
Сборка электрического гравера со штативом и гибким валом
Электрический гравер – это самая распространенная в домашних условиях разновидность данного рода инструментов. Чтобы сделать функционально полноценное устройство самостоятельно, способное соперничать с аналогами промышленного производства, понадобится электродвигатель, который работает от переменного тока 220 V. Такие электрические моторы можно взять со следующей техники:
- катушечных магнитофонов советского образца;
- DVD-проигрывателей;
- стиральных машин;
- угловых шлифовальных машин;
- электрических швейных машин.
Последний вариант является оптимальным, потому что есть возможность регулировки числа оборотов в достаточно широком диапазоне с помощью встроенного реостата.
Держать в одной руке электромотор от любой из перечисленных разновидностей техники неудобно, а также в большинстве случаев просто невозможно. Поэтому понадобится гибкий вал для гравера. При этом общий вид будущего устройства получится, приблизительно, как на фотографии далее.
Функциональные возможности создаваемого приспособления для гравирования будут зависеть от применяемых при сборке материалов и механизмов. Мотор можно поставить на столе, но удобнее сделать штатив для гравера, вернее его подобие.
Изготовление гибкого вала
С гибким валом все относительно просто. Его можно сделать несколькими способами:
- из старого приводного вала, например, от стоматологической бормашины;
- воспользовавшись тросиком спидометра мотоцикла либо автомобиля.
Рабочую насадку на вал можно также использовать от бормашины либо изготовить самостоятельно из разных материалов, например, из дерева, текстолита, пластиковых труб. Из текстолита приспособление (ручку) для удержания оснастки делают так:
- отрезают 2 текстолитовые платины (толщина листа должна быть около 1 см) размером примерно 2 на 10 см;
- соединяют их вместе и обтачивают напильником или на наждаке снаружи, чтобы получился цилиндр;
- протачивают с внутренней стороны пазы;
- металлическими кольцами фиксируют части друг с другом;
- в переднюю часть ручки вставляют трубочку, под патрон, состоящий из двух отдельных половинок, соединяемых при помощи болта.
В итоге получится рукоять, как на фото ниже.
Сборка гравировальной установки
Очень просто сделать штатив (основание для установки электродвигателя) из фанеры либо того же текстолита. Для этого поступают так:
- вырезают из листа материала несколько кусков (достаточно 4) соответствующего электродвигателю размера;
- к одному из фрагментов прикрепляют мотор с помощью хомутов;
- собирают короб;
- в передней части просверливают отверстие под гибкий вал.
Созданную конструкцию подвешивают к стене.
Удобно использовать заводской держатель на струбцинах для гравера, если позволяют размеры электродвигателя. Крепление подсоединяется к любому столу. Но такое приспособление потребуется приобрести дополнительно.
Дальнейшую сборку гравировального устройства выполняют в такой последовательности:
с помощью муфты, созданной из просверленного болта, соединяют тросик с валом электродвигателя;
одевают на тросик резиновый шланг соответствующего диаметра и присоединяют к нему сделанную ручку;
- устанавливают пусковую кнопку;
- подсоединяют оборудование к сети;
проверяют работоспособность сделанного приспособления.
Можно также применять при создании самодельных прямошлифовальных машин электромоторы, рассчитанные на 380 V, но если их можно приспособить на 220. В таких случаях понадобится дополнительно повозиться. Информации по данному вопросу много как в интернете, так и в книгах по электротехнике.
![Гравировка по металлу своими руками [штихель для гравировки]](https://molibden-wolfram.ru/wp-content/uploads/2/e/d/2ed1c900a9e5167de37b93d4db48b737.jpeg)





![Гравировка по металлу своими руками [штихель для гравировки]](https://molibden-wolfram.ru/wp-content/uploads/6/3/8/6388e4cccb926e6cf9337cda87b33504.jpeg)
Как выполнить гравировку?
Рассмотрим, как сделать гравировку на стекле в домашних условиях. Для этого потребуется приготовление:
- Скотча бумажного;
- Аэрозольной краски;
- Не пишущей авторучки;
- Серебрянки в порошке;
- Гравировальной машинки.
Технология гравировки:
- Готовим рамку и изображение, которое будем переносить. Его можно распечатать.
- Стекло нужно почистить.
- Наносим краску в два-три слоя, оставляем сохнуть.
- С помощью скотча на неокрашенной стороне закрепляется рисунок.
- Под него нужно подложить копирку.
- Рисунок переводится ручкой, при этом потребуется отметка всех светлых и темных мест.
- Рисунок нужно убрать, стекло присыпать серебрянкой. Для ее равномерного распространения лучше использовать кисточку.
- Лишняя серебрянка смахивается, остается только та, которая прилипла к следам копирки.
Включаем машинку на большую мощность и используем для обработки светлых мест. Для темных участков мощность нужно уменьшать
Действовать нужно осторожно, чтобы не стереть линию.
Таким образом обрабатывается весь рисунок.
Полировка
Изделия можно полировать, но лучше не делать это дома, так как в процессе появляется много стеклянной пыли. Для полировки маленьких поверхностей используются бормашины с полировальными насадками. Для этого используются пасты, в основе которых лежит крокус, полирит или окись циркония.
Как видите, даже такую, казалось бы, совсем сложную работу, как гравировка, вполне возможно сделать самостоятельно. Самое главное – настроиться на процесс и не расстраиваться, если с первой попытки не все будет идеальным. Вы же только учитесь!
