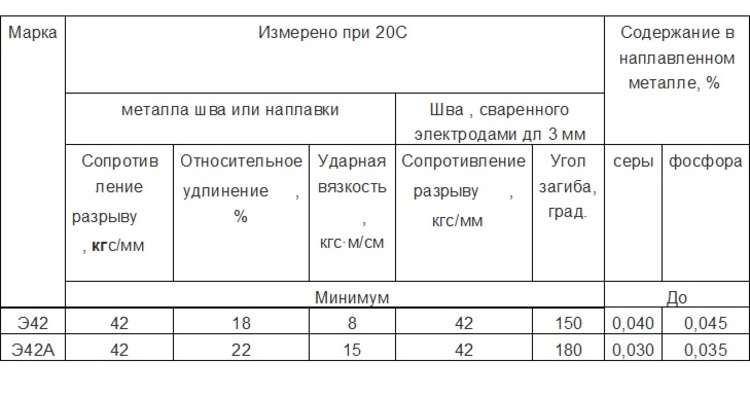
Электроды марки Э42А

функционируют от источника с постоянным или переменным током обратной полярности
- Сравнительно легкое зажигание дуги с устойчивым горением
- Расплавление на рабочем покрытии равномерное
- Ровное покрытие шва шлаком
- Шлак после сварочных работ должен легко удаляться
- Отсутствие на металлическом шве трещин, пор и непроваров.
Материал данной марки рекомендован для работ на высоте в монтажных условиях. Железный порошок, который содержится в поверхности катодов, значительно повышает уровень производительности сварочных процессов. В их составе содержится 60% массы покрытия, такие данные указаны в сертификатах. О высоком уровне качества электродов свидетельствуют отзывы специалистов-сварщиков, а также обычных потребителей, которым довелось с ними работать.
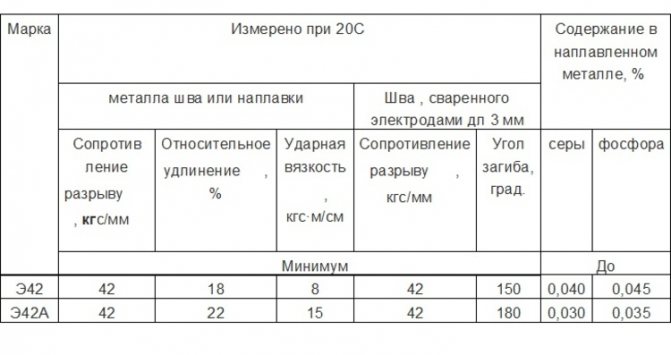
Технические характеристики марки Э42А
- Коэффициент «наплавок» — 9 г/Ач
- Стержневая длина — до 45 см
- Диаметр — 4-6 мм
- Расход на 1 кг наплавленного металла — 1,6 кг
- Временное сопротивление разрыву — 420 МПа
- Относительное удлинение — 22%
- Вязкость ударная при температуре +20 о С до -40 о С — 150 Дж/см 2
- Род тока электродов — постоянный обратной полярности
- Пространственное положение сварки — разные, кроме сверху вниз в вертикальной плоскости
- Почти не реагирует на изменение длины дуги, что в итоге дает высокое качество работы даже при нестабильном напряжении.
Наплавленный металл с химическим составом:
- Углерод — максимум 0,12%
- Марганец — 0,35-0,65%
- Кремний — 0,2- 0.3%
- Сера и фосфор — не более 0,03%.
Отличительные особенности и специфика применения

позволяет ему выдерживать большие нагрузки
У данного вида материала есть свои ограничения в использовании, например, сварка сверху вниз в вертикальной плоскости не ведется. Также для работы необходим источник питания — ток переменного или постоянного тока, но с обратной полярностью. В некоторых случаях, когда предъявляются к качеству шва особые требования, применяются унифицированные электроды данной марки.
Заключение
Электроды Э42А могут использоваться при выполнении любых видов монтажных или ремонтных работ, причем как опытными специалистами, так и начинающими сварщиками. По своей стоимости они немного выше, чем другие марки, за 1 килограмм изделий придется заплатить примерно 43 рубля.
Выбор
Начнем с диаметра. Здесь все просто: обычно диаметр электрода равен толщине металла, с которым вы собираетесь работать. Так электроды диаметром 4 мм или электроды диаметром 6 мм отлично подходят для толстых деталей, а 2мм и менее незаменимы при сварке тонких сталей.
Что касается марок, то ориентируйтесь на свои потребности. Если для вас важнее качество, то покупайте ОК 46.00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
Выбор производителя так же не должен быть проблемой. Если вы не готовы тратиться на электроды, то выбирайте продукцию российского производства. Если качество стоит на первом месте, а цена на последнем, то присмотритесь к зарубежным электродам. Например, к компании Kobelco.
Куда важнее сертификат качества, который вы можете запросить у продавца или производителя. Сертификат подтверждает, что купленные вами электроды соответствуют всем современным стандартам и являются подлинными. Есть одно «но»: на данный момент производитель не обязан проходить контроль качества. Это добровольное мероприятие. Но, с другой стороны, если компания все же снабдила свою продукцию сертификатами, значит она действительно ручается за их достойное качество.
Поэтому, если при покупке электродов у одного производителя есть сертификат, а другого нет, то конечно лучше предпочесть первого.
Это интересно: Прочие виды обработки металла
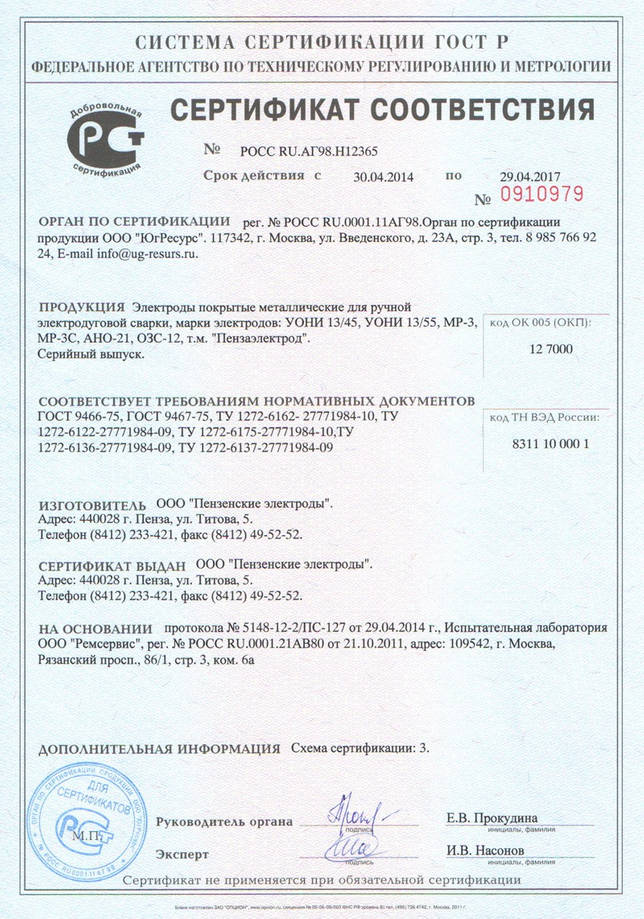
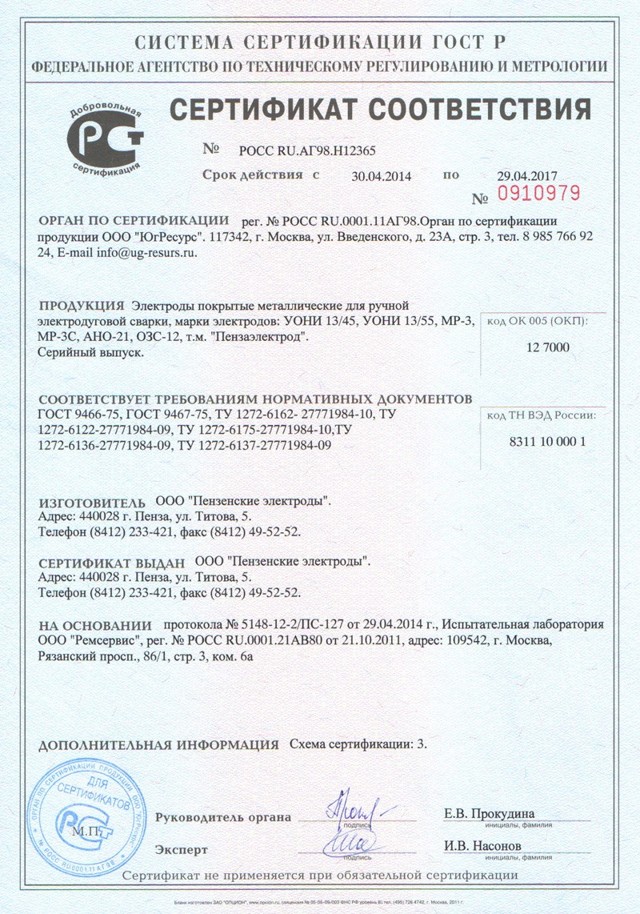
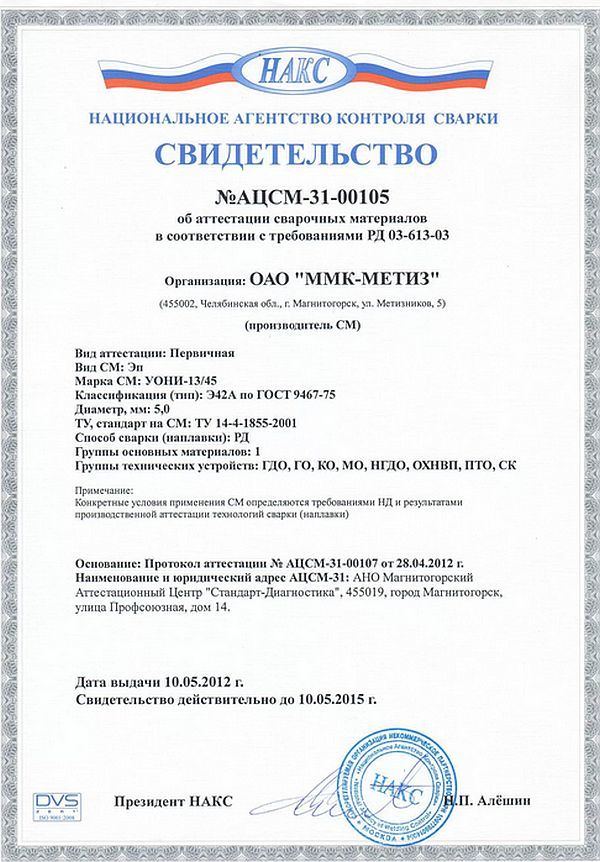
Сертификат соответствия на электроды
Электрод – один из составных элементов конструкции, отвечающий за передачу электрического тока. Внешне электроды чаще всего представляют собой стержень или пластину, изготавливаемую из передающих ток веществ, таких как металл или уголь. Область применения данной продукции разнообразна: чаще всего это сварочные работы, реже бытовые цели и химическая промышленность. Существует большое количество подвидов электродов, и в зависимости от требований, которые предъявляются к конечной продукции, выбирается один из них. Чаще можно встретить следующую условную классификацию электродов:
