
Специфика использования электродов с инверторами
Инверторная сварка — лишь одна из технических разновидностей ручной дуговой сварки. Это значит, что для нее пригодны все типы сварочных электродов — разного состава, диаметра, с разным покрытием и т. д.
Но у аппарата есть один особый параметр. В отличие от трансформаторов, которые варят только на переменном токе, инверторы вырабатывают исключительно ток постоянный (об этом мы упомянули выше в другом контексте). НО! Благодаря тому, что они могут менять его полярность, сегодня возможно сваривать и теми электродами, которые раньше работали только на переменном трансформаторном токе.
Отсюда и особенности, характерные для инверторной сварки.
1. Всеми электродами переменного тока можно варить на токе постоянном. Популярные марки:
- ОК 46.00 (МК-46.00 производство ООО «МЭЗ») — марка широкого универсального применения. Можно использовать любую полярность, варить детали из низколегированных, углеродистых сталей, заваривать швы, делать прихватки.
- АНО-21 — сварка также возможна на любой полярности (варятся тонкостенные детали, трубы, сосуды).
- ОЗС-12 — рекомендуется обратная полярность (углеродистые, низколегированные стали, цветные металлы).
- МР-3 — та же полярность, что у предыдущей марки (конструкции из углеродистых, низколегированных сталей).
2. В противоположность этому электропроводники постоянного тока не применимы в трансформаторах (т. е. источниках переменного тока). Это, в частности, медные электроды по чугуну (например, МНЧ-2) и некоторые другие:
- 48Н-1, 48Н-11 (конструкции из высокопрочных теплоустойчивых сталей);
- АНВ-2 (высокохромистые жаростойкие стали);
- АНВ-26 (хромоникелемолибденовые сплавы)
- УОНИ-13/55Г (конструкции из низколегированных и углеродистых сталей);
- ОЗЛ-14 (высоколегированные, жаропрочные стали);
- ОЗЛ-12 (коррозионностойкие стали);
- ОК 78.16 (закаленные и отпущенные стали);
- ИТС-4 (судовые стали) и т. д.
Какими же электродами варить инвертором и только им? Всеми перечисленными во втором пункте, поскольку они работают только на постоянном токе.
Что еще следует учитывать при выборе?
- Тип стали — от него зависит химический состав сердечника, тип покрытия.
- Толщина изделий, тип и сложность конструкции (ответственные и т. д.) — они во многом определяют диаметр стрежня, параметры тока.
- Специфика, уровень работ — бытовое, профессиональное или промышленное применение в тяжелых условиях.
- Торговая марка — общепризнанные бренды представляют наиболее широкий ассортимент изделий для инверторной сварки наилучшего качества.
Примеры последних — продукция старейшего профильного российского производителя МЭЗ, вся продукция которого подходит для электросварки таким способом.
Итак, какими сварочными электродами лучше варить инвертором? Мы выяснили: любыми, подходящими для РДС, но при этом — в соответствии с требованиями к технологическим параметрам, металлу конструкций, условиям работ.
Инвертор стал принципиально новым словом в технологии сварки. Он в разы расширил возможности и сферы использования электродной продукции, сделав ее более универсальной и востребованной.
Размеры и упаковка
После выпуска готовая продукция укладывается во влагозащитную пленку и коробку из картона. В продажу поступают упаковки в 1 или 5 кг.
| Диаметр стержня (мм) | Длина (см) | Вес 1 шт. (г) | Кол-во в 1 кг |
| 1,6 | 25 | — | — |
| 2,0 | 25 | — | — |
| 2,5 | 30 | 17,0 | 58-59 |
| 3,0 | 30 или 35 | 26,5 | 38 |
| 4,0 | 45 | 53,0 | 18-19 |
| 5,0 | 45 | 84,5 | 12 |
| 6,0 | 45 | 135,0 | 7 |
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Небольшие упаковки удобны для домашнего использования.
Норма расхода
При соединении деталей в небольших объемах грамотный подсчет необходимого количества электродов и диаметра стержня обеспечит непрерывную деятельность мастера и исключит неоправданные денежные затраты.
Для этого требуются параметры, которые вставляются в таблицы, разработанные учеными ВНИИ Монтажспецстроя и других организаций. Подробные сведения о видах сварки изложены в документе ВСН 452-84.