О нанесении надписей на металле при помощи специальных красок или лаков говорить не имеет смысла. Кстати, это тоже один из способов гравировки на металлах. Но сколько продержатся на образце такие рисунки, символы, значки? Любым из растворителей они смоются довольно быстро, хотя и из-за банального истирания срок их службы будет небольшим. Существуют более эффективные технологии гравировки металлов, о которых мы и поговорим.
Только вот все ли они подходят для самостоятельного исполнения, да еще в домашних условиях? Когда о них просто читаешь, все понятно и легко. Но практическая реализация – дело другое.
Гравировка лазерным лучом
Такой способ считается самым эффективным, так как позволяет нанести на металл узор (рисунок) любой сложности, «прописать» на нем тончайшие линии, мельчайшие значки. Но с учетом того, что для гравирования образцов по такой методике понадобится дорогостоящее оборудование, она приемлема лишь для тех, кто решил это ремесло сделать своим бизнесом, то есть поставить производство «на поток».
Вряд ли кто захочет выкладывать кругленькую сумму только ради того, чтобы нанести памятные надписи на пару-тройку чайных ложечек или на лезвие охотничьего ножа. Услуги профессионалов в любой мастерской обойдутся дешевле.
Гравировка механическая
С принадлежностями здесь гораздо проще – придется приобрести лишь набор требуемых фрез и сам гравер. Часто для этих целей используется бормашина (кто хоть раз посещал стоматолога, знает, что это такое). Как вариант – нанесение изображений резцами.
Качество надписей получится высоким, но только при условии – если имеются не просто познания в этой области, но и большой практический опыт. Эта работа требует «острого глаза» и твердой руки. Многие ли из нас могут похвастать своим мастерством? Получается, от задуманного до реально исполненного пройдет довольно много времени, необходимого для приобретения навыков. Кого устраивает такая перспектива? Кроме того, нужно еще уметь и правильно затачивать резцы (штихели), если работа ведется с их помощью.
Вывод – для нанесения на металлы различных надписей в домашних условиях, своими руками, причем человеком неподготовленным (а таких – подавляющее большинство), оптимальный вариант – гравировка электрохимическим способом. Вот с этой технологией и стоит разобраться более детально.
Рассмотрим методику эл/химического травления с целью нанесения надписей. Она из категории простейших, и кто занимался хромировкой металлических деталей в домашних условиях, суть схватит сразу.
Преимущества электромаркеров и их типоразмеры
Электромаркер по металлу обладает рядом преимуществ перед другими устройствами для нанесения информации на металлические поверхности:
изделие не подвергается механическому воздействию, оно может быть каким угодно тонкостенным или сложной конфигурации.
Внимание! Работа ЭМ относительно проста, но все-таки требует определенного навыка и тщательной предварительной калибровки прибора
- обработанная поверхность не подвержена коррозии и имеет хорошо различимый матовый оттенок.
- возможность работы с различными металлами и их сплавами: сталь, титан, цирконий, железо, медь, алюминий и многие другие.
- легкость удаления нанесенного рисунка — для этого нужно лишь заново отполировать металл в этом месте (так как глубина лунок не превышает 1.5-2 мм).
- сравнительная экономичность прибора — на максимальных настройках он потребляет не более 30-50 Вт.
- возможность длительной непрерывной работы ЭМ — в нем имеется встроенная защита от перегрева.
Большинство ЭМ имеют небольшие габаритные размеры (в среднем около 160х130х90 мм) и небольшой вес (от 1 000 до 1 500 г)
Советы по гравировке на металле
Вырезание по металлу производится только качественным инструментом. Оборудование, оснастки необходимо покупать в специальных магазинах с гарантией качества. Изготовка инструмента в домашних условиях потребует выбора надежных материалов. Штихель и граверы должны быть идеально наточены для получения необходимого конечного результата. Затупленный инструмент может испортить изделие, нанести увечья мастеру, при работах режущими поверхностями стоит соблюдать технику безопасности.







Для того, чтобы гравировать металл своими руками, существует достаточно способов и технологий. Большое количество металлов, которые подвергаются гравировке дают возможность воплотить в жизнь самые креативные идеи.
Немного о главном
Резьба по дереву данным способом проходит в несколько этапов:
- В первую очередь необходимо подготовить эскиз для работы. Его можно найти в интернете и распечатать, или же нарисовать самим (если имеются такие навыки).
- Перенести готовый эскиз на подготовленную поверхность. Для удобства лучше всего воспользоваться копировальной бумагой.
- Производим обработку в черновом варианте.
- Обводим по контуру.
- Производим окрашивание изделия.
- Покрываем лаком и дожидаемся полного высыхания.
Это стандартная технология по работе с гравером. Подходит для работы любой сложности, а самое главное — понятна будет даже для начинающего мастера.
В основном гравер продается уже в своей полной комплектации, но производители также создали и другие дополнительные устройства, которые могут пригодиться при работе.
Основные инструменты, которые требуются в дополнении к ручному граверу:
- Рукоятка эргономичная, требуется для удобной работы. Так как сам инструмент не имеет такого приспособления, а значит и работа будет сложной и неудобной;
- Цанги;
- Приставка фрезерная — аналогичная деталь речного фрезера, только в данном случае она маленького размера;
- Штатив — требуется для работы с гибким валом;
- Приставка угловая — уменьшает угол вращения на 90 градусов, помимо этого его конструкция очень жесткая.
Говоря про затраты на данный инструмент, если приобретать исключительно гибкий вал и штатив, то цена будет не такой уж и большой. Если же покупать полностью все оборудование, то в данном случае ценовой вопрос значительно вырастает.