- металлические электроды сварочные;
- нержавеющие электроды сварочные;
- стальные электроды;
- угольные электроды (для гальванических элементов);
- графитовые токопроводящие электроды;
- стальные электроды.
Важное требование к электродам – их качество, так как именно от этого показателя зависит конечная безопасность продукции, которая производится с их помощью. Какие документы подтверждают качество электродов?
Какие документы подтверждают качество электродов?
Возможно, вы встречали формулировку «Сертификат качества на электроды». Она не совсем верна с юридической точки зрения, но это не значит, что для продукции не существует процедуры подтверждения качества. В данном случае мы можем говорить о сертификате соответствия на электроды, в частности, о Добровольном сертификате соответствия (ДСС) в системе ГОСТ Р. Электроды не указаны в 982 Постановлении Правительства, следовательно, их качество может быть подтверждено на добровольной основе. Добровольная сертификация наравне с обязательной подтверждает качество изготавливаемой и реализуемой продукции.



Общие сведения
Электроды марок ОЗЛ относятся к плавящимся расходным материалам для ручной дуговой сварки с основным покрытием. Стержень из легированного металла имеет разброс диаметров (в основном от 2,0 мм до 6,0 мм) для сварки различной толщины материалов.

Основное покрытие электродов ОЗЛ хорошо защищает поверхность сварочного шва при источнике питания на постоянном токе. При этом легированные стали сваривают на обратной полярности, на которой выделяется меньше тепла. Для таких чувствительных к перегреву сталей применение обратной полярности для расходников марки ОЗЛ – это способ получения качественного шва.
ВАЖНО! При выборе расходного материала для сварки обычной малоуглеродистой стали следует помнить, что расходники марки ОЗЛ предназначены в большей степени для сварки жаростойких сталей. Температуры плавления настолько разные, что при достижении жидкой фазы основного металла, электрод марки ОЗЛ даже еще не начнет плавиться.
Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить
Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка
Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить. Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка.
ГОСТ
Электроды ОЗЛ должны соответствовать нормативам ГОСТ 9466 – 75 и ГОСТ 10052-75. Первый стандарт регламентирует классификацию и общие требования к покрытым металлическим электродам для ручной дуговой сварки.

Электроды ОЗЛ-32
Второй стандарт обозначает типы покрытых электродов для ручной дуговой сварки коррозионностойких, жаростойких и жаропрочных высоколегированных сталей. К обоим стандартам относятся расходные материалы марки ОЗЛ.
Расшифровка
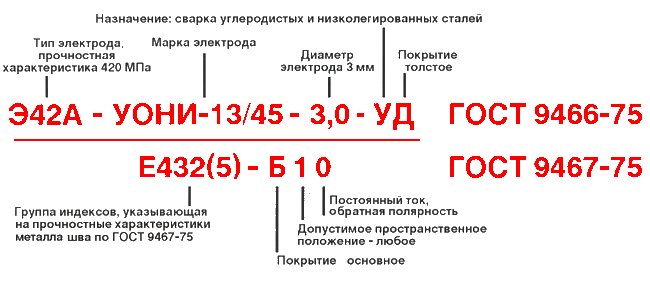
Условное обозначение электродов образуется на базе данных вышеуказанных стандартов. Пример обозначения расходного материала марки ОЗЛ – 6:
Э – 10Х25Н13Г2 — ОЗЛ – 6 — 3,0 — ВД / Е 2075 — Б20
Цифры и буквы соответствуют следующим основным характеристикам ОЗЛ – 6:
- Э – 10Х25Н13Г2 – таким обозначением определяется тип электрода по ГОСТ 10052 – 75;
- ОЗЛ-6 — марка, аббревиатура которой указывает на ее происхождение (данная создана на опытном заводе для сварки легированных сталей, много расходников ОЗЛ разработано на предприятии «Спецэлектрод» г. Москва);
- 3,0 — цифры обозначают диаметр стержня;
- В — указывает на назначение для сварки высоколегированных сталей с особенными свойствами;
- Д — определяет толщину покрытия (в данном случае – толстое);
- Е — определяет принадлежность электрода к покрытым для ручной дуговой сварки;
- 2075 — группа цифр, указывающая на некоторые технические характеристики наплавленного металла, а именно: «2» – отсутствие склонности к межкристаллитной коррозии, «0» – отсутствие данных по показателям усталостной прочности при работе на максимальной температуре, «7» – определяет значение максимальной рабочей температуры сварного соединения (в данном случае 910°С -1100°С), «5» – указывает на содержание ферритной фазы (в данном случае 2-10%);
- Б – указывает на покрытие электрода, в данном случае – основное;
- 2 — цифра указывает на возможность проведения сварки в следующих пространственных положениях: во всех положениях, кроме вертикального «сверху-вниз»;
- — определяет метод сварки, в данном случае на постоянном токе обратной полярности.
