
Как покрасить диски
К сожалению, гальванический метод нанесения краски на литые диски невозможно осуществить в гаражных условиях. По этой причине, если вы хотите окрасить диски своими руками, для вас подойдет диффузный метод. Он представляет собой применение краски «под хром».
Для того чтобы покраска дисков была успешной, вам понадобится такое оборудование:
- краска «под хром» в баллонах;
- дрель с необходимыми насадками;
- наждачная бумага;
- подложка черного цвета;
- ветошь;
- средство обезжиривания поверхности.
В целом, такое окрашивание дисков почти не отличается от обычного (за исключением использования подложки). Ее вам нужно будет подложить перед непосредственным нанесением краски.
Существует несколько этапов нанесения краски:
- очистка поверхности от загрязнений и ржавчины. Осуществляется при помощи наждачной бумаги. После очистки литой диск нужно просушить и вымыть;
- грунтование поверхности. Делается в 3 слоя, которые нужно наносить после высыхания предыдущего и давать высохнуть на протяжении 5 минут. Для ускорения просушивания грунтовки допускается использование фена. Перед нанесением 3 слоя нужно отполировать диск мелкозернистой наждачной бумагой;
- укладывание подложки и полировка. Выполняется для создания идеально ровной поверхности перед окрашиванием;
- нанесение хромированной краски. После распыления краски из баллончика нужно вновь провести полировку поверхности до появления блеска;
- финальное лаковое покрытие. Осуществляется для закрепления краски и обеспечения глянцевого эффекта.
Если вы не хотите осуществлять окрашивание своими руками, отдайте автомобиль профессионалам, которые проведут гальванирование. Самостоятельно такую процедуру выполнить очень сложно и опасно для здоровья. Процесс осуществляется с добавлением агрессивных веществ, а после работ остаются токсические отходы. При гальванировании вы получите диски с зеркальным отблеском (а не серебристым, как в случае окрашивания).

Хромирование дисков: до и после…
Также можно осуществить хромирование при помощи специализированного оборудования. В него включены стенды с манометрами, емкостями на несколько литров, предназначенными для специальных веществ, а также пистолетами и пульверизаторами для покраски и обдува деталей. Такое оборудование позволяет качественно покрасить диски своими руками, однако стоит оно несколько тысяч долларов.
Описание различных способов хромирования
В одной из наших статей мы уже описывали процесс хромирования в домашних условиях. В данной статье мы подробно рассмотрим гальваническое хромирование автомобильных дисков в гаражной мастерской.
Прежде всего следует понимать, зачем хромируют автомобильные детали. Кроме высоких декоративных качеств, хромовое покрытие придает запчастям 100%-ную защиту от коррозии и на 30% снижают износ. Правильно нанесенных хром прочнее стали.
В настоящее время существует несколько методов хромирования в домашних условиях. Например, использование специальных металлизированных красок. Автомобильная деталь, после соответствующей подготовки поверхности может быть окрашена и приобретет внешний вид и свойства хромированной. Такие покрытия недолговечны, прочность сцепления краски намного меньше прочности сцепления покрытия, нанесенного гальваническим методом. Окрашенные автомобильные диски прослужат не более 2-3 сезонов, после чего, потеряют свой внешний лоск. Что касается специальных способов хромирования, таких как, например, горячее хромирование или химическое хромирование, то данные способы в гаражной мастерской не реализуемы.
Гальванический метод хромирования автомобильных дисков без особых усилий может быть проведен в гаражной мастерской. О правилах техники безопасности при нанесении гальванических покрытий мы повторяем в каждой статье. Убедитесь, что ваша мастерская хорошо вентилируется, в идеале оборудована системой принудительной вентиляции. В замкнутом помещении процесс хромирования проводить категорически запрещено. Позаботьтесь о защитной одежде и приспособлениях – перчатки, очки, респиратор.
Санитарные службы категорически не рекомендуют проводить процесс гальванического хромирования в частной (инициативном) порядке.
