
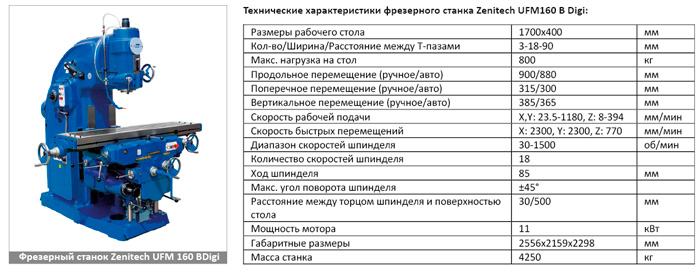
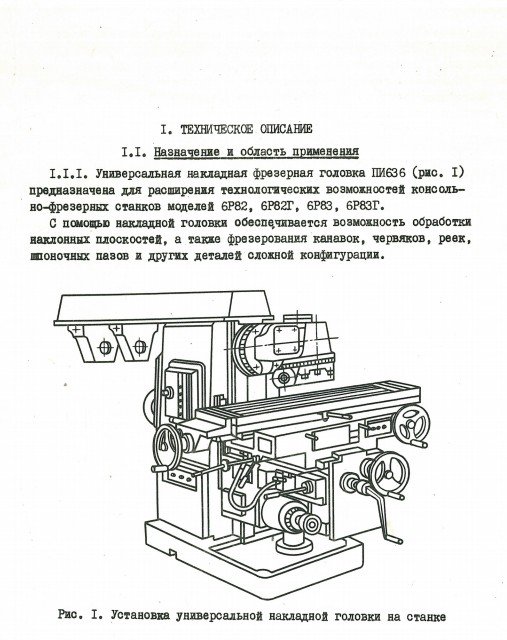
Технические характеристики
Описание эксплуатационных характеристик агрегата будет таким:
- Можно использовать специальные упоры, либо ручное управление, чтобы передвигать стол, управлять этим процессом.
- Муфта позволяет остановить шпиндель при необходимости. Предполагается использование электромагнитной части устройства.
- Удачная конструкция механического и ручного привода.
- Большой разброс допустимых скоростей обработки. Благодаря чему производительность шпинделя сохраняет высокий уровень.
- Наличие самостоятельных двигателей, способных работать от электрической сети.
- Повышенная жёсткость и мощность.
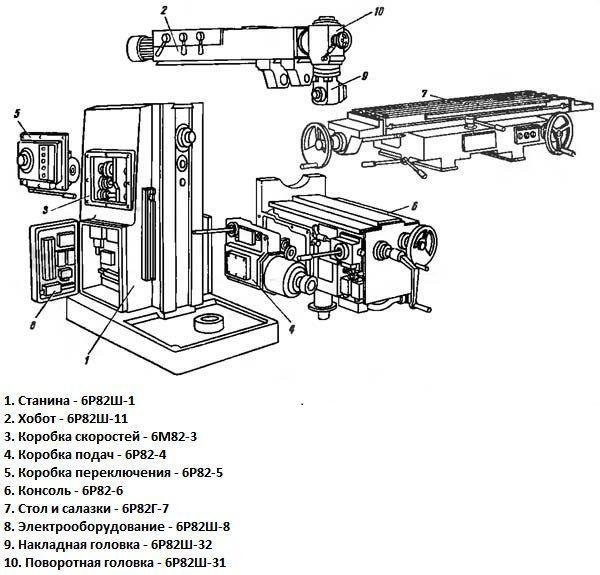
Общие сведения о станке «6р82»
Горизонтально-фрезерный, консольно- широкоуниверсальный станок модели «6Р82» не единственный в своей серии, и имеет модифицированные и измененные модели «6Р82г», «6Р82ш», «6М82», «6Т82», «6Т82г», имеющие не только различные технические характеристики, но и сферы применения.
Станки моделей «6Р82г», «6Р82ш» и «6Р82» используются для фрезерования различных деталей и запчастей. Их технические характеристики позволяют фрезеровать детали из следующих металлов:
- сталь;
- чугун;
- цветной металл.
Широкоуниверсальный консольно- горизонтально-фрезерный станок модели «6Р82», а также его модифицированные версии, способен универсально производить фрезеровку дисковыми, угловыми и цилиндрическими фрезами, как в условиях частного индивидуального производства, так и в условиях серийного промышленного производства.
Процесс работы на горизонтально-фрезерном станке
Назначение и сферу применения фрезерного станка данного типа можно изменять, используя встроенную возможность настройки фрезерного станка.
Пользователь может выставлять как полуавтоматический, так и автоматический цикл работы устройства, чтобы подготовить его для более продуктивного и удобного выполнения работ операционного характера, что особенно важно для поточного и автоматического выполнения работы в крупносерийном производстве. к меню. к меню
к меню
Технологические особенности
Характеристики горизонтально-фрезерного станочного устройства модели «6Р82» позволяют ему работать с вертикальными и горизонтальными плоскостями, а также обрабатывать:
- пазы;
- углы;
- различные рамки;
- зубчатые колеса и т.п.
Шкаф доступа к электрическому оборудованию станка
Устройство при необходимости можно модифицировать для выполнения более узконаправленной работы путем присоединения дополнительных механизмов. Стандартный комплект дополнительного оборудования включает:
- делительную головку (в том числе универсальную);
- поворотный круглый стол;
- дополнительные накладки для делительной головки.
Консольно- горизонтально-фрезерный станок 6Р82ш универсально подходит для огромного количества целей своего спектра применения. В случаях крупносерийного производства, устройство может быть настроено на использование его для выполнения операционных работ. Поэтому агрегат по определению не имеет конкретное назначение, и может универсально использоваться для различных фрезеровочных работ.
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
За счет того, что станки данной серии автоматизированы и имеют возможность настраиваться под определенные цели (путем изменения циклов), их использование положительно влияет на общую производительность и исключает острую необходимость привлечения специалистов высокой квалификации для управления инструментом.
Заводская маркировка станка
Кроме того, благодаря возможности менять циклы работы, для устройств данной серии можно с легкостью организовать единое многостаночное обслуживание. к меню
О модели 6Р81
Горизонтальный фрезерный станок 6Р81 – это высоконадежное оборудование, используемое для обработки заготовок из черных и цветных металлов, а также из пластика. Машина способна обрабатывать изделия с помощью различных фрез, в том числе с помощью специальных узкоцелевых инструментов.


Ключевой особенностью конструкции фрезерного станка 6Р81 является то, что ею предусмотрен большой диапазон передач шпинделя и много вариантов подач стола, который перемещается в трех направлениях. Такая особенность 6Р81 дает возможность мастеру выбирать наиболее подходящий формат обработки заготовки, что очень удобно и сказывается на результатах работы. Заметим, что шпиндель и рабочий стол приводится в движение независимыми друг от друга электрическими моторами.
Сфера применения 6Р81 достаточно широка. Сегодня агрегат можно увидеть как в небольшой «бытовой» мастерской, так и на крупном предприятии. Несмотря на то, что с момента своего появления на свет она устарела в моральном и физическом плане, поразительная ремонтопригодность и надежность основных узлов дает возможность успешно эксплуатировать в наши дни агрегаты, выпущенные не одно десятилетие назад.
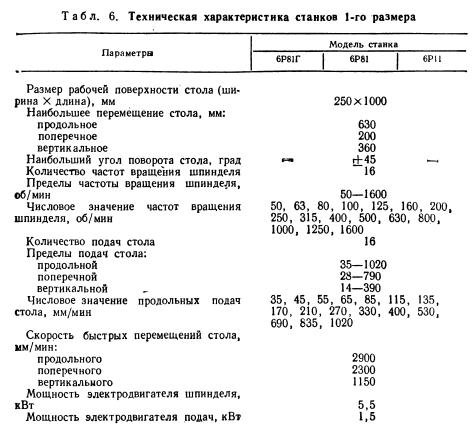
Чтобы иметь более подробное представление об этой модели, имеет смысл узнать ее технические характеристики. Основные параметры 6Р81 представим в виде списка:
- Мощность двигателя – 5.5 кВт;
- Мощность двигателя подач – 1.5 кВт;
- Электронасос системы охлаждения типа Х14-22М мощностью 120 Вт;
- Выключающиеся упоры подачи – в наличии;
- Тормозная муфта шпинделя – в наличии;
- Шариковая антиперегрузочная пара – в наличии;
- Частотный диапазон вращения шпинделя – от 31.5 до 1600 оборотов;
- Количество подач стола – 16;
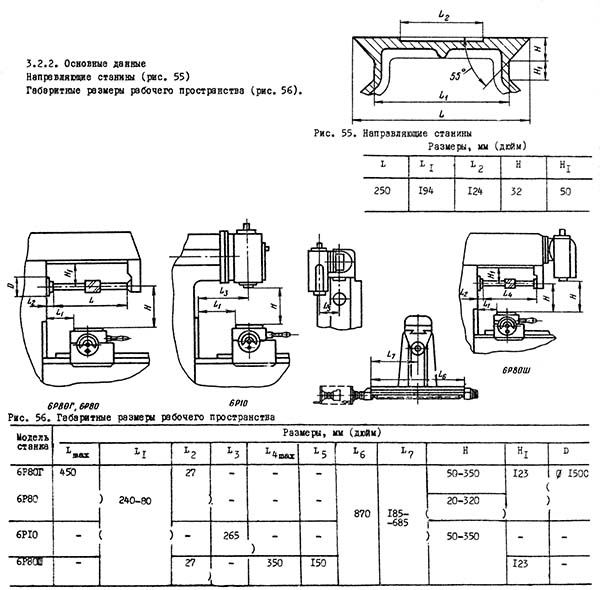
- Диапазон расстояний между шпинделем и столом – от 50 до 370 мм;
- Габариты рабочей поверхности – 250х1000 мм;
- Масса – 2280 кг;
- Габариты – 480х1990х1630 мм.