Производители
Российский рынок покрытых электродов для ручной дуговой сварки перенасыщен большим количеством российских, европейских и китайских производителей. Большинство из них в ассортименте кроме других видов имеют электроды марок ОЗЛ
Советуем обратить внимание на производителей, которые входят по результатам опросов в ТОП списка
Российские производители:
- «Спецэлектрод» г. Москва;
- «Шадринский электродный завод» г. Шадринск;
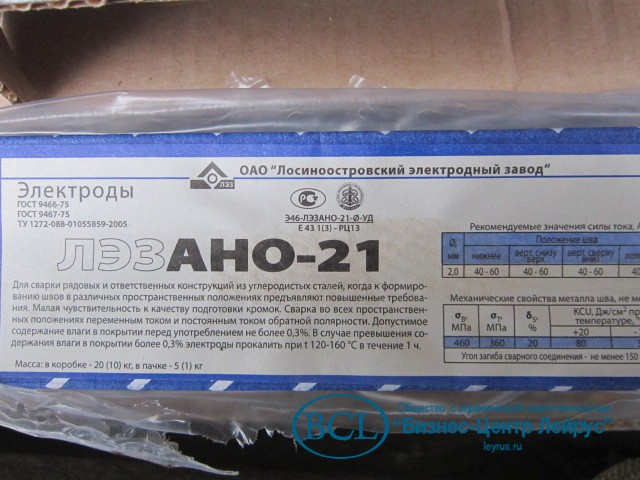
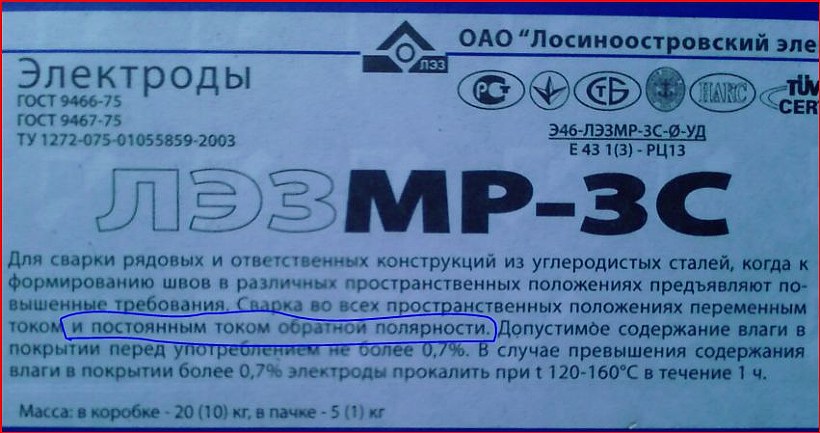
- «Лосиноостровский электродный завод» г. Москва;
- «Зеленоградский электродный завод» г. Зеленоград;
- «Ротекс» г. Кострома, г. Краснодар, г. Москва и другие.

Электроды ОЗЛ-312 СпецЭлектрод
Производители из ближнего зарубежья:
- «ПлазмаТек» (Украина);
- «ВИСТЕК» г. Бахмут (Украина);
- «Оливер» (Республика Беларусь) и другие.
Европейские производители:
- «ZELLER WELDING» г. Дюссельдорф (Германия);
- «ESAB» (Швеция);
- «KOBELCO» (Япония) и другие.
Китайские производители:
- «Golden Bridge»;
- S. I. A. «Resanta»;
- «EL KRAFT» и другие.
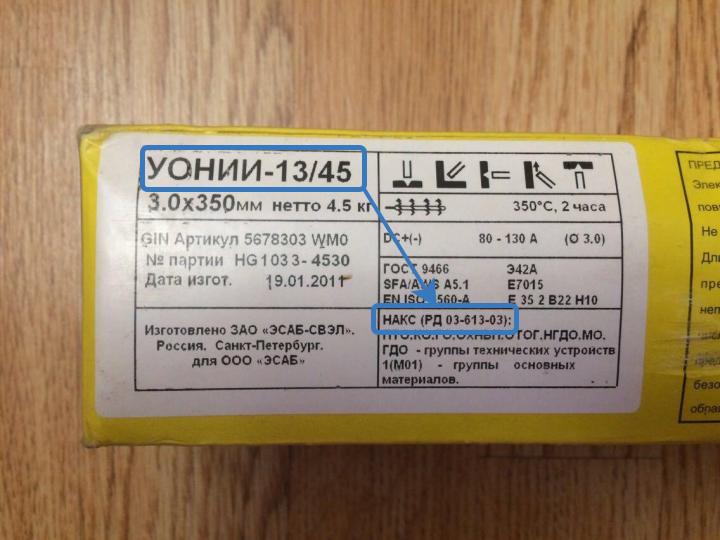
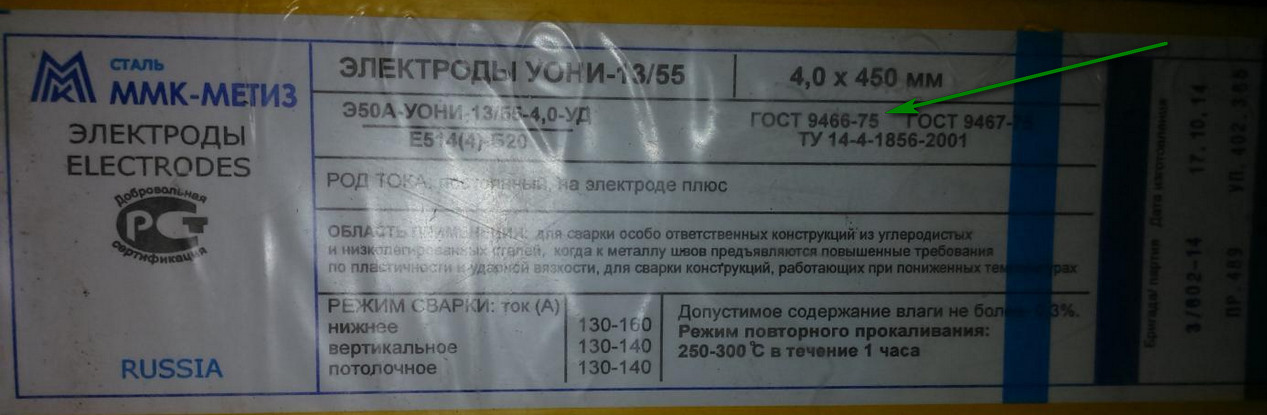
Сертификат качества на электроды марки УОНИ-13/55 3,0х350
Сертификат качества на электроды марки УОНИ-13/55 3,0х350
Техническая документация
- Сертификаты на материалы Линейная арматура для ЛЭП
- Провода и тросы для воздушных линий электропередач
- Железобетонные изделия
- Оборудование для ВЛ
- Трубы полиэтиленовые, электротехнические двустенные
- Трубы металлические и фасонные изделия
- Сварочные материалы
- Металлопрокат
- Рудные и нерудные материалы
- Лакокрасочные материалы
- Маслянные смазочно-охлаждающие жидкости
- Сети связи
- Отопление, вентиляция и кондиционирование, электроосвещение
- Прочие строительные материалы
Паспорта на материалы
- Линейная арматура для ЛЭП
Металлические опоры ЛЭП и комплектующие
Сваи стальные винтовые
Провода и тросы для воздушных линий электропередач
Кабельная продукция
Железобетонные изделия
Оборудование для ВЛ
Трубы полиэтиленовые, электротехнические двустенные
Трубы металлические и фасонные изделия
Сварочные материалы
Металлопрокат
Рудные и нерудные материалы
Лакокрасочные материалы
Кровельные и фасадные материалы
Маслянные смазочно-охлаждающие жидкости
Сети связи
Отопление, вентиляция и кондиционирование, электроосвещение
Прочие строительные материалы
Детское игровое оборудование
Материалы ВСП ЖД
Эксплуатационная документация
- Электротехническое оборудование для ВЛ, ОРУ, ЗРУ, ОПУ, КТПН
Охранно-пожарная сигнализация, электроосвещение, отопление, вентиляция и кондиционирование
Сети связи
Технологические карты ТК
- Сети связи (ВОЛС)
Электрические сети (ЛЭП)
Отделочные работы
Окна
Сварочные работы
ТТК в AutoCAD
Проекты производства работ ППР
Опалубка для фундамента и стен
Оставьте заявку
И получите консультацию в течении 2-ух часов
- Главная
- Полезное Инженеру ПТО
- Инженеру-проектировщику
Отзывы
Статьи
Контакты
Исполнительная документация
Строительные журналы
Акты на прием-сдачу работ
Протоколы испытаний
Приказы, наряд-допуска, инструкции и другое
Техническая документация
Сертификаты на материалы
- Линейная арматура для ЛЭП
Провода и тросы для воздушных линий электропередач
Железобетонные изделия
Оборудование для ВЛ
Трубы полиэтиленовые, электротехнические двустенные
Трубы металлические и фасонные изделия
Сварочные материалы
Металлопрокат
Рудные и нерудные материалы
Лакокрасочные материалы
Маслянные смазочно-охлаждающие жидкости
Сети связи
Отопление, вентиляция и кондиционирование, электроосвещение
Прочие строительные материалы
Паспорта на материалы
- Линейная арматура для ЛЭП
Металлические опоры ЛЭП и комплектующие
Сваи стальные винтовые
Провода и тросы для воздушных линий электропередач
