, кальция и их соединений. Эти вещества добавляют в обмазку электродов или сварочную проволоку с целью поддержания стабильных параметров разряда. Добавляют их и в состав флюсового порошка для закрытого типа сварки.
Для обеспечения высокого качества сварного соединения необходимо поддерживать стабильные параметры электродуги, такие, как сила тока, напряжение, температура.
Температура определяется следующими факторами:
- Материал катода.
- Размеры катода.
- Условия окружающей среды.
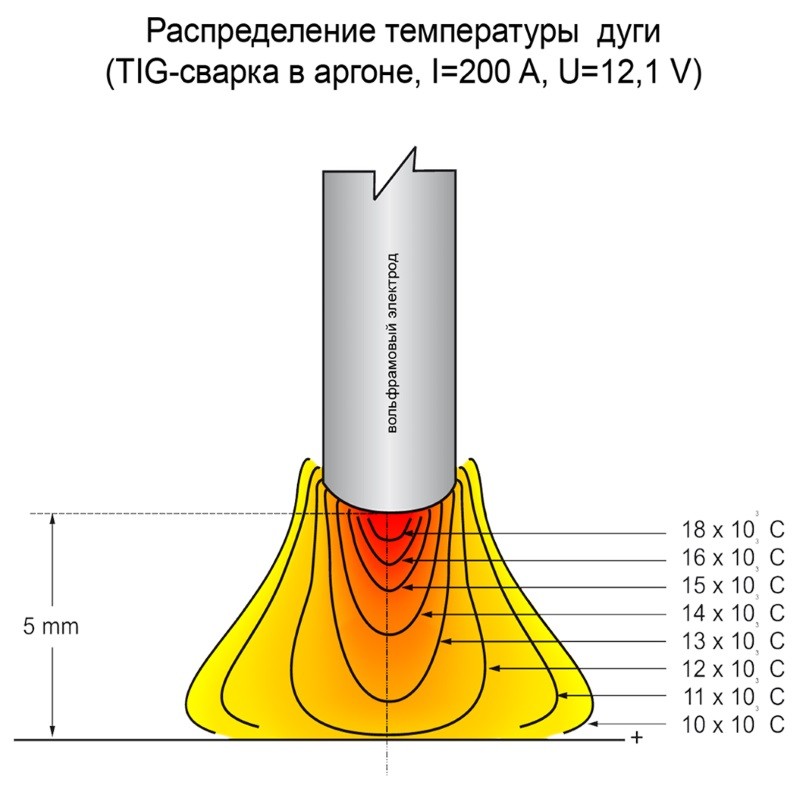
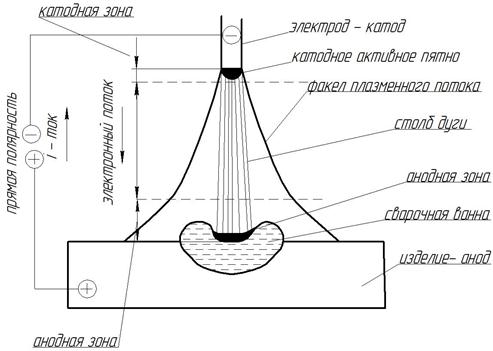
Распределение температуры дуги
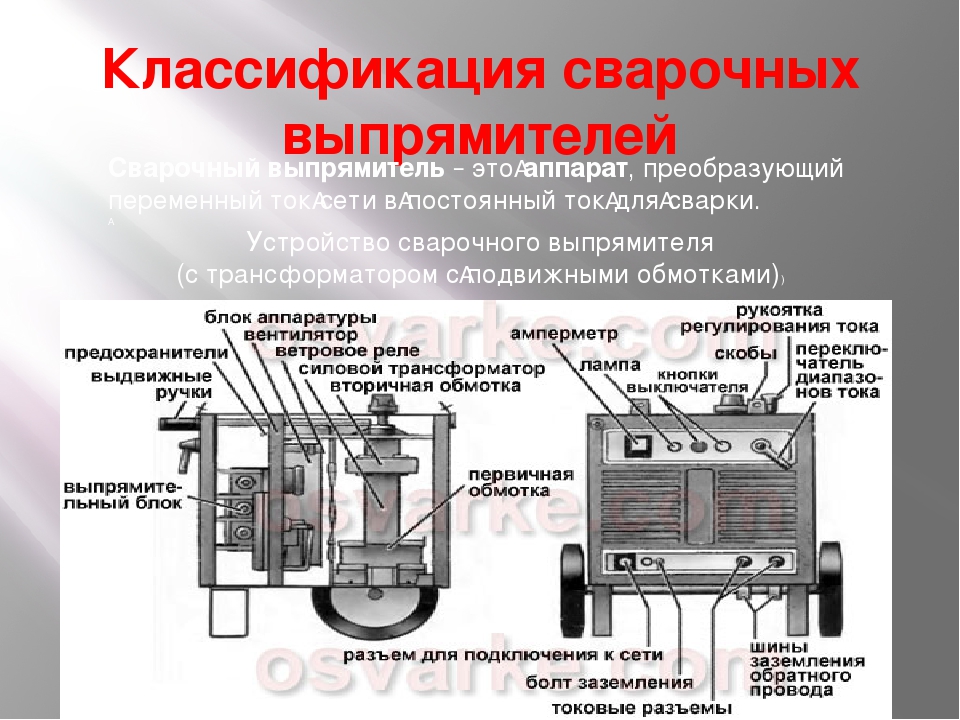
Постоянство параметров тока — напряжение и сила — обеспечивается источником тока. Для сварочных работ разработано большое количество конструкций таких источников – от устаревших громоздких сварочных трансформаторов и выпрямителей до современных инверторов и полуавтоматов.
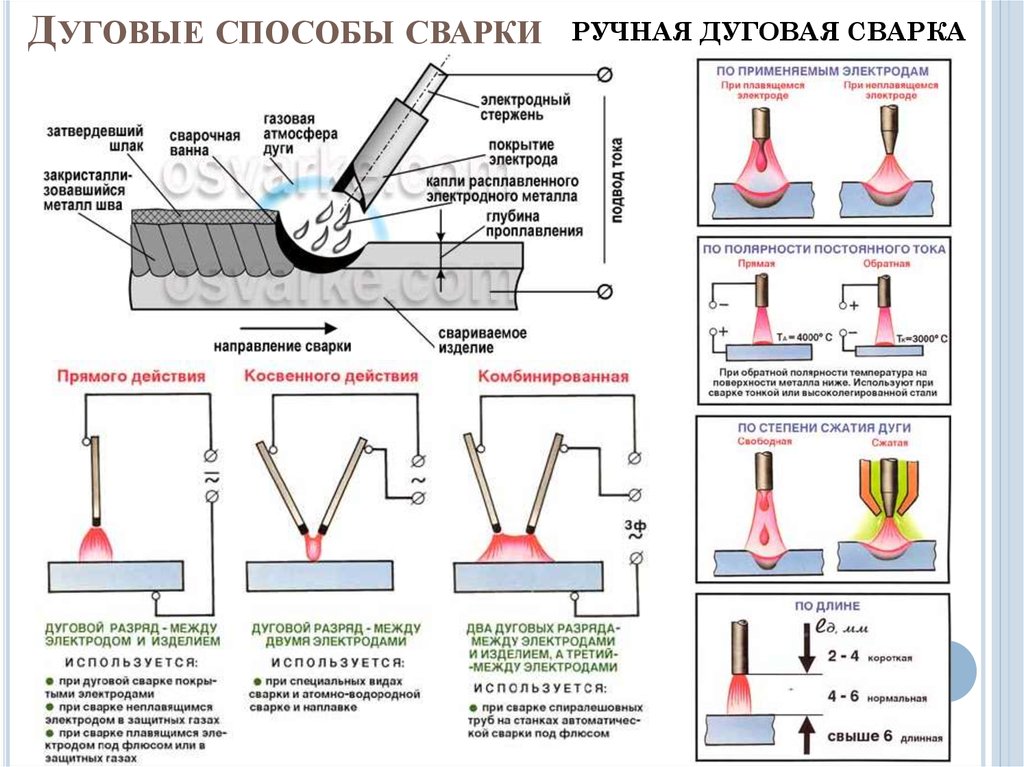
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;



Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
 Конструктивные элементы сварных соединений
Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.Сварку можно вести слева направо, справа налево,от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
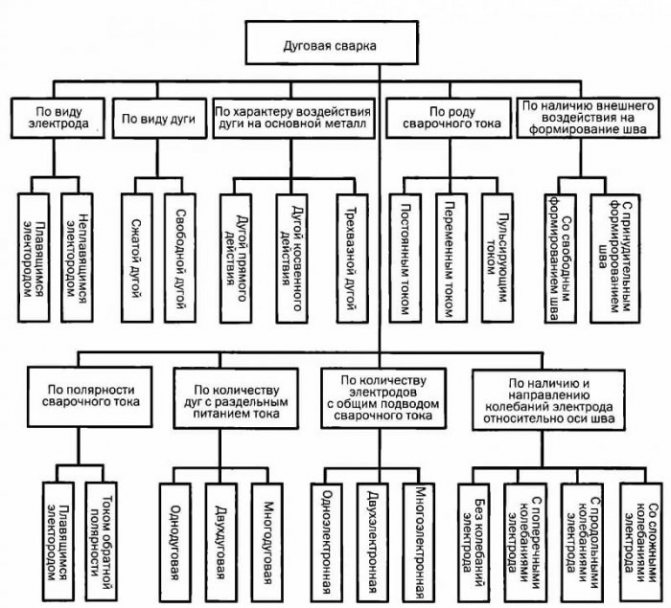
Виды электрической дуги
Для наилучшего понимания процесса необходима классификация сварочной дуги по различным признакам, поскольку параметры видов разряда и способы его запуска несколько отличаются в зависимости от ряда факторов. Например, тугоплавкий оксидный слой на поверхности металла или сплава вынуждает повышать значение тока во время возбуждения электрической дуги и соответственно увеличивать температуру в сварочной ванночке. При соприкосновении электрода с заготовкой возникает резкое падение напряжения и возрастание величины тока, поскольку сопротивление между катодом и анодом близко к нулю. Это ведёт к моментальному разогреву металла и его испарению.