Поговорим о материалах и реагентах, которые Вам потребуются при гальваническом хромировании автомобильных дисков своими руками.
 Набор реактивов и приборов для гальваники
Набор реактивов и приборов для гальваники
Хромирование.
Хромовое покрытие в автомобилях находит применение в качестве:
•антикоррозионного;
•защитно-декоративного;
•износостойкого для трущихся деталей;
•высокоотражательного и одновременно термостойкого.
Хром, будучи крайне склонным к пассивации на воздухе и в агрессивной среде, моментально пассивируется и, до тех пор пока пассивная пленка оксидов хрома не разрушится, само покрытие и покрытая деталь будет надежно защищены от коррозии. Однако хром является катодом к стали и при повреждении будет ускорять коррозию в месте дефекта (в отличие от цинка с его анодной защитой).










Раньше хромом покрывали большое количество внешних деталей автомобилей: бампера, ободы фар, рамки зеркал, стекол и госномеров, молдинги, эмблемы, решетки радиаторов, колпаки и колесные диски. Сегодня его можно встретить в экстерьере серийных автомобилей в основном на решетках радиаторов и дисках. Оно одновременно создает великолепный яркий серебристый цвет с голубоватым оттенком и не царапается от случайно бьющих по нему камешков и других абразивов, которые могут встретиться на пути автомобиля. Хромирование активно используют реставраторы и коллекционеры антикварных авто.
В интерьере блестящие хромовые покрытия традиционно применяются на дверных ручках, элементах передней панели, ободах и ручках дефлекторов вентиляционной системы, стойках подголовников на креслах, в отделке накладки под рычагом переключения передач.
Отдельно могут применяться черные хромовые покрытия в аналогичных случаях.
Хромирование применяется внутри двигателей внутреннего сгорания (ДВС). В ДВС имеется постоянно работающая трущаяся пара – поршневые кольца/циллиндр, требующая повышенной износостойкости, причем традиционные гладкие твердые хромовые покрытия для этих целей не могут быть использованы. В тяжелых условиях, при повышенном давлении, температуре и дефиците смазки такое покрытие будет жить не более 3-5 часов, после чего разрушится. Разрушение случится от того, что при недостатке смазки в трущейся паре резко поднимется температура и произойдет выкрашивание частичек хрома. В результате на покрытии цилиндра появятся глубокие борозды. Поэтому вместо зеркального твердого хрома в ДВС должен применяться специальный пористый хром. Сетка пор наносится с помощью специальной обработки после хромирования (например, анодной или химической). Пористый хром обладает значительно большей маслоемкостью, чем гладкий.
Применение пористого хрома в рассматриваемой трущейся паре возможно в двух вариантах:
•хромированный цилиндр – чугунные поршневые кольца;
•нехромированный цилиндр – хромированные поршневые кольца.
В целом, износостойкость деталей, покрытых хромом возрастает в 3-5 раз, а срок службы ответных непокрытых деталей – до 2 раз.
После получения пористого хрома приработка абразивными порошками не допускается ввиду деформации пористой части покрытия и забивания ее частичками абразива. Поэтому при необходимости абразивной обработки покрытие следует шлифовать до нанесения сетки пор.
Толщина хрома при хромировании поршневых колец составляет 100-300 мкм.
С целью повышения износостойкости хром может также применяться на коленвалах и штоках гидроцилиндров в амортизаторах.
Высокая отражательная способность и термостойкость хрома позволяет использовать его в отражателях фар, в которых зачастую достигаются весьма высокие значения температуры. В более дешевом исполнении отражатель покрывается вместо качественного гальванического хрома имитацией под него – мета-хромом, который по сути является высокоотражающей краской на основе тончайшего серебра (не более 0.001 мм) и лака. Данное покрытие, в отличие от металлического настоящего хрома, плохо переносит знакопеременные температурные воздействия, особенно агрессивные в зимний период. Расширяясь при нагреве, сжимаясь при охлаждении и не обладая столь высокой как у гальванического хрома адгезией к отражателю фары, мета-хром быстро отслаивается. Да и само название мета-хром – подделка, т.к. на самом деле впервые оно стало использоваться для перспективного электролита черного гальванического хромирования, разработанного в СССР.