Если вы начинающий в данном ремесле, то лучше всего будет приобрести минимальный набор, у которого будет средняя комплектация без всяких излишек. Это необходимо для того, чтобы более детально понять, какие же насадки будут использоваться во всех видах работ.
В любом случае, решение остается за вами при выборе гравера.
Принцип работы
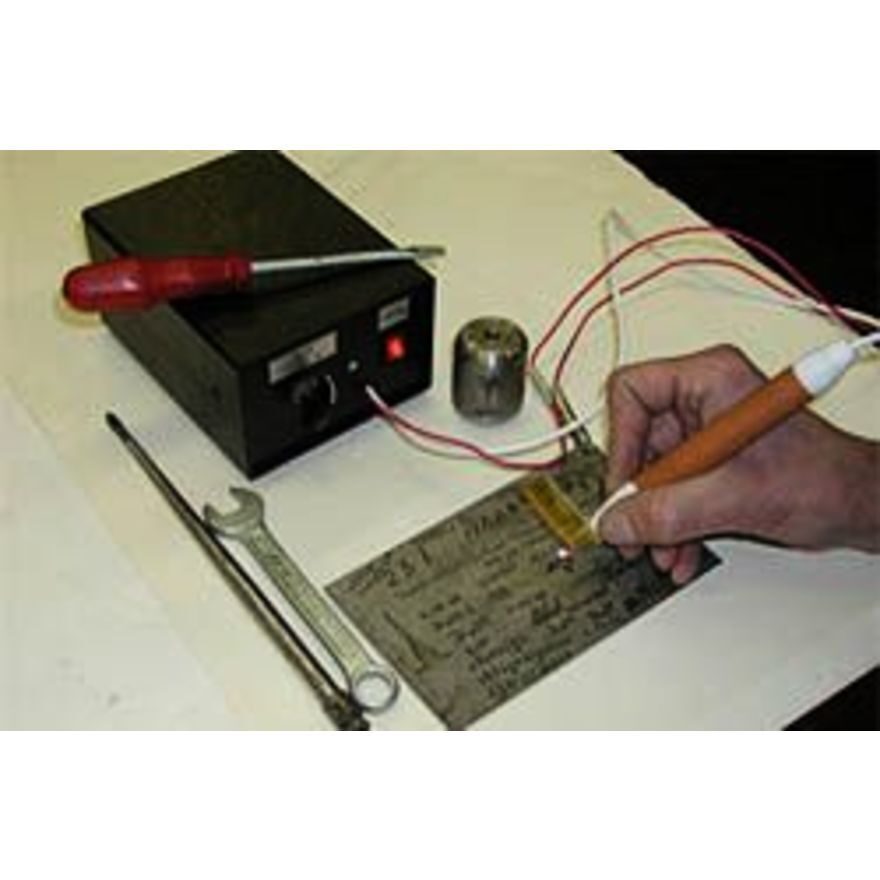
Основные этапы работы ЭМ:
Очистка обрабатываемой поверхности от грязи, жира и оксидной пленки. Это нужно сделать для увеличения проводимости металла и возможности использования сравнительно небольшого рабочего напряжения в пространстве между электродами.
Внимание! Если проводимость металла будет низка (например, из-за загрязнения его поверхности), то потребуется увеличение рабочего напряжения
А это приведет к малой скважности разряда и более грубым следам обработки на металле. Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля
Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля.
Внимание! Часто в комплект поставки ЭМ входит особая металлическая пластина. На ней удобно размещать деталь и подключать к ней кабель питания. Покрытие поверхности металла однородным слоем минерального масла
Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания
Покрытие поверхности металла однородным слоем минерального масла. Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания.






Внимание! Категорически не рекомендуется использовать вместо минерального масла другие жидкости, например, воду или вовсе электролиты
На приборе выставляются стартовые рабочие характеристики тока: 30 В, 40 мА.
Внимание! Большинство современных ЭМ относится ко второму классу электробезопасности
Необходимо тщательно соблюдать стандартные предосторожности при работе с электрооборудованием. Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Также нельзя работать в помещениях с повышенной влажностью (более 70%)
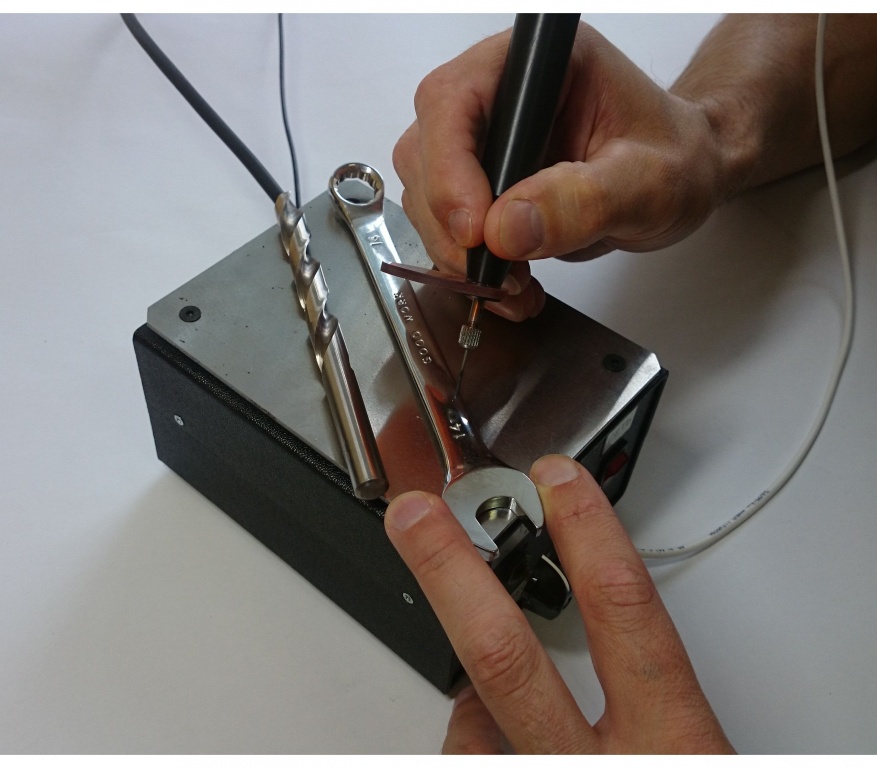
Регулируется частота колебаний вибратора (согласно инструкциям производителя).
