
3Б632 Схема электрическая точильно-шлифовального станка

Электрическая схема точильно-шлифовального станка 3Б632
Электрооборудование
Электрооборудование станка выполнено для подключения к сети трехфазного переменного тока (рис. 12 и 13).
Цепь освещения выполнена на напряжение 12 В и питается от понижающего трансформатора.
В качестве приводного электродвигателя применен встроенный двухскоростной электродвигатель.
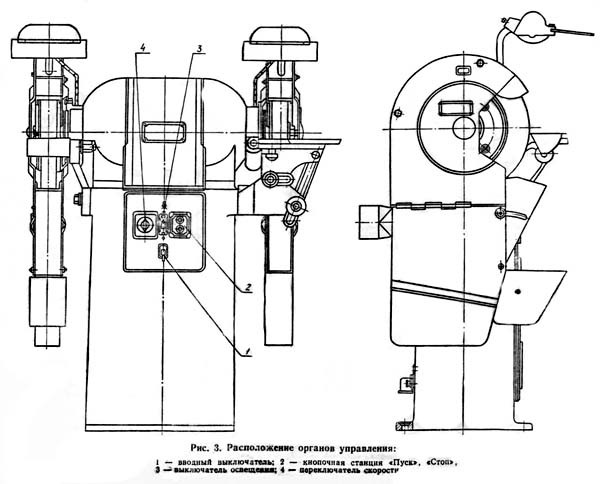
Управление станком — кнопочное и производится с кнопочных станций, расположенных у рабочих мест.
На главном пульте управления станком смонтированы реверсивный переключатель ПР и переключатель скоростей ПП.
Пользоваться переключателем скоростей под напряжением не рекомендуется. Скорость выбирают перед включением станка.
Аппаратура управления смонтирована внутри станины на специальной панели. На дверке ниши станины смонтирован вводный автомат 1А.
Электродвигатель насоса подключается к зажимам Л14, Л22, Л34, на панели с электроаппаратурой через штепсельный разъем 1РШ и пускается одновременно с двигателем 1М шлифовального круга.
Описание действия электросхемы ввиду ее простоты не приводится.
Электросхемой предусмотрены следующие виды защиты:
- нулевая защита привода — посредством применения магнитного пускателя К;
- защита от коротких замыканий — автоматом 1А и плавким предохранителем 1П;
- защита электродвигателя 1М от длительных перегрузок осуществляется тепловым реле 1РТ
- защита электронасоса Н – тепловым реле 2РТ.
Эксплуатация и обслуживание электрооборудования станка должны проводиться в соответствии с правилами безопасного обслуживания электрооборудования.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
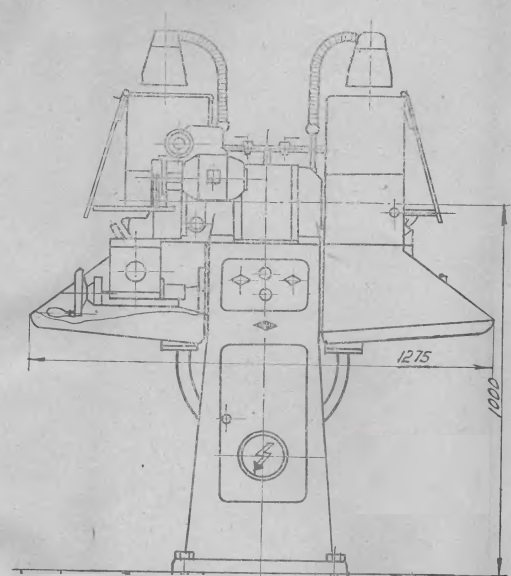
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978
Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Виды шлифовальных станков по металлу
Современные станки разделяются на несколько разновидностей, а зависит это от их предназначения.
- Круглошлифовальный станок. Назначение этого оборудования — обработка цилиндрических и конических поверхностей. А также такие станки могут обрабатывать торцевые поверхности. Круглошлифовальный станок может быть универсальным и простым. На универсальных станках устанавливается функция поворота шлифовального диска. Простые этой возможности лишены.