Как подготовиться к работе
Хромирование пластика требует подготовки. Для того чтобы заняться хромированием, потребуется приобрести специальное оборудование, которое стоит достаточно дорого. Поэтому, если планируется однократная процедура, то лучше обратиться к специалистам, это будет гораздо дешевле. Если же в планах проводить хромирование часто, то можно взяться за это дело лично.
Следует иметь в виду, что хромирование пластика проводится с использованием едких летучих химических веществ. Поэтому помещение, в котором будет проводиться работа, должно хорошо проветриваться. Жилое помещение для такой процедуры категорически не подходит, лучше заняться хромированием в гараже, подвале или мастерской. Испаряемые в ходе процедуры летучие кислотные вещества оседают на предметах интерьера, могут вступать с ними в реакцию и разрушать их. Также следует позаботиться о средствах личной гигиены и запастись следующими предметами:
- респиратором;
- резиновыми перчатками;
- защитными очками;
- клеенчатым фартуком.
В ходе работы нужно беречь кожу от попадания реагентов, химвещества станут причиной ожогов. Не нужно также вдыхать отравляющие кислотные пары, это отрицательно скажется на состоянии организма.

Технологические особенности
Подвергать хромированию можно не только изделия из пластмассы, но и металлические детали. Следует иметь в виду, что для выполнения этой процедуры используются химические реактивы, которые могут представлять опасность для человеческого здоровья, поэтому осуществлять ее необходимо только в хорошо проветриваемом помещении. Химические реагенты могут не только пагубно воздействовать на органы дыхания, приводя к отравлению, но и вызывать ожоги, попадая на кожные покровы.
В качестве места для хромирования пластмассы лучше всего выбрать нежилое помещение – гараж или домашнюю мастерскую. Для обеспечения личной безопасности выполнять такую операцию необходимо в респираторе, перчатках из плотной резины, защитных очках и клеенчатом фартуке.
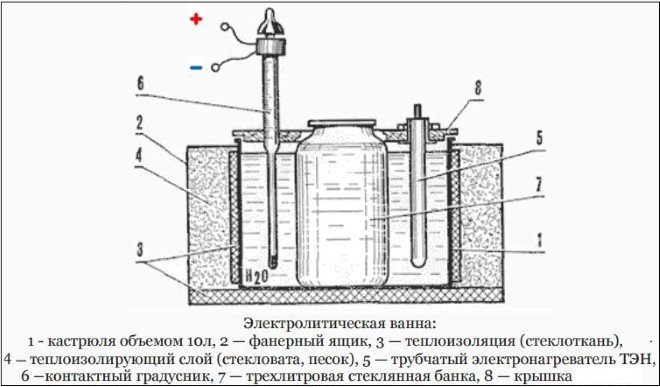
Самодельная электролитическая ванна
Для хромирования пластиковых деталей своими руками необходимо подготовить следующие инструменты и приспособления:
- емкость из стекла или пластика, внутренний объем которой подбирается в зависимости от размеров обрабатываемого изделия;
- деревянный ящик, стенки которого надо заизолировать стеклотканью, а затем утеплить песком;
- нагревательный элемент, при помощи которого температура электролита будет доводиться до требуемого значения (в качестве такого элемента можно использовать обычный ТЭН);
- термометр, способный измерять температуру до 100° ;
- лист фанеры;
- зажим;
- кронштейн, на котором будет фиксироваться обрабатываемая деталь.
