
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
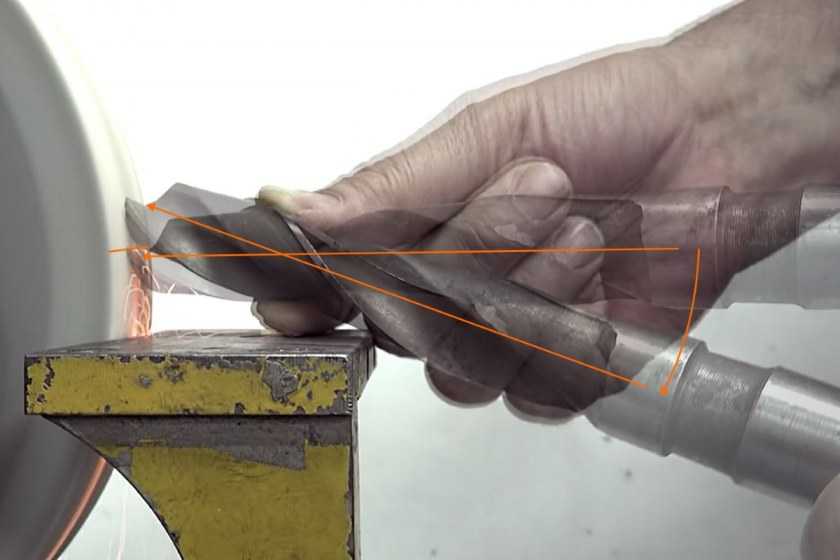
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
Когда стоит точить сверло
Резкий скрип при работе служит признаком стачивания, так как данный звук возникает при сильном трении сверла о заготовку. Также пора точить инструмент, если при сверлении стружка имеет вид крошки, а не спиралевидных полосок. После эксплуатации необходимо потрогать сверло, если оно слишком горячее, то режущие кромки затупились, возникает избыточное трение.
При обнаружении какого-то признака следует сразу же прекратить работу и заострить сверло. Ведь при трении металл сильно разогревается. При этом он меняет свои физико-механические свойства, становится мягким. Более того, даже после остывания он не вернёт своих качеств, так как закалка «отпускается» при таком нагревании.
В результате инструмент становится непригодным. Поэтому лучше затачивать свёрла слишком часто, нежели чересчур редко. Не надо бояться, что с них снимается много металла. Уменьшение длины инструмента при заточке не повредит его работе, а вот нагрев при трении выведет из строя очень быстро.
Правила заточки
Независимо от того, какой станок для заточки свёрл своими руками будет использоваться, важно соблюсти все базовые требования. Если в гараже или мастерской имеется точильный станок, лучше всего использовать именно его
На таком агрегате работать легче.

Метод заточки может отличаться в зависимости от конфигурации оснастки. Но, независимо от конфигурации сверла, точить всегда необходимо исключительно задние режущие кромки.
Обратите внимание!
Компрессор своими руками: подбор материалов и инструментов для сборки в домашних условиях + пошаговая инструкция по изготовлению и сборке своими руками
Самоделки для гаража своими руками: варианты изделий для обустройства гаража, подробные схемы и чертежи для создания своими руками
Пресс своими руками — особенности конструкций, выбор материалов изготовления. Пошаговая инструкция по изготовлению своими руками + простые схемы и чертежи
Нужно добиться одинаковой степени заточки всех граней. Вручную это сделать очень сложно. Но, для самых маленьких свёрл при этом подходит только ручная заточка.
Проще всего точатся оснастки с одной плоскостью. Заточка сверла по металлу одноплоскостной конфигурации должна выполнять с углом 28-30°. Если угол не будет выдержан, восстановить режущие свойства оснастки не выйдет.
Под таким углом сверло необходимо слегка прижимать к точильному камню. Модели с двумя плоскостями точатся аналогично, но соответственно нужно точить обе грани.