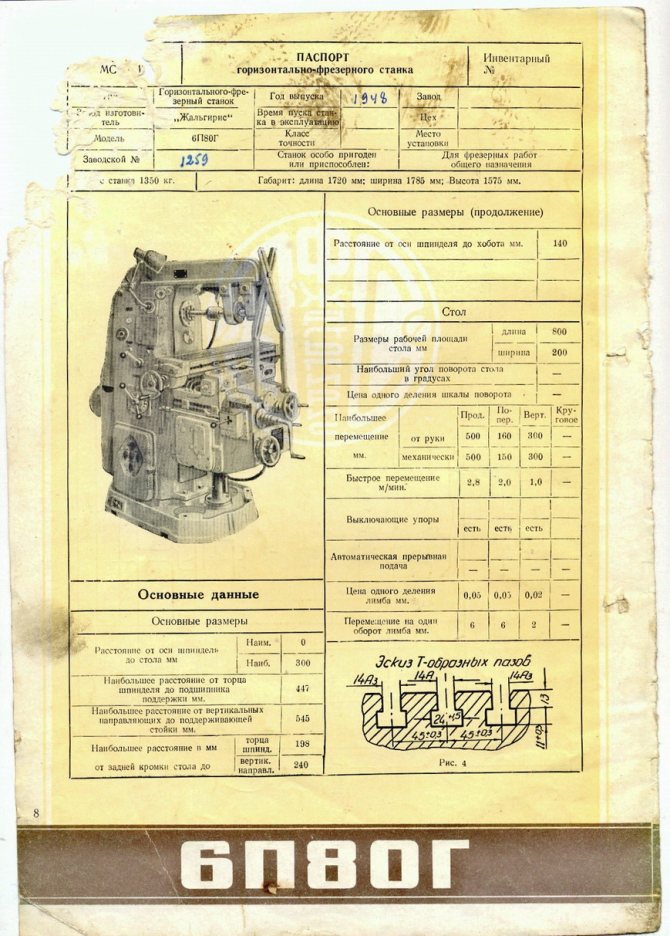
Характеристика фрезерного станка 6Н81Г.
Горизонтальный консольно-фрезерный станок 6Н81Г предназначен для обработки различных изделий сравнительно небольших размеров из стали, чугуна, цветных металлов и пластмасс в основном цилиндрическими, торцовыми, дисковыми, угловыми, фасонными и модульными фрезами специальными фрезами в условиях индивидуального и серийного производства. Станок предназначен для обработки плоских и фасонных поверхностей, зубчатых колёс и т. п. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
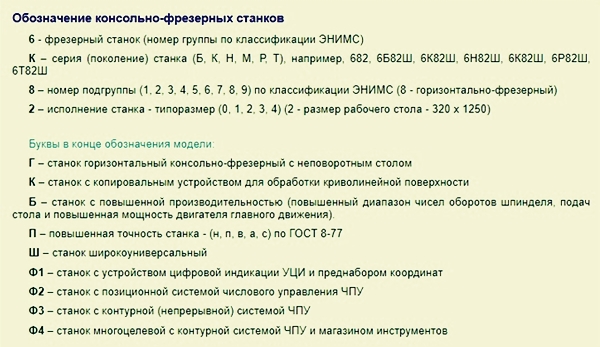
Расшифровка названия станка:
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Н – серия (поколение) станка (Б, К, Н, М, Р, Т)
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
1 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (1 — размер рабочего стола — 250 х 1000)
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок может применяться в единичном мелкосерийном и серийном производстве.
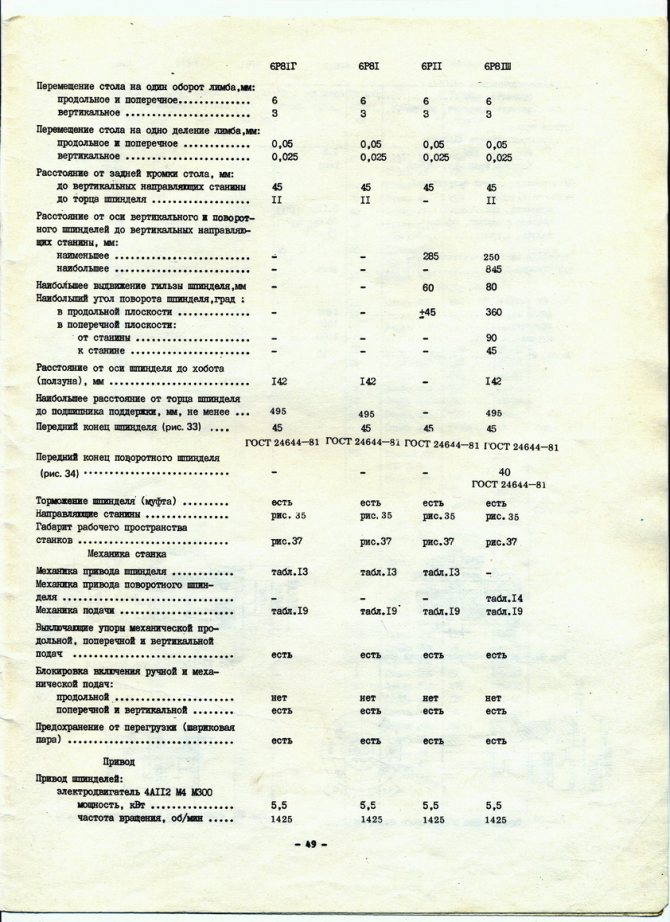
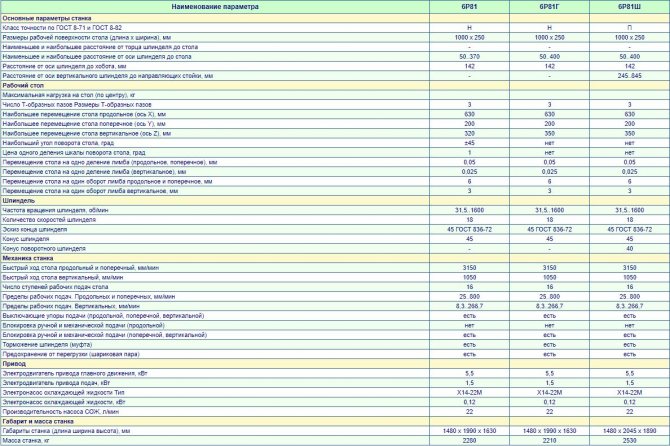
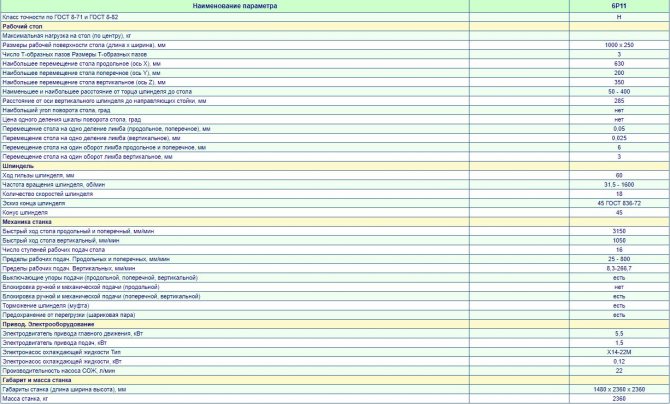
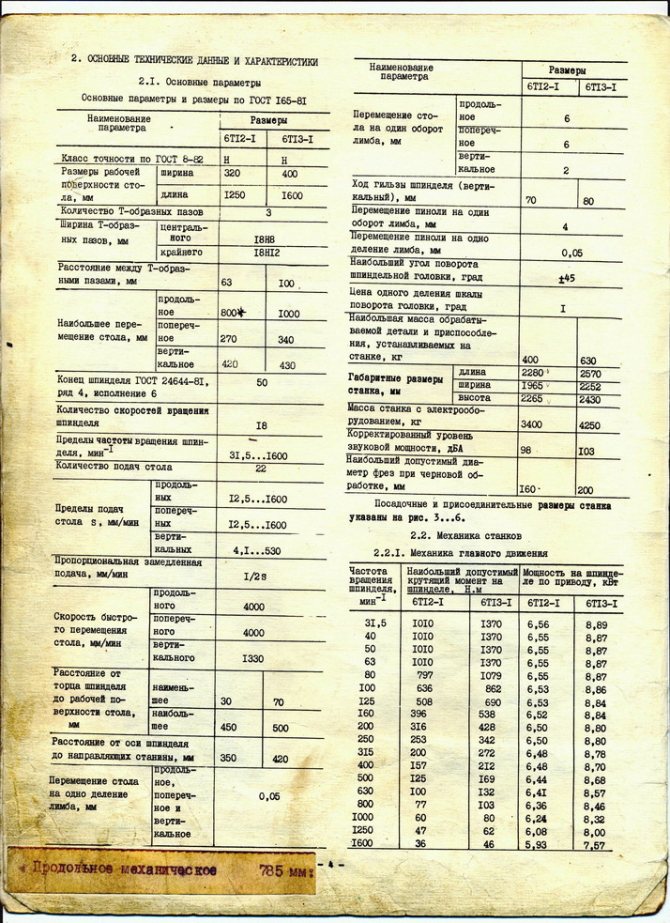
Технические характеристики станка приведены в таблице 2.