В момент отрыва электрода от детали возникает сварочная дуга в газообразной воздушной или инертной среде, в которой присутствуют пары металла и флюса. В условиях стабилизации появляется зона горения, состоящая из катодной области, столба разряда и анодной области. Классификация сварочных процессов происходит по следующим признакам:
- материал электрода может быть неплавящимся вольфрамовым или плавящимся покрытым;
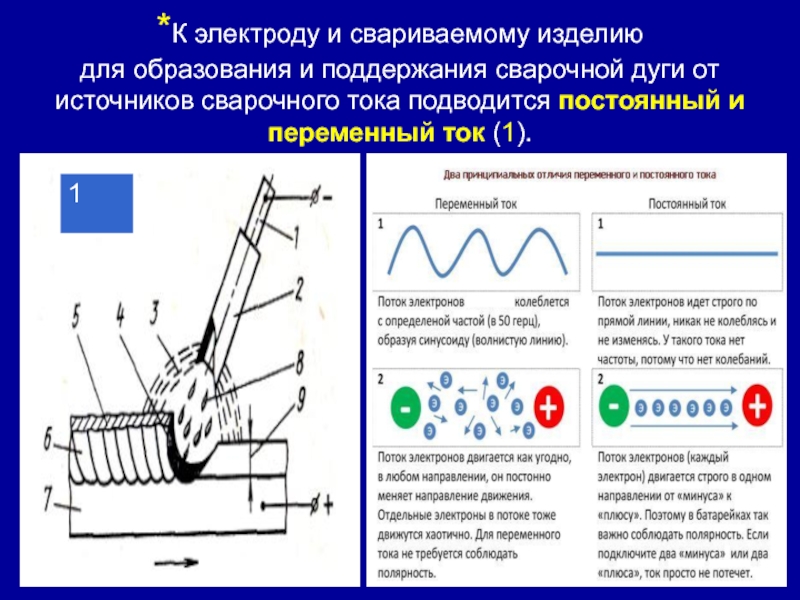
- по форме ток может быть импульсным, переменным и постоянным с прямой или обратной полярностью;
- среда может быть открытой воздушной, закрытой под флюсом и инертной;
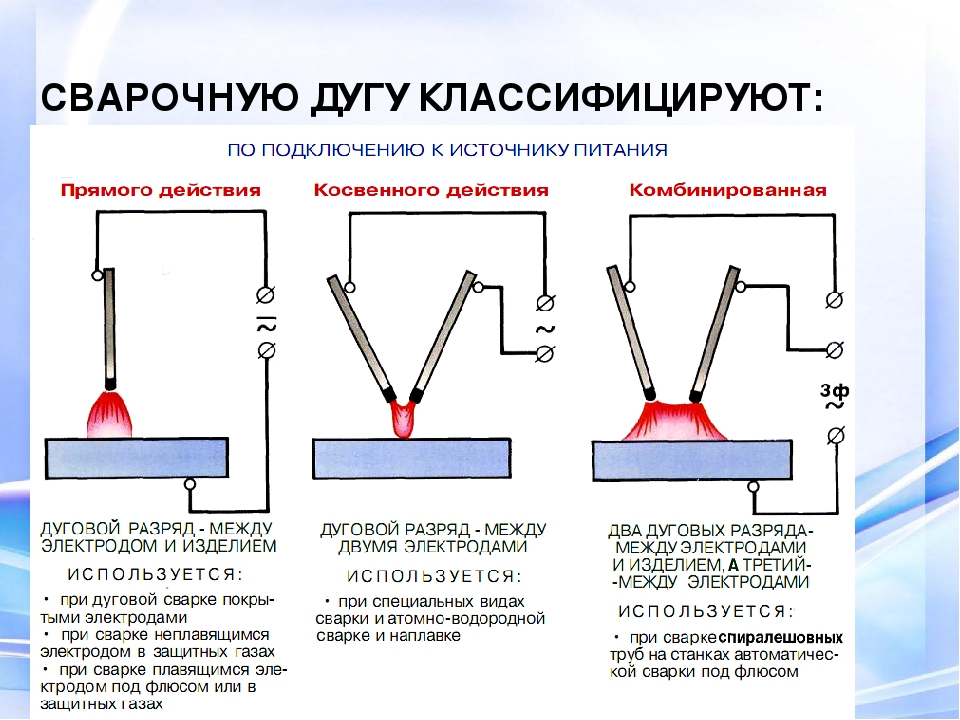
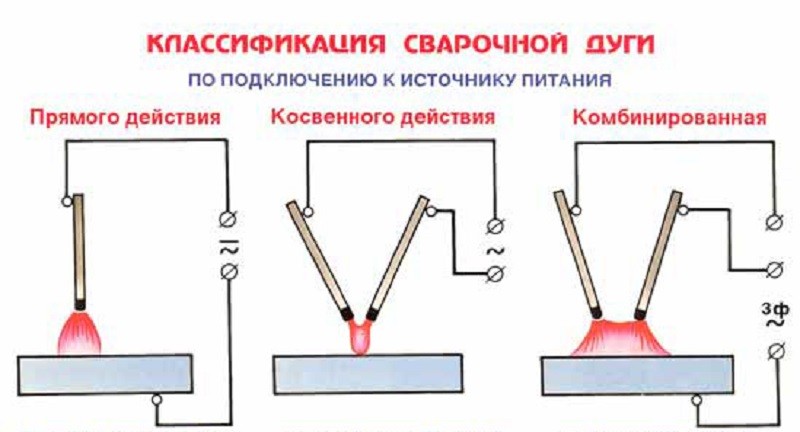
- по принципу подключения электродов и воздействию на металл процесс может быть комбинированным, косвенным и прямым.
Примером комбинированного воздействия может служить сварка трёхфазной дугой, при которой две фазы подключены к электродам, а третья к соединяемым деталям. Косвенное воздействие производится между двумя близкорасположенными электродами и заготовкой, а прямое между деталями и одним электродом.
Важно знать, что поверхность соединяемых заготовок должна быть очищена от загрязнений и окисного слоя, иначе шов получится пористым и непрочным при любом способе работы
Этап первый — подготовка металла.
Металл, что выбран для конструкций, предварительно очищают и выправляют.
Очистку нужно проводить еще до сварки. Металл в месте сварки тщательно чистят от загрязнений, что могут стать причиной дефекта сварочного шва — влаги, ржавчины, различного рода загрязнений, масла. Особенно внимательно следует отнестись к зазору между кромками металла. Если загрязнения попадают в этот зазор уже непосредственно во время сварки, то есть два способа избавиться от них — использовать сжатый воздух для продува, или при помощи горелки прожечь кромки.
Очистка производится щетками — ручными и механическими, гидропескоструйным способом, дробометным, иглофрезами, используются и растворы кислот, щелочей.
Виды дуговой сварки
Как было сказано ранее, дуговая электросварка предусматривает использование плавящихся и неплавящихся электродов. В процессе использования электродов последнего типа сварочный шов образуется за счет присадочной проволоки. Она плавится при попадании в зону действия электрической дуги. Сварка электродами первого типа (плавящимися) предусматривает образование сварочного шва за счет плавления самого электрода.
