
Привод главного движения в станке
Линейный привод – это конструкция с бесконтактной передачей усилия, прямой привод без какой-либо кинематической цепи преобразования энергии в движение и вращательного движения в линейное, без люфтов, зоны нечувствительности и неравномерных подач. Все, что происходит при отработке каждого перемещения, это:
Командный импульс => Энергия взаимодействия магнитных полей => Линейное движение
В линейных приводах отсутствует многоступенчатое преобразование энергии в движение, что вызывает возникновение люфтов и неравномерных подач. Линейные приводы электроискрового станка способны корректировать зазор 500 раз в секунду с дискретностью подач 0,1 мкм. Выходит, оптимальный зазор практически в любой момент. И в итоге получаем оптимальные режимы, стабильно максимальный съем, высокую скорость обработки и качество поверхности.
Принцип работы электроискрового станка
Базируется обработка металлов электроискровым способом на свойстве электрического тока переносить вещество при пробое. При высоком напряжении и силе постоянного тока (1-60 А) анод (положительно заряженный электрод) нагревается до высокой температуры в пределах 10-15 тысяч градусов Цельсия, расплавляется, ионизируется и устремляется к катоду. Там, в силу электрических взаимодействий он осаживается.
Чтобы в процессе работы не возникала полноценная электрическая дуга, электроды сближаются только на короткие мгновения, длящиеся доли секунда. За это время возникает искра, разрушающая анод и наращивающая катод. Обрабатываемый участок подвергается нагреву и воздействию электротока на протяжении миллисекунд, при этом соседние области и лежащий ниже слой не успевают прогреться и структура их не нарушается. Проблема пограничных состояний не возникает в принципе.
Если требуется резка или сверление — катодом служит рабочий инструмент, а анодом — обрабатываемая деталь. При наращивании, укреплении поверхности или восстановлении формы детали, они меняются местами. Для этих видов обработки созданы специальные станки, каждый из которых выполняет свои операции.
Инструментом в установках электроэрозионного действия служат латунные или медно-графитные электроды, хорошо проводящие ток и недорогие в изготовлении. С их помощью можно резать и сверлить самые твердые сплавы. Чтобы металл катода не оседал на электроде и не увеличивал его размера, процесс происходит в жидкой среде — жидкость охлаждает капли расплава, и он не может осесть на электроде, даже если и достигает его. Вязкость жидкости определяет скорость движения материальных частиц, и они не успевают за током. Металл оседает в ванне в виде осадка и не мешает дальнейшему прохождению тока.
При наращивании поверхности деталей или укреплении, металл с анода переносится на катод. В этом случае на вибрационной установке закрепляется положительный электрод, служащий донором металла, а деталь присоединяется к отрицательному полюсу. Вода или масло в этом процессе не используются, все происходит в воздухе.
Самодельные электроэрозионные станки
Самодельный электроэрозионный станок целесообразно собирать в том случае, если высокоточные работы с металлом выполняются часто и в относительно больших объемах. Это сложное в изготовлении оборудование, которое редко используется в быту. Он оправдан в металлообрабатывающих цехах и мастерских в качестве финишного инструмента обработки заготовок после фрезерного или токарного станков или изготовления мелких деталей сложной конфигурации.
Принцип работы электроэрозионного станка требует изготовления как электронной схемы, генерирующей импульсный ток высокой силы, так и сложной механической части, обеспечивающей движение электрода (проволочного или штучного). Основная сложность — сделать генератор, который может за короткое время накопить достаточный для пробоя заряд, выбросить его за доли секунды и за столь же короткий промежуток восстановить его. При недостаточной плотности тока электроэрозионная обработка невозможна даже на тонких деталях из мягких металлов.
Основные части самодельного проволочного электроэрозионного станка:
- станина — чугун или сталь;
- рабочий стол — прочный пластик или нержавейка;
- ванна для диэлектрика, служащая рабочей зоной;
- система подачи проволоки (две катушки, электродвигатель, привод, направляющие);
- система управления электродом (для прошивочных);
- система запуска и остановки;
- блок прокачки диэлектрика — насос, фильтры, трубопроводы;
- генератор;
- система управления.
Последний пункт — один из самых сложных, необходимо синхронизировать подачу проволоки по скорости и направлению, частоту импульса и подачу диэлектрической жидкости. Следует учесть, что в процессе работы жидкость ионизируется, и свойства ее значительно изменяются.
В зависимости от схемы генератора станка, в нем используются весьма опасные токи величиной 1-30А при напряжении 220 В. Изоляция всех токопроводящих частей должна быть исключительно надежной. Как работает самодельный станок можно посмотреть на видео, или здесь.
После анализа различной информации из интернета, можно сделать вывод, что по-настоящему работоспособными являются только промышленные станки. Самоделки пригодны для гравировки, нанесения надписей, пиления тонких листов металла, с которым справиться может качественный профессиональный электролобзик.





Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Внимание! В промышленных установках, например, японская фирма по производству станков «Sodick» использует ванны из ударопрочного стекла. В них организуется поток жидкости в зону обработки, а также отвод отработавшей воды и последующая фильтрация.
Электроэрозионная обработка
 Самое первое промышленное оборудование данного класса было разработано специалистами фирмы «CHARMILLES TECH» еще в середине минувшего столетия, а станок, оснащенный ЧПУ, увидел свет в конце 60-ых годов. В сравнении с общеизвестными методиками обработки металлических сплавов — шлифовкой, литьем, ковкой, электроискровую технологию можно назвать самой современной и инновационной.
Самое первое промышленное оборудование данного класса было разработано специалистами фирмы «CHARMILLES TECH» еще в середине минувшего столетия, а станок, оснащенный ЧПУ, увидел свет в конце 60-ых годов. В сравнении с общеизвестными методиками обработки металлических сплавов — шлифовкой, литьем, ковкой, электроискровую технологию можно назвать самой современной и инновационной.
Металлы — электропроводящие материалы, поэтому обрабатывающая процедура с использованием электротока подходит для любых сплавов. С помощью электроэрозионного станка может осуществлять очень обширный перечень мероприятий: начиная от банального сверления или резания и заканчивая:
- Точечной шлифовкой;
- Восстановлением свойств поверхности;
- Повышением прочности;
- Имитацией;
- Напылением;
- Созданием гравировки.
Оборудование для электроэрозионной обработки основывается на особом принципе электродуги, приводящей к утрате вещества анодом и катодом. Непродолжительный электроимпульс способствует удалению вещества с анода, если же импульс будет более продолжительным, то вещество удаляется с катода. Электроэрозионный станок выдает обе разновидности электроимпульса. А обрабатываемые элементы и рабочие средства подключаются к отрицательному или же положительному полюсу.
 В станках данного типа применяется исключительно постоянный электроток. Показатели силы и напряжения тока находятся в прямой зависимости от характеристик металлического сплава, который подвергается обработке. Периодичность появления электроимпульсов зависит от отдаления/сближения обрабатываемой поверхности и электрода.