- Внутришлифовальный. Из названий можно понять, что предназначение станка — обработка поверхностей изнутри.
- Плоскошлифовальный. Предназначается для обработки сопряжённых плоских поверхностей, а также прямых деталей.
- Бесцентрошлифовальный. Такое оборудование применяется на крупносерийном производстве. Заготовку нельзя будет зафиксировать обычным способом, поскольку удерживаться она будет из-за силы вращения между специальным роликом и шлифовальным кругом. Два этих предмета будут вращаться в противоположных направлениях.
Шлифовальные станки можно приобрести при помощи специализированных сайтов, на которых реализуется только качественная продукция известных компаний.
Основным отличием плоскошлифовального и круглошлифовального станка является тип обрабатываемой детали. На круглошлифовальном агрегате можно обрабатывать детали типа вала, то есть трубы. А на плоскошлифовальном оборудовании обработка ведётся только плоских поверхностей, можно обрабатывать пластины.






В-88 станок круглошлифовальный универсальный. Назначение и область применения
Универсальный круглошлифовальный станок В-88 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей деталей, требующих размеров, а также для шлифования плоских торцов круглых деталей в инструментальных и ремонтных цехах в условиях единичного и мелкосерийного производства. Обрабатываемое изделие монет быть установлено в неподвижных центрах, трехкулачковом патроне или цанговом зажиме, а также с помощью дополнительных приспособлений.
На круглошлифовальном станке В-88 можно шлифовать наружные и внутренние цилиндрические, конические поверхности и торцовые поверхности продольным или врезным шлифованием, установкой шлифовального круга на правом или левом конце шлифовального шпинделя, разворотом верхнего стола, бабки изделия или салазок шлифовальной бабки.
Основным материалом изделий, подлежащих обработке на станке В-88, является закаленная углеродистая сталь, однако с применением соответствующих абразивных или алмазных кругов и выбором требуемых технологических режимов (в пределах технической характеристики станка) возможна обработка изделий из твердых сплавов и других материалов.
Круглошлифовальный станок В-88 имеет поворотный стол. Это дает возможность шлифовать не только цилиндрические, но и пологие конические поверхности.
Благодаря поворотной передней и поворотной шлифовальной бабке можно шлифовать крутые конические наружные и внутренние поверхности.
Шлифовальная бабка состоит из двух частей. Верхняя часть шлифовальной бабки может передвигаться относительно нижней (верхних салазок). Это дает возможность шлифовать периферией шлифовального круга торец детали, закрепленной в патроне.
Управление станками В-88 осуществляется при помощи рукояток и кнопок, расположенных на передней стенке станины и на пульте управления.
Технические характеристики круглошлифовального станка В-88
Станок разработан в 1966 году.
Разработчик: Ленинградский станкостроительный завод имени Ильича, г Ленинград.
Изготовитель: Ленинградский станкостроительный завод имени Ильича, г Ленинград.
Основные параметры и размеры по ГОСТ 11654.
- Наибольший диаметр устанавливаемой заготовки – Ø 140 мм
- Диаметр шлифования заготовки – Ø 0..40 мм
- Наибольшая длина устанавливаемой заготовки – мм
- Наибольшая длина шлифования – 180 мм
- Наибольший диаметр устанавливаемой заготовки при внутренней шлифовке – Ø 60 мм
- Наибольшая длина шлифуемого отверстия – 85 мм
- Рекомендуемый диаметр шлифуемого отверстия – Ø 25..50 мм
- Диаметр шлифовальных кругов – Ø 20..45 мм
- Мощность главного привода – 0,6 кВт (2800 об/мин)
- Вес станка полный – 0,6 т
Способы и особенности круглого шлифования
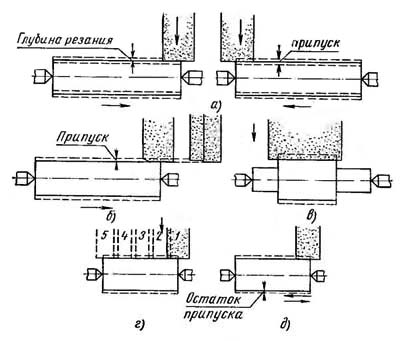
Рис. 38. Способы круглого шлифования:
а — с продольной подачей, б — глубинное, в — врезное, г — последовательными врезаниями, д — комбинированное
На наружных круглошлифовальных станках деталь устанавливается в центрах и приводится во вращение шпинделем передней бабки. Для осуществления круглого наружного шлифования необходимы движения: вращение круга или главное движение резания, вращение детали — круговая подача детали, возвратно-поступательное движение детали (или круга) вдоль своей оси — продольная подача, подача на глубину шлифования.