Кабельная продукция
Железобетонные изделия
Оборудование для ВЛ
Трубы полиэтиленовые, электротехнические двустенные
Трубы металлические и фасонные изделия
Сварочные материалы
Металлопрокат
Рудные и нерудные материалы
Лакокрасочные материалы
Кровельные и фасадные материалы
Маслянные смазочно-охлаждающие жидкости
Сети связи
Отопление, вентиляция и кондиционирование, электроосвещение
Прочие строительные материалы
Детское игровое оборудование
Материалы ВСП ЖД
Эксплуатационная документация
- Электротехническое оборудование для ВЛ, ОРУ, ЗРУ, ОПУ, КТПН
Охранно-пожарная сигнализация, электроосвещение, отопление, вентиляция и кондиционирование
Сети связи
Технологические карты ТК
- Сети связи (ВОЛС)
Электрические сети (ЛЭП)
Отделочные работы
Окна
Сварочные работы
ТТК в AutoCAD
Проекты производства работ ППР
Файлы cookie помогают нам улучшать качество предлагаемых интернет-пользователям услуг. Оставаясь на сайте, вы соглашаетесь на использование нами файлов cookie.


Металл шва или наплавка
В ходе наплавочной операции наносят слой металла, или присадочного материала, на поверхность заготовки. Причины выполнения наплавочных операций могут быть следующими:
- ремонт изношенного или поврежденного узла механизма;
- доведение геометрических размеров заготовки до заданных в проекте при установлении факта устранимого брака;
- создание металлического покрытия с целью улучшить такие физико-химические свойства основной детали, как прочность или устойчивость к коррозии;
При выполнении наплавочной операции электрод следует по заданной траектории над поверхностью основной детали. Металл расплавляется и, смешиваясь с металлом электрода, образует на поверхности детали сплошной наплавленный слой. Иногда наплавку проводят в несколько слоев, масса ее на особо крупных деталях может доходить до нескольких тонн.
По окончании наплавки деталь подвергается механической обработке для точного доведения геометрических размеров до заданных величин. Если требуется наплавка малых объемов, Э42 вполне способен заменить собой специализированные наплавочные электроды.
Общая информация
Электроды марки э42 предназначены для электродуговой сварки. Данный тип электродов — один из самых часто применяемых. Им варят или ремонтируют металлические конструкции и изделия из стали. Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже.
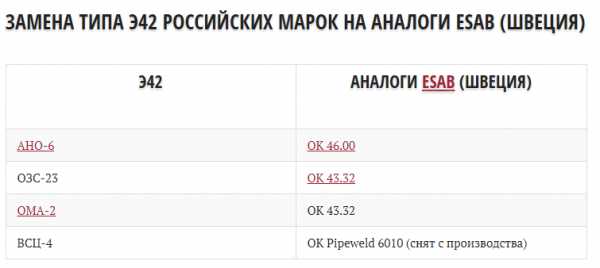
К типу Э42 относятся марки электродов АНО-6, АНО-6М, АНО-17, ВСЦ-4, ВСЦ-4М, ОЗС-23, ОМА-2. Это отечественная маркировка. У зарубежных производителей (например, ESAB или Kobelco) своя маркировка. Если вы не знаете, что марка электрода и как правильно выполняется расшифровка, то прочтите эту статью.
У каждой марки электродов, относящейся к типу Э42, свои технические характеристики. Поэтому их нужно изучать отдельно для каждой марки. Нельзя сказать, что все электроды типа Э42 имеют одно покрытие или один сценарий применения. Это ошибочное утверждение.
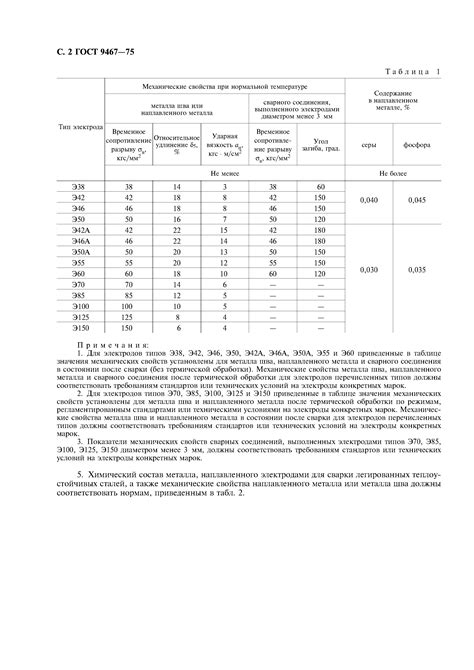
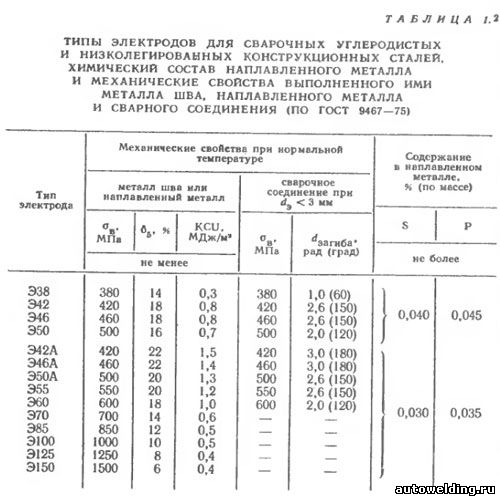
Требования ГОСТ
ГОСТ 9467-75 определяет технические условия на производство, требования к химическому составу и физико-механическим свойствам электродов. В нем также регламентированы:
- процедуры контроля качества;
- приемка продукции;
- упаковка и отгрузка;
- порядок хранения.
Все заводы–изготовители, желающие поставлять на рынок электроды типа Э42 и Э42А, обязаны выполнять требования ГОСТ и проходить периодическую сертификацию в уполномоченных организациях. По специальной договоренности между производителем и поставщиком возможны отклонения от требований ГОСТ. В этом случае изделие выпускается принимается по техническим условиям, утвержденным обеими сторонами.