В станках данного типа применяется исключительно постоянный электроток. Показатели силы и напряжения тока находятся в прямой зависимости от характеристик металлического сплава, который подвергается обработке. Периодичность появления электроимпульсов зависит от отдаления/сближения обрабатываемой поверхности и электрода.
Обработка посредством электроимпульсной технологии, направленная на сверление или резание, осуществляется в особой жидкости — диэлектрике. В большинстве случаев при этом применяют керосин, масло или чистую воду. Манипуляции, связанные с укреплением, напылением и наращиванием поверхности, производятся в вакууме или в воздушной среде.
Резка металла
 Такая обработка применяется при создании деталей со сложными контурами, в ювелирном искусстве и для создания элементов из очень твердых металлов. Ограничения, связанные с толщиной и габаритами заготовок, зависят лишь от параметров станка. Как правило, эта технология используется в крупносерийном производстве, где не нужна никакая дополнительная обработка деталей.
Такая обработка применяется при создании деталей со сложными контурами, в ювелирном искусстве и для создания элементов из очень твердых металлов. Ограничения, связанные с толщиной и габаритами заготовок, зависят лишь от параметров станка. Как правило, эта технология используется в крупносерийном производстве, где не нужна никакая дополнительная обработка деталей.
Кстати, электроэрозионное обрабатывающее оборудование можно сделать и своими руками. Но тут нужно учитывать тот факт, что в станках самодельного типа трудно воплотить в жизнь самые главные достоинства этой технологии: универсальность и точность. Ведь тугоплавкие металлические сплавы и металлы нуждаются в значительном расходе энергии.
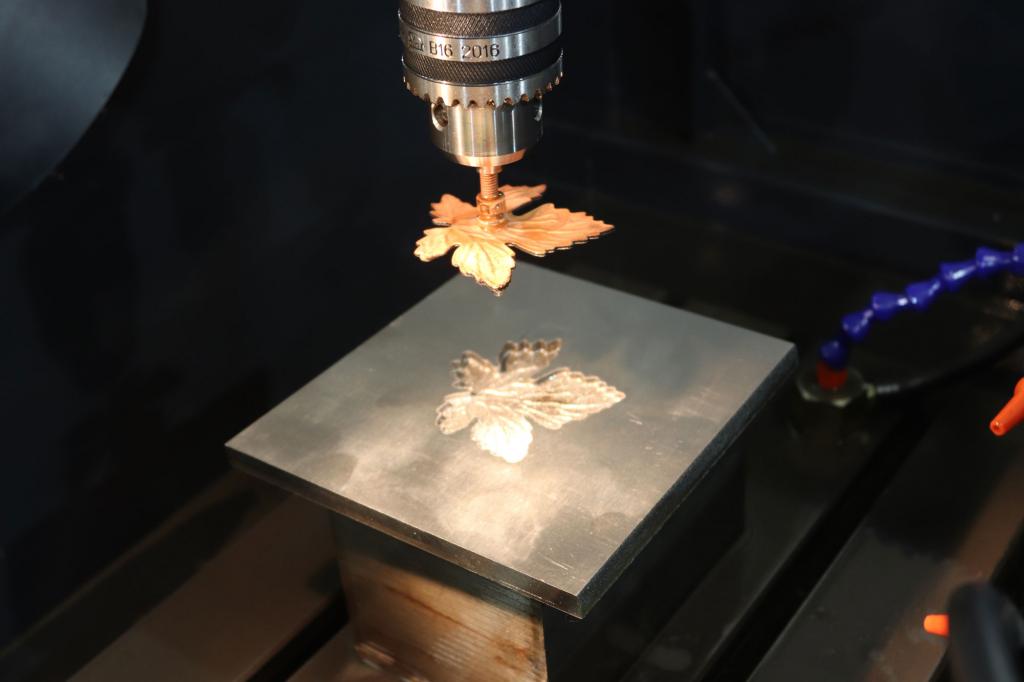
В промышленности используется две разновидности устройств: вырезной (проволочный) и прошивной электроэрозионный станок. Первый тип применяется относительно толстых деталей, второй — для максимально точного исполнения, связанного с копированием тех или иных элементов.
Электроимпульсная обработка
При электроимпульсной обработке используют электрические импульсы большой длительности (5…10 мс), в результате чего происходит дуговой разряд.
Большие мощности импульсов от электронных генераторов обеспечивают высокую производительность обработки.
Электроимпульсную обработку целесообразно применять при предварительной обработке штампов, турбинных лопаток, фасонных отверстий в детали из коррозионно-стойких и жаропрочных сплавов.
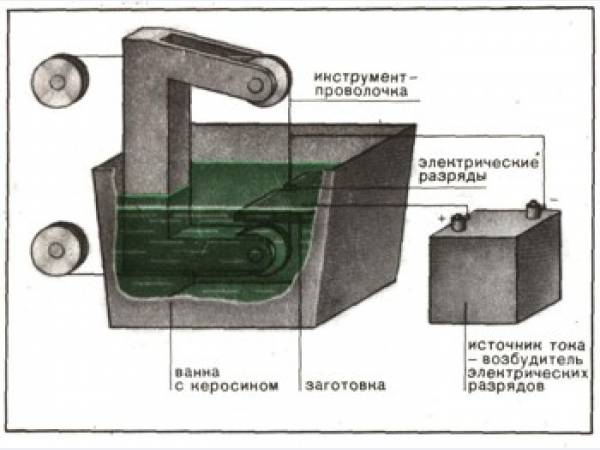
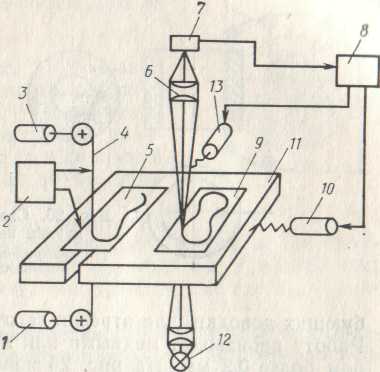
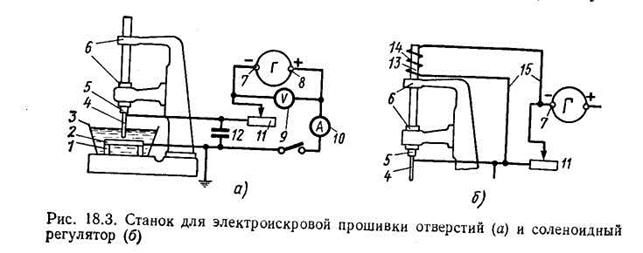
Схема обработки показана на рис.21.3.