Электросварка электродом
На рынке РФ сегодня можно найти аппараты разных технологий сваривания. В ходе выбора аппарата требуется первым делом учесть материал, который требуется сварить. Для сварки изделий из черных или цветных металлов чаще покупают аппараты ручной сварки.



В процессе их использования электрод вставляется в специальный держатель, посоле чего он в результате контакта с поверхностью свариваемой детали сильно нагревается и плавится. Во время такого контакта замыкается электрическая цепь и возникает электрическая дуга, после чего электрод отводится от свариваемого металла примерно на 5 мм. В процессе горения дуги электроток проходит по ее телу.
Для увеличения стабильности дуги и ограждения зоны плавления металла от негативных атмосферных воздействий, электроды покрывают специальной обмазкой. Во время ее горения вокруг сварочной ванны создаются нормальные условия для формирования качественного шва.
Электросварка неплавящимся электродом

Этот способ сварки металлов становится все более популярным. Чаще всего используют вольфрамовые электроды. Варят ими в защитной газовой среде (используют аргон, гелий, диоксид углерода), которая образуется в зоне плавления за счет подачи газа из сопла аппарата. Данная технология позволяет сваривать металлоконструкций из никеля, нержавейки и алюминия.
Кислородно- дуговая резка трубчатыми электродами
Этот способ рассчитан на резку металла. Он предусматривает плавление трубчатых электродов, в которых есть трубка с кислородом. В процессе сгорания электрода из этой трубки выделяется кислород, который окисляет металл и выдувает его, благодаря чему образуется необходимый разрез. Для такой резки требуется большой опыт, потому что дуга горит нестабильно из-за большого количества кислорода.
Электросварка под слоем флюса

Такую процедуру выполняют с помощью аппаратов дуговой сварки автоматического действия. В качестве электрода в них используется сварочная проволока, подающаяся с бобины к месту сварки специальным механизмом. Такой способ сварки позволяет качественно и быстро сваривать длинные детали. Перед сваркой металлоконструкции каждый отдельный элемент нужно зачистить от краски и ржавчины.
Сварка электродной проволокой
Варят в среде газа чаще всего с помощью электродной проволоки, которая быстро плавится в результате возникновения электрической дуги. Она автоматически подается к месту сварки из бухты специальным механизмом. Вместе с ней (через сопло горелки) к месту сварки поступает защитный газ. Эту технологию используют для сварки химически активных металлов и сплавов (магния, нержавейки, меди и т. д.).

Ее основные плюсы:
- возможность сваривать детали, размещенные под разными углами друг к другу;
- хороший обзор рабочей зоны;
- большая скорость плавления;
- формирование качественных швов.
Еще одно достоинство сварки электродной проволокой — возможность соединять разные по толщине детали.
Почему возникает?
По теории в нормальных условиях газы являются диэлектриками. При возникновении подходящих условий они могут поддаваться ионизации, наделяя свои элементы положительными или отрицательными зарядами.
Внешнее электрическое поле, обладающее заданными параметрами, и высокая температура влияют на газ, преобразуя его в плазму, которая обладает всем свойствами проводника электричества.
Данное свойство получило широкое распространение в промышленности, используя дугу в качестве газового проводника.
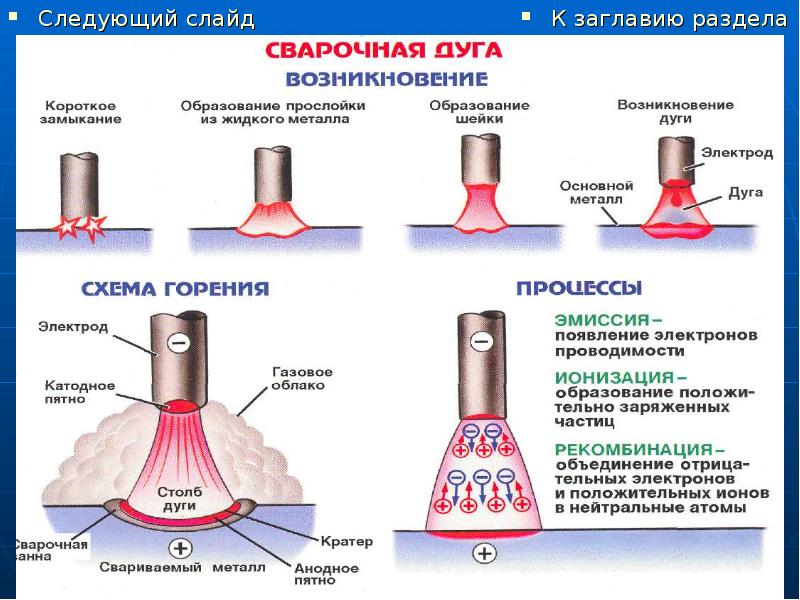
Алгоритм образования электрической сварочной дуги следующий:
- Контакт. Он соединяет электрод и металл.
- Разрыв контакта. Под влиянием тока поверхность электрода и металла начинает плавиться, образуя прослойку жидкого металла. В течение некоторого времени, с увеличением слоя расплава происходит разрыв контакта.
- Возбуждение дуги. Пространство между анодом и катодом заполняют ионы и электроны испарений расплавленного металла, которые под действием напряжения притягиваются противоположным полюсам, возбуждая дугу.
- Стабилизация дуги. С ростом концентрации заряженных частиц дуговое соединение подвергается интенсивной ионизации, в этой точке достигается полная стабилизация горения.
- Образование сварочной ванны. Под действием дуги металлы электрода и поверхности переходят в жидкое агрегатное состояние, образуя смесь.
- Кристаллизация. После отключения источника питания для сварки поверхность остывает, образуя сварное соединение.
Явления ионизации и деионизации
Внутренними процессами, которые способствуют возникновению и гашению дуги, являются ионизация и деионизация. Изучение данных явлений позволяет разобраться с факторами, влияющими на внешние процессы. Преобладание процессов ионизации характерно для причин возникновения дуги. При ее стабилизации явления происходят с равной периодичностью. С превалированием явлений деионизации дуга потухнет.
Виды ионизации:
- Термическая. Наиболее распространенный процесс, который способствует сохранению дуги после ее образования. Благодаря значительному температурному воздействию возрастает количество и скорость элементов, что благотворно сказывается на ионизации.
- Ударная. При перемещении на высокой скорости электрон неизбежно сталкивается с нейтральной частицей. После взаимодействия образуется новая заряженная частица – ион.
- Полевая электронная эмиссия. Под действием внешнего электрического поля с высокой напряженностью электроны покидают поверхность без предварительного возбуждения.
- Эффект Эдисона или термоэлектронная эмиссия. Под воздействием высокой температуры уровень энергии электронов увеличивается. При достижении определенного показателя они способные преодолеть потенциальный барьер на границе с металлом.
К явлениям деионизации относятся:
- Рекомбинация. Процесс взаимодействия частиц с противоположными зарядами сопровождается образованием нейтрально заряженных элементов.
- Диффузия. Процесс переноса заряженных частиц в окружающую среду, сопровождающийся выводом тепловой энергии.
Влияние напряжения на дуге на форму шва
В понятие режим сварки под слоем флюса включают силу тока, напряжение на дуге и скорость сварки. Такие технологические факторы, как диаметр электродной проволоки и скорость подачи проволоки, устанавливают исходя из условий получения нужной силы тока.




Сила тока оказывает существенное влияние на глубину проплавления и незначительное влияние на ширину шва. С увеличением силы тока почти пропорционально увеличивается глубина проплавления. По данным Б. И. Медовара, увеличение силы тока на 100 а приводит к увеличению глубины проплавления в среднем на 1 мм в случае сварки стыковых швов без разделки.
На глубину проплавления оказывает влияние также род тока. Так, при сварке на постоянном токе глубина проплавления при обратной полярности больше, чем при прямой.
Фиг.72.Влияние напряжения на дуге на форму шва
На величину силы тока влияет диаметр электрода и скорость его подачи.
В свою очередь диаметр электрода оказывает влияние на глубину проплавления. Так, при одной и той же силе тока глубина проплавления увеличивается с уменьшением диаметра электродной проволоки. Последнее связано с увеличением плотности тока.
Напряжение на дуге оказывает существенное влияние на ширину шва и лишь незначительное на глубину проплавления. С увеличением напряжения значительно увеличивается ширина шва при некотором уменьшении глубины проплавления. Влияние напряжения на размеры шва представлено на фиг. 72.
Как и в случае ручной дуговой сварки, более чувствителен к режимам сварки металл небольшой толщины. В связи с этим при сварке такого металла следует применять постоянный ток, дающий более постоянное напряжение на дуге по сравнению с переменным током.
Для хорошего формирования шва при сварке под слоем флюса необходимо выдерживать определенное соотношение между напряжением и силой тока. Подобные соотношения приведены в табл. 60.