| Таблица 2 | |
| Основные параметры станка | |
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 |
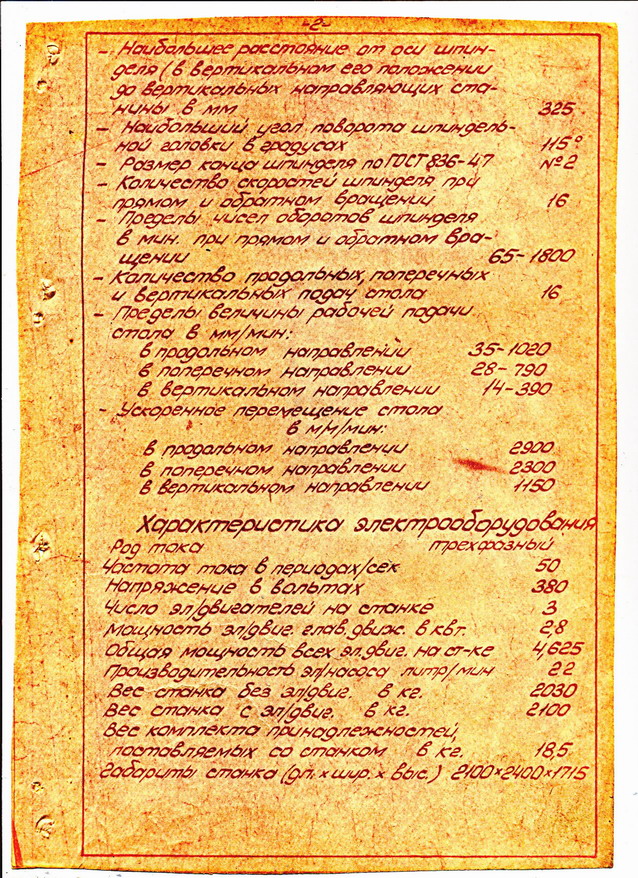
| Наименьшее и наибольшее расстояние от оси шпинделя до стола | 30..380 |
| Расстояние от оси шпинделя до хобота, мм | 150 |
| Рабочий стол | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее перемещение стола продольное от руки/ от двигателя (ось X), мм | 600/ 560 |
| Наибольшее перемещение стола поперечное от руки/ от двигателя (ось Y), мм | 200/ 190 |
| Наибольшее перемещение стола вертикальное от руки/ от двигателя (ось Z), мм | 400/350 |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 |
| Продолжение таблицы 2 | |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 |
| Шпиндель | |
| Частота вращения шпинделя, об/мин | 65..1800 |
| Количество скоростей шпинделя | 16 |
| Эскиз конца шпинделя | ГОСТ 836-47 |
| Конус шпинделя | 45 |
| Наибольший допустимый крутящий момент на шпинделе Нм | 525 |
| Механика станка | |
| Быстрый ход стола продольный (ось X), м/мин | 2,9 |
| Быстрый ход стола поперечный (ось Y), м/мин | 2,3 |
| Быстрый ход стола вертикальный (ось Z), м/мин | 1,15 |
| Число ступеней рабочих подач стола | 16 |
| Пределы рабочих подач. Продольных (ось X), мм/мин | 35..980 |
| Продолжение таблицы 2 | |
| Пределы рабочих подач. Поперечных (ось Y), мм/мин | 25..765 |
| Вертикальных (ось Z), мм/мин | 12..380 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной) | нет |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть |
| Торможение шпинделя (муфта) | есть |
| Предохранение от перегрузки (муфта) | есть |
| Привод | |
| Электродвигатель привода главного движения, кВт | 4,5 |
| Электродвигатель привода подач, кВт | 1,7 |
| Электронасос охлаждающей жидкости Тип | ПА-22 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 |
| Окончание таблицы 2 | |
| Габарит и масса станка | |
| Габариты станка (длина ширина высота), мм | 2060 х 1940 х 1600 |
| Масса станка, кг | 2000 |
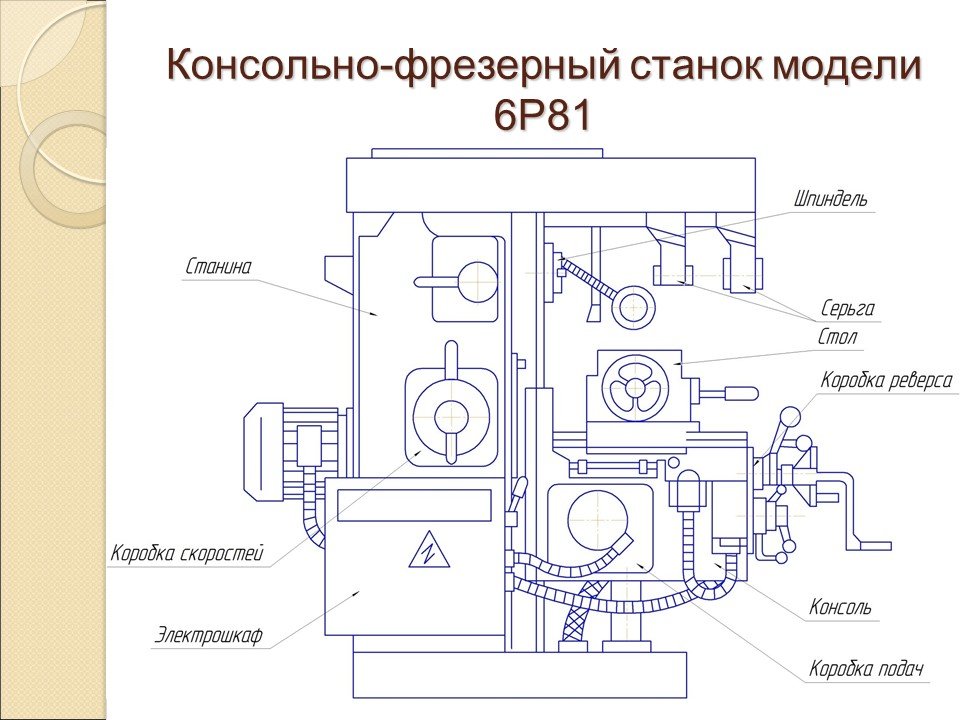
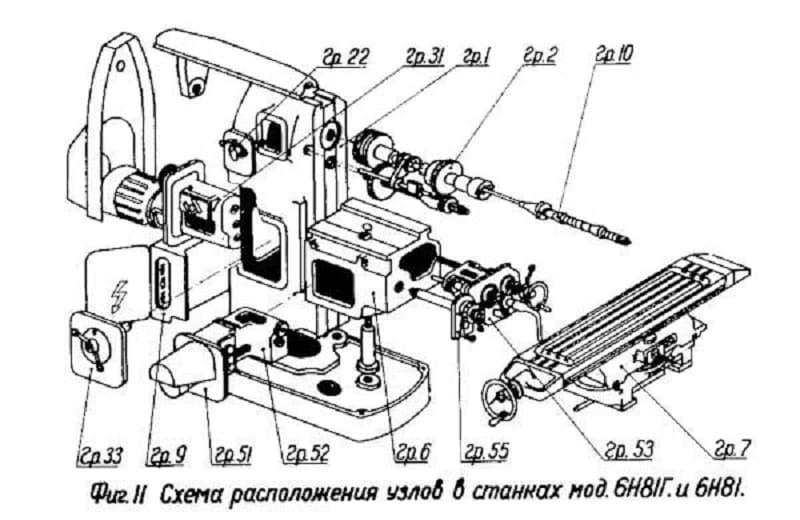
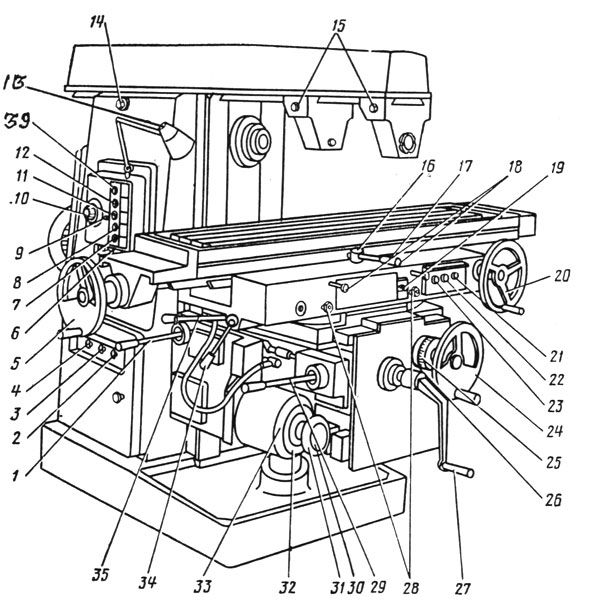
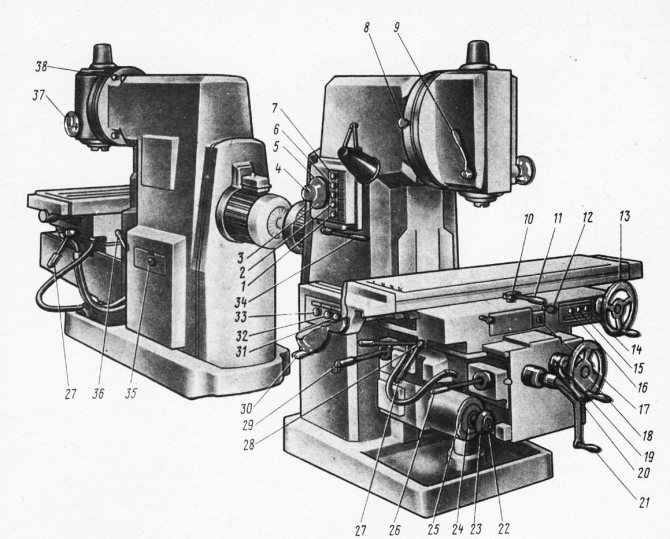
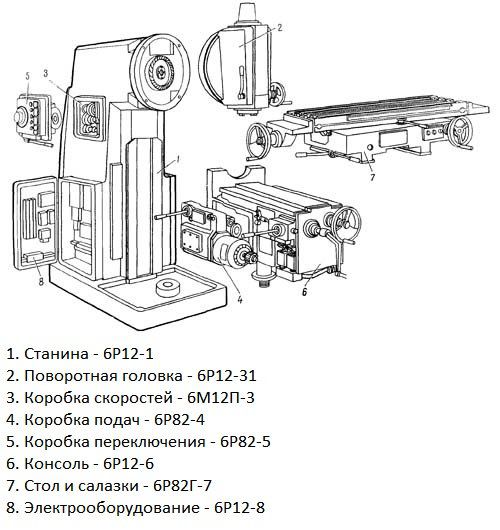