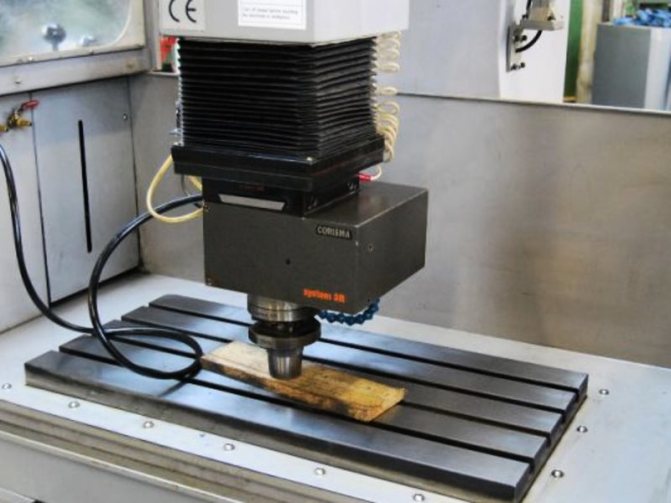

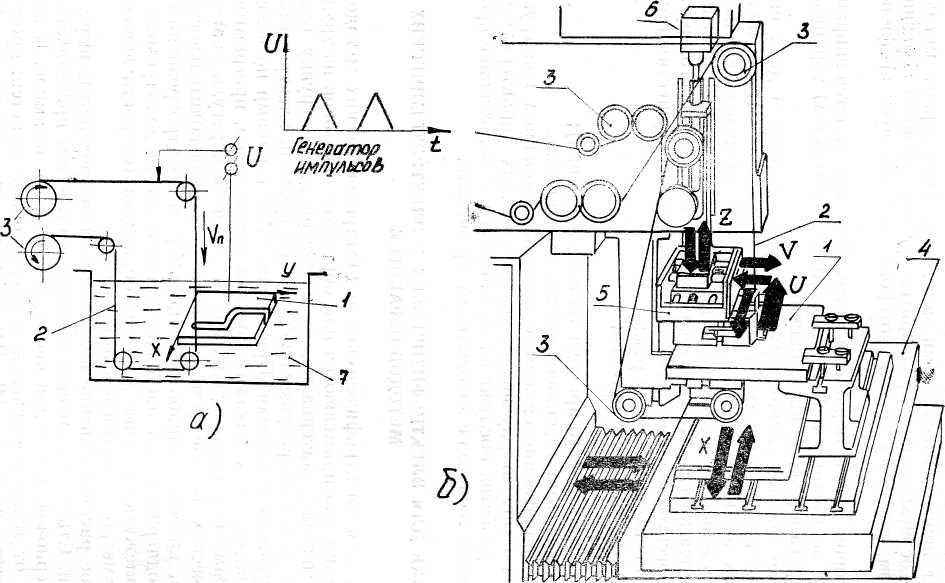
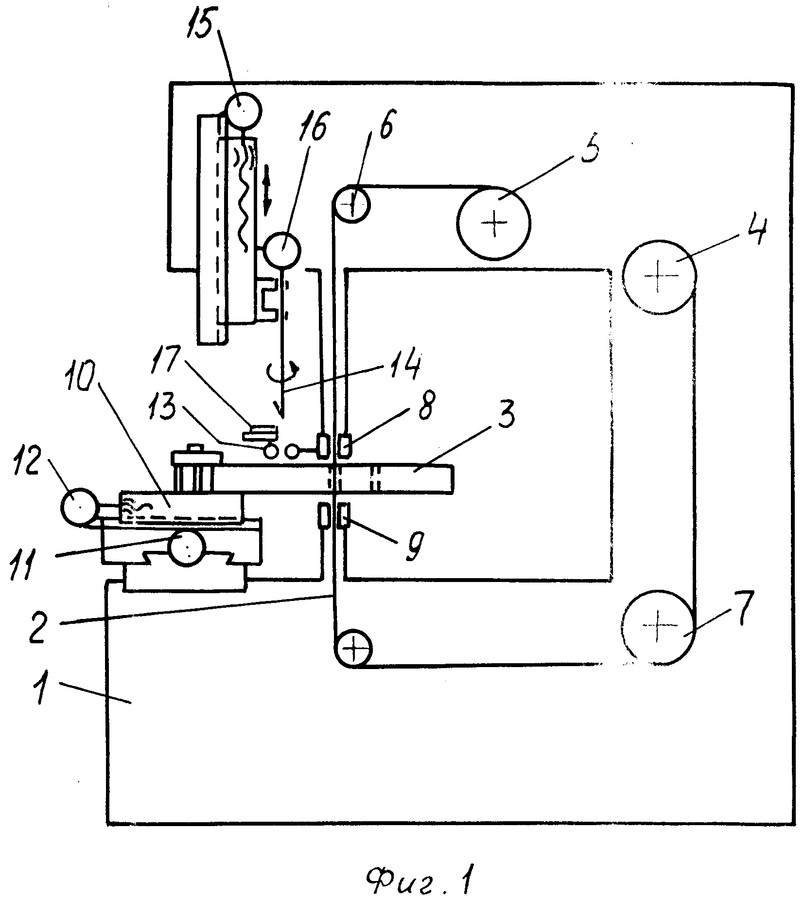
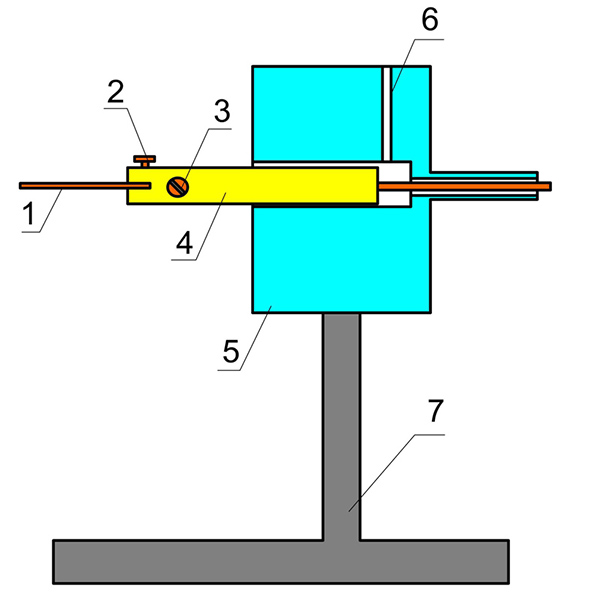

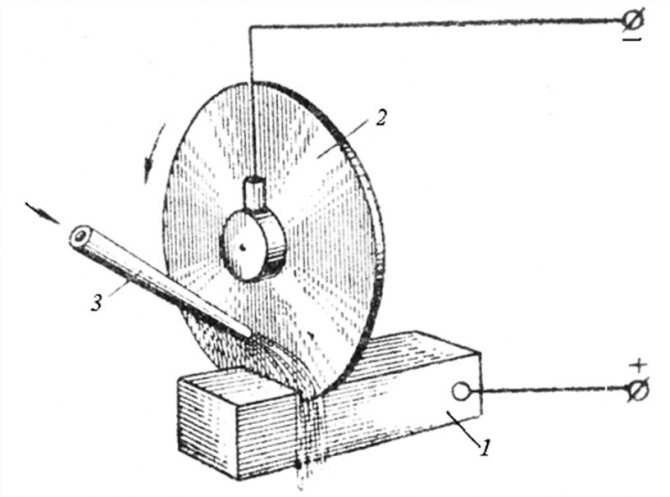
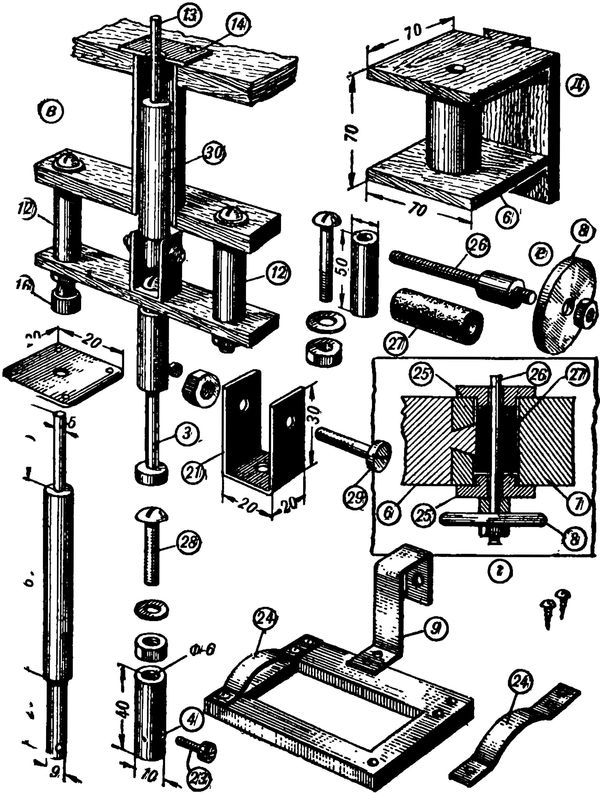

Рис. 21.3. Схема электроимпульсной обработки:
1 – электродвигатель; 2 – импульсный генератор постоянного тока; 3 – инструмент-электрод; 4 – заготовка-электрод; 5 – ванна.
