
Геометрические параметры режущей части фрез. Силы действующие на фрезу и мощность
2 Особенности и сущность процесса
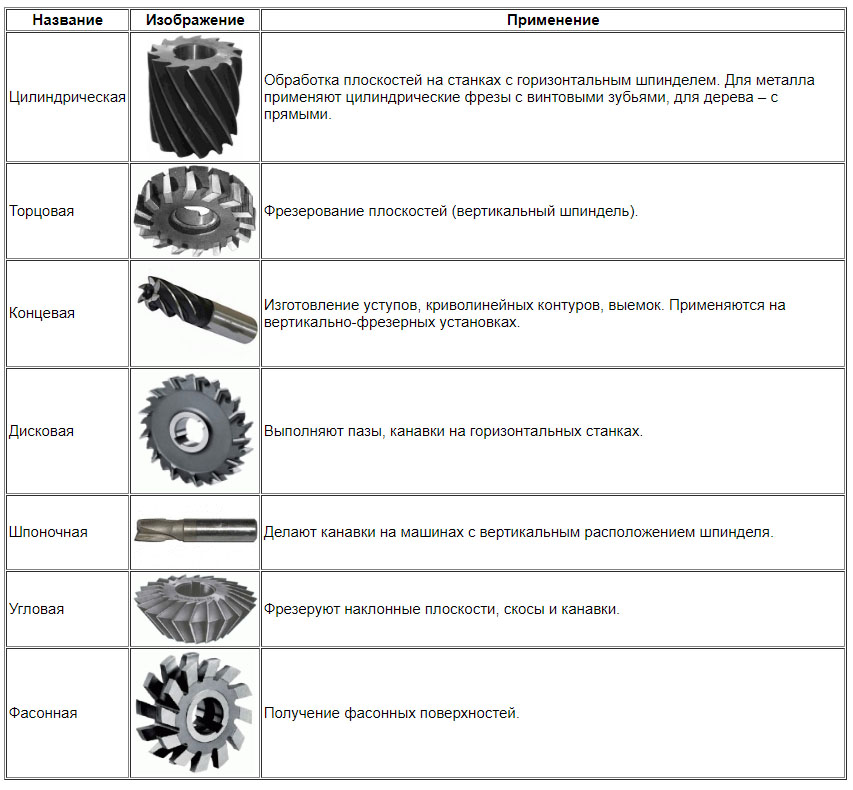
2.1ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ Фрезерование-один из производительных и распространенных методов обработки металлов резанием. Оно осуществляется инструментом, называемым фрезой. Фреза- многозубый инструмент -представляет собой тело вращения, на образующей поверхности или на торце которого имеются зубья для обработки плоскостей.
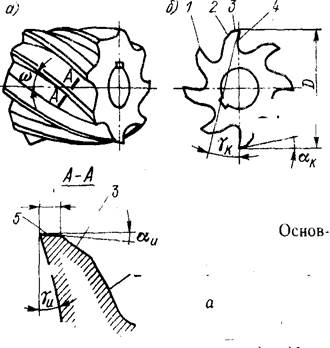
Рис 2. 1.Основные элементы и углы цилиндрической фрезы
а)-цилиндрическая фреза б)-зуб фрезы
Всякий режущий инструмент имеет форму клина, который врезается в обрабатываемый материал и удаляет слой металла в виде стружки. Углы заточки инструмента получили название геометрии или геометрических параметров зубьев фрез .c.123
Основные элементы режущего инструмента следующие (рис. 2.1): передняя поверхность 4 —
поверхность лезвия, контактирующая в процессе резания со срезаемым слоем и стружкой; задняя поверхность 3— поверхность лезвия инструмента, контактирующая в процессе резания с поверхностью обрабатываемой заготовки; ленточка лезвия 5 — сравнительно узкий участок задней поверхности лезвия вдоль режущей кромки с меньшими значениями заднего угла по сравнению с задним углом основной части задней поверхности; затылочная поверхность 2; режущая кромка 1
Элементам зуба фрезы присвоены следующие названия. Высота зуба — это расстояние между точкой режущей кромки зуба и дном канавки, измеренное в радиальном сечении фрезы перпендикулярно к ее оси. Ширина задней поверхности зуба это расстояние от режущей кромки до линии пересечения задней поверхности зуба с его спинкой, измеренное в направлении перпендикулярном к режущей кромке. Окружной шаг зубьев это расстояние между режущими кромками двух смежных зубьев, измеренное по дуге окружности фрезы. Окружной шаг может быть равномерным и неравномерным. Величина затылования —
это величина понижения кривой затылования между режущими кромками двух соседних зубьев
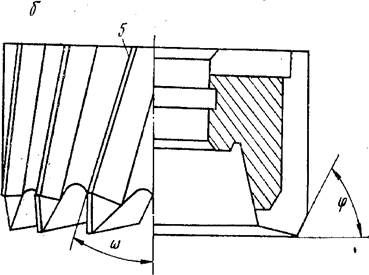
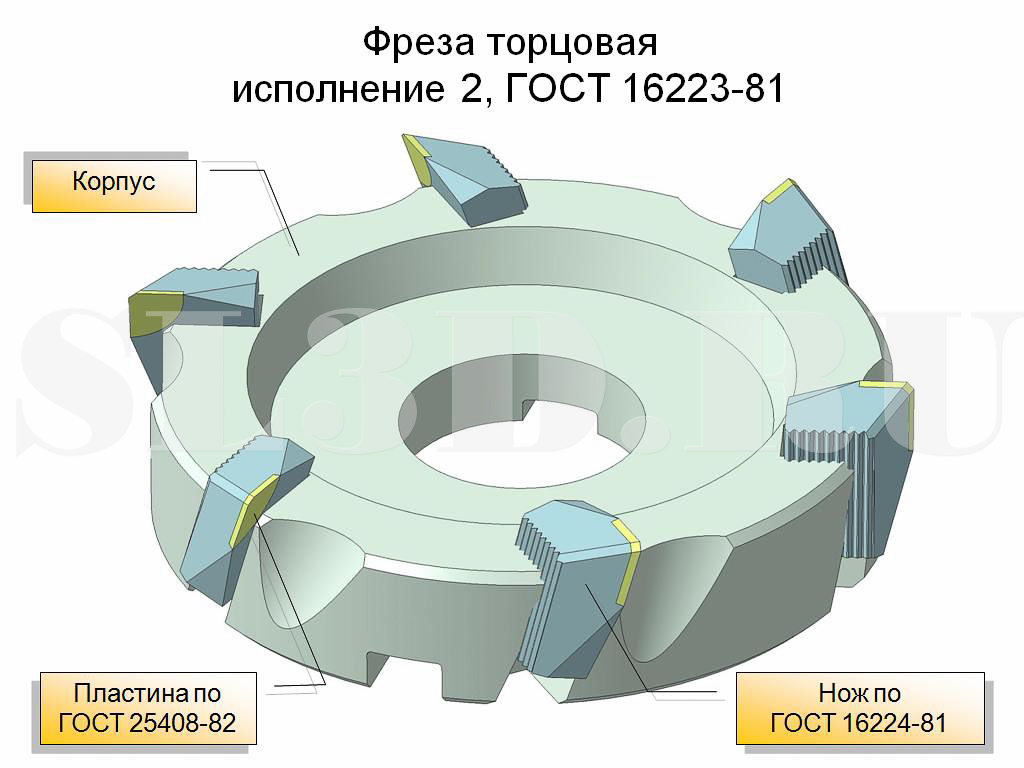
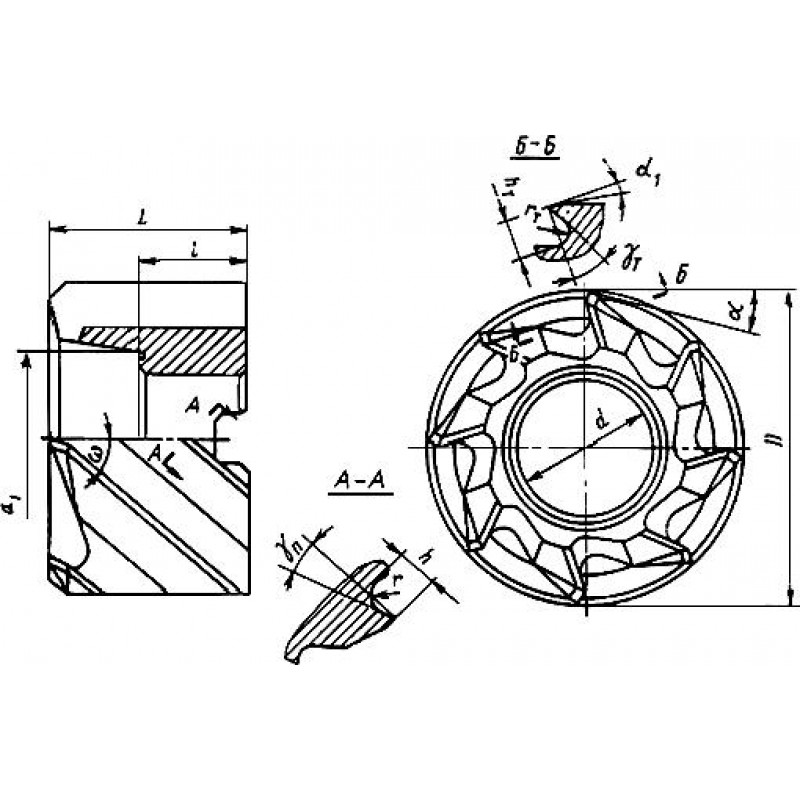
Рис 2.2 Элементы рабочей части торцевой фрезы
Профиль остроконечных зубьев изменяется при переточке, поэтому фрезами с такими зубьями обрабатывают плоские поверхности, где не требуется сохранения профиля зуба. Фрезы с затылованными зубьями сохраняют профиль при переточках, поэтому ими обрабатывают фасонные поверхности. Затылок затылованных зубьев обрабатывают обычно по архимедовой спирали. Затылованную поверхность зуба обрабатывают фасонными резцами на токарно-затыловочных станках. На рис.