Наружное круглое шлифование осуществляется несколькими способами:
- продольное шлифование — за несколько продольных ходов с подачей на глубину на двойной (или каждый) ход (рис. 38, а);
- глубинное шлифование — за один ход кругом, установленным на глубину (рис. 38, б);
- врезное шлифование — с поперечной подачей на всю ширину обработки в радиальном (рис. 38, в) или тангенциальном направлении;
- шлифование последовательными врезаниями — с радиальной подачей уступами (рис. 38, г);
- комбинированное шлифование (рис. 38, д).
В отдельных случаях кругу сообщается дополнительное осевое колебательное движение с небольшой амплитудой — осциллирующее движение.
Кинематическая схема плоскошлифовального станка 3Б722
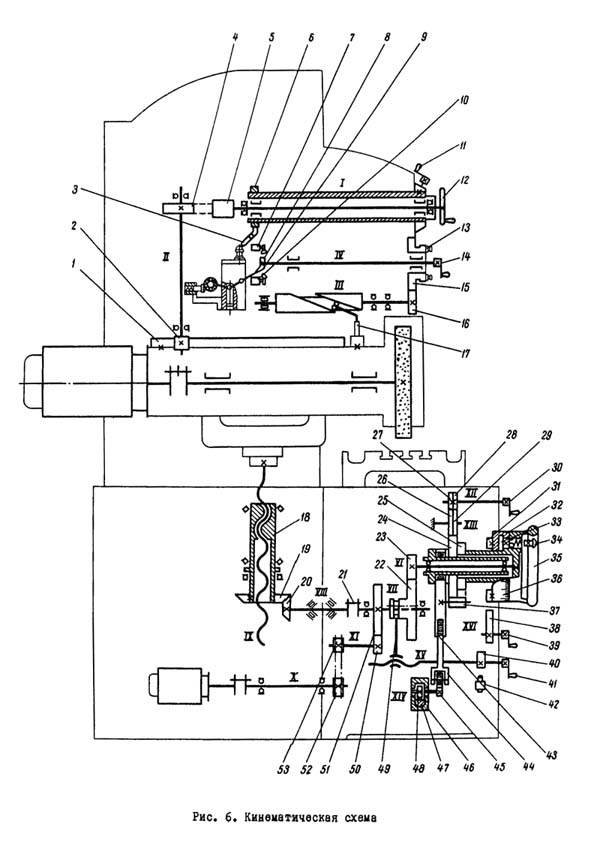
Кинематическая схема плоскошлифовального станка 3Б722
Цепь вертикальной подачи шлифовальной бабки
Ручная подача. Движение от маховика 35 передается через шестерни 23, 22, муфту 21, коническую пару шестерен 20, 19 на гайку 18, связанную с ходовым винтом IX..







Так как гайка зафиксирована от вертикального перемещения, то при ее вращении винт IX будет перемещаться в осевом направлении и передвигать каретку со шлифовальной бабкой.
Автоматическая подача. В момент реверса шлифовальной бабки масло подается в ту или иную полость цилиндра механизма подачи 46 и перемещает плунжер-рейку 47. Последняя через шестерню 48 вращает кривошип 45, который черев шатун 44 поворачивает на угол 40-50° рычаг 43 с сидящей на нем собачкой 37.
Собачка поворачивает храповик 25, соединенный с маховиком 35. Далее движение передается по описанной выше цепи к винту.