Электроконтактная обработка основана на локальном нагреве заготовки в месте контакта с электродом-инструментом и удалении размягченного или расплавленного металла из зоны обработки механическим способом: относительным движением заготовки или инструмента.
Источником теплоты служат импульсные дуговые разряды.
Этот вид обработки рекомендуется для крупных деталей из углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких и специальных сплавов (рис.21.4).
Рис. 21.4. Схема электроконтактной обработки плоской поверхности:
1 – обрабатываемая заготовка; 2 – инструмент-электрод; 3 – трансформатор
Этот метод применяют для зачистки отливок от заливов, отрезки литниковых систем, зачистки проката, шлифования коррозионных деталей из труднообрабатываемых сплавов.
Выбор технических характеристик станка
Описывающие технологические свойства станков данной модели параметры являются: точность выполнения операций, перемещения по координатам, режимы и скорость подач, режимы резания и нагрузки, наличие механизированной смены инструмента, возможность установки дополнительного оборудования, потребляемая мощность. Приводимые данные по производительности, чистоте поверхности и энергоемкости относятся к обработке различных по величине площадей на режимах, обусловливающих отсутствие участков оплавления и покрытия, т. е. при оптимальных плотностях токов.
Рассмотрим основные технологические характеристики. Например, скорость съема металла на максимальных режимах при обработке стали составляет в среднем 600 мм3/мин и близка к предельно возможной для этого способа обработки металлов. Удельный расход энергии на жестких режимах составляет 20-50 квт-ч/кг диспергированного металла. Износ инструмента по отношению к объему снятого металла достигает 25-120 и более процентов. Чистота поверхности на мягких режимах достигает 4-го класса при скорости съема 10-15 мм3/мин. Дальнейшее повышение чистоты поверхности сопровождается резким уменьшением скорости съема. Так, при получении 5-го класса чистоты поверхности, производительность электроискрового способа обработки меньше 5 мм3/мин. Удельный расход энергии на мягких режимах в десятки и сотни раз выше, чем на жестких.
При обработке твердого сплава производительность процесса на мягких режимах, примерно, в два-три раза меньше, чем при обработке стали, однако при этом получается несколько лучшая чистота поверхности. Применение более жестких режимов при обработке твердых сплавов лимитируется образованием на них трещин.
https://youtube.com/watch?v=A-05qqP1cfM
https://youtube.com/watch?v=YPlK9MshXDc
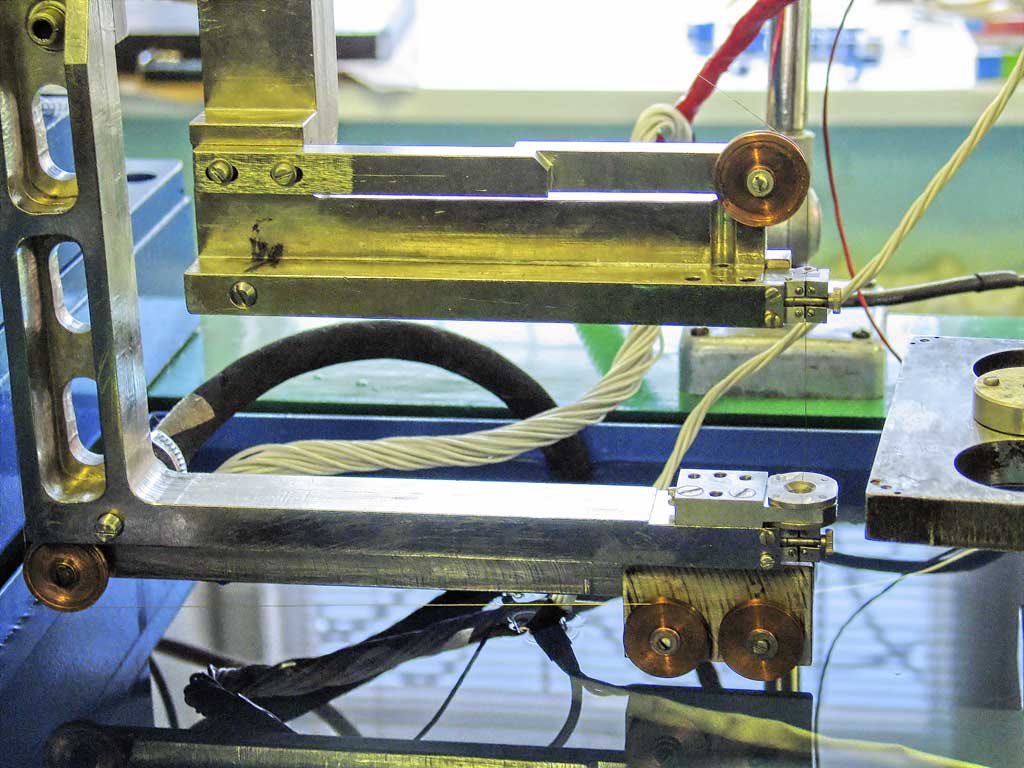
Шпиндельные узлы станка
Шпиндель выполнен в виде массивного ротора, с расположенной внутри него крепежной цангой, а в верхней точке полости, образованной двумя встречно обращенными коническими поверхностями, установлен заборник(улавливатель) рабочей жидкости. Такая конструкция шпинделя улучшает условия работы на станке.