В станине 1 станка размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение салазок по направлению салазок 6), поперечном главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. хобот 3 служит для закрепления подвески 5, поддерживающей конец фрезерной оправки. Схема расположения узлов станка 6Н81Г показана на рисунке 2.
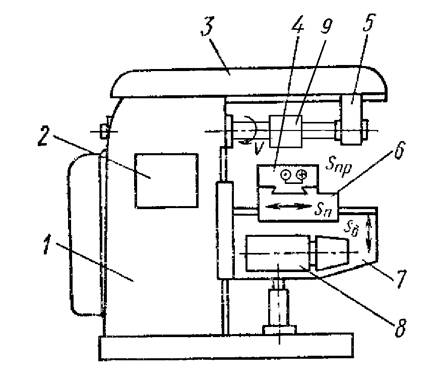
Рис.2. Схема расположения узлов станка 6Н81Г.

Модификации и современные модели станка 6Р81
Существуют некоторые модификации станка и его европейские аналоги. К модификациям 6Р81 относятся следующие модели
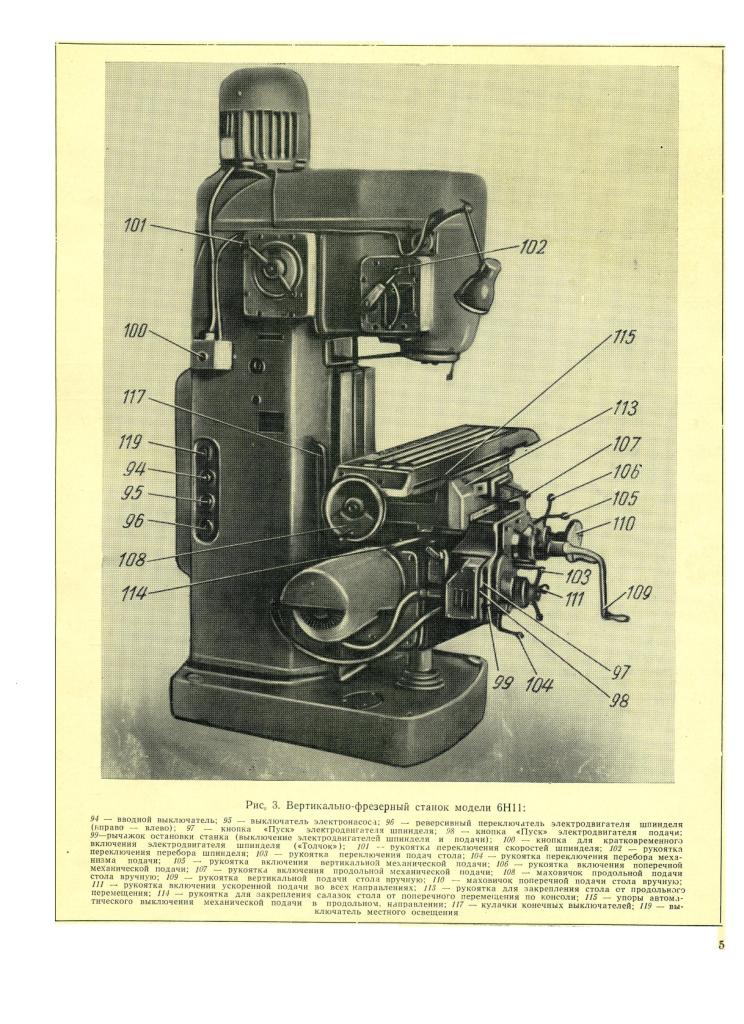
- 6Н81г – горизонтальные, вертикальные – 6Н11.
- Серия 6р, к ним относятся вертикальные – 6Р11, к горизонтальным, тот который описан здесь и 6Р81г. А также к этой серии принадлежат широкоуниверсальные – 6Р81Ш. Они отличаются от других тем, что станина поворачивается под любой угол, требуемы рабочим.
- Широкоуниверсальные (6к82ш). Эти имеют специальную головку со шпинделем. Она может поворачиваться как по горизонтали, так и по вертикали.
- Бесконсольно-фрезерные аппараты имеют шпиндель, который перемещается только вертикально и стол, перемещающийся также строго вертикально и горизонтально.
Устройство станков 6Н81Г и 6Н81
К иностранным аналогам относятся следующие серии станков.
- FU 315E – серия, которую выпускает Гомельский завод. Аппарат с размерами 1250×315 является консольно-фрезерным.
- Х613А – производитель станков Китай. Размеры его 1150×300. Также является консольно-фрезерным.
- Х6132, Х6135 – фирма производитель – Китай. Только станки этой серии имеют размеры 1320×320. Консольно-фрезерные универсальные.
- XW6032B – выпускает тот же Китай. С размерами 1320×320. Станок также является универсальным консольно-фрезерным.
Эти аналоги имеют высокое качество изготовления. А также позволяют расширить свои функции, благодаря использованию делительной головки или круглого поворотного стола. А также на всех станках любой модели имеются защитные устройства. Они предохраняют фрезеровщика за станком от брызг охлаждающей жидкости и стружки, которую срезает с изделия станок. Кроме безопасности, агрегаты оснащаются высококачественными комплектующими. Электрическая часть также надежна, как и механическая.