Регулирование величины автоматической подачи осуществляется поворотом перекрышки 24, в результате чего собачка 37 может поворачивать храповик 25 на всем пути своего движения или на части его. Изменение положения перекрышки 24 осуществляется от рукоятки 30 через шестерни 28, 27, 29, 26 и зубчатый сектор, нарезанный на перекрышке 24.
Для автоматического прекращения подачи после снятия установленного припуска служит сектор 31, 88 крепленный на лимбе 36. При этом он входит в зону качения собачки 37, которая начинает скользить по нему, не задевая зубьев храповика 25.
При работе вручную до “жесткого упора” рукояткой 39 подводится жесткий упор 38, в который упирается в конце хода упор, закрепленный на лимбе 32. Лимб связан с маховиком 35 посредством зубчатого фиксатора 33, включение которого производится нажатием кнопки 34.
Ускоренное перемещение. Ускоренное установочное перемещение подготавливается поворотом рукояти 41. При этом при помощи винтовой канавки на валу рычагом 49 шестерня 22 выводится из зацепления с шестерней 23 и маховиком 35 отключается от цепи подачи. Одновременно кулачок 40 нажинает на конечный выключатель 42, который разблокирует кнопочную станцию пуска электродвигателя механизма ускоренного перемещения.
При включении электродвигателя движение от вала электродвигателя передается бесшумной цепью через звездочки 52, 53. шестерни 50, 51 на винт IX по рассмотренной ранее цепи.
При этом шлифовальная бабка перемещается вверх или вниз.
Цепь поперечной подачи шлифовальной бабки
Ручная подача. От маховика 12 через червячную передачу (червяк 5 – шестерня 4) вращение передается реечной шестерне 2, которая находится в зацеплении с рейкой I, укрепленной на шлифовальной бабке.
Для того, чтобы при гидравлическом перемещении шлифовальной бабки от цилиндра не произошла поломка передачи, червяк 5 выводится из зацепления с шестерней 4 путем поворота рукоятки II. При этом эксцентриковая гильза кулачком 6 и рычагом 3 осуществляет блокировку, исключая перемещение шлифовальной бабки от гидроцилиндра при включенном червяке.
Автоматическая подача. При поперечном перемещении шлифовальной бабки от гидроцилиндра палец 17, укрепленный на корпусе бабки, скользит по спиральному пазу вала III, заставляя его вращаться. Далее через шестерни 16 и 15 приводится во вращение диск с переставляемыми упорами 13. Диск с упорами при максимальном поперечном проходе шлифовальной бабки делает почти полный оборот, и упоры, воздействуя на реверсивную рукоятку 14, поворачивают ее вместе с валиком и сидящим на нем рычагом 9. Рычаг одним из своих пальцев воздействует (при реверсе шлифовальной бабки) поочередно на конечные выключатели 7 и 10, которые дают команду на вертикальную автоматическую подачу, а другим пальцем переключает рычаг 8, связанный с реверсивным золотником гидрокоробки реверса шлифовальной бабки.
Рукояткой 14 можно произвести также и ручной реверс шлифовальной бабки.
Привод шлифовальной бабки. Шпиндель шлифовального круга получает вращательное движение через муфту от фланцевого электродвигателя мощностью 10 кВт при 1460 оборотов в мину.
Станок ТШ 3М — где купить, оплата, доставка, гарантия
Цена на заточной станок модели ТШ3М с двигателем 5,5 кВт указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить точило ТШ 3М несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа точильно-шлифовального станка ТШ 3М производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый точильно-шлифовальный станок ТШ 3М — 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!





Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков!