На практике расход составляет 1,65 кг за каждый час работы.
Электроды сварочные Tigarbo АНО-21 2.5мм, 1кг
Электроды АНО-21 Ø2.5 используются для сварки широкого спектра конструкций, выполненных из углеродистых сталей различных марок. Они прекрасно подходят для работы с угловыми, стыковыми, а также нахлесточными соединениями стандартных и ответственных изделий. Это отличное решение для сварки и монтажа водопроводных и канализационных труб, а также газопроводов, предназначенных для эксплуатации под небольшим давлением.
АНО-21 Tigarbo 2,5 мм предназначены для работы с заготовками, обладающими толщиной от 3 до 5мм. Они рассчитаны на переменный и постоянный ток
Обращаем внимание, что влажность в покрытии представленных электродов перед применением не должна превышать 0,9%. При попадании влаги либо продолжительном хранении в неподходящих условиях надо выполнить прокаливание при температуре примерно 120С на протяжении около получаса
Среди основных достоинств стоит выделить:
- отличное сочетание доступной цены и отличного качества;
- простое зажигание и предельно стабильное горение дуги;
- лёгкую либо самостоятельную отделимость шлаковой корки;
- минимальные потери металла по причине возникающего при сварке разбрызгивания;
- мелкочешуйчатое вырабатывание шва при работе в любых положениях.
Характеристики электродов при сварке:
| Сварочная дуга | стабильное горение, легкий поджиг |
| Разбрызгивание | слабое |
| Отделимость шлаковой корки | легкая |
| Коэффициент наплавки | 7,0 — 8,0 г/А·ч |
| Коэффициент разбрызгивания | 2,0 — 4,0 % |
| Выход металла | 63 — 68 % |
| Расход электродов на 1 кг наплавленного металла | 1,65 кг |
Рекомендуемые значения тока сварочных электродов при сварке (А)
| Диаметр электрода, мм | Сила тока, А | Напряжение дуги, В | |||
| Нижнее | Вертикальное /снизу-вверх/ | Вертикальное /сверху-вниз/ | Потолочное | ||
| 1,6 | 50-75 | 50-70 | 50-70 | 50-70 | 20-23 |
| 2 | 50-90 | 70-90 | 50-70 | 50-70 | 22-25 |
| 2,5 | 50-100 | 80-100 | 60-90 | 70-100 | 22-25 |
| 3 | 90-140 | 100-130 | 80-110 | 90-120 | 24-28 |
| 4 | 160-200 | 150-180 | 120-140 | 130-180 | 26-29 |
Менеджеры компании “Всё для сварки” проконсультируют Вас по наличию и цене для любого заказа. Звоните по телефону +7(812)309-28-29 или пишите на почту Наши сотрудники с удовольствием Вам помогут!
Какие лучше
Среди вышеприведенных марок электродов наибольшей идентичностью по техническим параметрам с расходником ОК 46 обладает марка МР-3. Ниже приводим перечень характеристик, наличие которых у обоих видов расходников позволяет считать их взаимозаменяемыми:

Электроды сварочные МР-3 Ресанта
- применяются для сварки в любых пространственных положениях, кроме вертикального «сверху-вниз»;
- универсализм в использовании источников тока (переменный, постоянный);
- у обоих марок электродов практически одинаковое разбрызгивание при сварке;
- затруднения в поджиге, как в начальном, так и в повторном, отсутствуют;
- технология сварки обеими марками электродов хорошо адаптирована к выполнению коротких швов, прихваток, сварки тонкостенных конструкций.
- отсутствует необходимость в зачистке поверхностей сварочного шва от ржавчины, тонких гальванических покрытий и других загрязнений;
- оба расходника не выделяют большого количества тепла в зоне сварочного шва, поэтому применяются для сварки кромок с большими зазорами между ними;
- одинаковые способы наложения сварочного шва (стержень располагается с наклоном в пределах 35°);
- шлак отделяется без труда;
- рутиловое покрытие расходников плохо выполняет свои защитные функции при наличии в нем следов влаги — необходимо прокаливать электроды ОК 46 при температуре 90°С около часа, а МР-3 при несколько большей температуре – 180-200°С;
- идентичный материал стержней расходников (Св-08, Св-08А) ограничивает применение сварочной технологии с материалами типа низкоуглеродистой и углеродистой сталей.