Если сверло конического типа, крайне важно сохранить его изначальную конусность. Это делается путём колебательных движений по конусы в процессе прижимки к камню


Заточив оснастку, желательно выполнить доводку. Необходимо убрать небольшие зазубрины, образовавшиеся при контакте с камнем. За счёт такой доработки изделие прослужит гораздо дольше. Для доводки требуется инструмент для более тонкой работы (камни с меньшей абразивностью).









Обратите внимание!
Лебедка своими руками: классификация, материалы изготовления, описание этапов работы + инструкция для сооружения своими руками
Струбцина своими руками — пошаговое изготовление и описание вариантов применения струбцины
Нож своими руками | Поэтапное описание как и из каких материалов сделать самодельный нож

Определение угла и формы
Основная задача при заточке сверла – восстановление заводской формы. Сверла бывают плоские, спиралевидные, центровые, с одной или несколькими гранями. Одни предназначены для дерева, другие – для пластика, металла, меди и т. д. Соответственно назначению режущей части придается правильная форма.
Наиболее ходовым считается спиральное сверло по металлу. Его используют для сверления древесины, металла средней и низкой твердости, пластика. При затачивании такого инструмента выдерживают угол при вершине 118 градусов (при необходимости его можно изменять на 30% в большую или меньшую сторону). Угол передней части составляет 20 градусов, угол задней части – 10 градусов.
Способы заточки
Три ключевых метода:
- винтовая;
- коническая;
- двухплоскостная.
Тем не менее победитовое сверло способно затупиться. Проявляет себя ровно так, как и прибор по металлу — тяжело сверлит, перегревается и источает при функционировании досадный ультравысокочастотный шум. Основа заточки победитовых сверл приблизительно такая же, как и для оснащения по металлу, тем не менее имеются определенные значимые тонкости.
Винтовая заточка
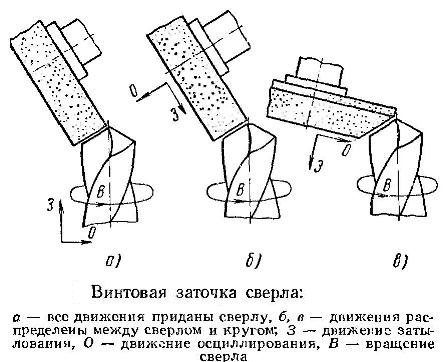
Винтовая заточка имеет три движения: вращение вокруг оси; возвратно-поступательное перемещение вдоль и движение поворота. Сложная работа, так как требует специальной сноровки на первоначальном этапе. Выполняется с содействием алмазного круга, а после завершения надфилем делаются пропилы. Стоит сосредоточиться на точении с двух рабочих сторон. Этот способ позволяет получить резкое увеличение заднего угла более чем на 20% к центральной части сверла, и имеет превосходства перед чаще применяемой заточкой по коническому или двухплоскостному типу.
Коническая
Этот вид является самым легким. Создает резкое увеличение угла сверла сзади. Работа занимает до двух минут времени. Правила по затачиванию:
- Инструмент стоит закрепить на платформе.
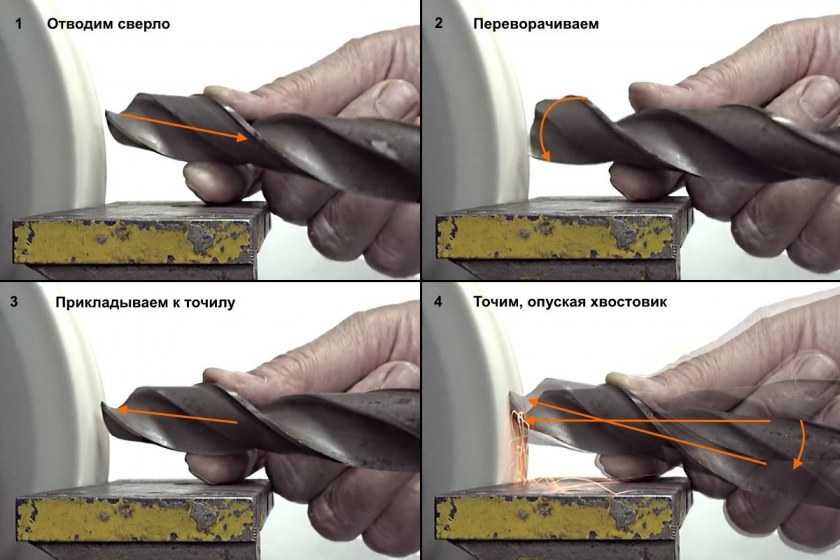
- Подносить к станку на пять секунд.