Технологии нанесения хрома
Различают следующие технологии хромирования:
- гальванический;
- диффузионный;
- горячий;
- вакуумный;
- химический;
- покраска хромсодержащими красками.
https://youtube.com/watch?v=G5UHXgaWM8M










При любой технологии хромирования дисков обязательно проводится очистка их от грязи, масел, коррозии, других посторонних загрязнений с последующим обезжириванием. Это обеспечивает получение защитной плёнки из хрома надлежащего качества.
Различают промышленный и индивидуальный метод получения хромового покрытия. Только в промышленных условиях можно обеспечить необходимые параметры процессов хромирования при гальваническом, горячем, вакуумном способах хромирования с соблюдением гигиенических норм.
Гальваническое хромирование дисков
Процесс гальванического хромирования литых дисков является дорогостоящей и продолжительной по времени технологической операцией. Он основан на протекании электрохимических реакций, которые приводят к адгезии хрома в подложку (диск колеса).

Гальваническое хромирование дисков
Электрохимическая реакция происходит в электролите с погружённым диском. Чтобы шла эта реакция нужно иметь большую ёмкость. Для запуска электрохимической реакции необходимо подключение электрического тока к электродам, которые погружены в электролит. Катодом является автомобильный диск, анодом — деталь, содержащая хром. Хром осаждается на катоде.
После хромирования их извлекают из ванны и промывают в дистиллированной воде, а после просушки — полируют до получения блеска.
Для получения требуемых параметров получаемого покрытия подбирают нужную силу тока (до 50 А) и вид электролита. Нужно также учитывать марку металла, из которого изготовлен диск. При необходимости можно нанести несколько покрытий, каждый из которых отличается по внешнему виду, защитным свойствам.
Диффузионный и горячий способы
При диффузионном хромировании штампованных дисков насыщение их поверхностного слоя молекулами хрома происходит в печи при высокой температуре. Это становится возможным за счёт обеспечения парообразного состояния содержащих хром заготовок при нагреве.
При горячем хромировании сварных дисков их погружают в ванну с расплавленным хромом. Это позволяет создавать слой хрома на изделиях.
Хромирование в вакууме
Вакуумное хромирование колёсных дисков предполагает использование оборудования, обеспечивающего проведение этого процесса в вакууме. Камера вакуумной установки вмещает их и заготовку из хрома, которую разогревают до 600°С. При воздействии вакуума и температуры происходит перенос хрома на поверхность диска.
Задавая параметры вакуума, температуры нагрева можно регулировать характеристики хромирования: толщину, плотность покрытия, скорость его нанесения.
Наличие вакуума позволяет получить качество покрытия лучше, нежели при использовании гальванического метода. Однако стоимость этого напыления гораздо выше, чем полученная гальваникой.
Покраска
Для придания защитных свойств поверхности производится декоративное хромирование штампованных дисков с использованием лакокрасочных покрытий, содержащих хром. Это один из наиболее доступных способов получения защитных покрытий. Используются однокомпонентные и двухкомпонентные краски.
Однокомпонентные краски распыляют из аэрозольного баллона. Краски из двух компонентов продают в банках. Их наносят на автомобильные диски при помощи кисти.
Покрытие, полученное при использовании двухкомпонентной краски, более износостойкое. Лучшие показатели получают при нанесении грунтовки перед покраской.
При хромировании железных дисков краской получают толщину покрытия большую, чем у перечисленных выше методов. Но оно менее износостойкое и служит не более двух лет, после чего его нужно возобновлять.
Химический метод
При данном методе осаждения хрома в качестве электролита используют дистиллированную воду, используемую для растворения реагента с содержанием хрома. Химическая реакция возникает при погружении диска в раствор с растворённым реагентом. Её результатом является осаждение хрома на нём.

Результат химического хромирования дисков
Этим методом можно осуществлять химическое хромирование дисков в гараже при соблюдении необходимых мер предосторожности. Необходимым условием при проведении этого процесса должна быть обеспечена хорошая вентиляция помещения
Кроме этого нужно использовать респиратор, перчатки, другие элементы защиты человека от агрессивных веществ.