Небольшие различия вызваны отличающимся составом обмазок и особенностями технологического процесса производства. Так, например, расходники МР-3 не рекомендуется применять в отличие от ОК 46 для сварки труб.
Другие аналоги
 Кроме расходников МР, самыми близкими по техническим параметрам являются электроды марок ОЗС-4, ОЗС-12, АНО-21. Все они с рутиловым типом покрытия.
Кроме расходников МР, самыми близкими по техническим параметрам являются электроды марок ОЗС-4, ОЗС-12, АНО-21. Все они с рутиловым типом покрытия.
Некоторые российские производители («СпецЭлектрод», «Судиславский завод сварочных материалов», «Шадринский электродный завод» и другие) освоили производство аналогов марки ОК 46 на своей базе оборудования, по своей собственной технологии.
Другие компании пошли еще дальше: совместно со шведским производителем на его технологической базе создали предприятия в Санкт-Петербурге и Тюмени. Качество аналогов электродам ОК 46 питерской торговой марки ЕСАБ-СВЭЛ по параметру «цена – качество» не уступает оригиналу.
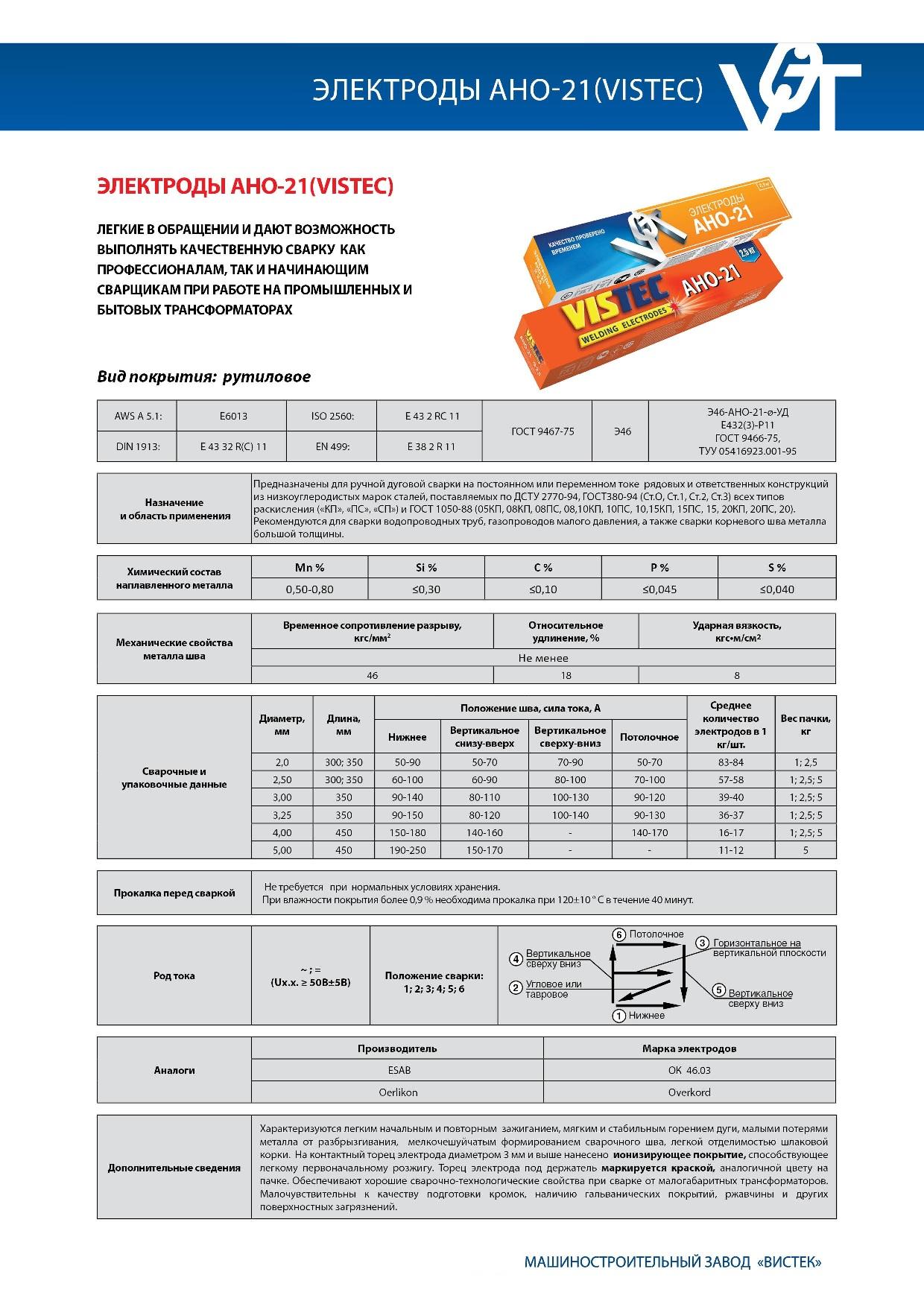
Технические характеристики
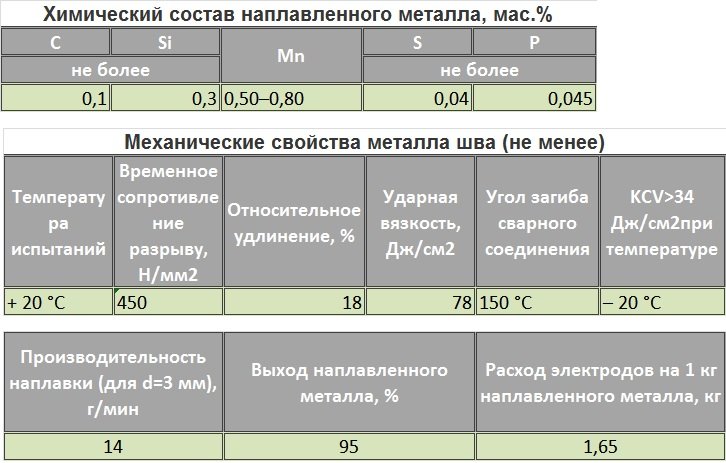
Рассматривая технические характеристики электрода АНО-21, в первую очередь стоит отметить химический состав. Он сохраняется во всех разновидностях марки, вне зависимости от длины и толщины расходного материала.
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,3 | 0,5–0,8 | 0,04 | 0,045 |
Механические свойства также являются постоянными для всех разновидностей марки.
| Темпера тура испытаний, градусы Цельсия | Сопротивление разрыву временное, Н/мм в квадрате | Удлинение относительное, % | Вязкость ударная, Дж/см в квадрате | Угол загиба соединения, градусы Цельсия | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | 150 | – 20 |