2.1показана торцевая фреза. Режущие кромки, расположенные на цилиндрической поверхности, называются главными а торцевые режущие кромки — вспомогательными. Режущие кромки на цилиндрической поверхности фрезы могут быть расположены прямолинейно по образующей цилиндра и по винтовой линии. Часть главной кромки, обработанной под углом φ называется угловой режущей кромкой. Угол φ называется главным углом в плане. Аналогично режущей .кромке цилиндрической фрезы у главной режущей кромки 5 торцевой фрезы имеются следующие элементы: передняя 1и задняя 2 поверхности, ленточка 5, затылочная поверхность 4, задний угол λ угол наклона ω режущей кромки к оси-фрезы.c.58
2.2 особенности процесса
Первый способ фрезерования носит название встречного фрезерования
Фреза по металлу: особенности, типы, конструкция, принцип работы
Основной инструментальной единицей, используемой на современных металлообрабатывающих станках, считается фреза, обладающая расширенными возможностями по обработке заготовок произвольной формы.
Благодаря этому универсальному инструменту удается получить рез любой степени сложности, подготовленный в соответствии с требованиями технического задания.
На российском рынке представлено множество фрез по металлам, что позволяет без труда подобрать оптимальный вариант.
Назначение большинства образцов фрезерного инструмента определяется их типом. Так, торцевые фрезы, в частности, применяются в следующих производственных областях:
- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.
Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
Без фрезерных операций трудно обойтись и в таких важных отраслях, как судостроение и изготовление медицинских приборов.
Конструкция и принцип работы
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ.
Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев.
Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им. Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный
Добавим, что по конструкции его принято делить на цельный и разборный
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.




Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.
Классификация
Классифицировать известные типы фрезерной оснастки можно по следующим характерным признакам:
- Порядок расположения отдельных зубцов (резцов).