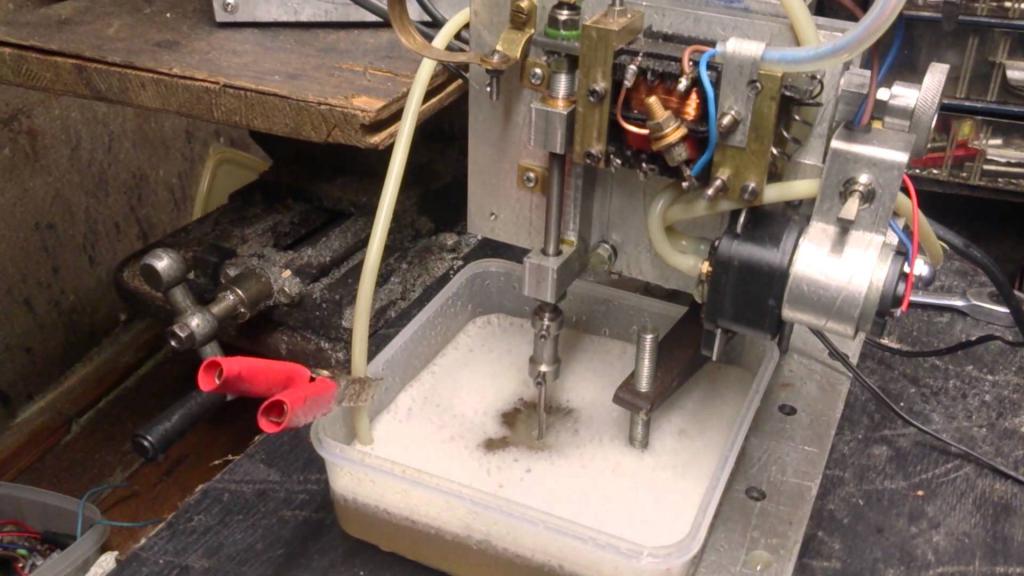
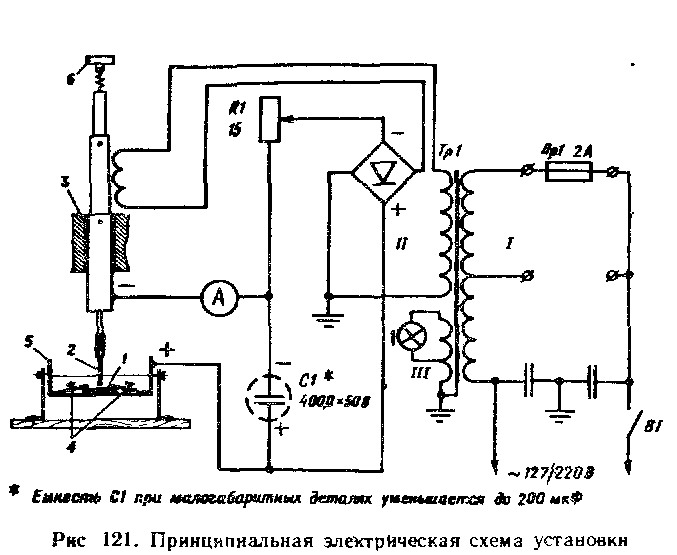
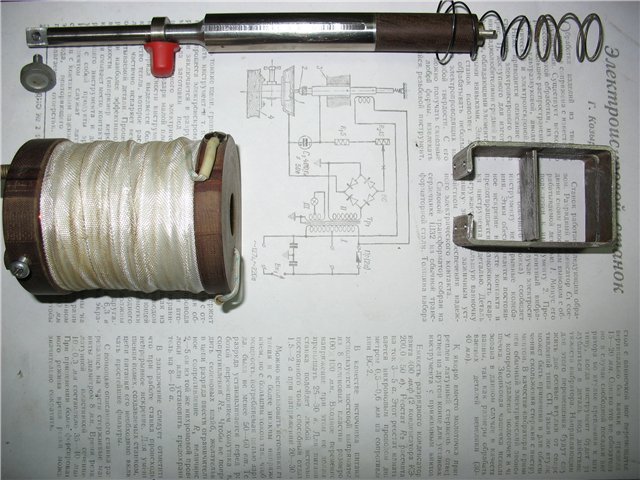

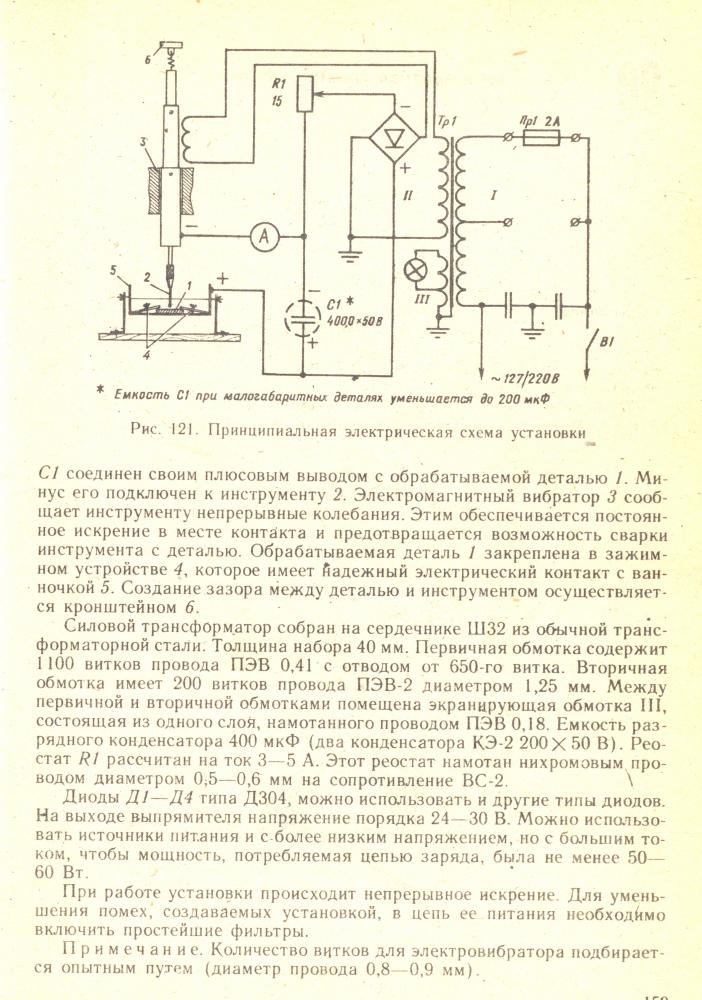
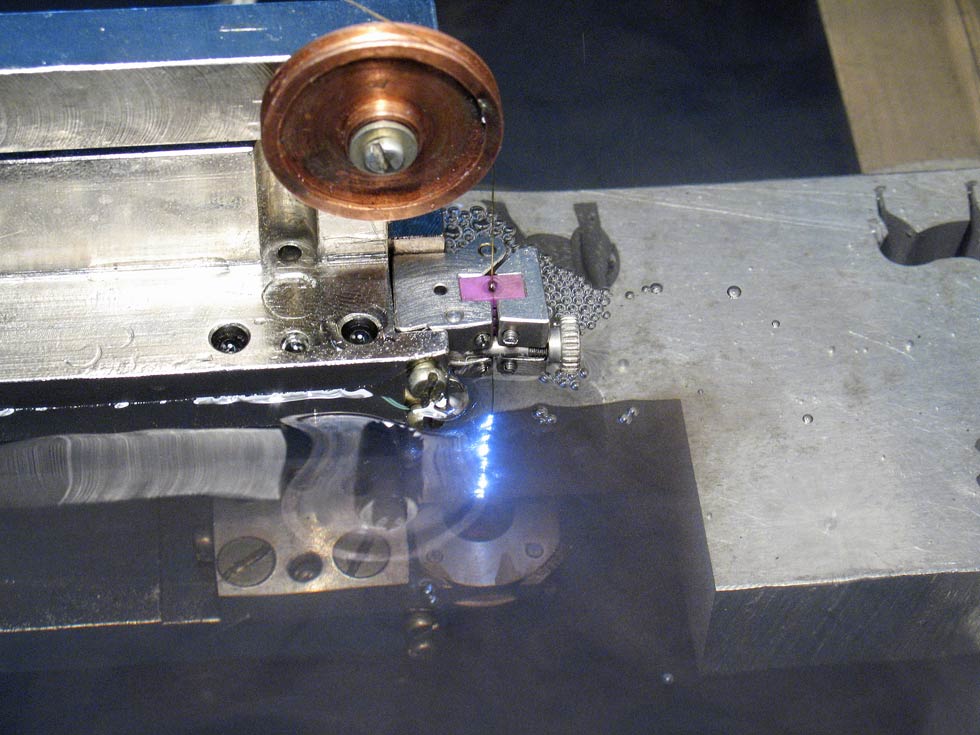




Рис.1 – Шпиндель электроискрового станка
В скользящем подшипнике 1 расположен вращающийся посредством клиноременной передачи 2 шпиндель 3, выполненный в виде ротора, в концентрической расточке которого расположена на напряженной или тугой посадке цанга 4, для крепления по внешней поверхности обрабатываемой детали 5. Внутренняя полость ротора образована двумя встречно обращенными коническими поверхностями 6 и 7, Рабочая жидкость, подаваемая от гидронасоса по трубке 8 в отверстие обрабатываемой детали, под действием центробежных сил вращающегося шпинделя собирается на периферии внутренней полости (кармана) ротора, откуда через заборник 9 по трубке 10 поступает в фильтрующий элемент гидронасоса.
Электроискровой карандаш своими руками
Для этого способа потребуется источник переменного тока напряжением 18-20 В, желательно регулируемый, и держатель электрода — электроискровой карандаш.
В качестве источника тока можно применить трансформатор мощностью порядка 200 Вт. Один из выводов вторичной обмотки трансформатора при помощи зажима типа «крокодил» соединяют с заготовкой или деталью, на которую требуется нанести надпись. Другой вывод соединяют с электродом, зажатым в электроискровом карандаше. Соединения выполняют изолированным многожильным проводом сечением не менее 1,5 мм2, обеспечивающим работу с токами более 10 А. Схема соединений приведена на рис. 1.
Рис.1 Схема соединения электроискрового карандаша к сети 220 вольт
Электроискровой карандаш представляет собой простейший зажим для электрода, в качестве основы которого можно использовать обычный цанговый карандаш (рис. 2). Однако, из-за высокой степени нагрева во время гравировки, его пластмассовый корпус требуется заменить другим, изготовленным из термостойкого изоляционного материала, например, из текстолита или эбонита. Провод, идущий от трансформатора, пропускают через отверстие в корпусе и припаивают к цанге.
Рис. 2 Электроискровой карандаш на базе обычного цангового карандаша
Электродом может служить заостренный металлический стержень, диаметром 02-3 мм, желательно из тугоплавкого металла, например, вольфрама. Но можно применять стержни из других материалов, скажем, из менее дефицитного графита. Гравирующий конец стержня представляет собой конус с углом при вершине около 30°.
При включении трансформатора в сеть по приведенной схеме на электроде появляется напряжение. Касание концом электрода металлической поверхности вызывает появление искрового разряда, который, оплавляя поверхность металла, оставляет на ней заметный след.