Скорость сварки также оказывает влияние на глубину проплавления и ширину шва (8—25 м/час). Увеличение скорости сварки в интервале от 8 до 25м/час приводит к увеличению глубины проплавления с одновременным уменьшением ширины шва. Дальнейшее увеличение скорости сварки в интервале 20—30 м/час приводит к уменьшению глубины проплавления с одновременным уменьшением ширины шва.
www.prosvarky.ru
Хорошая и плохая сварочная дуга, как отличить? Полезные советы.
Расстояние между концом электрода и дном ванны, т. е. поверхностью расплавленного металла, называется длиной дуги. Эта величина имеет очень большое значение в технике сварки. Для получения хорошей сварки необходимо длину дуги брать как можно меньше, т. е. держать дугу короче, причем длина ее не должна превосходить 3—4 мм. Конечно, длина дуги не является величиной постоянной, так как конец электрода все время плавится и, следовательно, расстояние между ним и кратером увеличивалось бы; если бы электрод держать неподвижно до тех пор, пока связь не оборвалась. Поэтому при сварке необходимо все время электрод приближать по мере его плавления к основному металлу, чтобы поддержать длину дуги приблизительно постоянной в пределах 2—4 мм.
Необходимость поддержать короткую дугу (т. е. не длиннее 3—4 мм) вызывается тем, что расплавленный металл электрода поглощает при своем переходе с электрода в кратер кислород и азот из окружающего дугу воздуха, что ухудшает его механические качества (относительное удлинение и сопротивление удару). Понятно, что вредное действие воздуха будет тем меньше, чем меньше времени жидкий металл будет проходить через воздух.
Короткая:
При короткой дуге это время будет меньше, чем при длинной и, следовательно, металл электрода не успеет поглотить столько кислорода и азота, сколько могли бы, проходя большой путь из-за длинной дуги. Так как стремление каждого сварщика должно всегда заключаться в том, чтобы получить наилучший по своим качествам шов, то поэтому подержанно короткой дуги является Обязательным условием хорошей сварки. Короткую дугу можно отличить не только по виду, но также и по слуху, так как короткая дуга издает характерное сухое потрескивание, напоминающее по звуку треск масла, вылитого на раскаленную сковороду. Этот звук короткой дуги каждый сварщик должен хорошо знать.
Длинная:
При длинной дуге (т. е. при длине больше 4 мм) мы никогда не получим хорошего шва. Не говоря уже о том, что при длинной дуге будет происходить сильное окисление металла шва, сам шов также имеет очень неровный вид. Происходит это оттого, что длинный разряд является менее устойчивым, чем короткий, искра имеет стремление как бы блуждать и отклоняться в стороны от места сварки, вследствие чего нагрев от нее создается не такой, как при короткой дуге, а распространяется на большую площадь. Благодаря этому тепло, излучаемое дугой, не все идет на расплавление металла в месте сварки, а рассеивается частично напрасно по большой поверхности.
При длинной дуге получается поэтому плохой провар, и, кроме того, капли с электрода, : падая на плохо прогретое место, не сплавляются с основным металлом, а разбрызгиваются в стороны.
По внешнему виду всегда можно сразу отличить шов, сваренной короткой или длинной дугой. Правильно проваренный короткой дугой шов имеет правильные очертания, гладкую выпуклую поверхность и чистый, блестящий вид. Шов, сваренный длинной дугой, имеет неровный бесформенный вид и окружен многочисленными каплями и брызгами застывшего металла с электрода. Такой шов, конечно, совершенно негоден.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
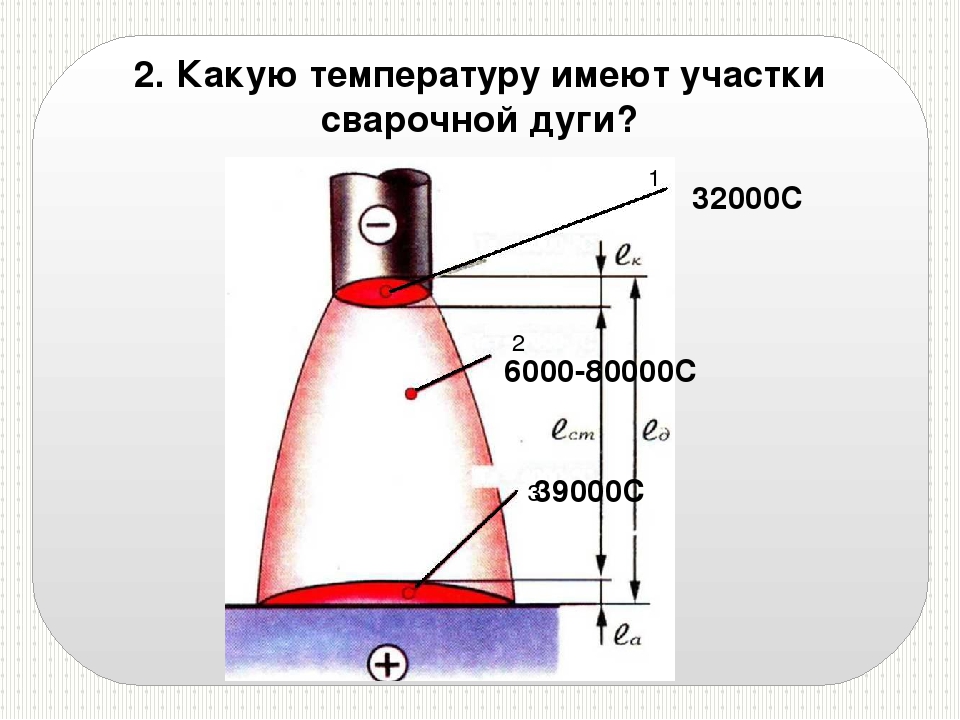
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
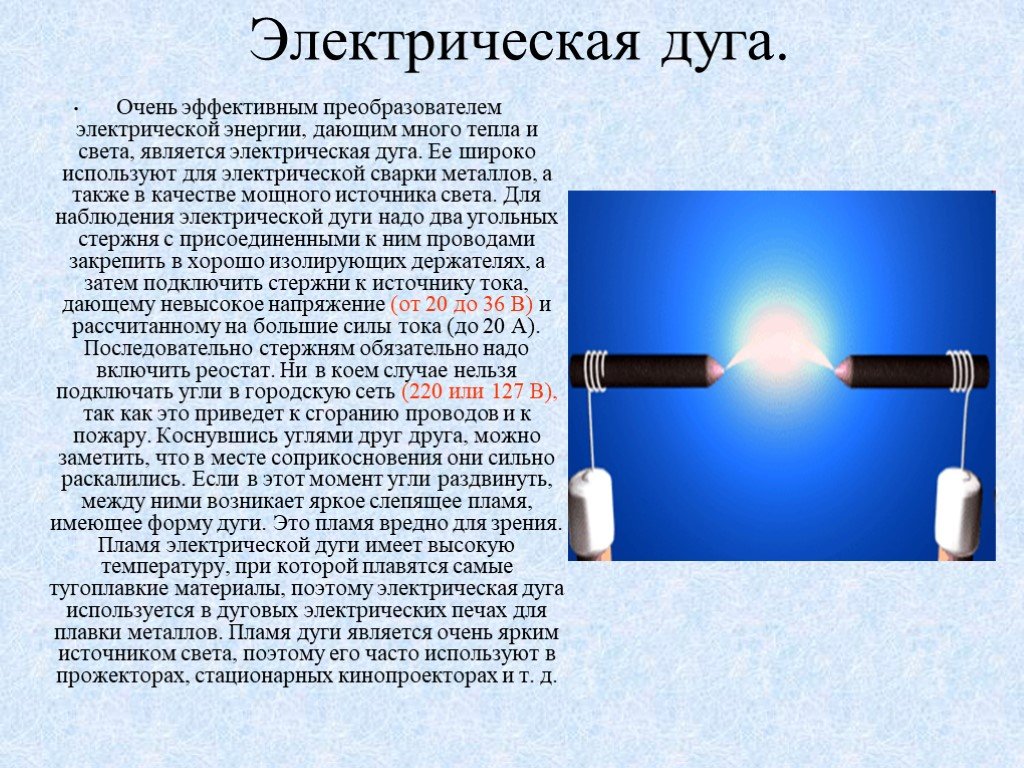
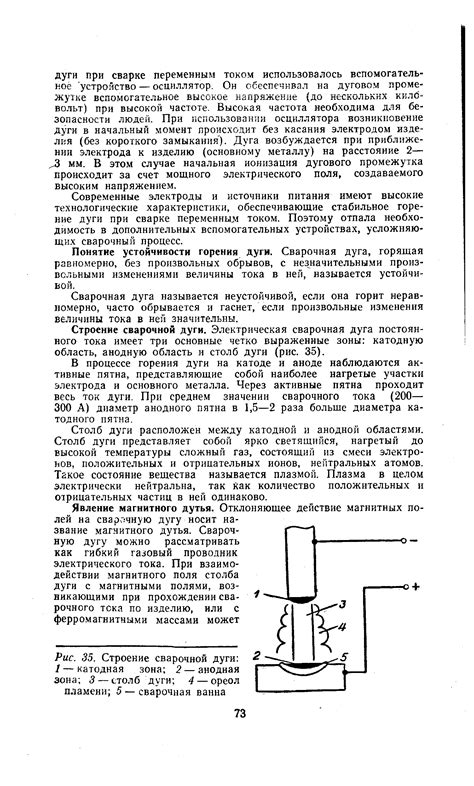
Что это такое?