| Производительность наплавки, г/мин | Относительный выход металла на шве, % | Расход электродов на 1 кг шва, кг |
| 14 | 95 | 1,65 |
Размеры и ассортимент
Здесь наблюдается стандартная тенденция, чем толще диаметр электрода, тем больше его длина. Несмотря на то, наиболее распространенным типом является диаметр толщиной в 3 мм, среди ассортимента встречаются и другие, от 1,6 до 5 мм.
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
Особенности наплавки
С увеличением диаметра присадочного материала должен увеличиваться и сварочный ток, который необходим для его расплавки. Чтобы не перепалить заготовку во время соединения, а также не сделать ток слишком слабым, настолько что электрод будет постоянно залипать, необходимо следовать уже проверенным режимам.
Величина диаметра, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
2 | 50…90 | 50…70 | 70…90 |
2,5 | 60…110 | 60…90 | 80…100 |
3 | 90…140 | 80…100 | 100…130 |
Обозначение и расшифровка
Электроды для сварки АНО-21 расшифровываются достаточно просто:
- А – академия;
- Н – наук;
- О – обмазка;
- 21 – модель 21.
Данное обозначение ставится на тех электродах, которые были изобретены в Академии наук института электросварки имени Патона. Ведь помимо этой модели есть еще несколько вариантов с таким обозначением, заметно отличающихся по свойствам.




Электроды для сварки Ано-21 фирмы “Патон”
Преимущества и недостатки

Электроды сварочные АНО -21 обладают следующими достоинствами:
- доступность;
- быстрый поджиг электродуги;
- формирование легкого и быстро удаляемого шлакового слоя поверх материла шва; слоя;
- прочность, долговечность и герметичность шва.