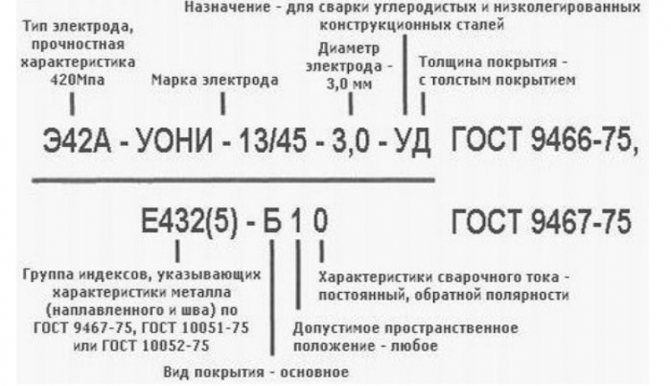
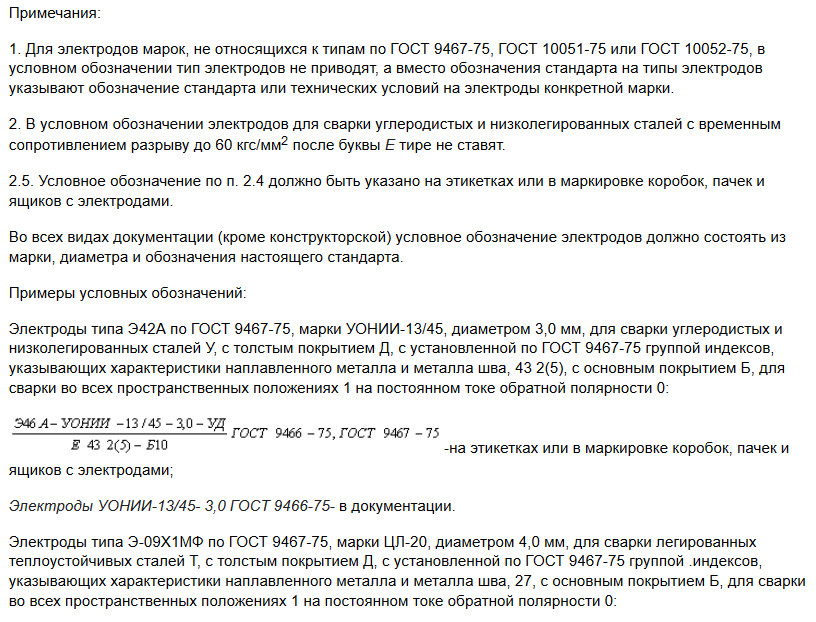
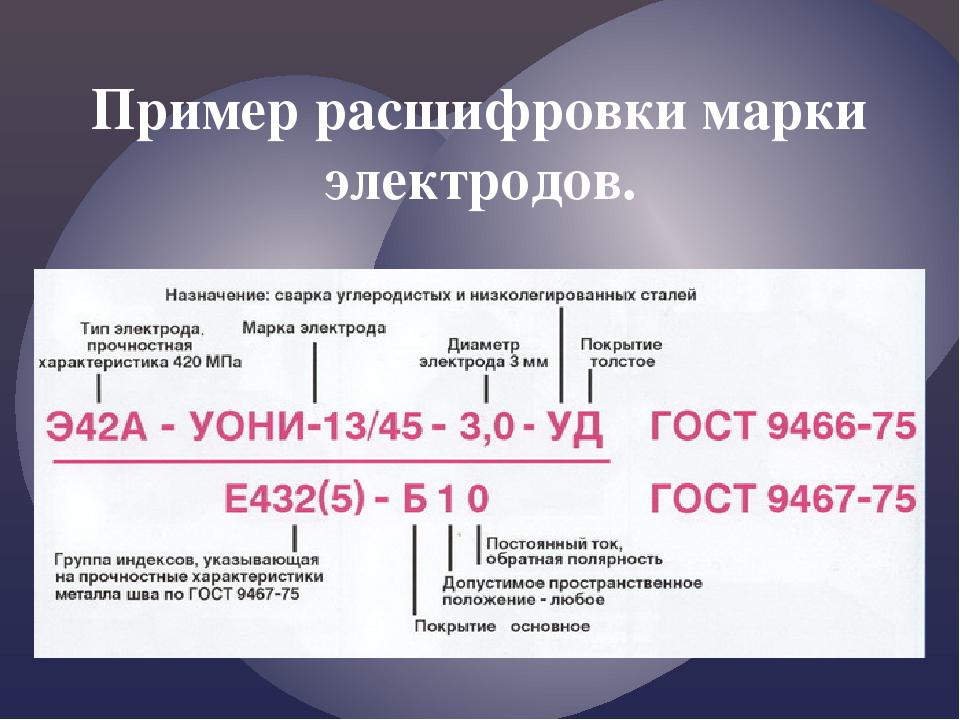
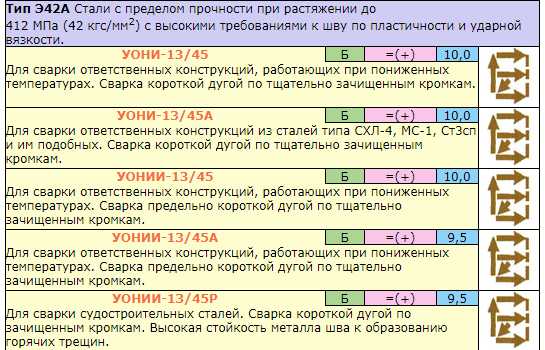
Расшифровка, особенности и назначение электродов Э42А
Расшифровка обозначения:
- Тип электрода – Э. Буква считается официальным обозначением расходного материала.
- 42 — цифры значат предел прочности и измеряются в Мегапаскалях. Расчет идет на 1 квадратный мм сечения шва. Готовый шов выдерживает напряжение до 40 кг.
- А — электроды с этой буквой считаются улучшенным аналогом Э42. У них лучше свойства, важные при сварке, а именно химический состав, пластичность и вязкость.
Перед тем как начинать работать с этими расходниками, необходимо знать особенности и специфику их применения:
- После окончания работ шлаковую корку легко удалить.
- Не нужно обладать большим практическим опытом для работы с электродами Э42А.
- Экономичный расход.
- Готовый сварной шов обладает высокими показателями пластичности и прочности. Он выдерживает значительные нагрузки при изломе.
- Оптимальное соотношение цена/качество.
- Дуга зажигается легко.
- Многообразие в плане выбора диаметров (от 4-х до 12-ти).
- Сочетаются с большим количеством флюсовых обмазок.
- Шов, образующийся при сварке этими расходными элементами, получается однородным. Если технология была соблюдена по всем правилам, он не будет иметь пор и пустот.
Расходные материалы для сварочных аппаратов этого типа распространены на строительном рынке благодаря тому, что с их помощью получаются качественные соединения деталей, изготавливаемых из низкоуглеродистых сталей. Они распространены в строительстве и различных сферах промышленности. Однако при работе с высокоуглеродистыми сталями шов получается некачественным. В процессе эксплуатации на соединении возникают трещины, которые постепенно приведут конструкцию в негодное состояние.
С помощью этих расходных элементов можно проводить монтажные работы на неочищенных поверхностях. Ими возможно соединять как тонкие, так и толстые листы металла. Перед тем как начинать соединение деталей более 4 мм в толщине, требуется подготовить кромки. Для сваривания деталей толщиной более 8 мм необходимо использовать электроды диаметром в 8 мм.
При изначальной просушке и прокалке дуга будет без проблем зажигаться в первый и последующие разы. Во время плавки металла на расходных элементах он не растекается и создает плотный шов. Недостаток электродов Э42А заключается в том, что у них плохая пластичность. Из-за этого швы на тонких металлах получаются ненадежными. Чтобы компенсировать этот недостаток, нужно использовать флюс.