Производится тестовое касание детали рабочей частью ЭМ. В зависимости от необходимых параметров наносимых лунок меняются настройки прибора.
Внимание! На большинстве современных ЭМ присутствует защитный экран — он предотвращает поражение глаз ярким светом электрической искры. Но надеяться только на него не стоит, как и проявлять излишнюю беспечность. Производится собственно нанесение цифровой, буквенной или иной информации на поверхность
При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Производится собственно нанесение цифровой, буквенной или иной информации на поверхность. При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Внимание! Нормальный износ рабочего электрода не должен превышать 0.2 мм за одну обработку среднего объема. При более интенсивном износе электрода нужно изменить рабочие параметры в сторону их уменьшения
После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали. Ее поверхность очищается от масла.
Характеристики устройства
Электромаркер по металлу (ЭМ) используется в производственной практике около 40 лет. Он известен под множеством наименований:
- электроискровой маркер;
- электрограф;
- электрокарандаш;
- аркограф.
ЭМ часто используют для маркировки:
- слесарного инструмента;
- измерительного инструмента;
- режущего инструмента;
- печатных плат;
- всевозможных бирок или шильдов;
- хирургического инструмента;
- стоматологического инструмента;
- всевозможных металлических деталей.
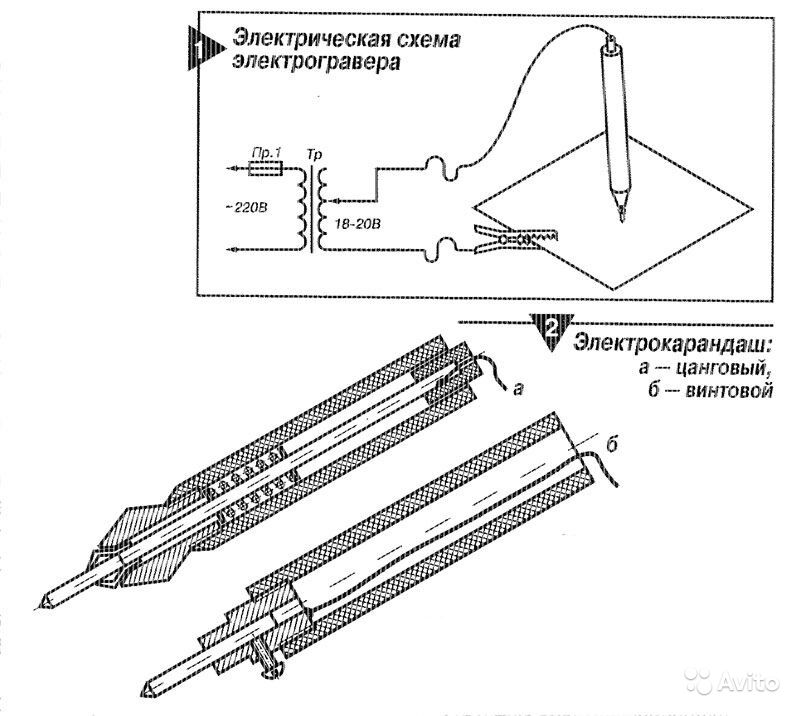
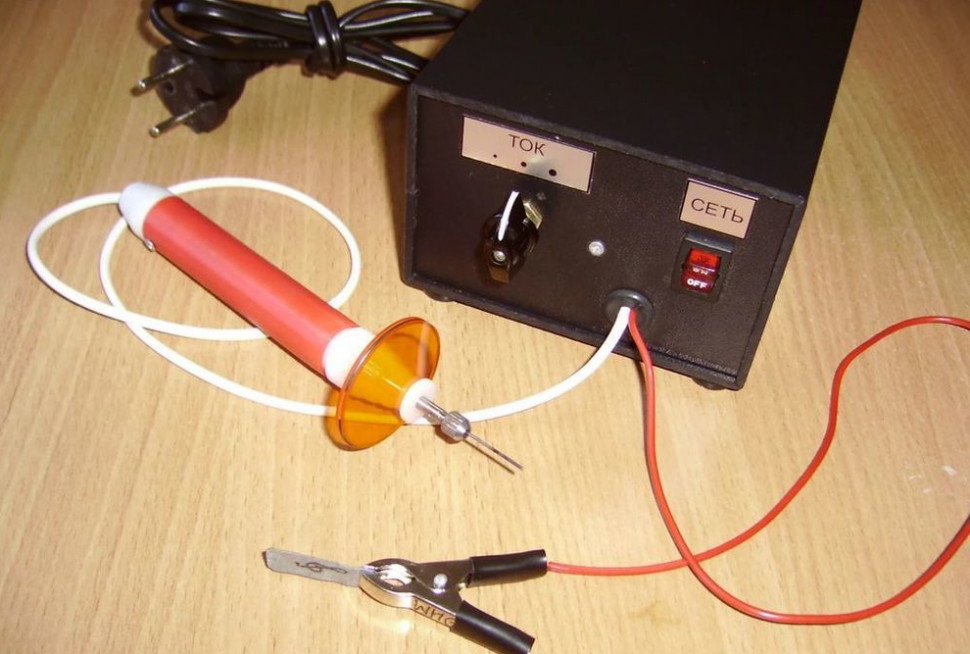
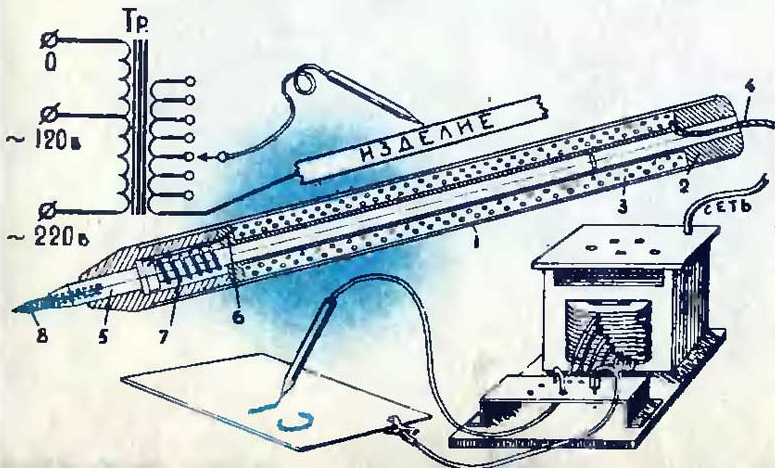
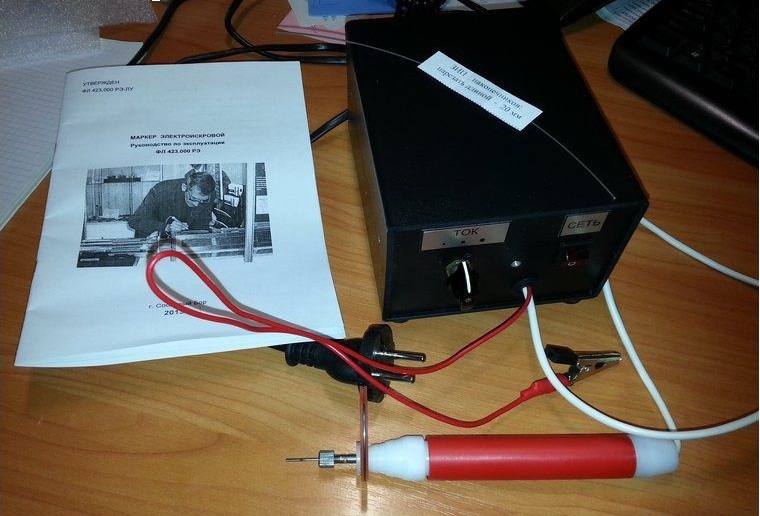
Конструктивно электромаркер представляет собой систему из 4 частей:
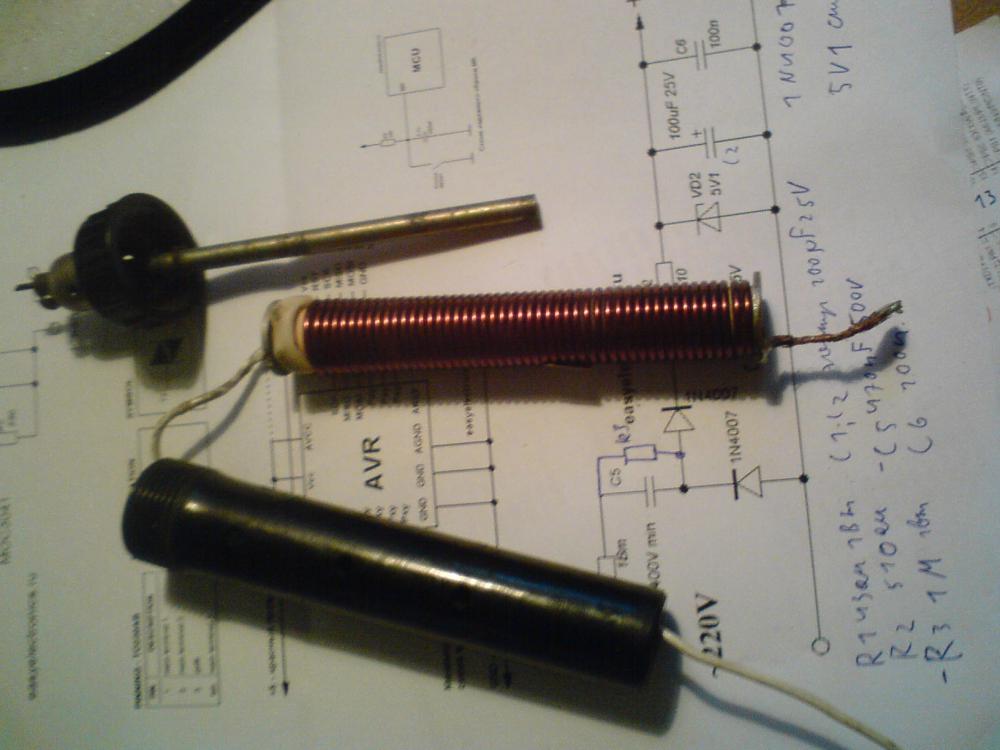
- Переносной источник питания (обычно рассчитан на питание от обычной бытовой электрической сети напряжением 220 В и частотой 50 Гц).