Если Вам необходимо купить Точильно-шлифовальный станок ТШ 3М (3К634, 3Б634, 3Т634-01) звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Точильно-шлифовальный станок ТШ 3М (3К634, 3Б634, 3Т634-01) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Передвижные станки
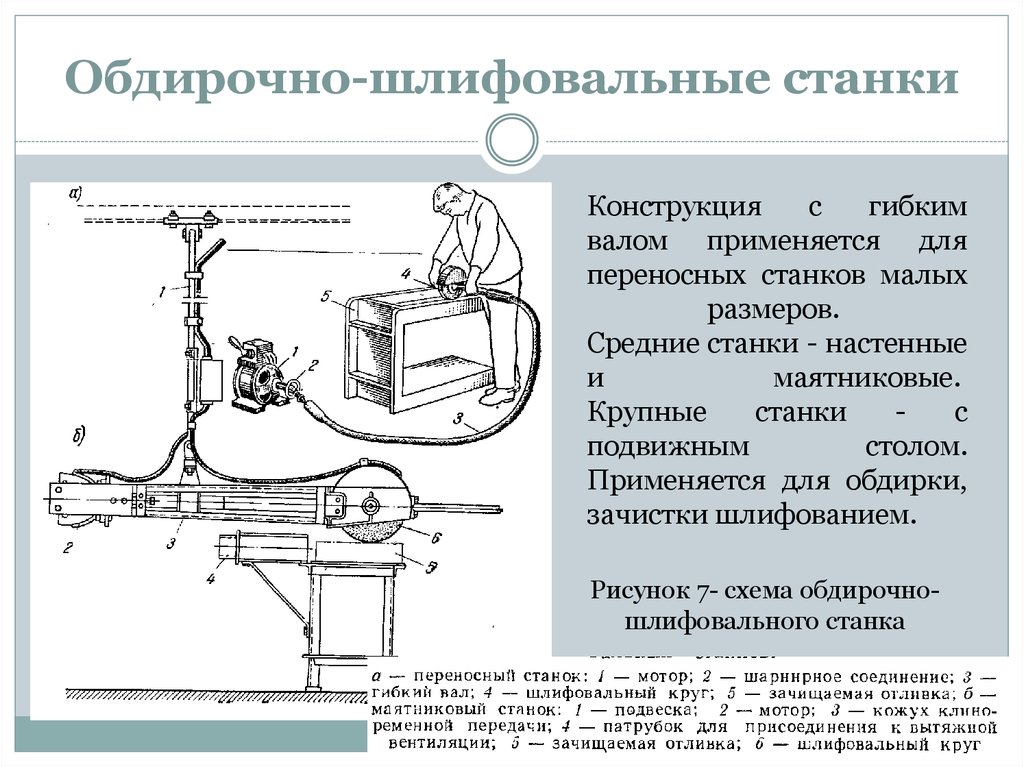
Стационарные и подвесные станки используют для зачистки поверхностей литья. Минусом стационарных станков является невозможность передвижения. Криволинейные