Присущ изделию и ряд минусов:
- малый диапазон толщин заготовок;
- потребность в дополнительных флюсах;
- непригодность для сварки стыков в трубопроводах и сосудах высокого давления.
Указанные недостатки компенсируются доступной ценой и внимательностью к правилам применения. Если не пытаться использовать АНО для соединения заготовок большой толщины или стыков высокого давления — они не разочаруют покупателя.
Электроды АНО-21
Электроды Арсенал АНО-21 используются для сварки деталей толщиной от одного до четырех миллиметров, изготовленных из низколегированных и углеродистых сталей. Эта модель выпускается с диаметрами 2,0; 2,5; 3,0 и 4,0 миллиметра.
Для их изготовления используется проволока, содержащая добавки, которые увеличивают значение коэффициента поверхностного натяжения образуемого наплава. Это дает возможность заниматься швами, расположенными в потолочном и вертикальном положении, не опасаясь того, что из сварочной ванны произойдет вытекание металла.
К достоинствам электродов АНО-21 относятся: легкий поджиг дуги, стабильность ее горения, формирование легкоудаляемого шлака, прочность и долговечность шва, который является герметичным. Однако, их нельзя использовать при необходимости сваривать детали большой толщины и стыков трубопроводов, находящихся под высоким давлением. Если сосуды работают под низким давлением, то возможно использование этого вида электродов.
Сварочные характеристики
Особенности электродов:
- диаметр изделий – 1-5 мм;
- покрытие – рутиловое;
- разбрызгивание металла – не превышает 4%;
- часовой расход – 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв – не менее 460 МПа;
- удлинение – 18%;
- вязкость – 80 Дж/см²;
- угол загиба соединения – 150°.
Рекомендуем к прочтению Главные особенности и нюансы применения электродов типа Э50А
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.
 Ровный сварочный шов.
Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке – 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.
 При сварке электродом АНО-21 брызг почти нет.
При сварке электродом АНО-21 брызг почти нет.
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | – | – | 160-190 | 150-170 | 150-180 |
| 5 | – | – | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Применение
Сварочные электроды АНО-21 могут применяться при сварке многих типов сталей. От марки «Ст3кп» до «Ст20к». Можно варить конструкционные и углеродистые стали. Максимальная толщина металла — 5 миллиметров. Стержням АНО-21 под силу любые типы соединений. И угловые, и стыковочные, и нахелесточные. Сварка возможна в любом пространственном положении. В числе вертикальном, когда шов формируется сверху-вниз.
Электроды подходят не только для выполнения несложной домашней или тренировочной сварки. Их можно использовать на производстве, поскольку получаемые швы отвечают всем требованиям по качеству. Вне зависимости от того, в каком пространственном положении будет произведена сварка. Отличное качество швов обеспечивается за счет устойчивой дуги и ее легкого поджига, а также простого удаления шлака после сварки.
В чем разница и общность с Э42, Э50, Э50А
Взаимозаменяемость расходных материалов по механическим свойствам отражается в буквенно-цифровом обозначении типа «Э46». В нем цифрами указывается величина временного сопротивления на разрыв в кгс/кв. мм. Это важный параметр для аналогии, так как от него зависит работоспособность конструкции. По механическим свойствам расходнику ОК 46 соответствуют следующие марки электродов: АНО-21, АНО-32, МР-3, ОЗС-12 и другие.
Упаковка сварочных электродов ОК 46.00
Расходники типа Э42 имеют несколько меньшую механическую прочность, чем расходники Э46. Однако при наличии соответствующих сварочных характеристик их можно использовать вместо электродов марки ОК46 для неответственных соединений.
Разница в прочностных свойствах между Э50 и Э46 достаточно большая. Э50А к тому же обладают повышенной пластичностью. В отличии от рутилового покрытия расходников ОК 46 электроды типа Э50 имеют основное покрытие. Из линейки электродов ЕСАБ к типу Э50 подходят марки ОК 48.00, ОК 48.04, ОК 53.70.