Опыт показывает, что наиболее качественные надписи получаются при рабочем напряжении для вольфрамового электрода- 8-1 0 В, для графитового- 16-18 В. Перед нанесением надписи поверхность металла необходимо очистить от загрязнений и обезжирить. Надписи и рисунки наносят отдельными точками, касательными движениями.
‘При желании, в электрическую цепь «электроискрового карандаша» можно ввести электромагнитный прерыватель, последовательно включенный в разрываемую им же цепь, а карандаш снабдить соленоидом (в сердечнике которого закрепляют цангу) и пружиной, возвращающей цангу с электродом в исходное состояние после размыкания цепи. Это несколько упростит процесс гравировки, но усложнит конструкцию электрокарандаша.
При эксплуатации описанного устройства необходимо соблюдать меры электробезопасности, особенно при использовании в качестве источника напряжения ЛАТР. Для предохранения глаз надо обязательно применять защитные очки. Не допускайте перегрева трансформатора, делайте перерывы во время работы.
С. ИВАНОВ, г. Курск
Принцип работы станка
Первичная обработка болванки и снятие основных объемов материала происходит на токарном или фрезерном станке с ЧПУ. Принцип работы электроэрозионного оборудования в том, что металл обрабатывается разрядами тока, появляющимися между заготовкой и инструментом. В качестве резца используется натянутая проволока.


С целью снижения износа резца создаются униполярные электроимпульсы. В зависимости от длины импульса выбирается полярность, так как при небольшой продолжительности быстрее изнашивается отрицательный электрод, при повышенной — изнашивается катод. Фактически при обработке применяются оба принципа создания униполярных электроимпульсов: на болванку подают переменно положительный заряд и отрицательный. Вода уменьшает температуру инструмента (проволоки) и уносит продукты разрушения.
Под воздействием высокочастотных импульсов эрозия проходит равномерно по длине зазора, постепенно расширяя самое узкое место. Постепенно инструмент (проволоку) или деталь продвигают в необходимом направлении, увеличивая площадь воздействия. Обработать по этому принципу можно деталь из любого материала, пропускающего электричество.
Основной элемент конструкции
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора. Для обработки следует использовать накопительный элемент большой емкости. Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени. По этому принципу работает также устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно повышается температура.