Сварочной дугой называют энергетический электрозаряд между электродами, который имеет длительную продолжительность и большое количество выделяемой энергии, ему характерна разница потенциалов, что возникает в среде газов. Определение данного понятия также свидетельствует о том, что металл с высокой плотностью электрического напряжения нагревается с высокой скоростью, изначально становясь пластичным, а в последующем готовым к плавке.
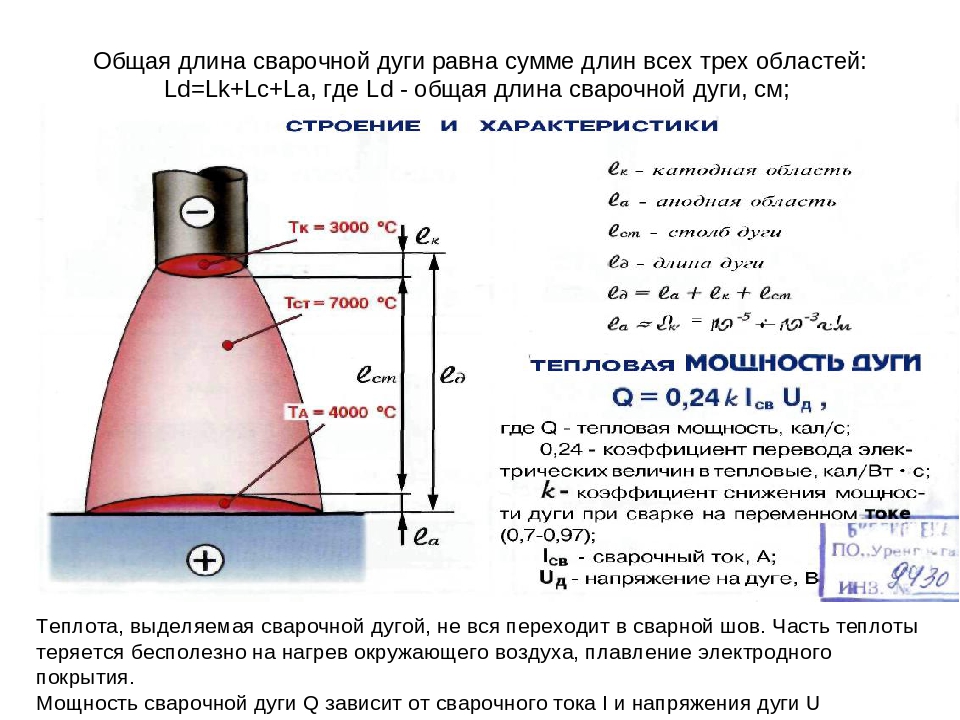
Максимальным показателем температуры, которую может достичь электрическая дуга, принято считать не более 7000 градусов по Цельсию. На практике в сварке известно, что таким образом обрабатываются металлы, которым присуще свойство плавки при температурном показателе более 3000 градусов. Согласно теоретическим данным о свойствах и строении данного электрического заряда он имеет вид проводника, в основе которого ионизированный газ. Он состоит из частей, зон, которые выделяют большой объем тепловой энергии во время протекания по ним тока.


Во время поджига дуги происходит создание гальванической цепи. В этом процессе принимает участие пара электродов, что представляют собой совокупность анода, катода, а также ионизированного газа. При протекании ток способствует нагреванию, свечению. Последнее обусловлено фотонным излучением.
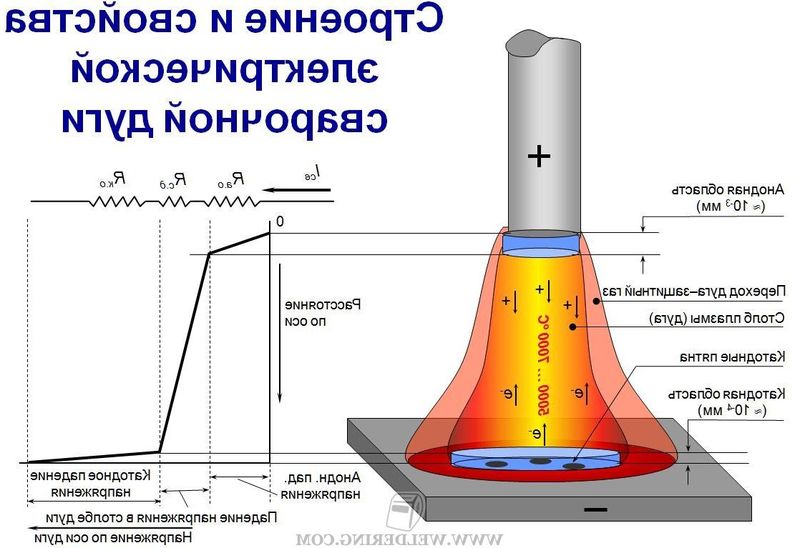
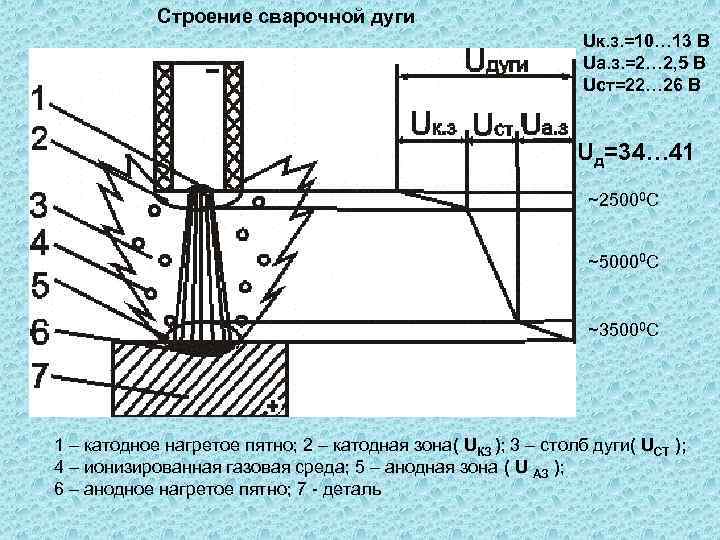
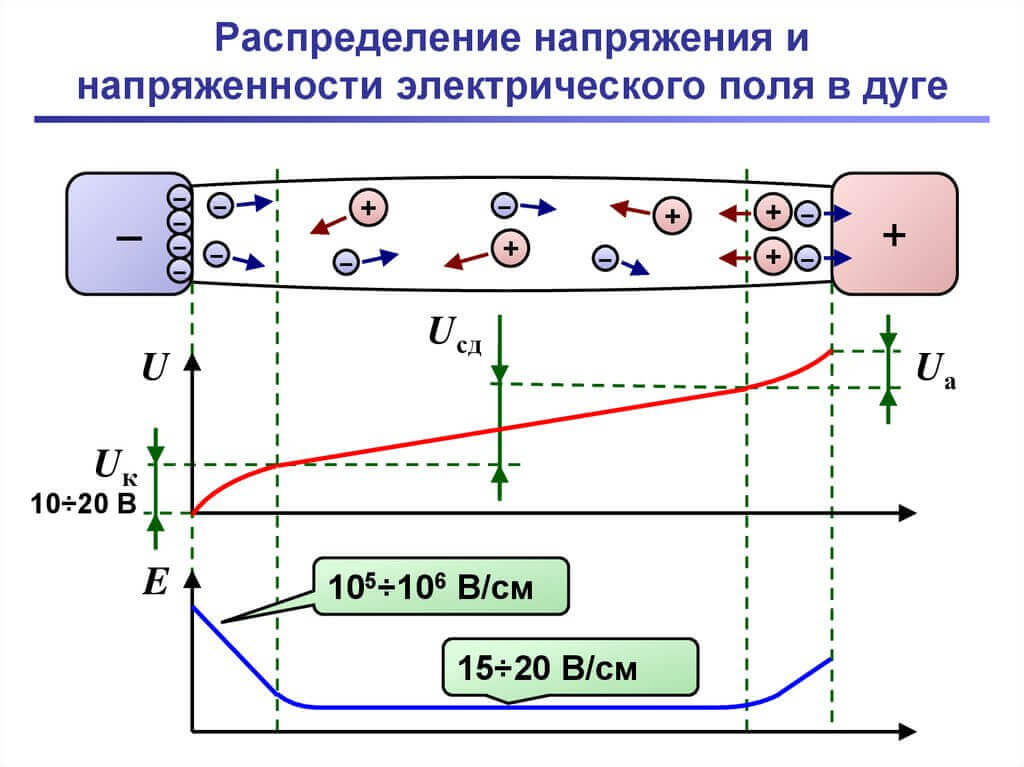
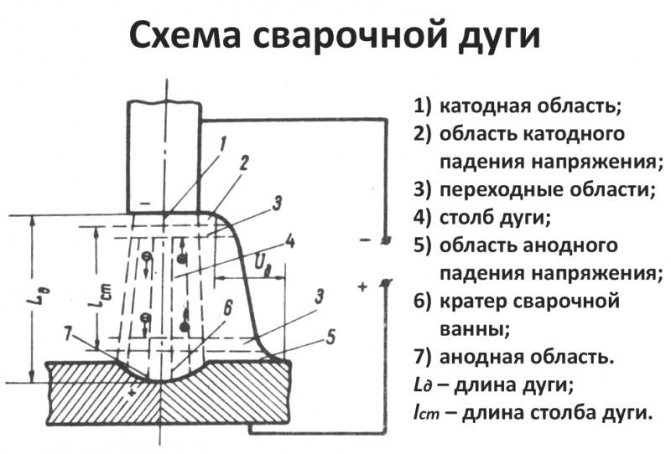
При построении сварочных цепей не обойтись без участия таких областей:
- анодной;
- катодной;
- столба дуги, который имеет длину от 4 до 6 миллиметров.