- После отвести сверло и перевернуть. Повторить процедуру.
Двухплоскостная
Угол при затачивании режущего инструмента обязан быть равен 60 градусам. Подходит для исправления ошибок, которые были допущены ранее. При таком методе стоит задуматься, для каких именно целей будет использоваться инструмент, в основном для тех материалов, которые не очень твердые. Главное при всех методах быть аккуратным, безошибочным. Специфика инструмента состоит в том, что в ходе обработки жестких материалов изнашиванию будет подвержена перемычка на режущей части, которая размещена в середине фрагмента верхней части сверла.
Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
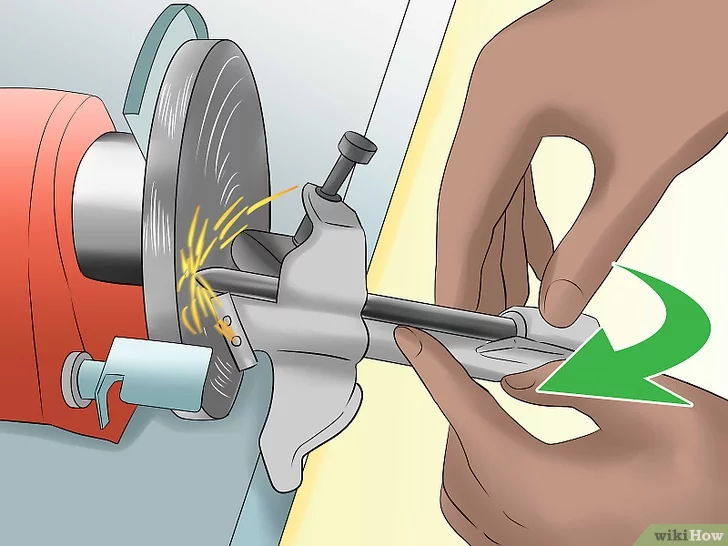
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Как влияет угол заточки сверла по металлу на эффективность сверления
В домашних условиях часто производят работы по выполнению в металле отверстий требуемого размера. Не всегда при выполнении сверления имеется возможность оперативно заменить изношенный инструмент новым, имеющим необходимый размер. Домашние умельцы стараются подбирать необходимый диаметр, но если углы заточки сверл не выдержаны, то проблематично быстро и качественно выполнить поставленную задачу.
Несоответствие остроты режущей кромки и геометрических параметров можно определить по ряду признаков:
- повышенному уровню шума, издаваемому незаточенным хвостовиком;
- интенсивному повышению температуры заготовки при механической обработке;
- резкому нагреву рабочей части и тела, закрепленного в патроне;
- неудовлетворительному качеству формируемых отверстий;
- возрастанию осевого усилия, прикладываемого к электрической дрели;
- качеству стружки, которая крошится, а не имеет спиральную форму.
Затачивать сверла, предназначенные для работ по металлу, приходится значительно чаще, чем те, при помощи которых выполняется обработка древесины
Кроме того, значительно возрастает нагрузка на электродвигатель при попытке приложить в осевом направлении усилие, достаточное для погружения режущей кромки в металл. Затупление фаски является источником дополнительного сопротивления между режущей частью и поверхностью обработки. Зная, как правильно заточить сверло по металлу, при обнаружении любого из указанных признаков необходимо немедленно прекратить сверление и приступить к восстановлению.