Техническая характеристика АНО-21
Технические параметры изделия предусматривают возможность работы при произвольной полярности переменного тока. При правильном хранении и подготовке электродов, как правило, в процессе сварки проблем с розжигом дуги не возникает.

Сварной шов формируется за счет небольших чешуйчатых наплывов, что является оптимальным вариантом для заготовок небольшой толщины, так как не возникает термических деформаций металла.
Электроды АНО-21 с обыкновенным покрытием и без дополнительной защиты не следует использовать для сварки алюминиевых конструкций и высокоуглеродистых марок стали, так как для подобных операций необходимы специальные изделия, содержащие дополнительные присадки, компенсирующие высокое содержание углерода.

Преимущества и недостатки АНО-21
Как и большинство других марок расходного материала для проведения сварочных работ, электроды АНО-21 обладают как преимуществами, так и недостатками.
Среди преимуществ отметим следующие:
- доступность на рынке и широкую популярность;
- низкую стоимость;
- легкий розжиг дуги вне зависимости от условий работы;
- формирование гладкого слоя шлака, легко отделяемого от наплава при проведении контроля;
- образование герметичного шва из мелкочешуйчатых наплывов.

Не обойдем стороной и недостатки:
- узость сферы применения;
- недостаточно надежное покрытие, что требует применения дополнительных флюсов и подготовки заготовок;
- недостаточная прочность шва, не выдерживающего серьезных ударных воздействий и давления;
- некачественный шов при работе с заготовками значительной толщины.








АНО 18
Электроды типа Э46 (Госстандарт 9466/67-75). Имеют рутиловое покрытие. Изготавливаются из сплошной проволоки марок Св08/08А. Используются для сварки различных марок низколегированных/углеродистых сталей. АНО 18 подходят для сваривания в режиме переменного тока и постоянного тока обратной/прямой полярности в вертикальной, нижней и потолочной пространственных позициях.
Этот вид штучных электродов рекомендуется применять для работы в условиях производственных цехов для сварки металлозаготовок средней и значительной толщины в горизонтальном рабочем положении. Серийно выпускаются электродные стержни 6/5/4 мм диаметром.
Технические характеристики электродов АНО-18.
Характеристики процесса наплавления: коэффициент – 1,9 кг/ч; средняя производительность – 10,5 г/Ач; расход: 1 кг чистой (без наличия шлаковых включений) массы наплава = 1,7 кг АНО 18.
Химсостав получаемых швов: фосфор – 0,028; кремний – 0,16; сера – 0,026; марганец – 0,75; углерод – 0,09.
Основные механические свойства шва при средней температуре: 471 МПа/373 МПа – временное сопротивление (ударная прочность)/предельная текучесть металла; 22% — значение относительного удлинения; 120 Дж/см2 – KCU (вязкость ударная).
Рабочие характеристики (позиция сварки/ток сварки (А)/диаметр АНО 18):
Горизонтальная – 280/380 – 6 мм; 200/300 – 5 мм; 170/230 – 3 мм.
Вертикальная – 150/200 – 5 мм; 140/180 – 4 мм.
Верхняя – 140/180 – 3 мм.
АНО 18 диаметром 6 мм не применяются для наложения вертикальных швов. В потолочной (верхней) позиции можно варить только электродами, имеющими диаметр 3 мм.
Условия применения электродов
Используются в условиях необходимости:
- покрытие остовное;
- в том случае, если изделие бракованное, осуществляется заварка их дефектов, литьевой метод;
- наплавляемый коэффициент, г/А-час- 10,0;
- производимая наплавка, для электрода ЦЧ диаметром 4,0 мм, кг/час- 1,1;
- количество расходных электродов на 1 кг наплавления, 1,8 килограмм;
- перед тем, как приступить к сварке, необходимо очистить и обезжирить детали с помощью химических и шлифовальных средств;
- весь процесс происходит под напряжением, имеющим обратную полярность;
- есть возможность работ с переменным напряжением трансформатора (больше 60 В);
- работа выполняется маленькими валами, составляющими по длине от 25 до 30 мм, охлаждающиеся окружающей средой и проковками ударов молоточка по шву и вокруг до 60°C;
- выполняемые работы с чугуном, имеющим высокую прочность, длину валика увеличивают. Ее размер от 80 до 100 мм.