Надёжность этого покрытия ниже, чем полученного гальваникой. Его можно использовать для хромирования штампованных дисков своими руками. Затраты на получение такого покрытия ниже, чем при гальваническом методе.

![Хромирование деталей и дисков [химическое, декоративное, гальваническое]](https://molibden-wolfram.ru/wp-content/uploads/2/a/3/2a388f4f0b5a9331644ac1125eeb5e0f.jpeg)







Твердое хромирование
Основная сфера применения твердого хромирования — это изготовление инструмента или деталей, подверженных в процессе эксплуатации интенсивным механическим воздействиям. Применение твердого хромирования значительно увеличивает твердость, износостойкость и срок службы инструмента и деталей, работающих на износ. Одним из требований к твердому хромированию является обязательное условие – стальная основа при нанесении таких покрытий должна быть твердой и закаленной.
 Хромированный инструмент
Хромированный инструмент
Приведем рекомендуемые толщины твердого хромового покрытия для различных типов изделий: режущий инструмент – 5-8 мк, матрицы и пуансоны прессового оборудования – 50-100 мк, пресс-формы для пластмассы – 10-20 мк, ремонтное хромирование автозапчастей – до 200 мк.
Виды хромирования
Согласно классификации процесс металлизации, происходящий за счет механического сцепления, относится к первой группе, а за счет атомарных механических связей – ко второй группе. Вторая группа делится на две подгруппы:2а — приграничная диффузия;2б – полная диффузия.
В группу 1 входят следующие методы хромирования:
- электротехническое покрытие;
- электродуговое или газопламенное распыление (пульверизация);
- химическое нанесение;
- вакуумное нанесение в холодной среде.

Результат хромирования детали
К группе 2 относятся:
2а:
- плазменное напыление;
- электрофорез;
- вакуумное нанесение в нагретой среде;
- электротехническое покрытие с последующим отжигом;
- осаждение чистого металла из соединений карбонатов в газовой среде;
2б:
диффузионное нанесение элементов.
Твердое хромирование
Твердое хромирование нашло широкое применение при изготовлении деталей, подвергающихся высокому износу, активной коррозии в агрессивных средах, при восстановлении металлических деталей, для увеличения срока эксплуатации инструментов (режущего, измерительного), а также для декоративной отделки изделий изготовленных из неметаллических материалов.
Твердое хромирование проводят следующими методами:
- гальваническим (описан выше);
- каталитическим, при котором хром восстанавливается на поверхности из солей аммиака и серебра;
- вакуумным, при котором реагент, нанесенный на обрабатываемую поверхность диффузионную активность при отрицательном давлении;
- термохимическим, который можно сравнить с цементацией изделий.
Термохимическим методом хромирование производят в карбюризаторе, состоящем из измельченного хрома и каолина в пропорции 55-45%. Для предотвращения окисления хрома при высоких температурах через ящики с деталями и карбюризатором продувают водород. Продолжительность хромирования составляет три часа. За это время толщина слоя достигает при температуре 1300°С 0,15 мм, а при температуре 1400°С 0,8 мм.
Хромирование электролизом
Хромирование электролизом заключается в легком выведении водорода по сравнению с хромом из электролита. Электролитом выступает хромовая кислота. Ванны оборудуются свинцовыми нерастворимыми анодами.
Концентрация раствора подбирается исходя из характера покрытия и сложности формы детали.
При невысокой температуре металлизации (не выше 35°С) хромированная поверхность имеет серый матовый оттенок. Интенсивность и плотность тока не влияет на процесс. При повышении температуры до 65°С и плотности тока поверхность получается блестящей. Дальнейшее повышение температуры и плотности тока (до 30 А/дм2) хром имеет молочный оттенок.
Также качество покрытой поверхности зависит от концентрации электролита. Хромированное покрытие, полученное при использовании концентрации до 150 г/л отличается высокой твердостью и износостойкостью. Высококонцентрированные электролиты, до 450 г/л используются для декоративных покрытий.