- Ручка-вибратор со встроенным светофильтром (на ней имеется регулятор частоты колебаний рабочей части устройства).
- Сменные наконечники из пружинной стальной или вольфрамовой проволоки (диаметр от 0.5 до 1 мм)
- Зажим и кабель для подключения к обрабатываемой металлической поверхности.
Физический принцип работы ЭМ состоит в быстрой эрозии поверхности обрабатываемого металлического изделия путем пробоя промежутка между электродами. В их роли выступают рабочая часть прибора (катод) и металлическая поверхность изделия (анод). Обрабатываемая поверхность покрывается серией небольших лунок, диаметром от 0.1 до 2 мм.





Принцип работы электромаркера
Поверхность металла, подлежащая маркировке, должна быть тщательно очищена от жировых загрязнений и окисных плёнок. Последние заметно ухудшают проводимость металла, что вынуждает увеличивать напряжение в межэлектродном промежутке
Разряд получается малой скважности, однако с более грубыми лунками, что ухудшает качество маркировки. Мощность искрового разряда регулируется ступенчатым переключателем. Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
- Ширина – 0,2…2,0 мм;
- Глубина – 0,15…20 мкм;
- Скорость перемещения маркера по поверхности — до 10 мм/с.
В комплект некоторых моделей электромаркеров по металлу входит также стальная плита, снабжаемая креплениями для фиксирования детали, которая подвергается маркировке.

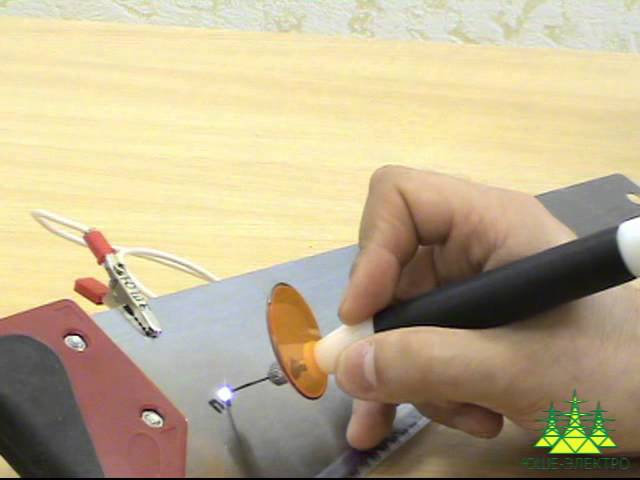
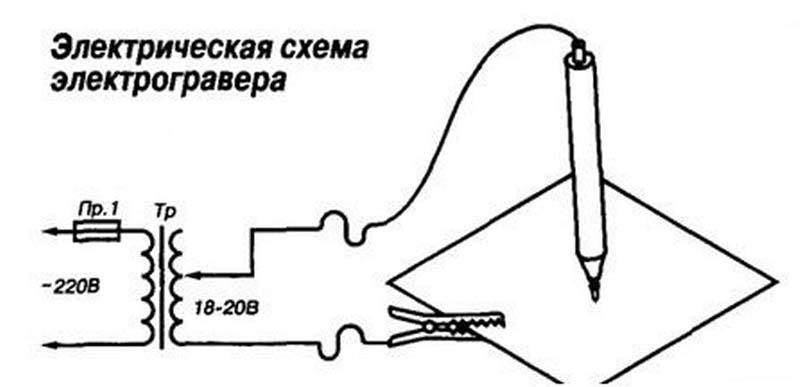
Последовательность работы с электромаркером по металлу такова. Прибор через автономный блок питания подключается к бытовой электросети напряжением 220 В и частотой 50 Гц. Маркируемая деталь зажимом «крокодил» присоединяется к металлической плите. Вибрационное устройство с целью защиты глаз оператора закрывается специальным фильтром, после чего электрографическое перо подносится к поверхности, которая покрыта тонким (2…3 мм) слоем жидкого диэлектрика. Вначале производится пробный разряд, при котором устанавливается оптимальная скорость перемещения электрографического карандаша по поверхности изделия. По мере перемещения пера смачиваются диэлектриком новые участки обработки.
Для настройки электрографического маркера по металлу необходимо произвести следующие действия:
Настроить частоту вибратора на требуемый режим. Для этого пользуются (в зависимости от типоразмера и производителя данных устройств) одним из следующих способов: либо оптимизируют звуковой сигнал (при снижении частоты колебаний допустимое значение межэлектродного зазора увеличивается), либо регулируют частоту путём изменения яркости сигнальной лампочки. Переключателем устанавливают необходимую величину тока. Обычно она максимальна для металлов с низкой теплопроводностью (большинство цветных металлов и сплавов), и меньше – для алюминия, стали или чугуна.

Перемещением электрода-инструмента по необходимой траектории движения, производят маркировку. Габаритные размеры символов не имеют ограничений. При работе с электромаркером следует помнить, что увеличение, сверх необходимого, напряжения и тока электрического разряда ускоряет износ электрода, и не приводит к существенному увеличению производительности процесса. Особенно интенсивен износ в случае короткого замыкания цепи (случается при недостатке или отсутствии жидкости-диэлектрика на маркируемой поверхности изделия). Для ориентировки можно пользоваться нормативными значениями износа 0,05…0,2 мм на одно клеймение. Для исправления ошибочного нанесённого знака поверхность необходимо прошлифовать.