Рисунок 3 — Процесс сварки
В настоящее время известен ни один способ, с помощью которого можно скрепить друг с другом детали, сделанные из различных материалов. Для того чтобы соединить или исправить изъяны брака (сделать наплавление) кованого высококачественного чугуна, применим метод сварки с использованием электрода ЦЧ-4. Он имеет отличные технические данные и универсальные свойства применения.
Электроды сварочные Tigarbo АНО-21 2.5мм, 1кг
Электроды АНО-21 Ø2.5 используются для сварки широкого спектра конструкций, выполненных из углеродистых сталей различных марок. Они прекрасно подходят для работы с угловыми, стыковыми, а также нахлесточными соединениями стандартных и ответственных изделий. Это отличное решение для сварки и монтажа водопроводных и канализационных труб, а также газопроводов, предназначенных для эксплуатации под небольшим давлением.
АНО-21 Tigarbo 2,5 мм предназначены для работы с заготовками, обладающими толщиной от 3 до 5мм. Они рассчитаны на переменный и постоянный ток
Обращаем внимание, что влажность в покрытии представленных электродов перед применением не должна превышать 0,9%. При попадании влаги либо продолжительном хранении в неподходящих условиях надо выполнить прокаливание при температуре примерно 120С на протяжении около получаса. Среди основных достоинств стоит выделить:
Среди основных достоинств стоит выделить:
- отличное сочетание доступной цены и отличного качества;
- простое зажигание и предельно стабильное горение дуги;
- лёгкую либо самостоятельную отделимость шлаковой корки;
- минимальные потери металла по причине возникающего при сварке разбрызгивания;
- мелкочешуйчатое вырабатывание шва при работе в любых положениях.
Характеристики электродов при сварке:
| Сварочная дуга | стабильное горение, легкий поджиг |
| Разбрызгивание | слабое |
| Отделимость шлаковой корки | легкая |
| Коэффициент наплавки | 7,0 — 8,0 г/А·ч |
| Коэффициент разбрызгивания | 2,0 — 4,0 % |
| Выход металла | 63 — 68 % |
| Расход электродов на 1 кг наплавленного металла | 1,65 кг |
Рекомендуемые значения тока сварочных электродов при сварке (А)
| Диаметр электрода, мм | Сила тока, А | Напряжение дуги, В | |||
| Нижнее | Вертикальное /снизу-вверх/ | Вертикальное /сверху-вниз/ | Потолочное | ||
| 1,6 | 50-75 | 50-70 | 50-70 | 50-70 | 20-23 |
| 2 | 50-90 | 70-90 | 50-70 | 50-70 | 22-25 |
| 2,5 | 50-100 | 80-100 | 60-90 | 70-100 | 22-25 |
| 3 | 90-140 | 100-130 | 80-110 | 90-120 | 24-28 |
| 4 | 160-200 | 150-180 | 120-140 | 130-180 | 26-29 |
Менеджеры компании “Всё для сварки” проконсультируют Вас по наличию и цене для любого заказа. Звоните по телефону +7(812)309-28-29 или пишите на почту Наши сотрудники с удовольствием Вам помогут!
Достоинства и недостатки
Как и любой расходный материал, электроды для сварки АНО-21 имеют достоинства и недостатки. Начнем с преимуществ:
- Доступны на рынке и очень популярны;
- Невысокая стоимость;
- Независимо от условий работы обеспечивается легкий розжиг дуги;
- Формируется легкий слой шлака, впоследствии без проблем отделяющийся от наплава при проведении процедуры контроля;
- Создается герметичный шов.
Эти достоинства выделяют данные электроды из линейки расходных материалов. Но не следует забывать и о недостатках, среди которых:
- Узкая сфера применения;
- Покрытие недостаточно надежное. Из-за этого требуется применять дополнительные флюсы и подготовку заготовок;
- Швы могут получиться недостаточно прочными, из-за чего они не выдерживают серьезного давления и нагрузок;
- Работа с заготовками значительной толщины невыгодна, поскольку получается плохой по качеству шов.
Мы разобрались с достоинствами и недостатками данного расходного материала. Но большинства минусов можно избежать, если применять электроды в конкретной сфере и не пробовать для конструкций значительной толщины. А дополнительные детали сравнительно недорогие, и их можно поставить для обеспечения прочности электродов.