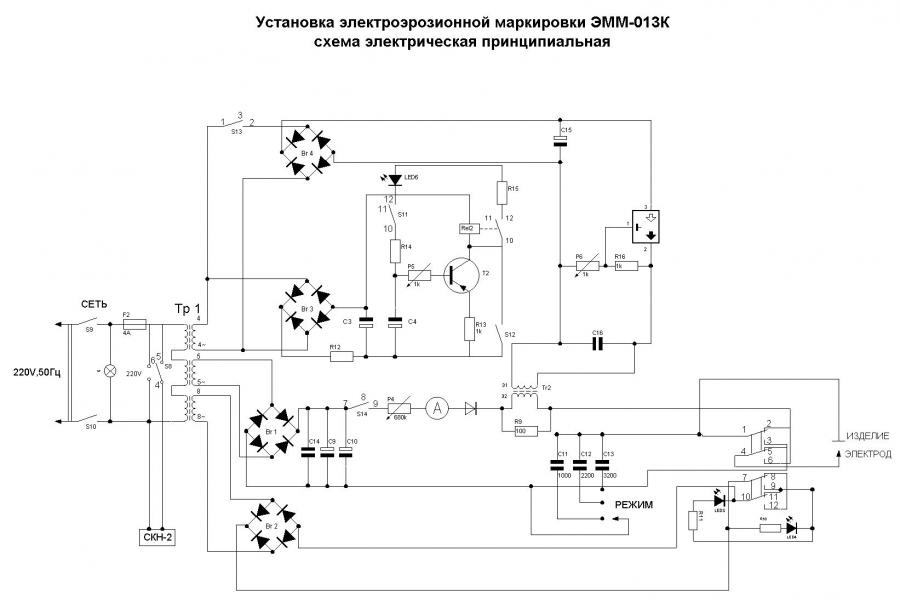
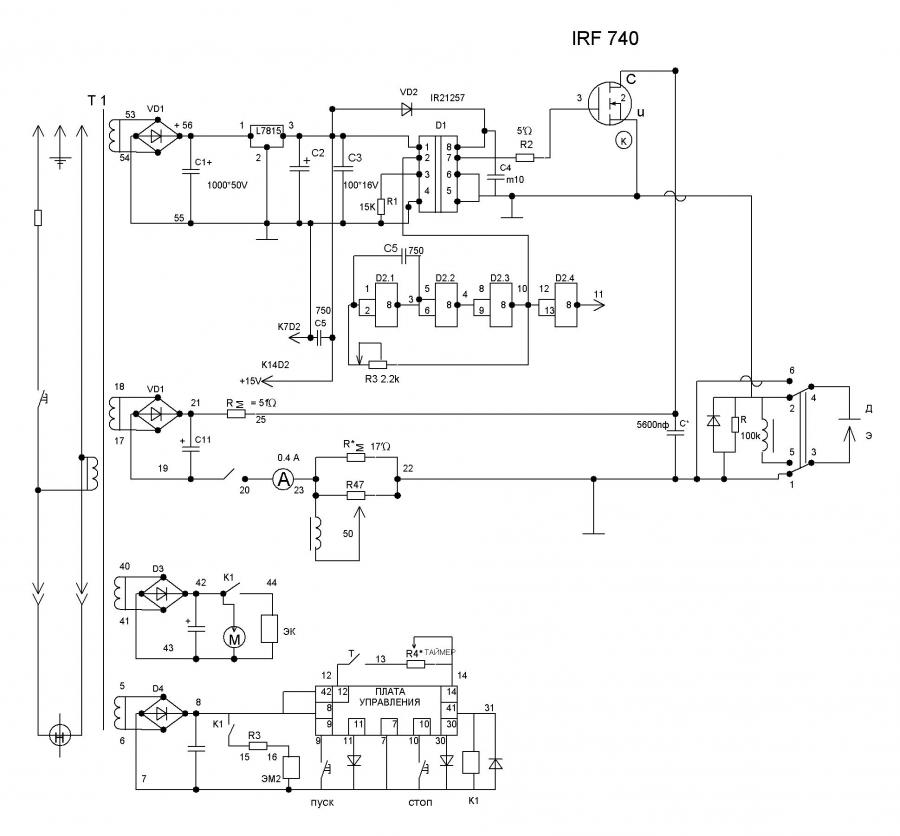
Электрическая схема электроискровой установки
Принцип работы генератора, который установлен на электроэрозионный станок, заключается в следующем:
- диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
- установленная лампа ограничивает тока короткого замыкания и защиты диодного моста;
- чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
- после того как зарядка закончится, лампа погаснет;
- зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
- после того как проводится размыкание цепи, конденсатор снова начинает заряжаться;
- время зарядки установленного накопительного элемента зависит от его емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
- на момент разряда сила тока достигает несколько тысяч ампер;
- провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Делаем станок своими руками
схема искрового генератора
Основная сложность в изготовлении станка своими руками — это сборка искрового генератора. За некоторое время он должен скопить достаточное количество электроэнергии и залпом ее выбросить. Необходимо добиться наикратчайшего промежутка выброса тока, чтобы плотность его была как можно выше. Комплектующие для него можно своими руками вытащить из старого телевизора или купить.
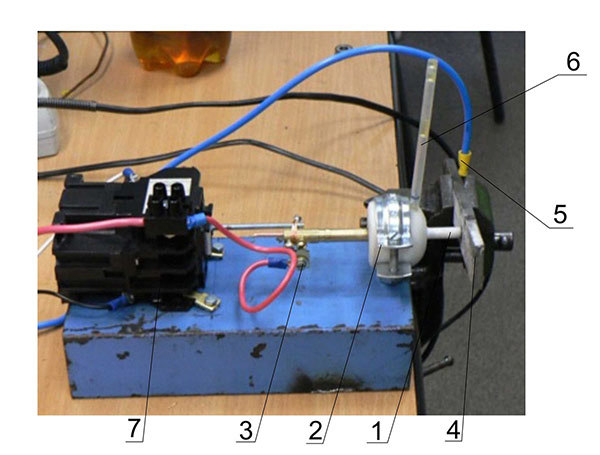
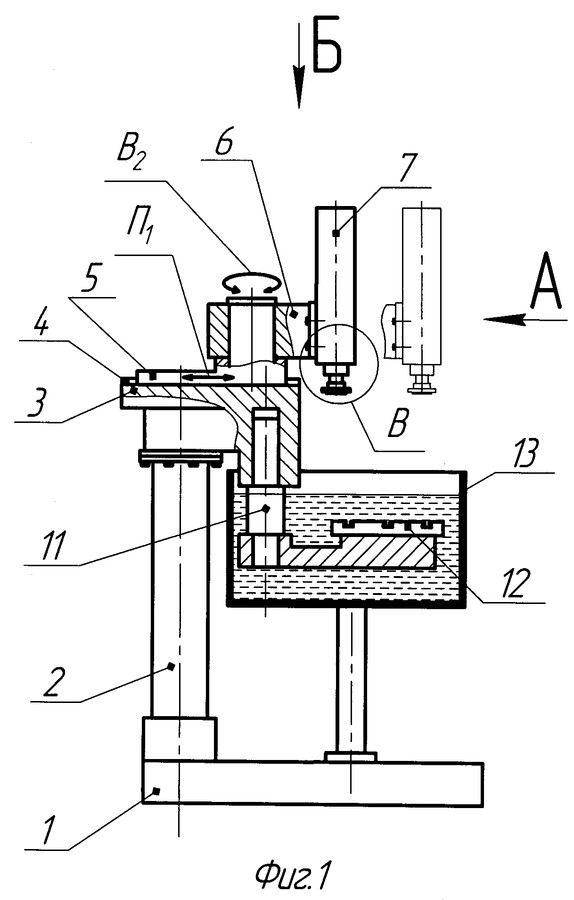
схема самодельного станка: 1 — электрод; 2 — винт зажима электрода; 3 — винт зажима плюсового контакта; 4 — втулка направления; 5 — корпус из фторопласта; 6 — проем для притока масла; 7 — штатив
Конденсатор должен выдерживать от 320 В, с суммарной емкостью от 1 тыс. мкФ. Все детали собираются в заизолированном коробе из фторопласта. Из штыря заземления евророзетки можно сделать направляющую втулку для электрода. Его продвигают вперед по мере испарения, для чего расслабляется винт зажима. Штатив для установки всего устройства должен быть с регулируемой высотой. В отверстие для притока масла вставляется трубочка, а втулка направления прокапывает маслом по продольной линии электрода.