Гальваническое хромирование
Гальваническое хромирование — наиболее распространенный современный способ хромирования. Осуществляется двумя способами: в среде электролита и диффузионным. Электролитический способ аналогичен хромированию электролизом, они отличаются лишь режимами проведения процесса.










Диффузионный способ — это процесс насыщения поверхности при определенных условиях из нанесенных реагентов. Отделанные детали обладают: прочностью и твердостью, вязкостью и упругостью, износо-, жаро-, коррозионностойкостью.
Метод химического хромирования
Химическое хромирование, в отличие от гальванического, не использует соляную кислоту.
Хромсодержащий реагент растворяется в дистиллированной воде с добавлением гипофосфита натрия.
В ходе химической реакции гипофосфит натрия восстанавливает хром из его соли, выделившийся хром осаждается на обрабатываемую поверхность.
Содержащийся в растворе фосфор частично попадает в наносимый слой хрома, способствуя его укреплению, приданию дополнительной прочности.
Несомненными преимуществами данного способа перед каталитическим являются уменьшение вредного воздействия на окружающую среду и людей, облегченное нанесение пленки из хрома на внутренние поверхности изделия.
Видео:
Также можно отметить меньшую затратность этого метода, что делает его доступным для самостоятельного применения.
Образовавшееся при такой обработке покрытие первоначально не имеет характерного блеска металла, оно будет матовым серого цвета, поэтому в финале покрытые поверхности нужно тщательно отполировать.
Мы предлагаем вам с помощью видео в нашей статье наглядно ознакомиться с процессом химического хромирования.
Суть процесса
Хромирование — технологический процесс металлизации изделий хромом. Благодаря ему улучшаются технические характеристики материала, укрепляются поверхностные слои.
Главные достоинства процедуры:
- Основание восстанавливается, становится более прочным. Повышается показатель износоустойчивости.
- Закрываются трещины, не превышающие по толщине 1 мм.
- Грязь, пыль хуже липнут к хромированной поверхности.
- Улучшаются декоративные качества обработанных деталей.
Изделие погружается в ванную с хромовой кислотой, через которую пропускается напряжение. Обрабатываемая заготовка выполняет роль катода. Пассивными анодами являются стенки емкости, дополнительные пластины, которые изготавливаются из сплава сурьмы с оловом.

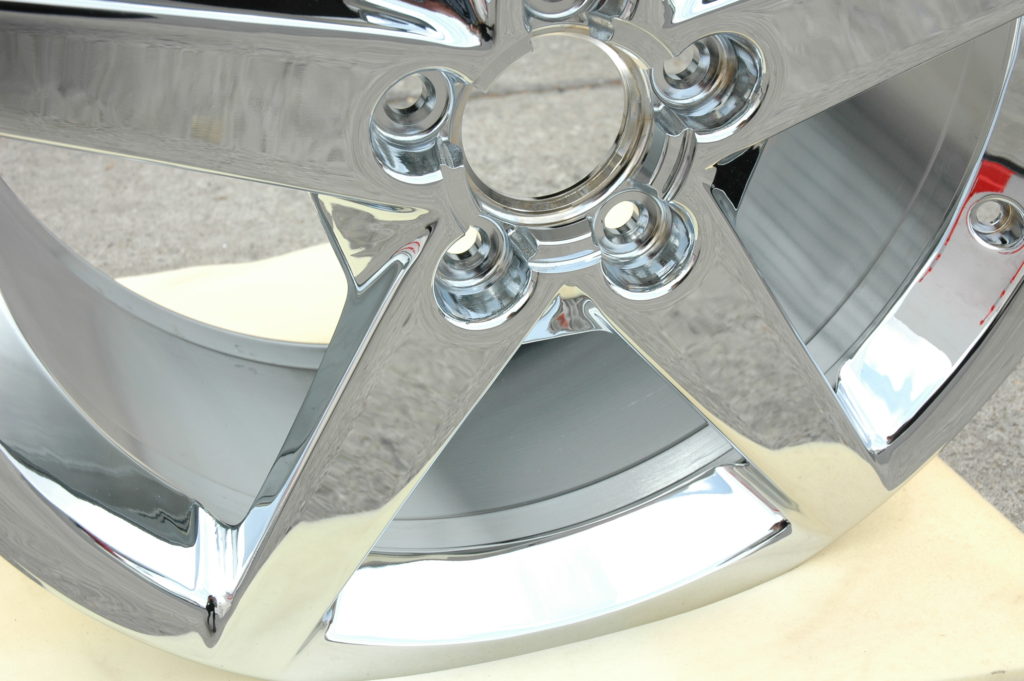
Хромированный диск (Фото: Instagram / funchrome)
Приспособления, материалы и реагенты хромирования
Вам потребуется гальваническая емкость, в данном случае можно использовать пластмассовую или полипропиленовую ванночку подходящего размера. Блок питания или выпрямитель со следующими характеристиками: напряжение не более 12 вольт, сила тока регулируется в пределах от 1 до 50 ампер. Погружной нагреватель. Термометр с температурным диапазоном от 0 до 100 0С.

Выпрямитель
Все элементы, соприкасающиеся с электролитом должны быть устойчивы к воздействию сильной кислотной среды.
Перейдем к реактивам и металлам. Вам потребуется дистиллированная вода, хромовый ангидрид CrO3 (токсичен!) с концентрацией 250 г/л, серная кислота с концентрацией 2,4 г/л, ацетон, соляная кислота, листовой свинец, медная проволока.