На первых участках происходит возникновение активных пятен, также осуществляется максимальный спад напряжения и нагревание. Во время действия электрической дуги наблюдается не только повышенная температура, но и ультрафиолетовое излучение.
Благодаря вольт-амперной характеристике определяют мощность напряжения дуги, которая напрямую связана с источником питания. От того, какой будет мощность сварочной дуги, зависит множество иных факторов, например ее длина. Характеризуясь одинаковыми параметрами источников электричества, у дуги с большей длиной будет выше мощность.
Сварочную дугу используют при стандартном процессе сваривания, при этом она характеризуется простотой проведения процедуры. Помимо этого, данный энергетический электрозаряд нашел свое применение в газовой сварке полуавтоматического типа. В этом случае на дугу подают сварочную проволоку, что способствует расплавлению материала.
Также дуги используются в автоматах, которые считаются довольно простыми в создании, и поэтому распространены в промышленном производстве. В данном случае могут использоваться как плавкие, так и неплавкие электроды. Ручная дуговая сварка работает с обычной конструкционной сталью, при этом она обеспечивает стабильность горения и надежность швов.
Мощность сварочных дуг имеет прямую зависимость от следующих факторов:
- длины сварочной электрической дуги – она также способна определять объем тепла, что выделяется во время горения;
- силы тока – большая сила тока препятствует угасанию длинной дуги;
- напряжения – при повышении напряжения в небольшом диапазоне мощность возрастает.
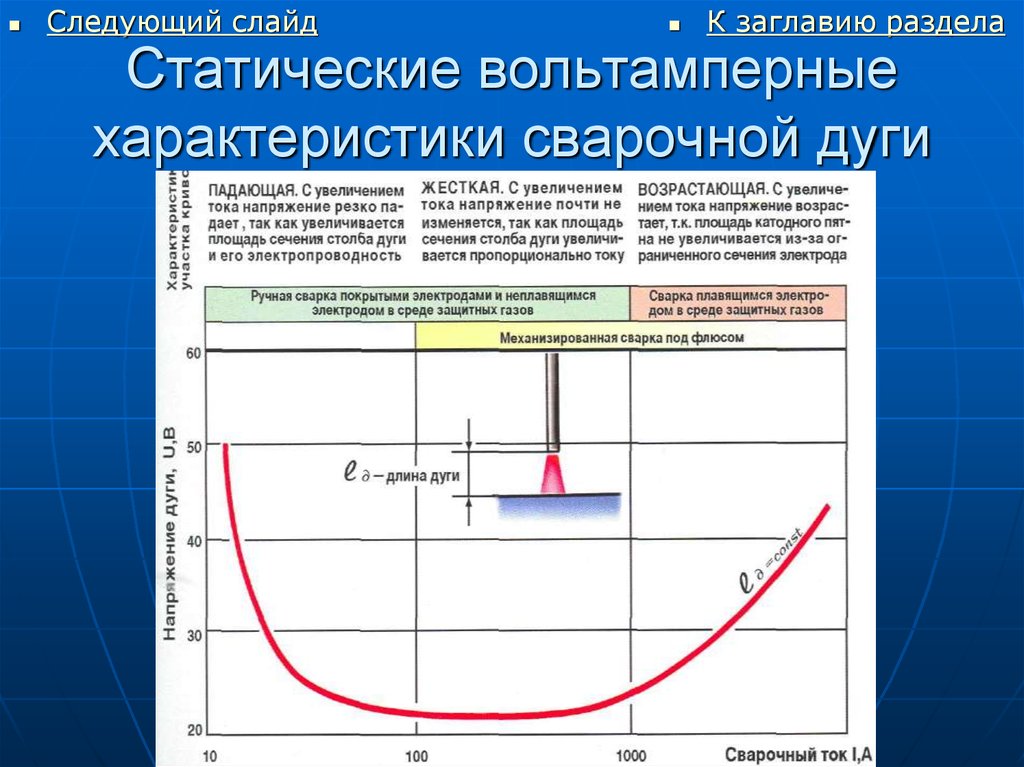
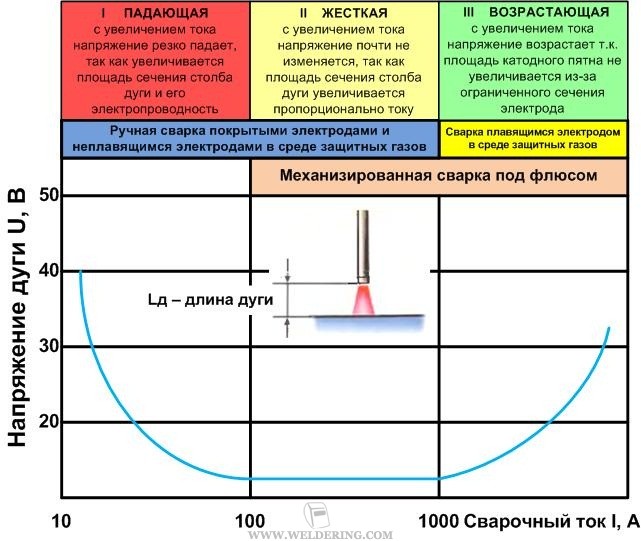
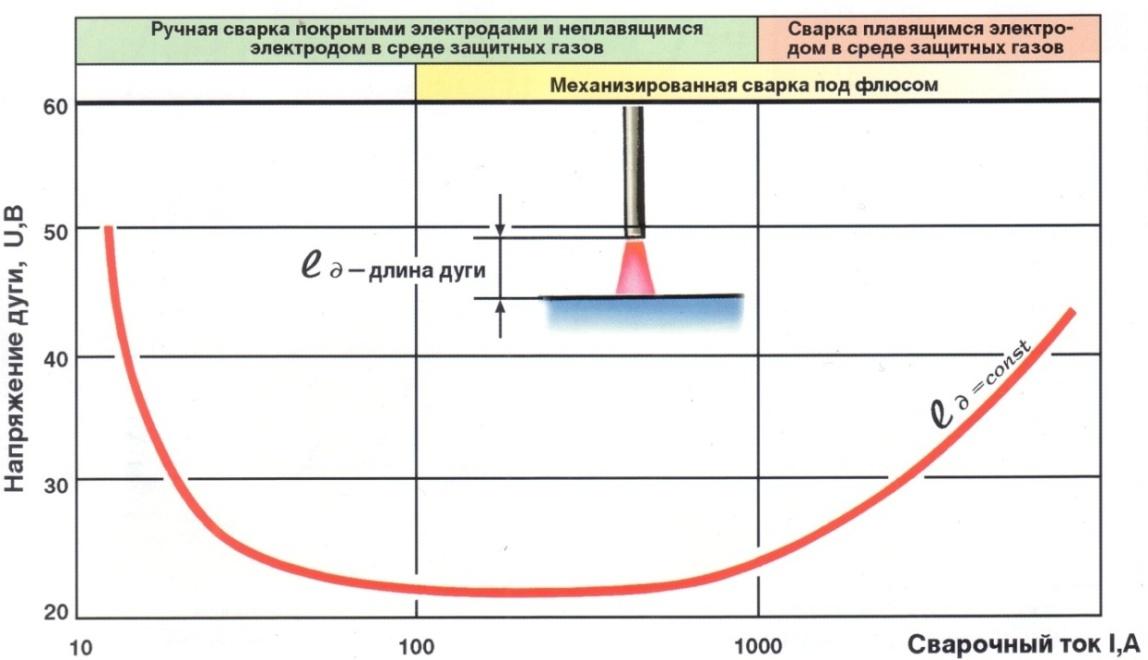
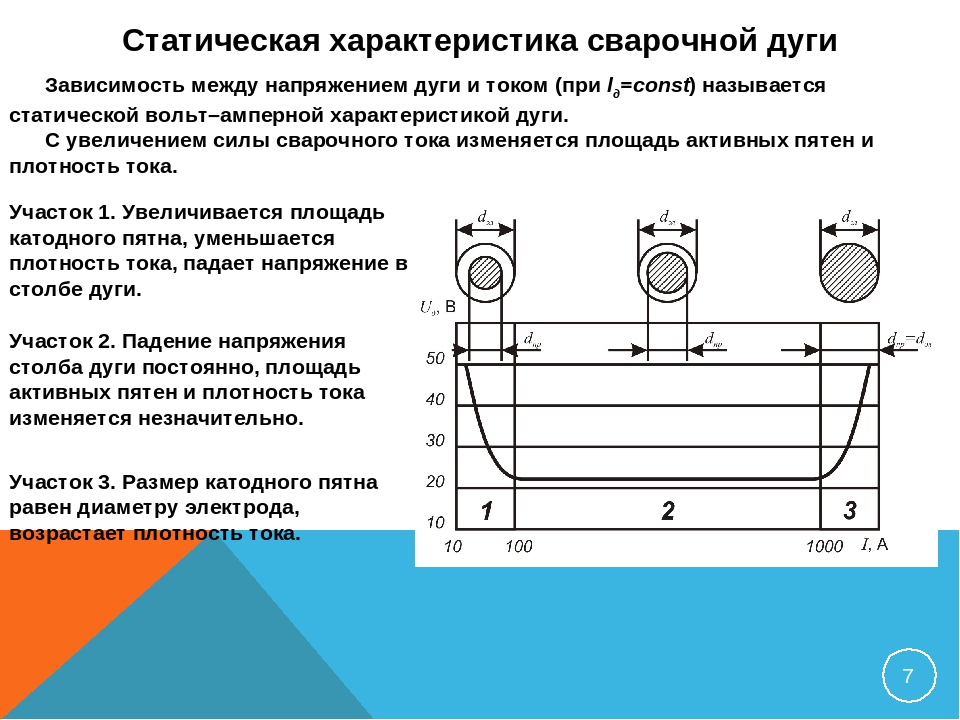
Вольт-амперная характеристика энергетического электрозаряда – это график, который выражает зависимость напряжения от смены тока. Данный показатель может иметь такие виды:
- нисходящий, который снижается при росте напряжения;
- стабильный, который не меняется при смене силы тока;
- восходящий, растущий при повышении силы тока, он обычно используется в сварках-автоматах.