- Тип исполнения, определяемый ее конструкцией.
- Метод крепления режущих насадок, а также материал, используемый при их изготовлении.
По всей совокупности рассмотренных признаков инструменты данного класса делятся на червячные, цилиндрические и торцевые. Кроме того, они могут быть как отрезными, так и дисковыми; причем этим перечислением набор возможных типов не исчерпывается.
Рассмотрим каждую из указанных разновидностей более подробно.
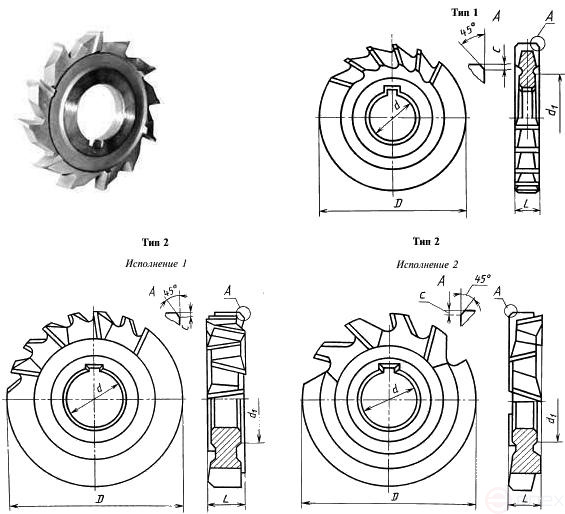
Указанные в названии раздела изделия относятся к основным видам оснастки, востребованным при обработке особо сложных деталей и заготовок. Они предполагают два исполнения, отличающихся формой своих зубьев (последние бывают либо прямыми, либо винтообразными). Каждую из этих модификаций также следует рассмотреть отдельно.
С прямыми зубьями
Инструмент, в качестве режущих частей которого используются прямые зубья, востребован при обработке хорошо доступных участков в пределах заготовки, располагающейся параллельно линии размещения оснастки. Этот тип встречается крайне редко. Чаще всего предпочтение отдается образцам с винтовыми зубьями, отличающимся большей функциональностью.
С винтовыми зубьями
Зубья у оснастки этого типа располагаются по винтовой линии, имеющей заданный угол наклона. Указанный инструмент подходит больше для выборки материала на узких участках исходных заготовок.
Для уменьшения величины осевых нагрузок подходят фрезы, зубья которых выбраны под различными углами наклона рабочих граней.
Торцовые
Торцевые инструменты широко распространены наряду с цилиндрическими модификациями. Их характерный признак – вертикально ориентированная ось вращения, что определяет область их применения. Такая оснастка в основном востребована при обработке протяженных плоских поверхностей, с которых удаляется слой материала заданной толщины.
Принципы выбора
В многообразии оснастки может запутаться даже специалист. Поэтому при покупке насадок нужно учитывать каким критериям должны соответствовать дисковые фрезы.
Критерии
Критерии выбора дисковой фрезы по металлу:
- количество зубьев;
- материал.
Количество зубьев
От количества зубьев зависит чистота и точность резов, скорость обработки. С увеличением их количества повышается нагрузка на электродвигатель, замедляется процесс выведения металлической стружки из рабочей зоны.
Количество зубьев:
- малое — до 40;
- среднее — до 80;
- большое — более 90.
Для домашних работ нужно выбирать диски со средним количеством зубьев. Они производительные, не сильно напрягают электродвигатель, из рабочей зоны достаточно быстро выводится металлическая стружка.
Разные виды фрез (Фото: Instagram / grindingcenter)
Материал
Виды материалов:
- Чтобы разрезать металлы прочностью до 800 Мпа, нужно использовать оснастку, изготовленную из быстрорежущей стали, к которой добавляется до 5% молибдена.
- Чтобы обрабатывать металлы прочностью свыше 800 Мпа, рекомендуется применять фрезы из инструментальной стали, к которой добавляется до 5% кобальта.
- Для работы с нержавейкой подойдут специальные дисковые инструменты, на режущих частях которых закрепляются напайки, изготовленные из карбида вольфрама.
Преимущества
Положительные стороны:
- Качественная обработка заготовок.
- Получение резов высокой точности, чистоты при использовании дисков со множеством зубьев.
- Выполнение разных технологических операций.
- Универсальность применения. Можно использовать оснастку на станках разного производства.
Производители:
- Metabo;
- Корвет;
- Jet;
- «Инструмент-сервис»;
- Stayer;
- «Глобус».
Средняя цена — 1000 рублей.
Резка дисковой фрезой (Фото: Instagram / jet_tools_rus)
Выбор дисковой и отрезной фрезы
Как подобрать число зубцов
От количества зубцов зависит чистота среза и скорость обработки. Чем их больше, тем чище будет место пиления. Вместе с тем, серьезно увеличивается нагрузка на электромотор, ухудшается процесс отвода стружки из места распила. Поэтому падает скорость вращения инструмента и вхождения его в толщу металла. При небольшом количестве зубцов размер пазух между ними увеличивается, что облегчает вывод стружки и ускоряет пиление. Однако на торцах останутся бороздки, нуждающиеся в дополнительной зачистке.
Большее количество зубцов делают отрезным фрезам со значительным поперечником и отрицательным углом. Малое количество зубцов — у отрезных фрез с небольшим поперечником и положительным углом.
Малым количеством считается число зубцов на фрезе 10 — 40, большим 80 — 90. Среднее число зубцов от 40 до 80, такие образцы подходят для самых разных типов пиления, ими можно работать достаточно эффективно по материалам различной твердости.
Как подобрать материал
Для резки металлов с прочностью от 500 до 800 используются фрезы из стали быстрорежущего типа с добавкой молибдена около 5%. Чтобы работать по металлам с прочностью более 800 лучше выбрать инструмент с добавкой кобальта (до 5%).
Высокоточные фрезы для работы с драгоценными металлами изготавливают из быстрорежущей стали самого лучшего качества.