Общие сведения.
Хром – элемент 6-й группы периодической системы элементов Д.И. Менделеева. Его атомный номер 24, атомная масса 51,99. До хрома ни один элемент периодической системы не выделяется электролизом из водных ресурсов. К). 103 Дж /(кг 10-6 К-1; удельная теплоемкость 0,46 Физические свойства хрома следующие: температура плавления 1890 — 1900 оС; плотность (при 20 оС) 6,9 7,2 г/см3; температурный коэффициент линейного расширения (при 20 оС) 6,6
Соединения шестивалентного хрома являются сильными окислителями. Все хромовые кислоты относятся к сильным; по мере усложнения их состава степень их диссоциации в разбавленных растворах возрастает. Оксид Cr2 O3 обладает амфотерными свойствами. Соединения Cr2++, обладающие основными свойствами, неустойчивы. Электрически осажденный хром обладает рядом ценных свойств: высокой твердостью, износоустойчивостью, термостойкостью и химической устойчивостью. Хром обладает большой стойкостью против воздействия многих кислот и щелочей: он нерастворим в растворах азотной и серной кислот, в соляной и горячей серной кислотах легко растворяется, на воздухе и под действием окислителей пассивируется – на его поверхности образуется тонкая окисная пленка. Хром положительный потенциал и не обеспечивает при наличии в покрытии пор электрохимической защиты от коррозии стальных деталей. Хорошо полированная поверхность хрома имеет высокие декоративные качества, которые отличаются стабильностью во времени: хром не тускнеет даже после нагрева до 670 – 720 К. Сернистые соединения на хром не действуют. Хромовые покрытия применяют в следующих случаях: 1. Для защитно-декоративных целей. Хромовое покрытие с подслоем меди и никеля хорошо защищает сталь от коррозии, придавая изделиям красивый внешний вид. Защитно-декоративному хромированию подвергают детали автомобилей, велосипедов, приборов и т.п. 2. Для увеличения отражательной способности. Отражательная способность хромового покрытия уступает лишь отражательной способности серебра и алюминия, однако вследствие более высокой стойкости против окисления отражательная способность хрома более стабильна. Хромовое покрытие поэтому широко используется в производстве зеркал, отражателей, прожекторов. 3. Для увеличения износоустойчивости. Хромирование с этой целью используется в инструментальном производстве при отделке мерильных инструментов, фильер для волочения металлов и т.п. Большой эффект дает хромирование штампов и матриц при изготовлении различных изделий из резины, пластмасс, кожи, стекла. В этом случае хромовое покрытие не только обеспечивает износостойкость, но также исключает налипание прессуемых материалов к поверхности матриц. Хромовое покрытие значительно снижает смачиваемость стенок форм расплавленным стеклом или металлом. Значительное повышение износостойкости трущихся поверхностей стенок цилиндров и поршневых колец двигателей внутреннего сгорания достигается при применении процессов пористого хромирования. 