К электроду подключается привод (пускатель с катушкой 230В). Ход штока фиксирует глубину отверстия. Во время зарядки конденсаторов включается лампа, а шток пускателя удерживается внутри. Как только конденсаторы достаточно зарядились, лампа тухнет, шток продвигается вниз. Он прикасается к заготовке и происходит разряд в виде искры, цикл повторяется. Частота повторений зависит от мощности лампы.
При работе масло может воспламениться
Важно соблюдать меры безопасности! После всеъ этих действий, мы получим эрозионный станок, сделанный своими руками
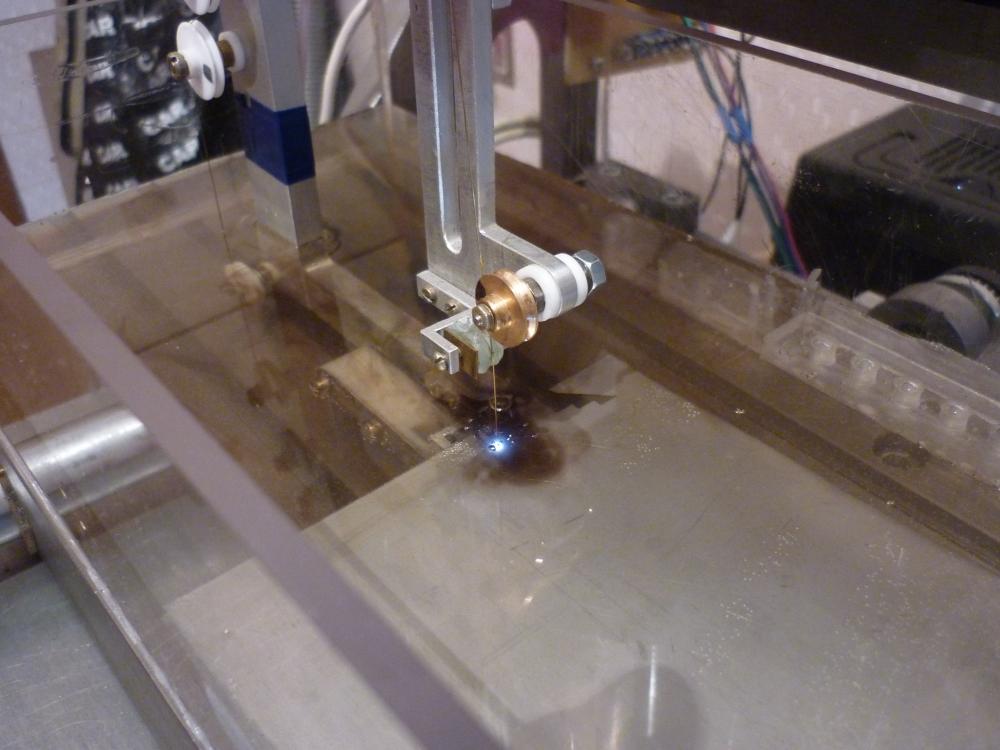
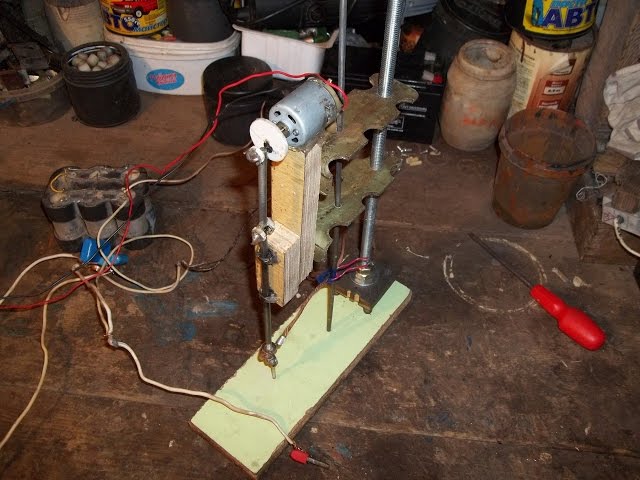
Видео демонстрирует возможности электроэрозионного станка:






Королевская глазурь для куличей
Если вы предпочитаете украшать пасхальные куличи белой «помазкой», то королевскую глазурь в этом качестве тоже можно использовать. Эта глазурь не будет стекать по куличу, а также из нее можно делать узоры и надписи.
Ингредиенты:
- Яичный белок
- Сахарная пудра (стакан)
- Щепотка муки
- Ваниль (щепотка)
Приготовление:
Растираем просеянную сахарную пудру с белком, а в конце приготовления добавляем муку и ванилин. Обмазываем глазурью верх кулича и рисуем цветочки, звездочки, вензеля и пр.
Примечание:
Для рисования лучше использовать подкрашенную глазурь. А вместо муки можно добавить крахмал (картофельный или кукурузный). Для приготовления цветной глазури можно использовать обычные пищевые красители (жидкие, сухие или гелевые). А можно взять и естественные: свекольный сок, шафран, порошок какао.
Как видите, королевская глазурь — рецепт настолько несложный, что подойдет для самых первых шагов в деле художественного оформления любых кондитерских изделий. Не зря ее называют еще и рисовальной массой. В отличие от безе эта глазурь лишена пышности и воздушности, она пластична и быстро высыхает. Так что пробуйте, делайте, рисуйте, творите!
Для изменения формы размеров заготовки из металла можно использовать электроэрозионный метод обработки. Он используется на протяжении многих лет в различных отраслях промышленности, характеризуется высокой точностью, но малой производительностью. Для применения данного метода обработки следует использовать специальный электроискровой станок, который можно приобрести или сделать своими руками. Самодельный вариант исполнения можно использовать в быту при мелкосерийном производстве. Его стоимость изготовления своими руками будет ниже, чем покупка промышленного варианта исполнения. Поэтому рассмотрим подробнее то, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого понадобиться и в каких случаях он сможет использоваться.