По ценам современные станки совместимы с ценами на старые агрегаты. Многие могут стоить даже дешевле.
Модель 6Н81
Фрезерный станок 6Н81 – это агрегат горизонтального типа, производимый на заводе ДЗФС – предприятия, знаменитого многими успешными инженерными разработками в сфере станкостроения. Эта модель предназначена для качественной обработки чугунных и стальных заготовок, а также деталей, изготовленных из цветных металлов и различных типов пластмассы. 6Н81 позволяет мастеру использовать широкий диапазон режущих инструментов, в том числе фасонные и модульные фрезы.
Важной изюминкой этой модели считается поворотная конструкция стола, которая открывает массу возможностей для качественного нарезания винтовых канавок с последующим изготовлением зенкеров, разверток, косозубых колес и других нестандартных элементов. У мастера есть возможность настроить работу фрезерного станка 6Н81 в соответствии с характером выполняемых работ
Это позволяет сделать довольно широкий диапазон передач шпинделя и вариантов подач рабочего стола, который может перемещаться по трем координатам
У мастера есть возможность настроить работу фрезерного станка 6Н81 в соответствии с характером выполняемых работ. Это позволяет сделать довольно широкий диапазон передач шпинделя и вариантов подач рабочего стола, который может перемещаться по трем координатам.
Принцип работы фрезерного станка достаточно прост – заготовка фиксируется на рабочем столе с помощью тисков или других приспособлений, которые могут быть опционально установлены. Если мастеру нужно разделить заготовку на несколько сегментов – может быть задействована в работе универсальная делительная головка.
Специалист может оперативно производить настройку агрегата с помощью удобных механических и ручных перемещений салазок, консоли и стола. Если мастеру предстоит обработка твердой заготовки в тяжелом режиме – есть возможность установить дополнительную связь между хоботом станка и рабочим столом для повышения жесткости всей конструкции.
Рассмотрим основные технические характеристики фрезерного станка 6Н81:
- Мощность электромотора – 4.5 кВт;
- Мощность электрического привода рабочего стола – 1.7 кВт;
- Габариты – 2060х1940х1600 мм;
- Масса – 2100 кг;
- Пределы перемещений рабочего стола в продольном/поперечном/вертикальном направлении – 600/200/350 мм;
- Диапазон расстояний от шпинделя до стола – 30-340 мм;
- Максимальная частота вращения шпинделя – 1800 оборотов в минуту;
- Класс точности по ГОСТ 8-71 и ГОСТ 8-82 – H.
Выводы
Фрезерные станки 6Н81 и 6Н82 во многом схожи по функциональным возможностям и по ряду технических параметров. Их эксплуатационные качества заслуживают похвал, несмотря на то, что техника была спроектирована много десятилетий назад. Сегодня 6Н81 и 6Н82 – это проверенные временем агрегаты, к которым до сих пор проявляют интерес опытные фрезеровщики.

Среди преимуществ этой техники нужно отметить надежность, жесткость конструкции и ремонтопригодность, которая объясняет тот феномен, что эти станки до сих пор функционируют в многочисленных мелких и крупных цехах. Если у вас возникла необходимость в качественном фрезерном оборудовании — 6Н81 и 6Н82 могут стать отличным и недорогим выбором.




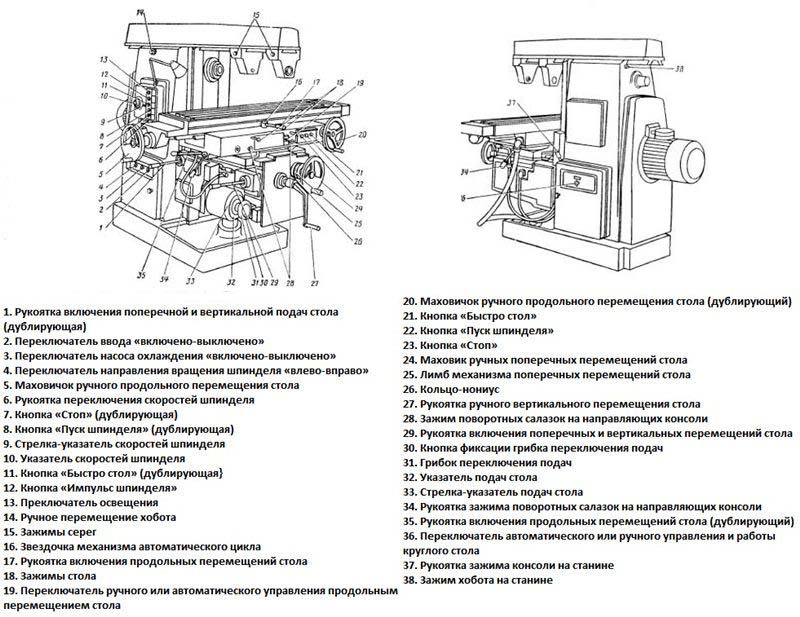
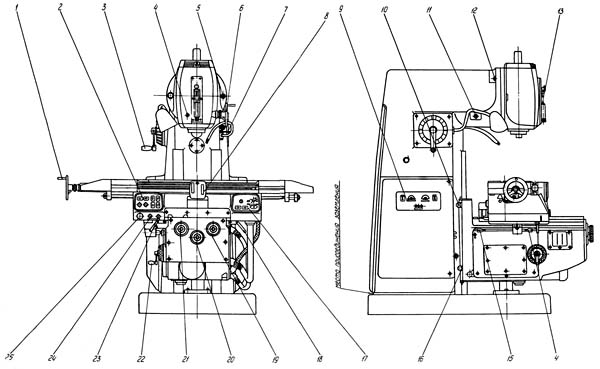
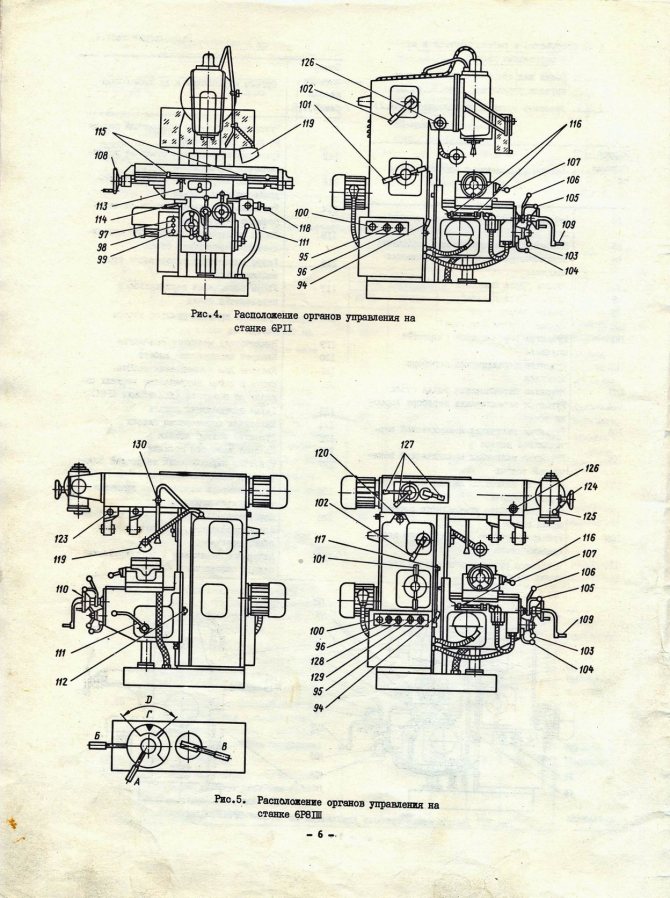
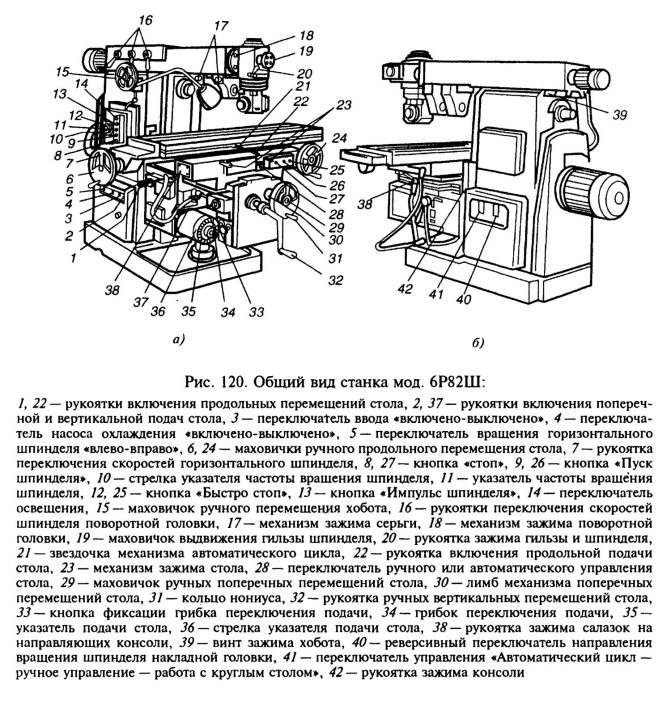
Расположение органов управления фрезерным станком модели 6Р81Г

Расположение органов управления фрезерным станком 6р81г
Перечень органов управленияя станком 6Р81Г и их назначение
- Автоматический выключатель электросети
- Выключатель электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка «Пуск шпинделя»
- Кнопка «Пуск подачи»
- Кнопка «Общий стоп»
- Кнопка «Толчок шпинделя»
- Рукоятка переключения скоростей шпинделя
- Рукоятка переключения перебора шпинделя
- Рукоятка переключения подач стола
- Рукоятка переключения перебора коробки подач
- Рукоятка включения механической вертикальной подачи
- Рукоятка включения механической поперечной подачи
- Рукоятка включения механической продольной подачи
- Маховик ручного продольного перемещения стола
- Рукоятка ручного вертикального перемещения стола
- Маховичок ручного поперечного перемещения стола
- Рукоятка включения ускоренной подачи во всех направлениях
- Рукоятка закрепления стола от вертикального перемещения
- Рукоятка закрепления стола от продольного перемещения
- Рукоятка закрепления стола от поперечного перемещения
- Упоры выключения продольного механического перемещения стола
- Упоры выключения поперечного перемещения стола
- Упоры выключения вертикального перемещения стола
- Рукоятка привода ручного насоса смазки
- Выключатель местного освещения
- Квадрат перемещения хобота
- Квадрат для закрепления хобота
- Винты и гайки закрепления верхних салазок от поворота (для станка 6P81)
- Гайка закрепления серьги
- Маховичок перемещения пиноли
- Рукоятка зажима пиноли
- Квадрат поворота головки
- Рукоятка переключения скоростей поворотного шпинделя ползуна
- Переключатель направления вращения поворотного шпинделя
- Переключатель выбора работы шпинделей (горизонтального, поворотного или обоих вместе)
- Маховичок включения и регулирования подачи охлаждающей жидкости
Универсальный консольно-фрезерный горизонтальный станок с поворотным столом 6Р81
Универсальный фрезерный станок 6Р81, эксплуатируется более 50 лет на производственных объектах, которые обслуживают отрасли тяжелого машиностроения, горной металлургии, и субъекты индивидуального и среднего производственного сектора, при выпуске продукции общего пользования.