По сравнению с другими электрическими зарядами дуге характерны такие особенности:
- высокая плотность тока;
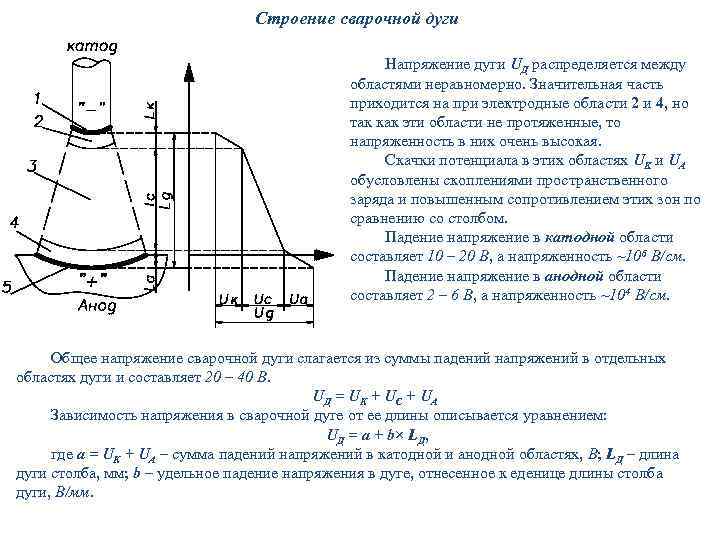
- неравномерное падение напряжения вдоль по разрядному столбу;
- обратная пропорциональность температуры относительно ее толщины;
- большое число вариантов рабочего режима.
Электросварку можно назвать самым быстрым и при этом надежным вариантом неразъемного соединения деталей металлической конструкции. Ее можно применять в самых разнообразных сферах человеческой жизни, начиная от строительства и заканчивая транспортом.
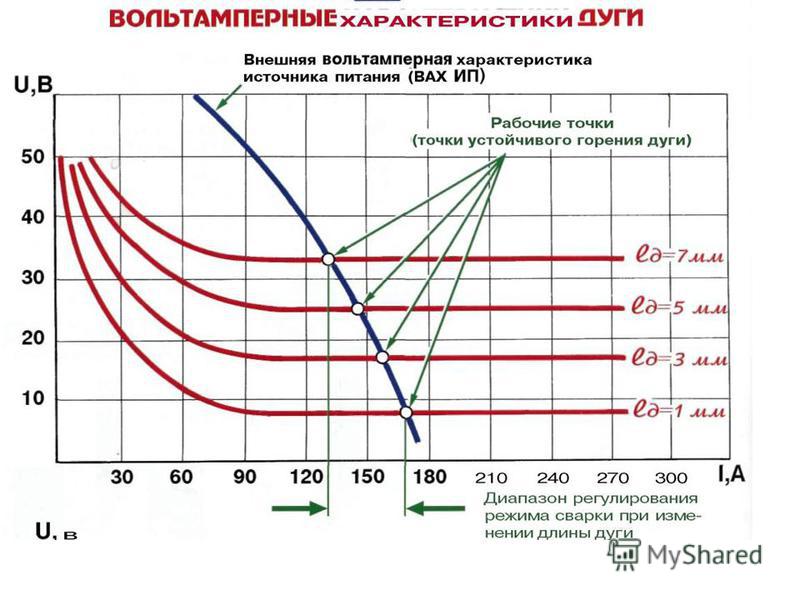
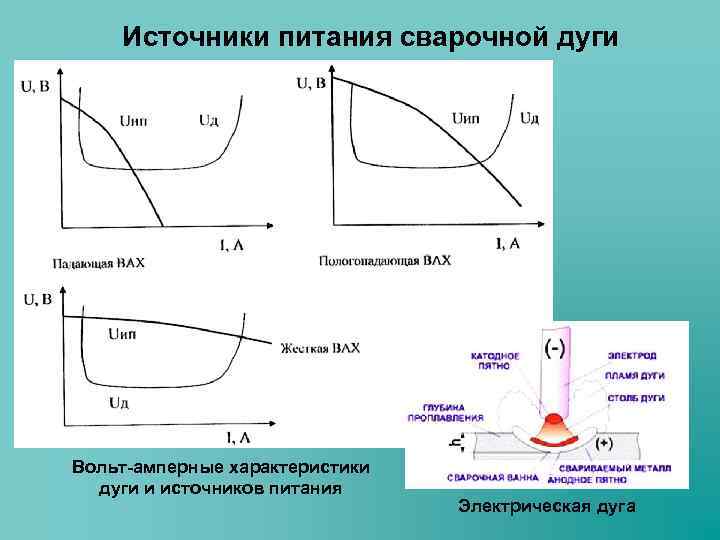
Внешняя характеристика источников питания сварочной дуги
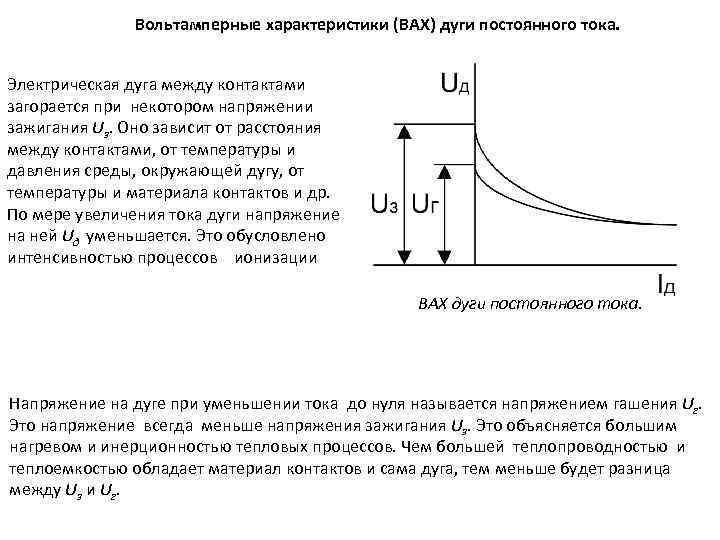
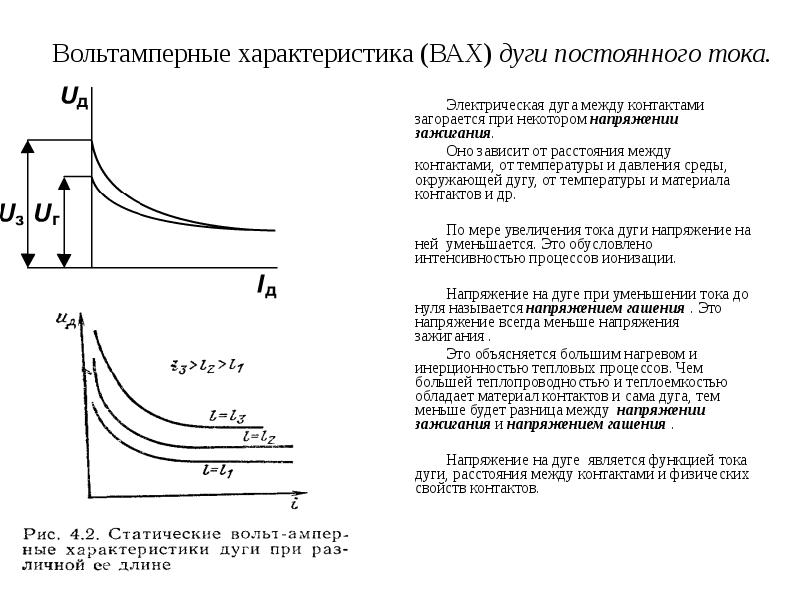
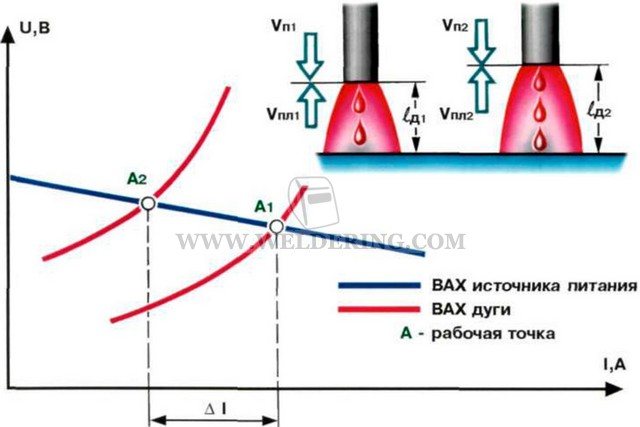
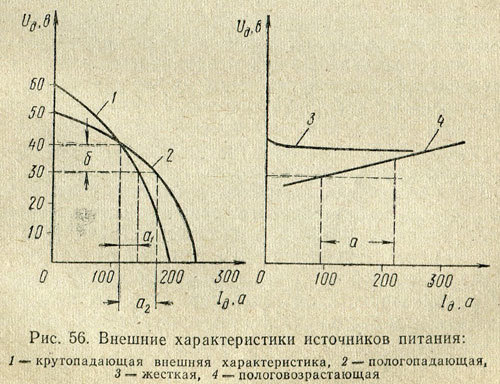
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги.
Внешние характеристики сварочных генераторов, показанные на рис. 1 (кривые 1 и 2), являются падающими. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. При одинаковом падении напряжения (изменении длины дуги) изменение сварочного тока неодинаково при неодинаковых внешних характеристиках источника. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1, при пологопадающей — а2.
|
Рис. 1. Внешняя характеристика источников питания: 1 — крутопадающая внешняя характеристика; 2 — пологопадающая; 3 — жёсткая; 4 — пологовозрастающая |
|
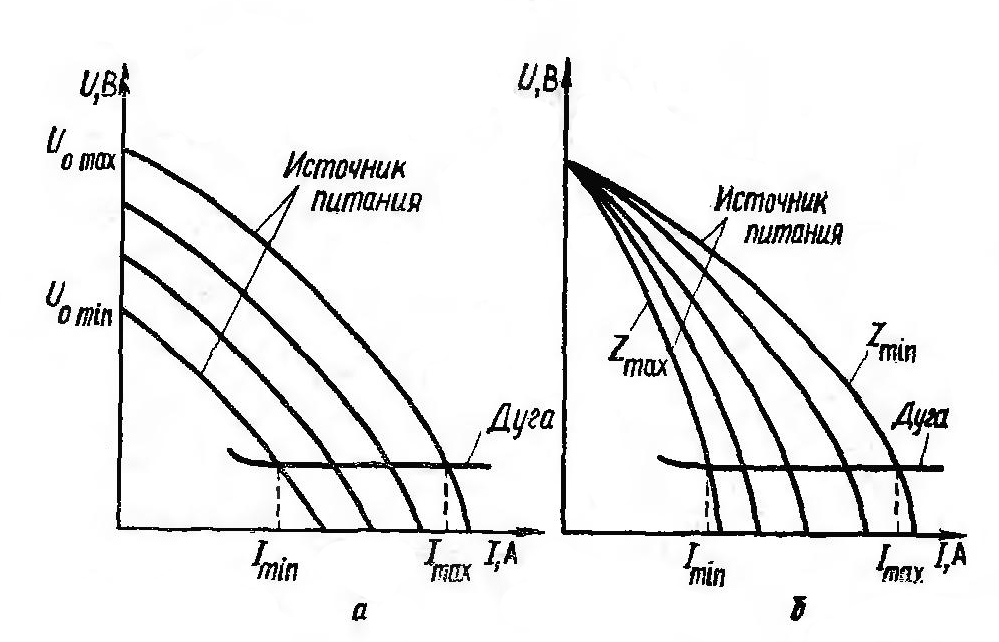
Рис. 2. Внешняя характеристика источников питания и сварочной дуги: а — сплошная линия — генератора, штрихованная — дуги в момент возбуждения; штрихпунктирная — дуги при горении; б — характеристика источников питания сварочной дуги. |


Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 2).
В момент зажигания дуги (рис. 2, а) напряжение падает по кривой от точки 1 до точки 2 — до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3 — 5 мм напряжение возрастает по кривой 2—3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с, этой величиной оцениваются динамические свойства источника.