поверхности становится трудно обработать. Чтобы шлифовальная головка могла самостоятельно перемещаться по рабочей поверхности, она свободно подвешена на цапвах рукава.
В качестве примеров агрегатов данного типа рассмотрим пару моделей.
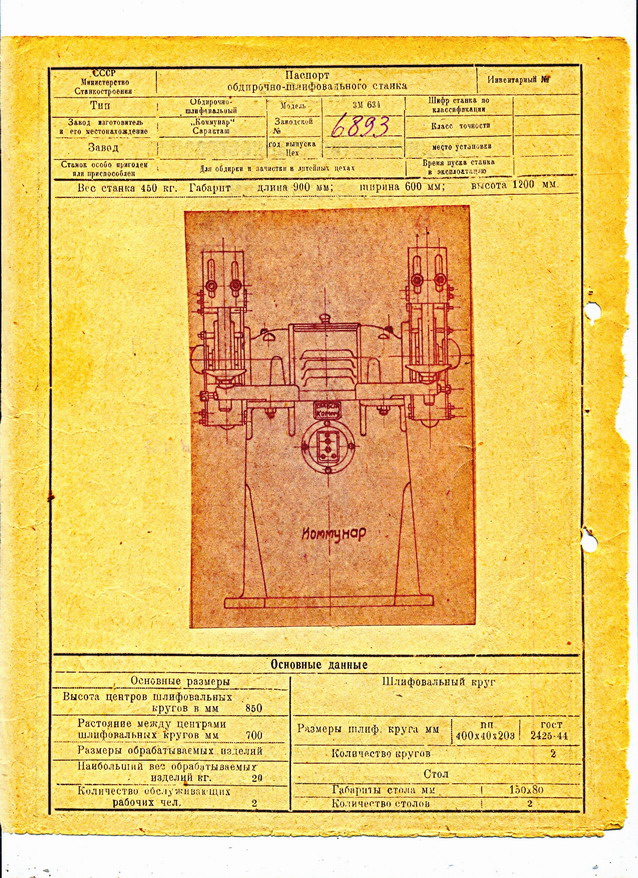
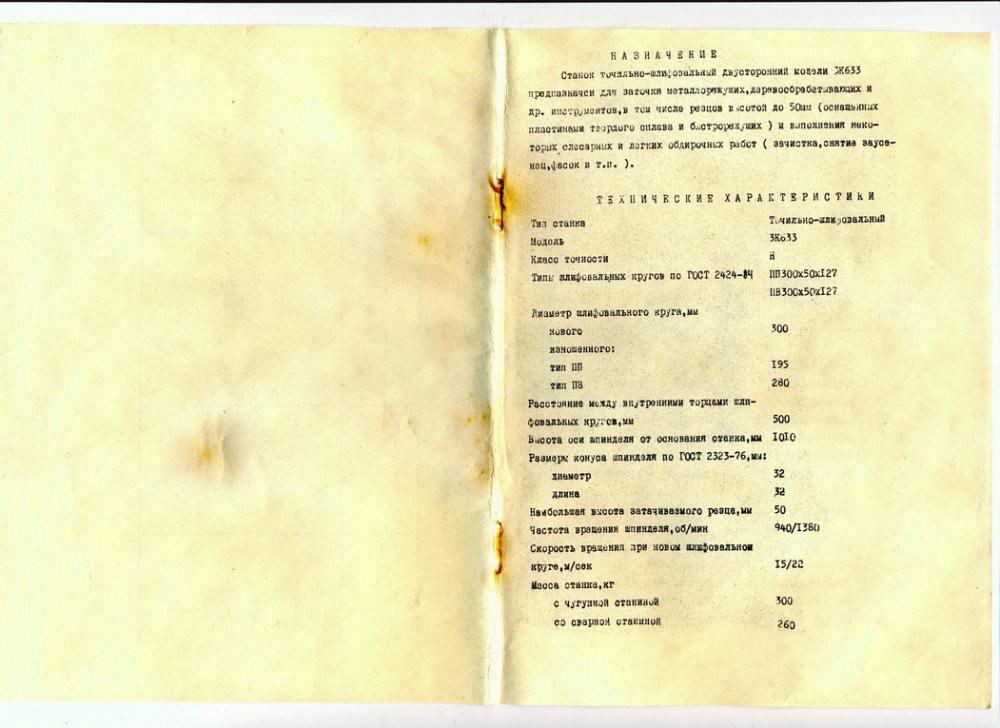
Точильно-шлифовальный станок модели 3М634
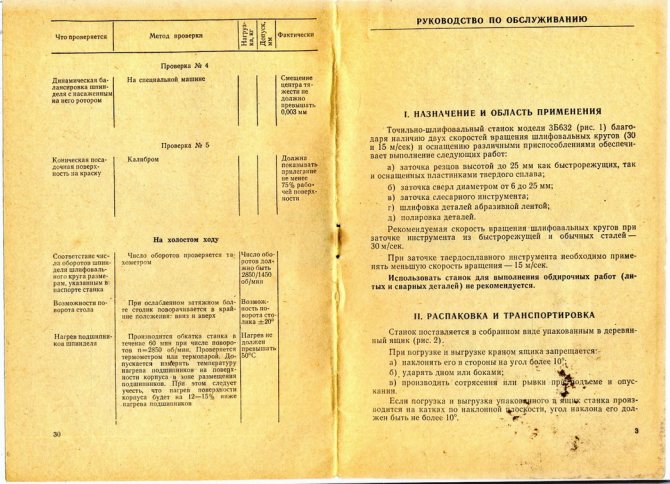
Предназначен для обдирки, литья и заточки инструментов и шлифовки заготовок.