Применение электрокарандаша требует от оператора определённых навыков и опыта работы. Длительность непрерывного использования электроискрового маркера принципиально не ограничивается, хотя при продолжительности работы устройства более 30…40 минут блок генератора импульсов разогревается. Замена изношенного катода-инструмента производится при отключённом приборе. Электромаркер по металлу не должен эксплуатироваться в помещениях, относительная влажность воздуха в которых превышает 75%.
https://youtube.com/watch?v=iiN7rQsivKs%3F
Сравнение с другими методами
Техника нанесения изображения на предмет прошла длительный путь развития, она известна еще с давних времен. Поэтому существует много способов, которые человечество придумало за весь этот период. Лазерная технология — это уже современное время. В сравнении с наиболее известными ранее, да и сейчас, применяемыми способами можно выделить следующие ее отличия.
Ручная гравировка. В прогрессивности и высокой технологичности лазерная гравировка значительно превосходит ручную. Однако существует понятие «живое» изображение. Оно как раз относится к гравировкам, выполненных вручную, где мастер вкладывает в работу свою душу. Эксклюзивность изображения главная отличительная черта ручной гравировки.
Другую такую же повторить невозможно.
- Механическая гравировка. Изображение наносится с помощью режущего инструмента — фрезы. Возможно получить объемную глубокую гравировку. Специальные станки с ЧПУ делают механическую гравировку автоматическим процессом. По производительности уступает лазерной гравировке. Сильно ограничена в получении мелких элементов рисунка, в уровне детализации значительно уступает лазерной. Инструмент (фреза) со временем изнашивается, требуется регулярная ее замена. Во время технологического процесса механической гравировки деталь требуется закреплять, что в некоторых случаях требует дополнительного изготовления специальной оснастки.
Одним из главных недостатков механической гравировки перед лазерной это невозможность обработки материала типа бумаги, кожи и подобных. - Гравировка пескоструйной обработкой. Обработка поверхности песком, который под давлением воздуха оказывает на нее механическое воздействие, вызывает матировку, которая имеет различия в зависимости от скорости потока песчаных частиц. Так обрабатывая площадь разной мощностью струи можно с помощью контраста различных оттенков выстроить необходимое изображение. Однако, вредность песчаной пыли для оператора производящего работы, невозможность создания полутоновых изображений, а также большая трудоемкость в технологической подготовке производства в виде создания сложных трафаретов создают серьезные ограничения в применении гравировки пескоструйной обработкой.
Возможность получить с ее помощью более глубокий рельеф, чем лазерной гравировкой является основанием для применения. - Электрохимическое гравирование. Если в ванну с электролитом опустить в качестве одного из электродов пластинку металла с заранее нанесенным специальным образом трафаретом, то в процессе электролиза часть металла вытравится с образованием надписи, которая была на трафарете. Этот метод может конкурировать с лазерной гравировкой в производстве клише, штампов. Однако по производительности и качеству электрохимическая гравировка уступает лазерной.
 Цилиндрическое клише, 3D гравировка.
Цилиндрическое клише, 3D гравировка.
Штихель для гравировки
Ручная гравировка дома требует: — Штихель — Заготовка из металла — Что либо твердое удерживающее заготовку из металла, возможно тиски
Новичкам порекомендуем в виде заготовки брать металл более мягкий, например медь или алюминий.
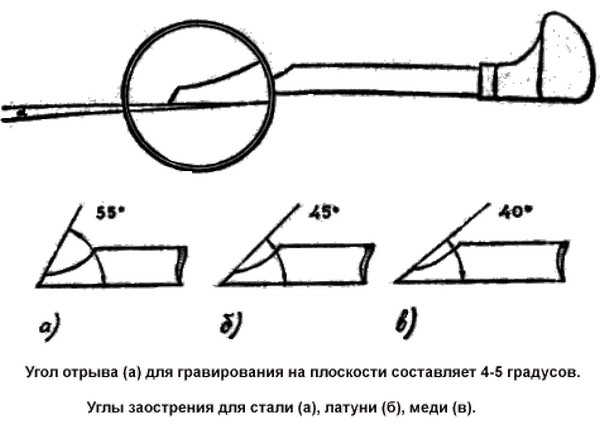
 Штихель – это стержень, обычно размером 120 -130 миллиметров. Кончик штихеля срезан под определённым углом и заточен. Второй кончик вставлен в рукоять, обычно деревянный. Штихель для гравировки бывают различной формы и различаются шириной рабочей поверхности. Если данного инструмента нет, его легко можно сделать самому, если есть нужные материалы. Что бы изготовить штихель нужна инструментальная сталь. Тут прекрасно годится металл, используемый в шарикоподшипниках и рессорах. Что бы изготовить режущую поверхность, нужно применить фрезу, надфиль, напильник, нарезав тонкими полосками. Лучшим материалом что бы изготовить штихель для гравировки – сталь марки Р18. Так же можно сделать штихель из кругов циркулярных пил. Затем заготовку затачиваем под углом, что разрешит нам сделать выемку нужной ширины. Если говорить о ручке штихеля из дерева, то делается она обязательно из древесины твердых пород, шириной удобной для мастера держать в руке. Форма гриба – на наш взгляд самый лучший вариант.