Электроды Стандарт
Выбор электродов
При выборе следует обратить внимание на параметры материала:
— состав покрытия;
— расход электродов на один килограмм наплавленного металла;
— коэффициент наплавки.
Когда подбираются электроды, следует учитывать глубину провара и толщину сварочного шва. На эти факторы значительно влияют: сила сварочного тока, полярность и сечение электрода.
Виды сварочных электродов
С целью придания жесткости соединениям изделий металлопроката не всегда подходит болтовое соединение или связывание. Электросварка часто является единственным методом, позволяющим улучшить параметры стойкости конструкции. Из всех типов электросварки самая распространенная сварка электродами. Каждому типу свариваемых сплавов предназначены определенные электроды.
Сварочные электроды марки стандарт пользуются большой популярностью. Они легко зажигаются и не требуют особой подготовки, то есть прокалки. Благодаря этим особенностям, они легко поддаются начинающим сварщикам. Сварочные электроды УОНИ — более серьезные, от других марок их отличает плотность шва. Они требуют использование качественного сварочного аппарата, а также профессиональных навыков у сварщика. При работе с данным типом электродов надо на протяжении сварки выдерживать короткую дугу.
Преимущества и особенности электродов стандарт
Сварочные электроды стандарт успешно конкурируют с более дорогой продукцией производителей сварочного и паяльного оборудования практически не уступая в качестве. Электроды стандарт — это настоящая находка для новичков, так как они могут с легкостью освоить сварочные азы, используя данный материал.
Электроды стандарт изготовлены по улучшенной рецептуре, обеспечивающей отличные сварочно-технологические свойства в процессе сварки малогабаритных (бытовых) трансформаторов. Они обеспечивают легкое зажигание дуги. После формирования шва наблюдается чешуйчатое соединение и шлаковая корка удаляется самопроизвольно.
Используются электроды стандарт для прихваток, корневых и коротких швов в сети низкого напряжения. Также они широко применяются при работе с металлом, имеющим небольшую коррозию на поверхности и при сварке стали с гальваническим покрытием.




Характеристики электродов стандарт
Химический состав рутилового покрытия, а также геометрические размеры электродов марки стандарт регламентируются принятыми техническими условиями ТУ У 05416923.001-95, принятыми стандартами ISO 2560, DIN 1913, а также гостами ГОСТами 9466-75 и 9467-75. Электроды производятся с диаметрами 2,5 мм, 3,03 мм, и другие.
Электроды серии стандарт производятся в герметичной тройной упаковке, за счет чего, при соблюдении условий хранения продукции, не требуется прокалка перед работой. В случае превышения влажности покрытия от 0,9%, электроды надо прокалить при температуре 120°C не менее 40 минут.
Предназначение электродов стандарт
Сварочные электроды популярной торговой марки стандарт предназначены для выполнения ручной дуговой сварки в конструкциях и деталях из углеродистых марок стали. В процессе их изготовления используются исходные материалы высокого качества, которые отличаются пониженной концентрацией вредных выделений в составе сварочного аэрозоля. Могут применяться при сварке газо- и водопроводов малого давления.
Электроды марки стандарт обеспечивают качественное сваривание угловых и стыковых соединений. С их помощью осуществляется сварка деталей небольшой толщины «внахлест» при ремонтах водопроводов и прочих металлических конструкций. Электроды стандарт не требуют зачистки и особой подготовки кромок, а получаемый в результате сварки конечный шов не теряет качества даже при наличии на поверхности металла остатков гальванических покрытий, свариваемых деталей ржавчины и других видов загрязнений.
Электроды стандарт способны обеспечивать качественный, прочный шов при сварке различных конструкций в любых положениях в пространстве. Применяется процесс сварки с постоянным током прямой и обратной полярности и с переменным током при условии минимального напряжения холостого хода в источнике тока. Режим сварки зависит от положения сварочного шва и диаметра используемого электрода. Для сварки и наплавки чугуна Электроды по нержавейке avesta Электроды Уони 13 45 Электроды лэз-11
Сферы применения
Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.
Это интересно: Сварка нержавеющей стали маркировки 12х18н10т: познаем со всех сторон