Технические характеристики модели:
- Диаметр шлифовальных кругов – 40 см.
- Ширина колец – 4 см.
- Размеры стола — 15×8 см.
- Расстояние между круговыми центрами – 70 см.
- Максимальный вес обрабатываемого изделия – 20 кг.
Станок снабжен 3-фазным электромотором.
Советы по использованию 3М634:
- хранение, испытания и обращение со шлифовальными кругами необходимо проводить в соответствии с инструкцией;
- снос колец должен быть одинаковым;
- после перестановок нужно убедиться в надежности закрепления стола;
- установка кругов допускается только инструктированным человеком;
- перед установкой нужно провести осмотр колец и фланцев;
- кожух следует регулярно вычищать от абразивной пыли.
Точильно-шлифовальный станок 3М636
Этот станок является наиболее распространенным среди всех моделей, представленных на рынке.

Используется для очистки и обдирки деталей на производственных предприятиях. Его характеристики близки к эталонным, поэтому модель имеет большой спрос.





Классовая точность соответствует стандарту «Н», что позволяет использовать оборудование для чистовой отделки. Станок комплектуется парой 60 см дисков, шириной 7,5 см. Они приводятся в движение мотором, мощностью 7 кВт. Диски вращаются на скорости 950-1420 об/мин. Расстояние между их центрами равно 102,5 см.