Штихель – это стержень, обычно размером 120 -130 миллиметров. Кончик штихеля срезан под определённым углом и заточен. Второй кончик вставлен в рукоять, обычно деревянный. Штихель для гравировки бывают различной формы и различаются шириной рабочей поверхности. Если данного инструмента нет, его легко можно сделать самому, если есть нужные материалы. Что бы изготовить штихель нужна инструментальная сталь. Тут прекрасно годится металл, используемый в шарикоподшипниках и рессорах. Что бы изготовить режущую поверхность, нужно применить фрезу, надфиль, напильник, нарезав тонкими полосками. Лучшим материалом что бы изготовить штихель для гравировки – сталь марки Р18. Так же можно сделать штихель из кругов циркулярных пил. Затем заготовку затачиваем под углом, что разрешит нам сделать выемку нужной ширины. Если говорить о ручке штихеля из дерева, то делается она обязательно из древесины твердых пород, шириной удобной для мастера держать в руке. Форма гриба – на наш взгляд самый лучший вариант.









Лазерный модуль с проводами и стеклянной линзой
В этой статье я покажу, что можно собрать, обходясь минимумом материалов и практически не тратясь. Думаю, вы уже знакомы с GRBL (программа открытого проекта для Arduino, предназначенная для фрезерных — граверных станков и лазерных станков), с редактором Inkscape и с тем, как создавать файлы Gcode.
Я не буду подробно расписывать электронику, в этой статье не будет всеобъемлющей информации, возможно, в будущем я раскрою какие-то моменты более подробно — я вполне допускаю, что дал недостаточно информации, чтобы собрать гравировщик ЧПУ легко с первого раза.
- STL-файлы, готовые для распечатки
- GRBL-программу для моей конфигурации
- плагин лазерного гравировщика, который я использую для Inkscape
- файл с подсчетом стоимости деталей. Почти все их можно заказать на Aliexpress
- файлы EAGLE для создания модуля с мосфет-диодом для индикации включения-выключения гравировщика
Для печати плат рекомендую сервис OSH Park.
Гравировки с помощью бормашины
Бор, заточенный для гравировки
Для выполнения на предметах из металла надписей дарения, адресов и поздравления различной формы часто применяются различные машинки для гравировки. Хорошо подходят и бормашины, которые помимо своего основного назначения оказались и очень удобными аппаратами для гравировки. Они в настоящее время широко применяются для производства механических гравировок с надписями на сувенирных изделиях, подарках и предметах другого назначения. Обычно это те варианты, которые из-за недоступности формы невозможно или трудно выполнить штихелем. Бормашина позволяет получить выигрыш по времени при гравировке с готовых рисунков и эскизов, а также при одноразовых копиях с готовых изделий.
Бормашина устроена очень просто. Это электромотор с муфтой, гибкий вал с наконечником, в который вставляется режущий инструмент – зубной бор. С помощью бормашины можно проводить гравировки обронного и плоскорельефного профилей, требующих выборки значительного объёма металла. Выполнение же различных надписей рукописным и печатным шрифтами производится на небольшую глубину, что и соответствует плоскорельефному гравированию.
Главным режущим инструментом, применяемым при нанесении гравировок с помощью бормашины, является зубоврачебный бор, в котором специально сточен наконечник шарика. В таком виде бор напоминает пальчиковую фрезу и отлично выбирает металл при работе.
Вращающийся бор позволяет гравировать буквы, знаки и цифры путём его перемещения таким же методом, что и шариковой ручки при письме. Вот только скорость этого перемещения должна быть намного меньшей. Если же предстоит выполнить гравировку изображения, рисунка, то вертикальные линии начинают выполнять сверху вниз, а горизонтали – справа налево. Также боры хорошо применимы для работ рельефного и контурного характера с выборкой значительного количества металла. Для получения текстовых гравировок на часах можно пользоваться шаровидным бором. Этот инструмент подходит и для гравировки надписей на портсигарах, гравировки на зажигалках. А вот уже для более глубокой проработки деталей этих текстов больше подойдёт бор со сточенным кончиком шарика.
Можно с помощью бора выполнить гравировку текста и на стекле автомобиля. Для этого с другой стороны стекла наклеивают бумажный образец надписи, а ту сторону, с которой будет выполняться гравировка, смачивают пастой для гравировки или обычным маслом. При резании стекла с помощью алмазного бора стеклянная пыль не распыляется и не мешает точному копированию содержания с бумажной подложки. Можно выполнить и временную надпись на лобовом стекле без повреждения его. Для этого в качестве инструмента берётся дюралевый диск и им на поверхность стекла наносится слой блестящего металла. При необходимости эта надпись легко смывается с помощью серной кислоты.
Ещё проще выполняется гравировка бормашиной неглубоких цветных надписей на подарках из любого металла. Обычно этот процесс выполняется в три этапа:
- выборка металла с помощью бора;
- в гравировку втирается краска-основа;
- поверхность изделия по площади гравировки осыпается бронзовой пудрой с последующим её втиранием.
Больше подходят для втирания белила на цинковой основе или густотёртая масляная краска. Какие-то другие красящие составы для этого непригодны. Втирание краски производится пальцем или с помощью ватного тампона. Движения должны быть круговыми, благодаря чему краска заполняет все рельефные выемки. После того, как надпись хорошо читается, а изображение просматривается, с помощью ветоши избытки краски удаляются с поверхности гравировки. Но ветошь не должна быть ворсистой, иначе на гравировке останутся волокнистые включения, которые будут портить её вид. Очень похоже всё проделывается при использовании для втирания бронзовой пудры.