Универсальность 6Р81 состоит в том, что его параметры и функции подлежат быстрому усовершенствованию, в зависимости от вида выпускаемых изделий. Расширение технических возможностей станка позволяет осуществлять обработку сталелитейных заготовок из различных видов цветной стали, чугуна, твердой пластмассы.
Обладая технической возможностью провести быструю замену режущей части, станок горизонтально-фрезерный 6р81 осуществляет функции многих дополнительных агрегатов. При помощи торцевых, дисковых, угловых и прочих фрезеровочных частей, значительно расширяется спектр обрабатываемой продукции. Это дает возможность производителю ограничиться установкой одной машины для проведения всех операций по обработке металла или другого сырья при частном производстве.
Условия эксплуатации оборудования
Аппараты моделей горизонтально-фрезерных станков 6Р81Г, 6Р81 на сегодняшний день не выпускаются заводами изготовителями. Вместо них создаются более модернизированные модели. Каждый из современных агрегатов оснащен электронным блоком управления. Это позволяет снизить человеческий фактор, который заключается в браке при изготовлении детали, и повысить класс точности.
Однако данные аппараты можно увидеть еще в использовании для индивидуальных целей. А стажировка сроком в два месяца позволяет человеку быстро научиться обращаться с агрегатом.
Система смазки в этом агрегате должна всегда функционировать нормально. Если по какой-то причине оно перестает поступать в специальный осек для этого, то рекомендуется агрегат отключить от питания электросети. И проверить насосы и механизмы подачи. На станке находятся две централизованные системы подачи масла. Первая в приводе шпинделя, вторая в механизме подачи.
Если вдруг не включается подача на фрезерном станке, в первую очередь проверить наличие масла в коробке передач. Во втором случае, может сработать блокировка. Подача может не работать при неправильном вращении двигателя.

Ремонт фрезерного станка 6Р81
А также масляные фильтры должны периодически очищаться. Это позволит станку долгие годы функционировать без нареканий.
Вовремя проведенные профилактические работы позволят использовать данный аппарат длительное время без нужды в ремонте.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В ремонте тоже пригодится:
- Кабель аабл 3х120 технические характеристики
- Консервы под шубой рецепт
- Регулятор оборотов электродвигателя от стиральной машины схема
Схема электрическая блока питания
Моторы стандартного электрического типа у этих моделей работает на мощности до 7,4 кВт. У двигателя подачи этот показатель равен 2,2 кВт. Управление аппаратом осуществляется с использованием трёх режимов:
- Круглый стол.
- Автоматический, с продольным движением стола.
- При помощи кнопочного управления.
Последний вариант предполагает использование специальных кнопок для начала работы и пуска. Нажатие кнопки остановки приводит к прекращению эксплуатации всех двигателей в составе устройства. Быстрый отвод и подвод, подача – главные принципы автоматических вариантов.
Быстрый ход и двигатель подач единственные функционируют, когда речь идёт о режиме круглого стола.

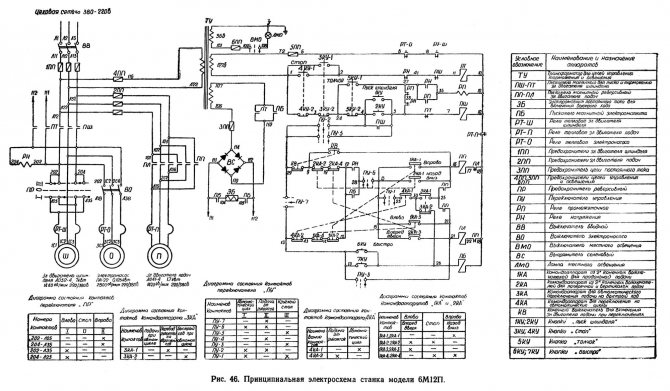
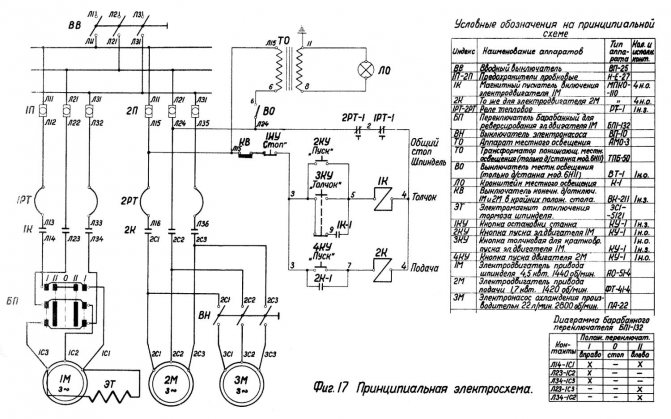
Схема электрическая
Запуск двигателей
Подача питания из сети на электродвигатель шпинделя М2 осуществляется коммутацией автоматического выключателя В1. Замыканием реверсивного – В4 выбирают направление вращения. Двигатель помпы охлаждения М1 подготавливается включением В3, запускается совместно с М2.
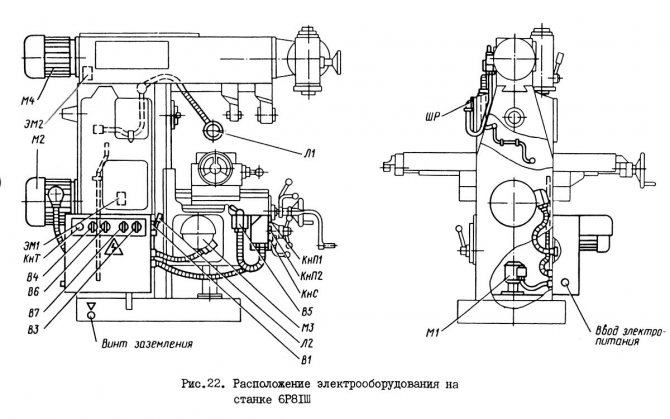


Двигатели: М2, М3 (подачи) запускаются кнопками КнП1, КнП2 посредством магнитных пускателей Р1, Р2, Р8 последовательно друг за другом. М3 нельзя включить при неработающем М2.