Несколько видеороликов о работе дисковых фрез и их заточке:
Электронная библиотека
Общетехнические дисциплины / Режущий инструмент / 7.6.4. Особенности червячных фрез для нарезания червячных колес
Червячные фрезы могут быть нарезаны червячными фрезами, резцами-летучками и окончательно обработаны червячными шеверами. Червячные фрезы работают с радиальной или тангенциальной подачей (рис. 7.36, а,б).
При работе с радиальной подачей фреза устанавливается так, что зубья касаются наружной поверхности обода колеса. При вращении фрезы и заготовки затем производится сближение их осей до величины , обеспечивающей необходимые размеры зубьев нарезаемого колеса. В дальнейшем производится нарезание зубьев при постоян
ном межцентровом расстоянии и при совместном вращении фрезы и заготовки без перемещения фрезы вдоль оси.
Рис. 7.36. Схемы нарезания червячного колеса червячной фрезой:




а) с радиальной подачей, б) с тангенциальной подачей
При тангенциальной подаче оси фрезы и заготовки устанавливаются на требуемое межцентровое расстояние , затем осуществляется тангенциальная подача вдоль оси, причем средняя линия зубьев фрезы перемещается касательно к начальной окружности нарезаемого колеса. У таких фрез угол заборного конуса на длине, равной 2,5…3 шагам, выполняется для уменьшения нагрузки на первый зуб фрезы.
Тангенциальный метод нарезания колес менее производителен, чем радиальный, но обеспечивает повышение качества поверхности зубьев за счет увеличения числа зубьев фрезы, находящихся в контакте с заготовкой. Стойкость тангенциальных фрез оказывается выше из-за того, что сила резания распределяется на большее число зубьев фрезы.
Чтобы обеспечить геометрически правильное зацепление нарезаемого колеса с червяком, фреза должна быть спрофилирована идентично профилю витков червяка. Собственно профилирование червячных фрез, обрабатывающих червячные колеса, не отличается от профилирования червячных фрез для цилиндрических зубчатых колес (см.
разд. 7.1 и 7.2). Исходные данные для расчета фрезы задаются в осевом сечении червяка: модуль, угол зацепления, осевой шаг, осевая толщина зуба, наружный диаметр, средний диаметр, угол наклона витка, число заходов червяка, число зубьев колеса, радиальный зазор в передаче, диаметр окружности выступов червячного колеса, направление витков червяка.
Габаритные размеры фрезы в поперечном сечении выбираются не произвольно, что допустимо у фрез для цилиндрических колес, а зависят от диаметра червяка. Средний (делительный) диаметр зубьев фрезы равен среднему диаметру червяка:, шаги зубьев фрезы и колеса также равны между собой. Внутренний диаметр фрезы принимается равным обычно внутреннему диаметру червяка .
Углы подъема винтовой линии на делительном цилиндре, модули и число заходов фрезы и червяка должны совпадать.
Наружный диаметр фрезы делается больше наружного диаметра червяка на удвоенную величину радиального зазора с учетом припуска на переточку (рис.7.37):
,
где 0,1m – припуск на переточку, компенсирующий уменьшение радиального зазора в передаче при сохранении межосевого расстояния в процессе нарезания независимо от степени переточки фрезы.
Рис. 7.37. Определение габаритного размера червячной фрезы
Так как заходность фрезы должна равняться заходности червяка, то часто фрезы приходится изготавливать многозаходными. Поэтому углы подъема витков фрез для червячных колес получаются больше, чем для цилиндрических колес, иногда до 35…400.
В зависимости от формы профиля червяка фрезы для обработки червячных колес могут быть эвольвентными, архимедовыми и конволютными. Выбор типа основного червяка зависит от типа фрезы (черновая или чистовая): архимедовы – для чистовых фрез, а эвольвентные и конволютные — для черновых.
Материал и конструкция
Борфреза (её ещё называют шарошка) — это один из видов оснастки для электроинструментов, промышленного оборудования, станков. До изобретения этих приспособлений человек счищал слой металла напильником. На это уходило много времени, сил.
Появление фрез повысило производительность труда. С помощью них можно проводить обработку различных металлических заготовок. Шарошка состоит из двух частей:
- Концевик — закрепляется в патроне шуруповерта, дрели, перфоратора, бормашинки.
- Режущая часть — рабочая головка фрезы, с помощью которой происходит обработка металла. Борфрезы, которые можно найти в строительных магазинах, соответствуют параметрам, указанным в ГОСТе.
Разделяются шаровки по виду материала, из которого изготавливается рабочая головка, конструкции, визуальной форме режущей части. Материалы, которые используются из при изготовлении борфрезы:
- углеродистая сталь,
- абразив,
- алмазное напыление,
- твердые сплавы металлов.
По конструкции борфрезы могут быть одноконусными, двухконусными. Форма у фрез разная:
- круглая,
- овальная,
- коническая,
- цилиндрическая,
- полуовальная.
ФРЕЗЫ ПРОРЕЗНЫЕ И ОТРЕЗНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 15.03.94 (Отчет Технического секретариата № 1)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Республика Беларусь | Белстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Туркменистан | Туркменглавгосинспекция |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст ИСО 2296—72 «Пилы дисковые и по металлу с мелкими и крупными зубьями. Метрическая серия» и содержит дополнительные требования, отражающие потребности экономики страны
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 12.09.95 № 468 межгосударственный стандарт ГОСТ 2679—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 2679-73
5 ПЕРЕИЗДАНИЕ. Октябрь 2001 г.




Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
ИПК Издательство стандартов, 1996 ИПК Издательство стандартов, 2001 СТАНДАРТИНФОРМ, 2008 Переиздание (по состоянию на август 2008 г.)
ГОСТ 2679-93 (ИСО 2296-72)
Как выбрать?
Выбор и приобретение фрез для работы по металлу – это довольно сложный и длительный процесс. При этом пользователь должен учитывать несколько ключевых факторов. Рассмотрим подробнее основные из них.