На рис. 2,6 показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В (повышение напряжения облегчает зажигание дуги, но одновременно увеличивается опасность поражения сварщика током). Для постоянного тока напряжение зажигания должно быть не менее 30 — 35 В, а для переменного тока 50 — 55 В. Согласно ГОСТ 7012 —77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.


Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 1, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (рис. 1, кривая 4).
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме сварочной дуги
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме характеризуют повторно-кратковременный режим работы источника питания.
Величина ПР определяется как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы и выражается в процентах
где tp — непрерывная работа под нагрузкой; tц — длительность полного цикла. Условно принято, что в среднем tp = 3 мин, а tц = 5 мин, следовательно, оптимальная величина ПР % принята 60%.
Различие между ПР% и ПВ% состоит в том, что в первом случае источник питания во время паузы не отключается от сети и при разомкнутой сварочной цепи работает на холостом ходу, а во втором случае источник питания полностью отключается от сети.
Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности:
- осмотр инструментария на наличие механических повреждений;
- заземление;
- регулярная проверка соединения заготовки с контактом;
- качественная изоляция кабелей;
- влажность не более 75%;
- использование маски, перчаток и других средств индивидуальной защиты;
- наличие огнетушителя рядом с рабочим местом.
Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
| Дефект | Причина |
| Непровар | Возникает при большой скорости перемещения прутка вдоль шва, либо из-за неправильной калибровки напряжения в цепи. |
| Подрез | Канавка вдоль шва. Возникает из-за слишком большой длины электрической дуги. Для исправления в процессе сварки требуется корректировка силы тока. |
| Прожог | Дырки в свариваемой поверхности на месте шва. |
| Пористость | Когда сквозняк в помещении сдувает газовое облако, защищающее от внешнего воздействия ванну. |
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.