Кнопка КнТ («толчок шпинделя») реализует короткий толчковый пуск М2, обеспечивающий переключение ступеней частот вращения при несовпадении зубьев. Замыкая нажатием КнТ, запитывают Р1, Р8, которые нормально открытыми контактами (8-9) запускают реле РВ. Далее РВ отключает эти пускатели, коммутируя собственный нормально закрытый контакт (10-11), поэтому продолжительность работы двигателя М2 не связана со временем удержания нажатой КнТ.
Остановка, торможение, защита
«Общий стоп» осуществляется кнопкой КнС или при нажатии выключателя В5. При прекращении питания М2 происходит торможение главного привода включением электромагнитной муфты ЭМ. На катушку ЭМ постоянный ток (-24В) приходит от выпрямителя ВП. Продолжительность подачи питания задается настройками РВ.
Магнитные пускатели обеспечивают нулевую защиту электродвигателей. Случай короткого замыкания вызывает автоматическое размыкание выключателя В1, перегорание плавких предохранителей Пр1, Пр2, тем самым предупреждаются повреждения электрооборудования. При длительной работе на пределе мощности перегрев электродвигателей ограничивает срабатывание тепловых реле Р3-Р5.

Рис.6. Схема принципиальная электрическая.
Конструкционные особенности
Разберемся более детально с особенностями.
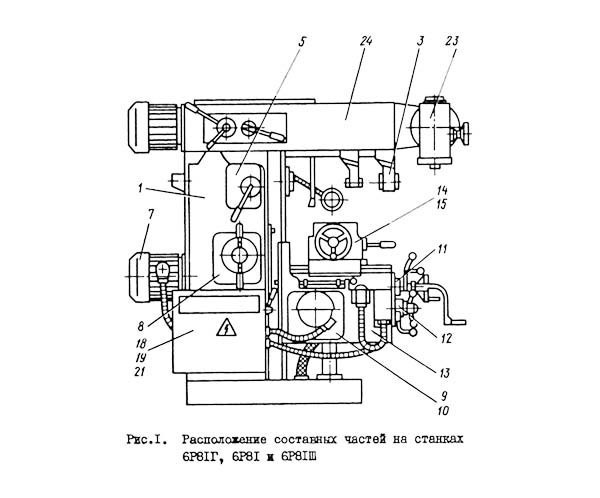
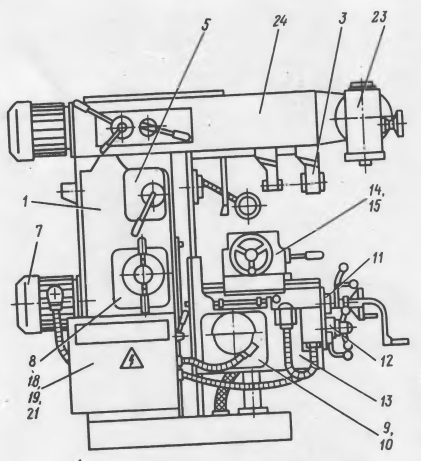
Расположение и назначение составных частей
Литая станина 1 объединяет остальные узлы. Она разделена на две полости: верхнюю, частично залитую маслом, с коробкой скоростей 7, приводом шпинделя 5 и основание, где размещена система охлаждения. Ползун 24 с серьгой 3 двигается по горизонтальным направляющим, выполненным сверху станины. Слева расположены механизм переключения скоростей 8, электрошкаф 19.
Консоль 13 опирается на вертикальный винт, прикрепленный через стакан к основанию, и направляющие станины. По ним перемещается вручную, механически на рабочей или ускоренной подаче. Корпуса редуктора 10, коробки подач 9, соединенные болтами в единую единицу, установлены внутри консоли. Сопряженные колеса 47, 49 (см. рис.5.) связывают редуктор с коробкой реверса 11.
Переданное редуктором вращение коробка реверса распределяет через предохранительную муфту винтам продольного и поперечного хода стола 14; вертикального – консоли.

Рис. 3. Расположение основных узлов
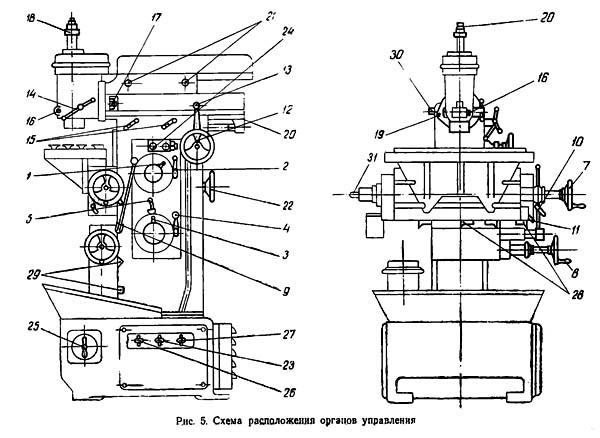
Расположение органов управления
Штурвалы, рукоятки, переключатели, кнопки управления сгруппированы по назначению, размещены на удобной высоте у контролируемых механизмов. Станция 18 объединяет кнопки: пуск шпинделя, подачи; общий стоп. Рядом находятся рукоятки переключения перебора 2 и скоростей 4. Хобот при наладке передвигают, вращая квадрат 1. На дверце электрошкафа смонтированы: кнопка 5 «толчок шпинделя», выключатель помпы охлаждения 6, переключатель реверса вращения 7. Вводной автоматический выключатель 8 установлен на боковой стенке.