Для начала нужно определиться с назначением приобретаемого вами устройства. Например, вы можете приобретать детали для металлообработки, для снятия фаски, для ручного фрезера, для обработки, для сверления отверстий, для дремеля, на дрель. Для каждого из этих процессов понадобятся различные типы устройств.
Сегодня на строительном рынке для приобретения доступны как одиночные фрезы, так и полноценные наборы таких деталей. Очевидно, что набор будет значительно дороже по стоимости, но, с другой стороны, вам не придется заботиться о приобретении нескольких фрез.
С помощью фрез можно осуществлять разнообразные типы работы: грубая обдирка заготовки, чистовая обработка по плоскости, создание канавок, обработка углов и кромок, выборка шпоночных пазов и многое другое. Так, в зависимости от конкретного случая вам может понадобиться угловая, фигурная, шпоночная или фреза другого типа.
В связи с широкой распространенностью фрез и востребованностью данных деталей среди пользователей производством, выпуском и продажей таких деталей занимается большое количество компаний (как отечественных и зарубежных). Соответственно, при покупке у пользователя может возникнуть большое количество трудностей, связанных с выбором. В любом случае следует отдавать предпочтение только той продукции, которая была изготовлена проверенным производителем, пользующемся доверием и любовью покупателей.
В процессе приобретения фрез обязательно убедитесь в том, что рабочий элемент хорошо сочетается с фрезерным устройством, которое уже у вас есть. В противном случае вы просто зря потратите свои средства.
Прежде чем приобретать ту или иную модель фрезы по металлу, нужно изучить отзывы потребителей. Таким образом вы сможете убедиться в том, насколько заявленные производителем характеристики соответствуют реальному положению дел.
Назначение инструмента
Рассматриваемый инструмент получил весьма широкое распространение. Это связано с тем, что геометрическая форма может существенно отличаться. Модульная фреза применяется для достижения следующих целей:
- Предварительного и окончательного нарезания цилиндрических колес. При этом рабочая поверхность может быть представлена прямыми и косыми зубьями. Цилиндрические зубчатые колеса получили весьма широкое распространение в машиностроительной области. Получаемая поверхность должна быть точной, даже незначительное отклонение формы может привести к тому, что изделие нельзя будет использовать.
- Для получения шевронных колес с определенными канавками между зубчатыми венцами. Подобные изделия характеризуются довольно сложной рабочей поверхностью.
- Рассматриваемый инструмент используется для нарезания зубчатых колес конического типа. Рабочая поверхность с конической формой довольно сложна в обработке. Именно поэтому применяются более подходящие модульные фрезы.
- Степень точности получаемого изделия 9-10. Подобные варианты исполнения получили весьма широкое распространение в самых различных отраслях промышленности. Стоит учитывать, что достигнуть требуемой точности можно только при применении соответствующего оборудования и оправки.
- Могут применяться для нарезки зубьев шестерни с менее чем 12 зубьями.
- Специальные варианты исполнения используются для получения колес с циклоидальным профилем зуба.
- Для нарезания зубьев модулем 8 мм используется определенный тип инструмента, который также встречается в стандартных наборах.
https://youtube.com/watch?v=h8uMSH_RsBU
Технологическая карта, связанная с изготовление различных изделий, зачастую предусматривает черновую и чистовую обработку. Среди особенностей отметим нижеприведенные моменты:
- Черновое фрезерование характеризуется тем, что за один проход снимается довольно большое количество металла. Для подобной обработки применяются модульные фрезы с высоким показателем износоустойчивости. При черновом фрезеровании получается профиль, который лишь отдаленно напоминает конечное изделие.
- Чистовое фрезерование предусматривает высокую скорость вращения инструмента. Для обеспечения подобных условий работы при изготовлении основной части применяют быстрорежущую сталь, способную выдерживать сильный нагрев. При этом поверхность не стачивается, за счет чего обеспечивается высокая точность изготовления. У модульных фрез для чистовой обработки передний угол равен нулю.
Теоретически для получения каждой разновидности зубчатого колеса применяется инструмент с наиболее подходящим профилем. Это связано с тем, что получаемая поверхность будет полностью соответствовать профилю. На практике допускается незначительная погрешность.

Встретить можно инструменты для обработки всех металлов. Современная фреза дисковая может изготавливаться из самых различных сплавов, многие характеризуются высокой устойчивостью к износу и высокой температуры. Выбор модульной фрезы проводится в зависимости от особенностей изделия, как правило, делается это на этапе разработки технологической карты по изготовлению конкретного изделия.
Сегодня рассматриваемый инструмент может применяться для нарезания рейки. Подобное изделие сегодня встречается крайне часто в машиностроительной области. Также на производственных линиях встречается механическая торцевая фреза, которая характеризуется определенной геометрической формой.
Государственные стандарты
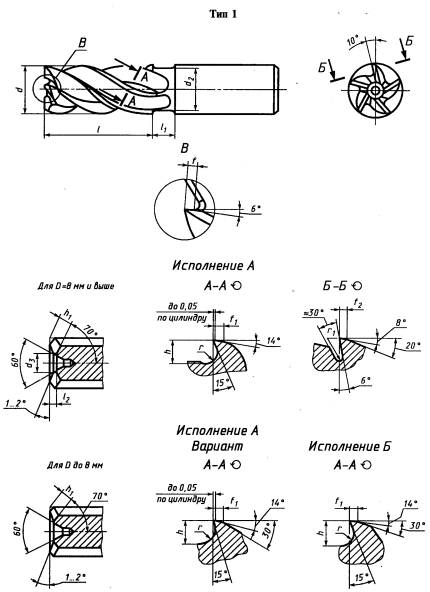
Общие требования к конструкции и характеристикам концевых фрез изложены в ГОСТ 17024-82 «Фрезы концевые. Технические условия». В дополнение к этому существует около сорока государственных стандартов, которые регулируют требования к характеристикам отдельных видов концевых фрез. Помимо прочего, они включают группу ГОСТов, регламентирующих параметры различных видов концевых фрезеров, предназначенных для обработки специализированных материалов на станках с ручным управлением и ЧПУ: легких сплавов, труднообрабатываемых сталей, титановых сплавов (ГОСТ 16225-81, ГОСТ 16225-81, ГОСТ 18938-73 и пр.). Другие ГОСТы определяют размерные ряды диаметров: для концевых фрез с цилиндрическим хвостовиком — ГОСТ 17025-71, а для концевых фрез с коническим хвостовиком — ГОСТ 17026-71.