Электроды Э42 применяются в промышленности и частном производстве. При их использовании создаются металлоконструкции, и проводятся работы небольшой ответственности. Часто они требуются в мастерских, специализирующихся на ремонте. Актуально применять электроды Э42, если через мастерскую проходит большое количество деталей, изготовленных из металлов с малым содержанием углерода. Могут использоваться для починки газопроводов и водопроводов. Важные условия в этом случае — тонкие трубы и низкое давление газа либо жидкости в них.
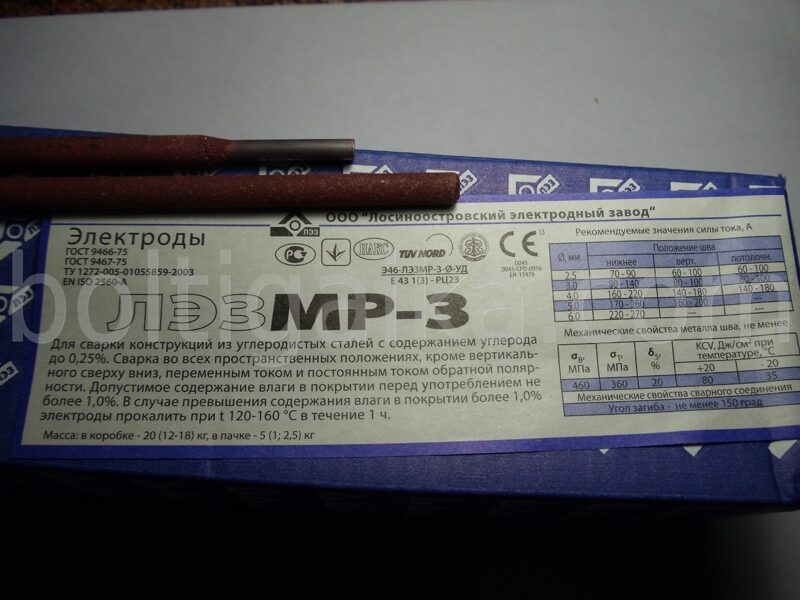
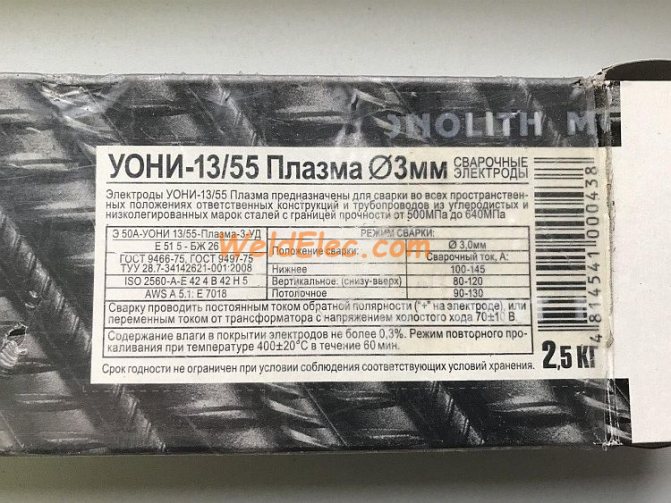
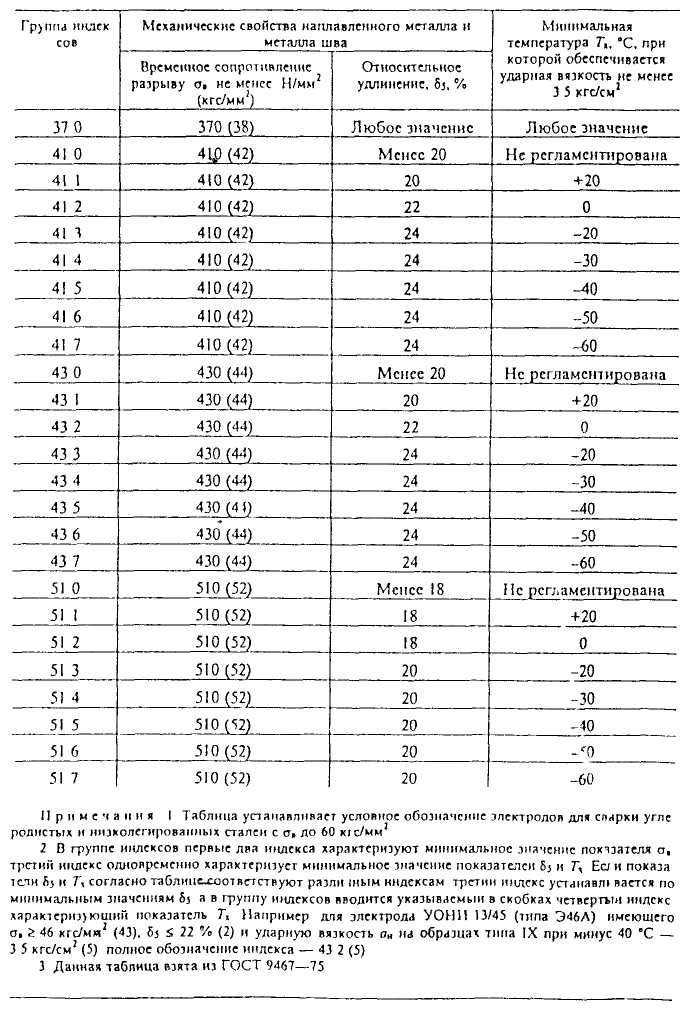
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
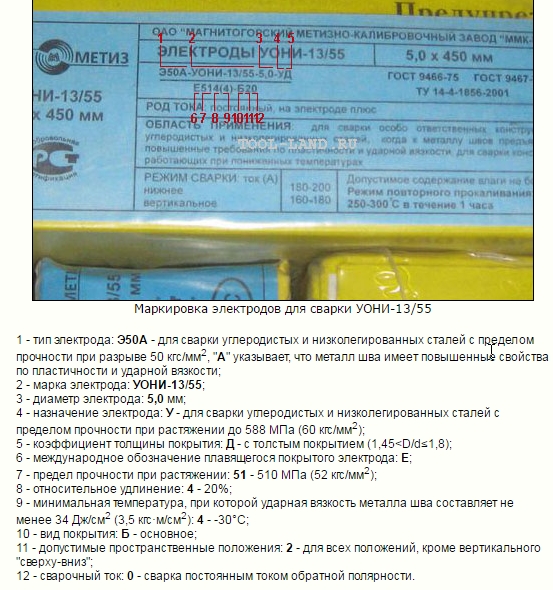

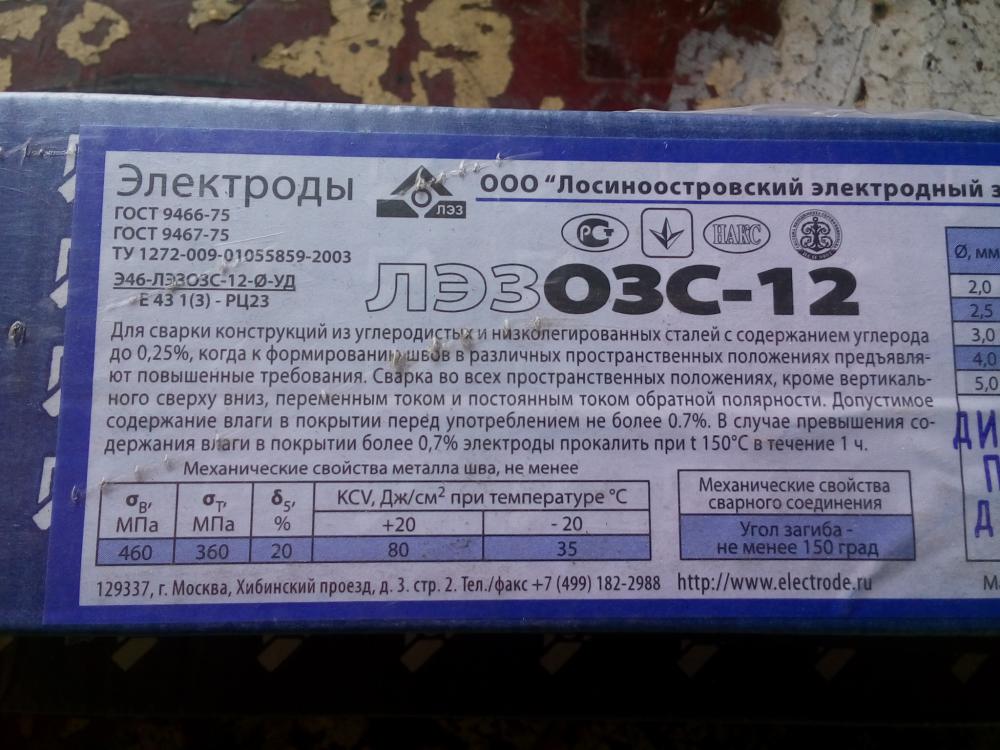

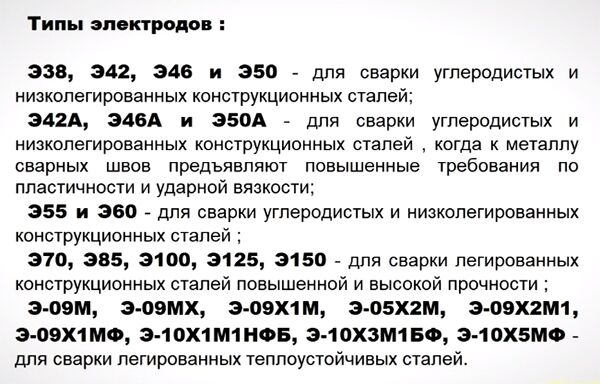
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
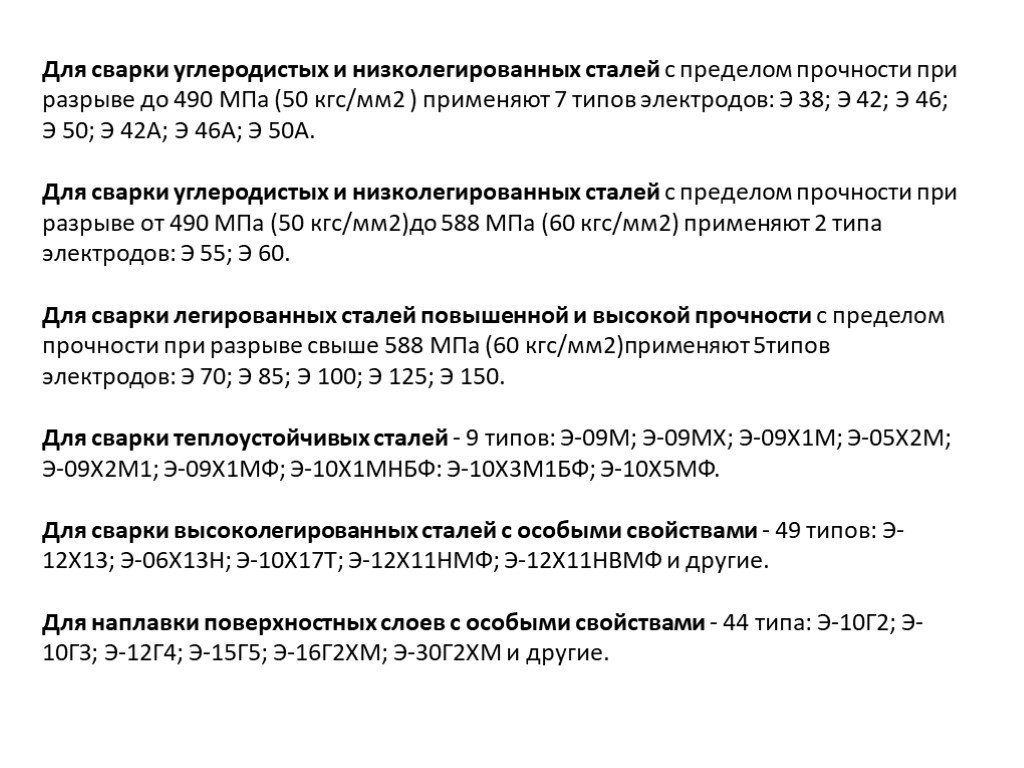
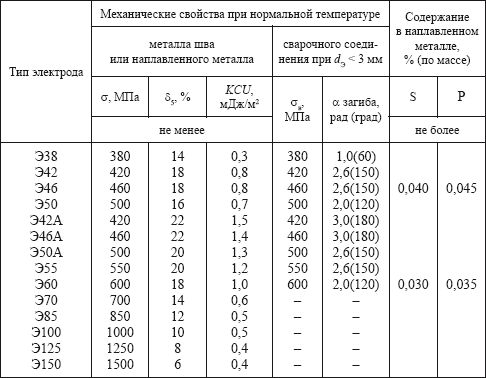
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
https://www.youtube.com/embed/frVuytuqFxg
Аналоги
У изделий серии Э42 существуют аналогичные по своим свойствам электроды, которые при определенных ограничениях можно использовать в качестве замены. Определяющим в вопросе подбора аналогов является химический состав сварочной проволоки, лежащей в основе изделия.