Механические продольная, поперечная, вертикальная подачи включаются рукоятками 10, 12, 13 соответственно. Механику перебора подач задействует рычаг 17. Подачи переключаются фиксируемой рукоятью 16. Ручные продольные, поперечные перемещения производят, вращая маховики 22, 14 соответственно. Для подъема – опуска консоли со столом служит съемная изогнутая ручка 15. Ускоренный ход в любом направлении включает рычаг 21.
Винтами 11 салазки фиксируются от поворота. Рычажками 24, 25 стол закрепляют от продольных, поперечных перемещений (зажим консоли не показан). Ползун обездвиживают квадратом 19. Упоры 3 отключают подъем стола, упоры 9 – поперечное перемещение (аналогичные продольные 23). Местное освещение коммутируется тумблером 20, ручную смазочную помпу прокачивают ручкой 26.
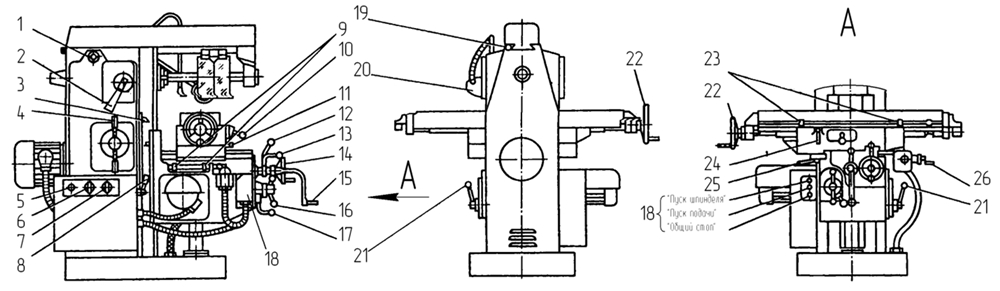
Рис.4. Органы управления

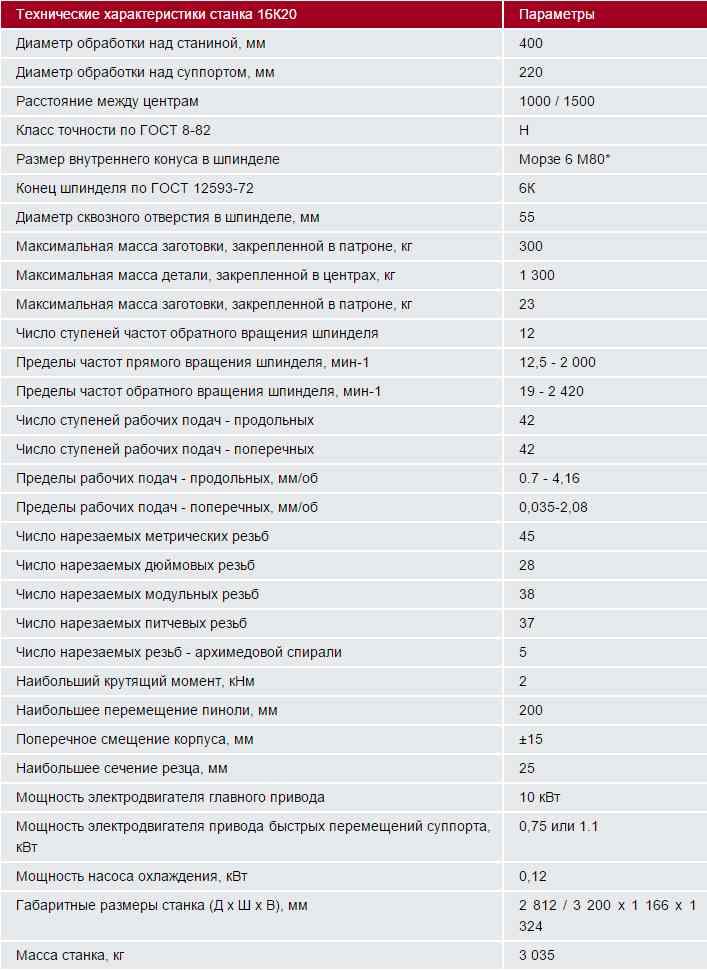
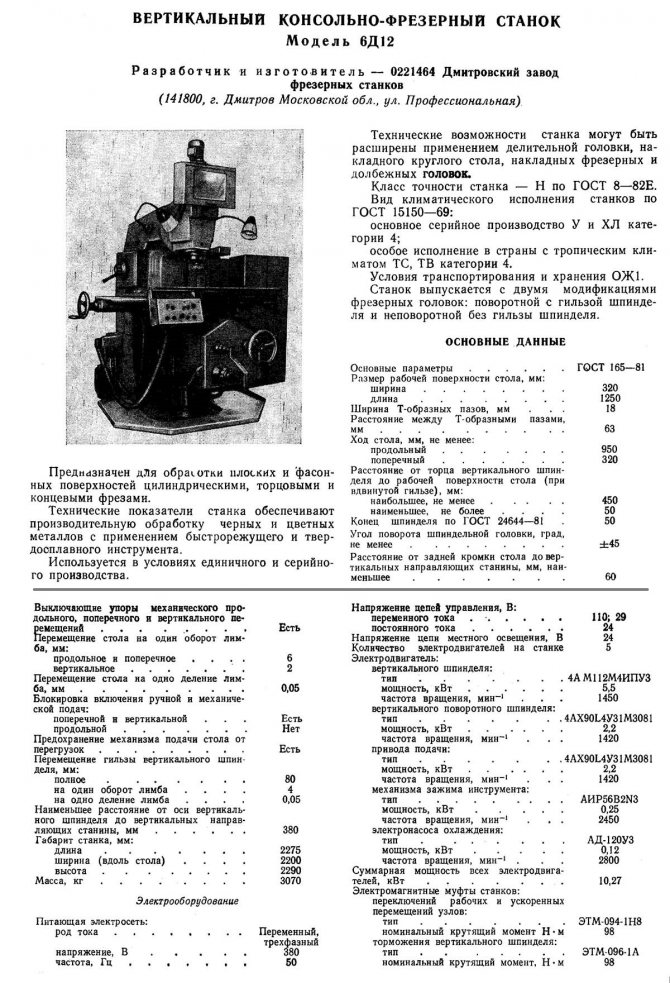
Технические характеристики
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки. — цена 1 317 000 руб. «> Вертикально-фрезерные станки 6Р12 предназначены для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На них можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности. Станки укомплектованы вертикальным пинольным шпинделем. Перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли. Оснащаются копировальными устройствами и сравнительно простыми устройствами ЧПУ. Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола. СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту. Поворотная шпиндельная головка вертикально-фрезерных станков 6Р12 оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Вертикально-фрезерные станки 6Р12 применяются в единичном и серийном производстве. Класс точности станков Н по ГОСТ 8-77.
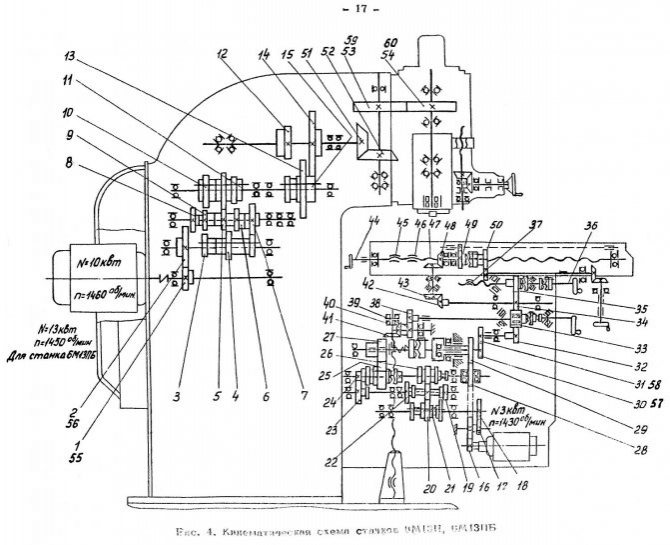
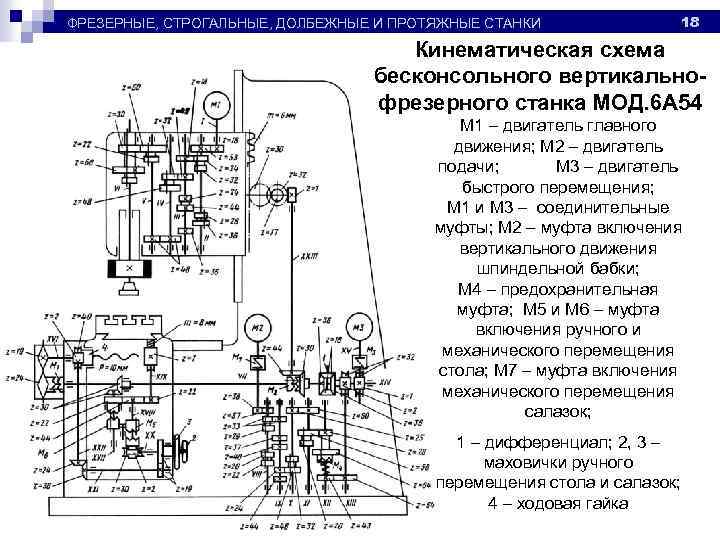
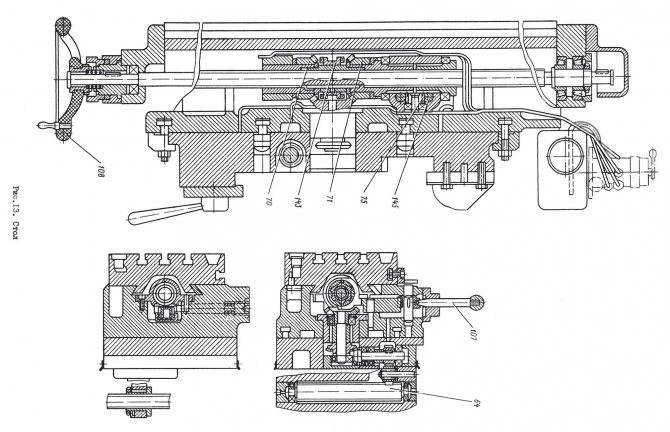
Кинематическая схема
Цепь шпинделя
Вал V сообщает вращение шпинделю напрямую через кулачковую муфту или посредством двух зубчатых пар: 16/18, 19/17. Выбор осуществляется рукояткой перебора, связанной с вилкой, сцепляющей полумуфты или колеса 19/17. Клиноременная передача связывает вал V с выходным валом коробки IV. Сочетания вариантов сопряжений двухвенцовых блоков, размещенных на валах I, III, дают 16 скоростей вращения
Цепь подач
Передача движения от двигателя подач к столу ясна из кинематической схемы. Рассмотрим разделение цепей рабочего и ускоренного перемещения. Через промежуточную передачу 39/40, червяк 42, насаженный на вал XII, шестерня 33 вращает червячное колесо 43, установленное на валу XIII на подшипниках. Колесо заклинивается обгонными муфтами 131, в результате происходит кинематическое, силовое замыкание, столу придается рабочая подача.
При ускоренных ходах движение сообщается валу XIII передачей 23/44. Собранное на подшипниках колесо 44 вращает вал только при включении фрикционной муфты 132, вызывающем срабатывание муфты 131, отключение колеса 43.
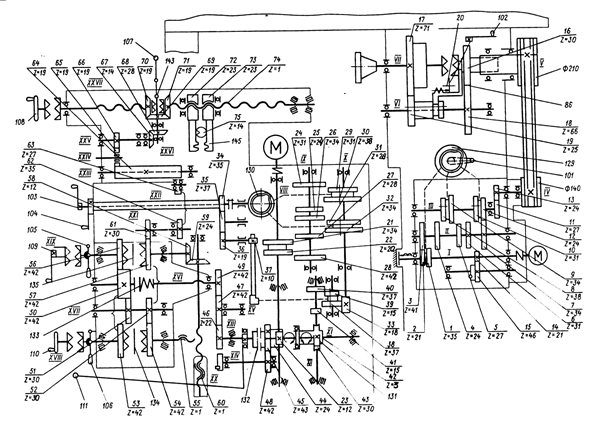
Рис.5. Схема кинематическа.