Станки 3М636 могут эффективно использоваться при работе с габаритным литьем. Максимальный вес заготовки может составлять 30 кг. Этого достаточно для произведения всех задач литейного производства.
Станок имеет в комплектации небольшой стол для работы (11×20 см). Общие размеры станка такие: 127,5×75×135 см. Вес 860 кг. Перевозить такое оборудование будет трудно. Это важный критерий, который следует учитывать при покупке.
3К634 Станок точильно-шлифовальный напольный. Назначение, область применения
Точильно-шлифовальный станок 3К634 заменил устаревший станок модели 3Б634
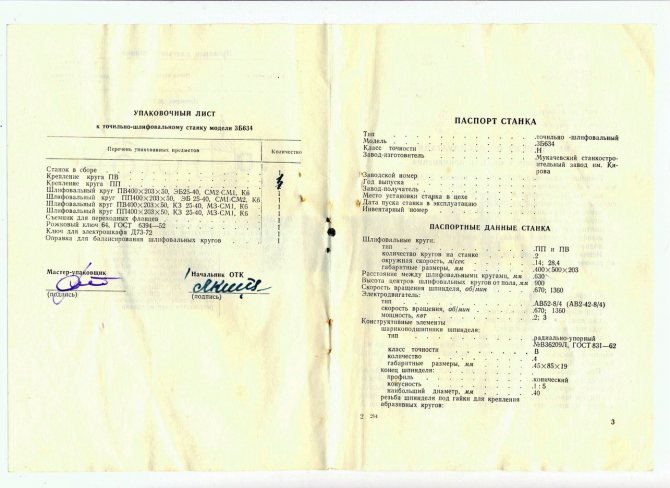
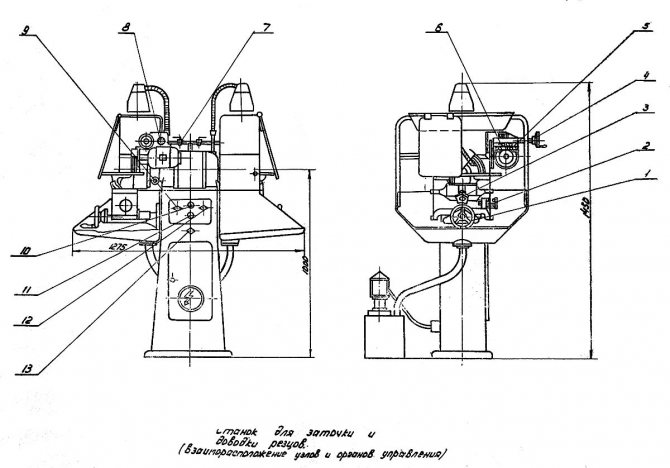
Точильно-шлифовальный станок с двумя кругами модели 3К634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром Ø 6..60 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
Особенности конструкции и принцип работы станка

Фото точильно-шлифовального станка 3к634
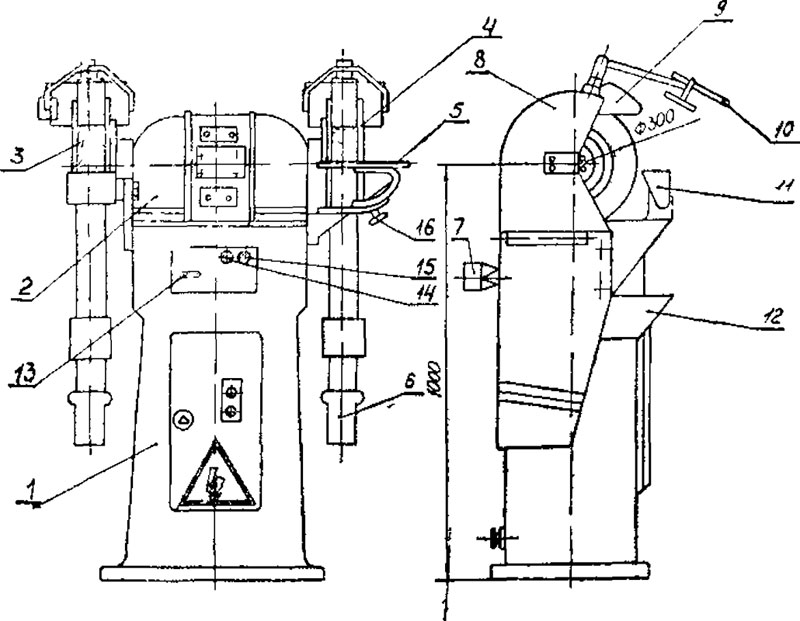
Основной частью станка является головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги типов 1- 400 х 50 х 203 (плоский прямого профиля) и 5- 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.

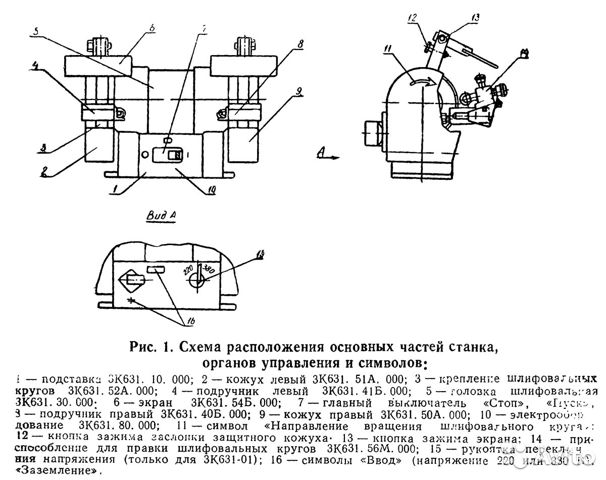
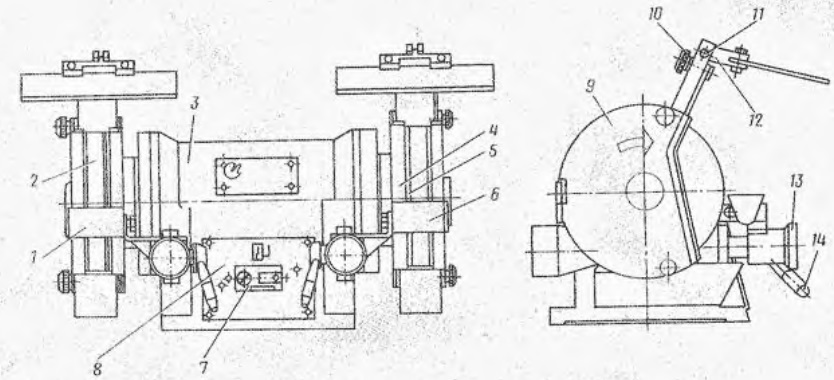
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.