Стандарт допускает применение проволоки марок Св 08 и Св 08а. Практически, любой электрод на такой основе будет выдавать близкие физико-механические параметры шовного материала, высоковязкого и пластичного.
 Следующие марки являются близкими функциональными аналогами Э42:
Следующие марки являются близкими функциональными аналогами Э42:
- Огонек, позволяет сваривать заготовки толщиной от 1 до 3 мм, допускается направление сверху вниз в вертикальном сварочном положении;
- АНО 6м, работает как на укороченной, так и на обычной длине дуги, снижено разбрызгивание металла;
- АНО-17, специализированы для работы с заготовками большой толщины и протяженными соединениями, аналог электродов э42а диаметром 4-6 мм;
- ВСЦ-4 (м), адаптирован для сварки трубопроводов;
- ОЗС 23, приспособлены для соединения тонколистовых конструкций малого веса, не выделяет вредные вещества в атмосферу;
- ОМА 2, для работы на увеличенной длине дуги по вертикальным швам, для заготовок толщиной до 3 мм, со сниженной проплавляемостью.
Полным функциональным аналогом Э42, даже превосходящим его по ряду параметров, считают электроды производства ESAB OK-4600, OK Pipeweld-6010.
Это интересно: Электроды по нержавейке — маркировка элементов для сварки
Особенности эксплуатации
Электроды Э42 просты в применении, легко поджигаются и хорошо переносят броски напряжения. Большинство видов варит ржавый и влажный металл без потери прочности и пластичности соединения.
Шлаковая корка на поверхности шва легко отделяется, что удешевляет и ускоряет финишную обработку.