4. Для восстановления изношенных размеров. Наращивание слоя хрома на изношенные поверхности термообработанных валов, втулок позволяет восстановить размеры деталей и этим увеличить срок эксплуатации изделий. Толщина хромовых покрытий устанавливается в зависимости от условий эксплуатации и назначения покрытий по отраслевой нормативно-технической документации и имеет следующие значения, мкм: Защитно-декоративные: по никелевому подслою ……………………………………………………………….0,5 — 1,5 для деталей из меди и ее сплавов………………………………………………………6,0 – 9,0 Повышающие износостойкость пресс-форм, штампов и т.п…………………………9 – 60 Восстанавливающие изношенные размеры……………………………………………до 500










Хромирование пластика: этапы работы
На первом этапе проводят подготовку детали. Ее обрабатывают обезжиривающим раствором, который готовят из следующих компонентов:
- кальцинированной соды;
- едкого натрия;
- силикатного клея.
Ингредиенты смешивают в равных долях и разводят водой, после чего ставят на огонь и доводят до кипения. Когда раствор будет готов, в нее опускают деталь, которую предстоит хромировать.
После того, как деталь будет обезжирена, приступают к следующему этапу – хромированию. Это можно делать с помощью гальванической ванны или специальной кисти. Каждый выбирает тот метод, который считает наиболее удобным.
Хромирование при помощи кисти
Кисть можно изготовить своими руками. Потребуется полая трубка, сделанная из оргстекла. На один ее конец фиксируется щетина, которую можно сделать из пучка медной неизолированной проволоки. Кисть обматывают тонким проводом из свинца. Кисть и деталь подключают к аккумулятору. В качестве источника питания может выступить трансформатор, тогда кисть соединяют с ним диодом, при этом анод идет к обмотке трансформатора, а катод подсоединяют к детали. Для аккумулятора диод не пригодится.
Далее на деталь кистью наносят реагент, который перед работой вливают в стеклянную ручку кисти. Процедуру проводят аккуратно, плавными движениями, нужно следить, чтобы раствор ложился равномерно. В кисть постоянно подливают раствор. Вещество наносят в несколько слоев. Каждый участок обрабатывается до 35 раз. В итоге покрытие должно представлять собой толстый равномерный слой.
Хромирование с помощью гальванической ванны
Если хромирование пластика будет проводиться в гальванической ванне, электролит нагревают до 60 градусов и настаивают около трех часов. В емкость опускают анод, а к трансформатору подключают катод. Затем в ванную опускают деталь. Ее нужно подвешивать на кронштейн, чтобы предмет ни в коем случае не касался стенок ванны, дабы не повредить равномерность нанесения вещества.
Процедуру повторяют несколько раз, пока хромовый слой не ляжет идеально ровно. В среднем основной процесс занимает около получаса времени.
Следующим этапом деталь моют под краном и кипятят в трех литрах воды на протяжении получаса. Обработанный элемент нужно хорошо просушить в течение двух часов. До полного высыхания деталь трогать нельзя. Чтобы поверхность заблестела, ее полируют мягкой тканью. На этом работу можно считать оконченной.
По окончанию работы следует позаботиться об утилизации отработанного вещества. Электролит нельзя выливать в канализацию, тем более выплескивать во двор, поскольку в нем содержатся вредные химические соединения и кислоты.