Помимо государственных стандартов, требования к этому инструменту регламентируются техническими условиями, например, ТУ 2-035-0222232.3-90 определяет ряд диаметров для станков с ЧПУ.
Как выбрать пальчиковую фрезу по металлу
Собираясь заказать одну или несколько фрез, важно обратить внимание на характеристики станка, на котором она будет установлена. Кроме того, мы советуем ориентироваться на задачи, которые будет выполнять фреза пальчиковая по металлу. Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
- форма фрезы;
- габариты обрабатываемой поверхности;
- твердость металла, подлежащего фрезерованию;
- диаметр и длина рабочей части;
- общая длина фрезы;
- диаметр хвостовика (должен совпадать с характеристиками станка).
Помимо этого, стоит обратить внимание на количество рабочих кромок. Для легких металлов вполне достаточно трех-четырех перьев, а для сплавов повышенной твердости их число должно быть пять или более
Как правило, инструмент для работы с металлом изготавливают из особых материалов. В каталогах фреза пальчиковая по металлу может быть представлена в нескольких модификациях: из быстрорежущей стали, твердосплавные, с напылением. Общее правило при подборе инструмента таково: прочность ее зубьев должна соответствовать характеристикам обрабатываемого металла. Для того, чтобы подготовить мастерскую к решению любых задач, наши специалисты предпочитают приобретать фрезы нескольких разновидностей.
Лучшие недорогие наборы фрез
Это одни из наиболее популярных моделей, потому что стоят недорого. Их покупают новички и компании, которые не желают приобретать более дорогие модели. Они есть во многих специализированных магазинах. Необходимо понимать, что их качество не из лучших, они часто ломаются, но это не значит, что их не стоит использовать.
7. Rotary Tool
Отличные изделия для начинающих. Здесь используется несколько фрез из различного материала, которые позволяют работать с деревянными и металлическими заготовками. Цена небольшая, в комплекте насадки для различных работ.



Стоимость набора 91 рубль.
Rotary Tool
Характеристики:
- длина 40 мм;
- диаметр 3 мм;
- материал – сталь, медь, чугун и алюминий;
- производство – Китай.
Плюсы
- много насадок;
- можно работать даже с мрамором;
- продается набор во многих магазинах.
Минусы
- высокий процент брака, часто встречаются сколы на фрезах;
- часто ломаются.
6. XINGWEIQIANG TF-YT10
Данные изделия можно отнести к профессиональным. В наборе 10 штук различной формы. Возможно использовать для обработки дерева и металла. При производстве используется быстрорежущая сталь HSS.
Стоимость набора от 571.99 до 688.22 рублей.
XINGWEIQIANG TF-YT10
Характеристики:
- сталь HSS;
- производство Китай;
- 10 фрез в наличии.
Плюсы
- удобный кейс для хранения;
- адекватная цена;
- большой выбор насадок;
- можно найти во многих магазинах.
Минусы
не универсальные фрезы, необходимо докупать дополнительно для выполнения некоторых видов работ.
5. JGZUI
Один из наиболее популярных в России китайских наборов. Сегодня можно найти различную комплектацию, исходя из текущих потребностей. Также наборы продаются на иностранных интернет-площадках. Отличительная черта – это желтый наконечник, который позволяет отличить подделку от оригинала.
Стоимость набора 641.60 до 926.60 рублей.
JGZUI
Характеристики:
- набор из 12 шт.;
- производство Китай;
- в комплекте наконечники для различных видов работ;
- сталь HSS.
Плюсы
- удобный кейс;
- небольшая цена;
- можно найти фрезы для любого применения.
Минусы
низкое качество сплава, поэтому изделия быстро ломаются.
4. DREANIQUE 12PCS-D6SET
Набор, в котором используются фрезы с твердым наконечником. У них коническая форма, а для увеличения прочности применяется титановое покрытие.
Стоимость набора от 370.38 до 1195.19 рублей.
DREANIQUE 12PCS-D6SET
Характеристики:
- диаметр 4 – 8 мм;
- общая длина до 75 мм;
- титановое напыление.
Плюсы
- в комплекте 12 шт.;
- идеально подходит для новичков.
Минусы
фрезы быстро ломаются.
3. QSTEXPRESS 10pcs
Отличный набор из десяти фрез, который подходит начинающим специалистам. Здесь есть все необходимое для работы. При производстве используется прочный сплав, благодаря чему изделия могут служить в течение долгого времени.
Стоимость набора 457.72 рубля.
QSTEXPRESS 10pcs
Характеристики:
- диаметр 3 мм;
- в наборе 10 шт.;
- материал – карбид вольфрама.
Плюсы
- универсальный набор;
- небольшая цена;
- высокая прочность.
Минусы
бывает сложно найти в магазинах.
2. AZKOR Aluminum HRC50
Изделия из вольфрамовой стали, которые обладают большим запасом прочности. Данные фрезы используют специалисты для качественной обработки древесины. Стоимость небольшая. У наконечника фрезы имеется три лезвия.






Стоимость набора от 122.81 до 812.34 рублей.
AZKOR Aluminum HRC50
Характеристики:
- диаметр 1 – 12 мм;
- твердость 50;
- спиральный угол фрезерного станка 35 градусов.
Плюсы
- высококачественный сплав;
- высокая эффективность при удалении чипов;
- гладкая поверхность после обработки изделия;
- острые фрезы.
Минусы
не выявлены.