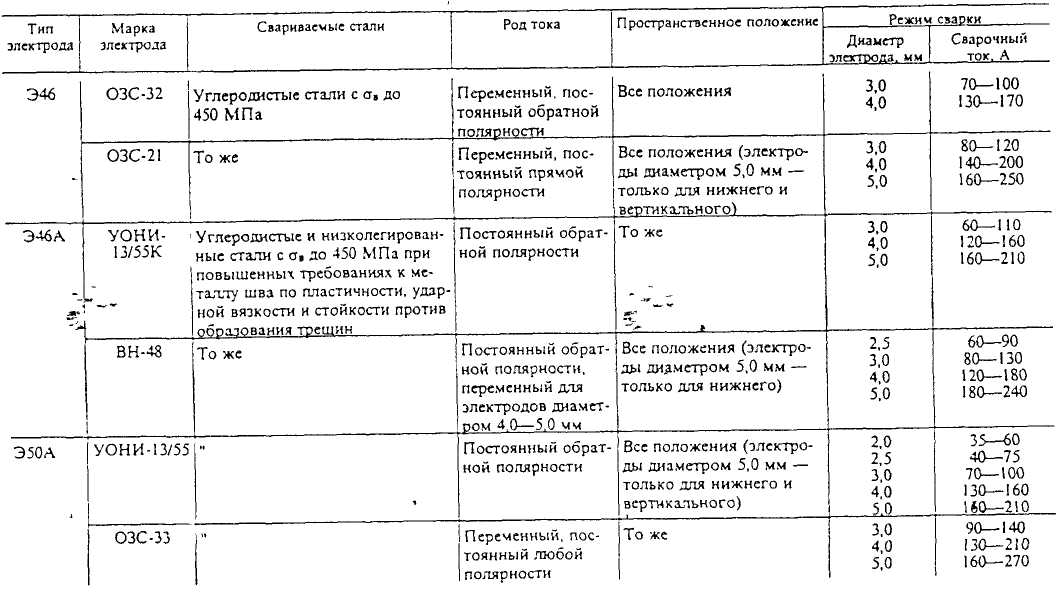
Режимы сварки
Это понятие обозначает действия и параметры, призванные обеспечить высокое качество шва при заданных условиях.

Режимы сварки обеспечивают высокое качество шва.
Показатели делятся на 2 группы:
- основные;
- дополнительные.
К первым относят:
- род и силу тока;
- диаметр электрода;
- напряжение дуги.
К дополнительным:
- пространственное положение шва;
- скорость перемещения расходника;
- состав и толщину металла.
Данные сведены в таблицу:
Рекомендуем к прочтению Как используются графитовые электроды
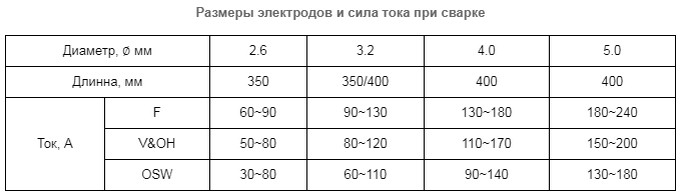
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Неправильный выбор электрода приводит к тому, что диаметр становится:
- Уменьшенным. Повреждается обмазка, дуга теряет стабильность.
- Увеличенным. Плотность тока падает, дугу водит по поверхности заготовки. Т.к. сложно выдержать постоянную длину, шов получается кривым, теряет прочность.
Режим сварки подбирают с учетом возможностей инвертора, т.е. максимального для данной модели ампеража. Вертикальные и потолочные швы варят расходником диаметром 4 миллиметра, независимо от толщины соединяемых деталей.






Режим сварки подбирают с учетом возможностей инвертора.
Скорость процесса влияет на ширину шва. При быстром перемещении тот сужается, и наоборот. Необходимо поддерживать оптимальную скорость, определяемую опытным путем.
В противном случае наблюдаются следующие последствия:
- Ускорение. Материал не успевает прогреться и расплавиться, стык получается плохо проваренным.
- Замедление. Металл вытекает, сечение наплавки и, как следствие, ее прочность уменьшаются.
Оптимальная длина дуги – 3-4 мм. Растягивание дает негативный эффект:
- За время пути от электрода до заготовки металл успевает окислиться.
- Дугу водит по поверхности, тепло распределяется на большую площадь, и материал хуже прогревается. Расплавленные капли застывают на нем, засоряя шов.
Существующие ограничения
Расходники Э42 не подходят для следующих условий:
- Выполнения вертикальных швов сверху вниз. Металл из сварочной ванны вытекает на необработанный участок.
- Соединения заготовок из средне- и высоколегированной стали, чугуна, цветных металлов.
- Сварки постоянным током прямой полярности (электрод-отрицательной).

Расходники Э42 не подходят для вертикальных швов. В последнем случае катодом выступает расходник. В сравнении с анодом температура у него выше (для плавящихся изделий).
Возможна ли работа с нержавейкой
Такие материалы варятся электродами, в составе которых присутствуют никель и хром. Э42 к этой категории не относятся, поэтому для работ с нержавеющими сталями непригодны.
Хранение электродов
Покрытие расходников, благодаря пористой структуре, является гигроскопичным, т.е. имеет склонность впитывать влагу. Отсыревшая обмазка крошится и плохо горит, вследствие чего шов не получает защиты от атмосферного кислорода, становится непрочным и хрупким.
Поэтому к месту хранения электродов выдвигаются следующие требования:
- Относительная влажность – менее 50%.
- Показания на термометре – не ниже +15°С. Значит, в холодный период года расходники должны находиться в отапливаемом помещении.
- Отсутствие перепадов температур.
- Защита от прямых солнечных лучей.

Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал. П. 2 и 3 призваны исключить конденсацию влаги на изделиях.
Указанные условия соблюдаются и в том случае, если электроды находятся в герметичной заводской упаковке. При повышенной влажности они и в ней могут со временем отсыреть.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал с утепленными стенками. Его можно изготовить своими руками из пластиковой трубы среднего или большого диаметра.
Рекомендуем к прочтению Описание электродов АНО-21
Перед использованием изделия подвергают прокалке, т.е. прогревают с целью высушить обмазку. Время процедуры и температура указаны на упаковке, необходимо строго их придерживаться. Перегрев особенно опасен для расходников с органическими веществами в обмазке.
Высушенные электроды пригодны к работе в течение 8 часов. Если за это время ими не воспользовались, прокалку можно повторить. Но количество процедур ограничено и для разных моделей составляет 2-4. Последующий нагрев приведет к отслоению покрытия.
Аналоги электродов Э42

При необходимости данные изделия можно заменить аналогичными. Главное, чтобы у новых электродов химический состав сварной проволоки был приближен к Э42. Для сварочных проволок данных электродов предусмотрены марки Св-08 и Св-08А. При помощи Э42 можно соединять углеродистые и низкоуглеродистые стали. Для образовавшихся швов характерны высокие показатели вязкости и пластичности. Данные электроды применяются преимущественно в случае, когда необходимо образовать сварной шов с временным показателем сопротивления на разрыв до 50 кг/мм. кв.
Если же требуются более высокие показатели металла шва, то сварщику следует использовать электроды другого типа. Широкое применение получил присадочный материал АНО-6. Данные электроды оснащены рутиловым покрытием. Их рабочие диаметры варьируются в пределах 4-6 мм. Используя данную марку, кромки соединяемых стальных изделий можно не зачищать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Применение АНО-6 обеспечивает отсутствие в швах мини-пор и трещин. Также для Э42 можно подобрать и другие аналоги. Одним из них считаются электроды Э42А. Предел прочности на разрыв у этих изделий составляет 412 МПа.
Также, в зависимости от выполняемых задач, сварщик может воспользоваться следующими марками электродов типа Э42:
- «Огонек». При помощи данных электродов соединяются стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
- «АНО-6М». Сварочные работы осуществляются за счет короткой или средней дуги. Разбрызгивание минимизировано.
- «АНО-17». Данные электроды предназначаются для соединения толстых металлов. Их применение характеризуется образованием длинных сварных швов.
- «ВСЦ-4». Данная марка применяется для сварочных работ с трубопроводом.
- «ВСЦ-4М». При помощи этих изделий обрабатываются стыки трубопроводов.
- «ОЗС-23». С их помощью можно выполнять сварочные работы в стальных конструкциях, имеющих малую толщину. Электроды обладают низкой токсичностью.
- «ОМА-2». Сварщик применяет удлиненную дугу. Используя данные электроды, можно сваривать отвесные металлоконструкции, толщина которых варьируется в пределах 0,8-3 мм. Для этого присадочного материала характерна низкая проплавляющая способность. Сварочные работы с «ОМА-2» осуществляются на окисленной поверхности.
Очень качественными аналогами электродов типа Э42 считаются шведские присадочные материалы OK-4600, OK-4332, OK Pipeweld-6010.