1. HUHAO Two Fluts Spiral Bits
На сегодня это одни из лучших фрез, которые присутствуют на рынке в бюджетном сегменте. Они продаются во многих магазинах и на интернет-площадках. Здесь используется твердосплавный металл. Многие отмечают, что при правильной эксплуатации изделия хватает надолго.
Стоимость набора от 125 рублей.
HUHAO Two Fluts Spiral Bits
Характеристики:
- диаметр 3 мм;
- общая длина 38 мм;
- серебристый цвет;
- производство Китай.
Плюсы
- небольшая цена;
- долго держит заточку;
- удобный кейс.
Минусы
не выявлены.
Назначение инструмента
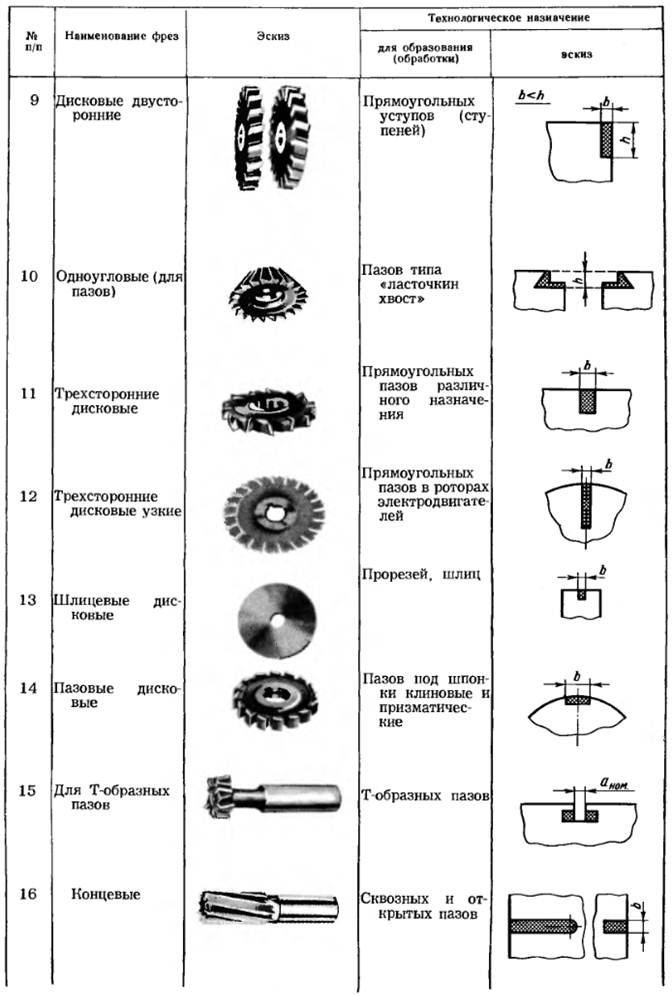
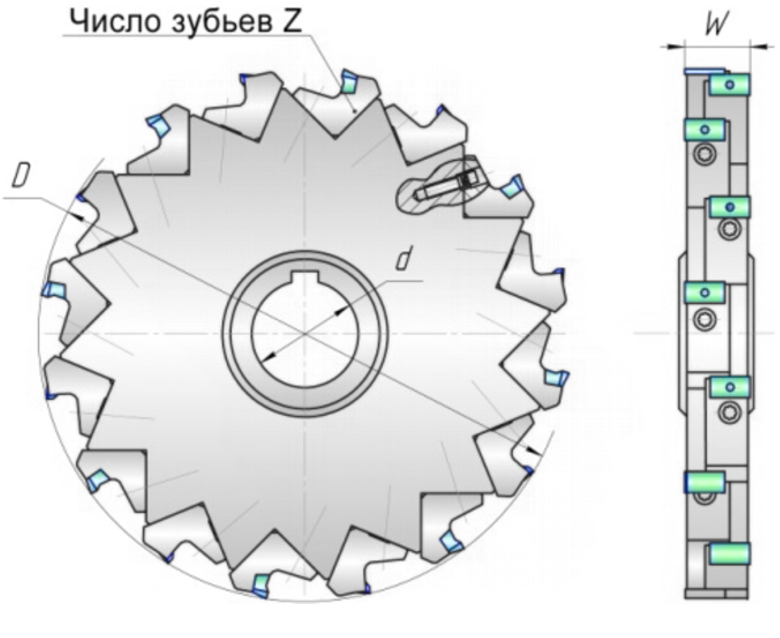
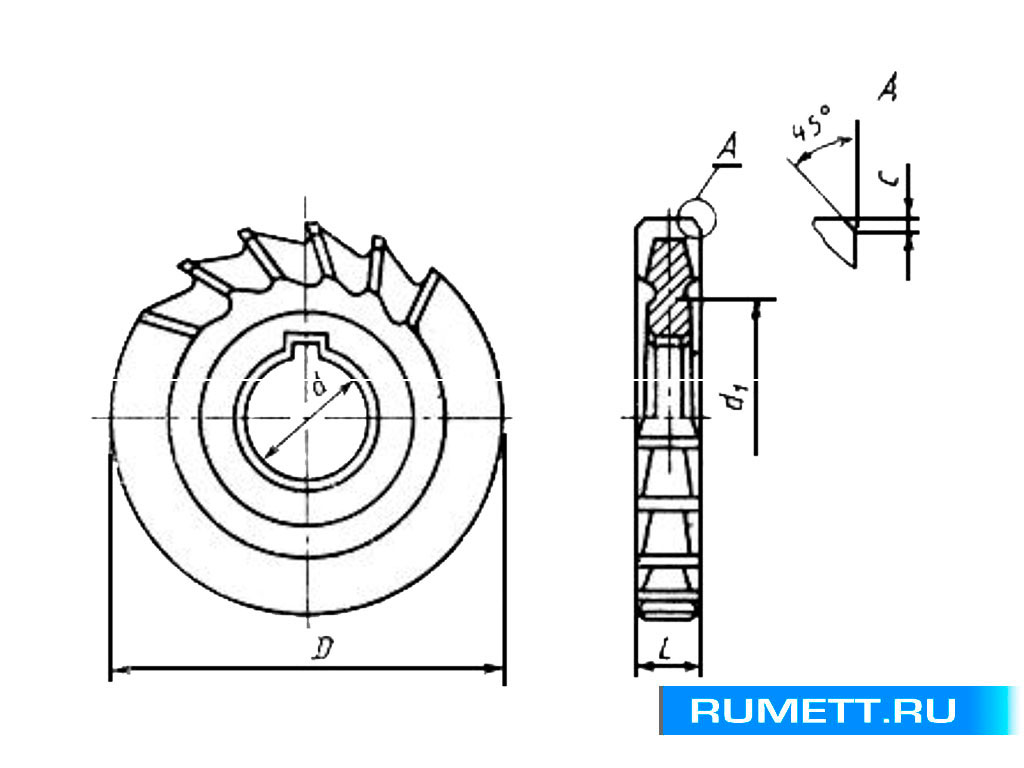
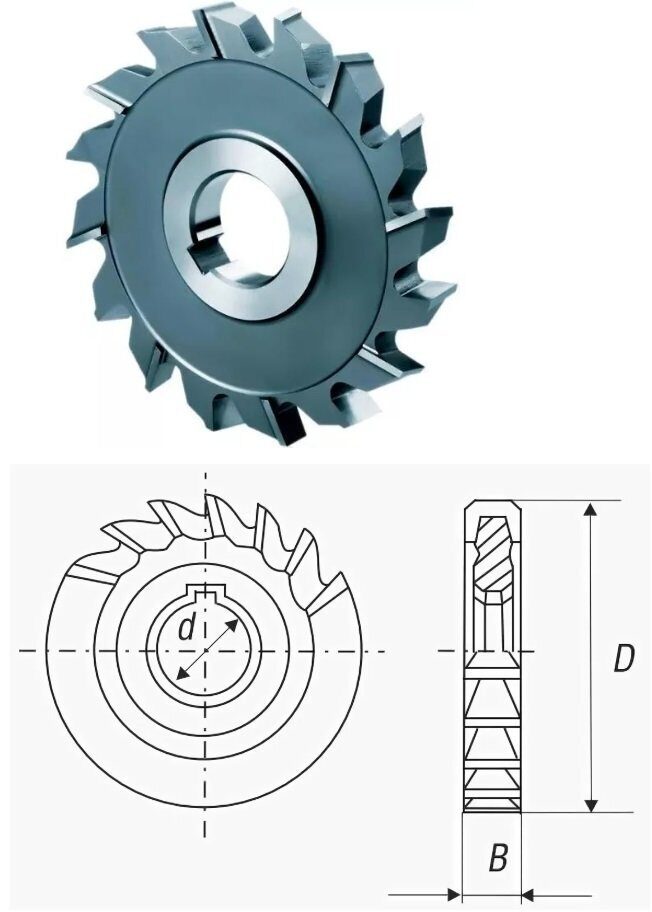
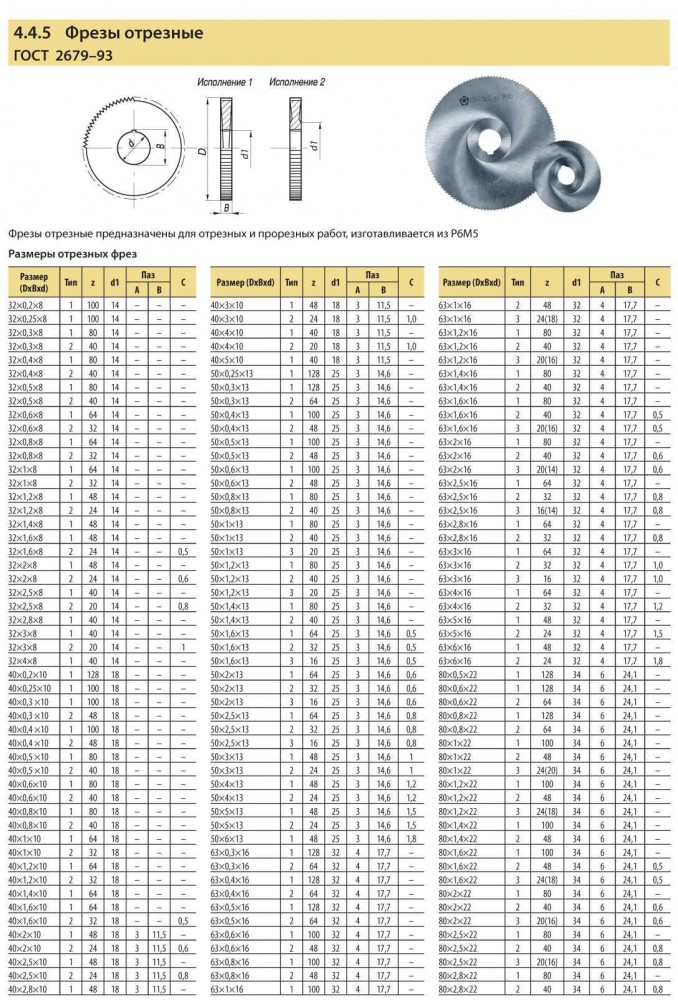
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
- отрезка мерных заготовок из проката;
- обрезка литейных припусков и прибылей на малых деталях;
- прорезка канавок для фиксации деталей;
- фрезеровка шпоночных и шлицевых пазов.
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина.
Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.
Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.
Область применения
Дисковые модульные фрезы применяются для:
- •черновой обработки, предварительной и чистовой нарезки прямых и косых зубьев цилиндрических колес;
- •изготовления шевронных колес с канавками между зубчатыми венцами;
- •нарезки конических зубчатых колес.
Особенностью применения данного типа фрез является высокая точность зуба, что позволяет использовать детали для широкого круга машин и оборудования различных отраслей машиностроения, в том числе и при производстве высокоточных станков. При этом модульные дисковые фрезы могут быть использованы для шестерен с менее чем 12 зубьями и для циклоидального профиля.