Как заточить победитовое сверло
Даже победитовое сверло может иногда затупиться. Признаки тупого сверла – это перегрев во время работы, сильный визг и малоэффективное сверление. Если покупать каждый раз новые сверла нет возможности, вы решили попробовать заточить победитовое сверло, то следуйте нашим советам и у вас все получится. 
- — затупившееся победитовое сверло;
- — заточный станок с алмазным камнем или электрическое точило;
- — охлаждающая жидкость.
Убедитесь в том, что сверло можно заточить. Для этого измерьте длину режущей части сверла, если она составляет более 10 мм, то заточка возможна. Заточить победитовое сверло на обычном наждачном камне у вас не получится, поэтому возьмите заточный станок, желательно с алмазным заточным камнем, или точило с приводом от электродвигателя. Для ускорения сверления уменьшите количество оборотов в секунду (угловую скорость), поскольку таково основное правило обработки: чем тверже материал, тем ниже должна быть скорость. Затачивайте сверло короткими касаниями к наждачному камню. Постоянно контролируйте процесс заточки, так как победитовые сверла затачиваются довольно быстро. При заточке сверла будьте максимально точны. Тщательно следите за тем, чтобы режущие стороны сверла были одного размера, иначе смещенный центр оси вращения приведет к неравномерной работе и, как следствие, увеличенному неровному отверстию. Контролируйте правильность соотношения передних и задних углов режущей кромки по направлению вращения сверла. Не забывайте, чем тверже материал, тем больше должен быть угол заточки – до 170о. Следите за тем, чтобы сверло не нагревалось, поскольку нагрев может привести к растрескиванию и отслаиванию твердосплавных пластин. Чтобы этого не произошло, время от времени охлаждайте сверло при помощи жидкости, например, обычной воды. Если все-таки наконечник сильно нагрелся (покраснел), не опускайте его в жидкость, от резкого переохлаждения он сразу треснет. Дайте ему возможность остыть постепенно, на воздухе. Будьте готовы к тому, что добиться эффективности нового сверла вам не удастся, так как способ заточки сверла отличается для разных марок победита, и воспроизвести в домашних условиях все требования невозможно. Если заточить сверло достойным образом не удалось, просто купите новые сверла в магазине и впредь относитесь к ним более бережно.
Чтобы сверла дольше служили, исполняйте все рекомендации производителей, используйте сверла по бетону для работы с бетоном, а сверла по металлу – для металла. Не допускайте перегрева при работе, смачивайте сверло водой. Не старайтесь просверлить отверстие с первого же захода. Как заточить победитовое сверло
Рабочая часть
Рабочая часть образована 2-мя режущими кромками, которые получаются в результате пересечения винтовых поверхностей канавок, предназначенных для схода стружки, a также поперечной режущей кромкой, получающейся в результате пересечения задних поверхностей.
Направляющая часть представляет собой две вспомогательные режущие кромки, которые получаются как результат пересечения передних поверхностей c поверхностью ленточки.
Элементы спирального сверла, а также геометрия его углов.
Название элементов представлено на рисунке.
- c одинарной заточкой
- c двойной заточкой
- D – наружный Ǿ сверла.
Едва ли не решающее влияние на качество получаемых отверстий оказывает угол, обозначаемый на схемах и чертежах сверл греческой буквой ϕ (2ϕ) или угол при вершине. Если он выполнен слишком малым, то своим нижним краем стружка будет затормаживаться стенкой отверстия. Затруднения в процессе отводки стружки будут приводить к перегреву металла сверла и, как следствие, к скорейшему изнашиванию.
Соблюдать точные значения данного угла при затачивании важно также потому, что при его увеличении происходит пропорциональное возрастание нагрузки на режущие кромки, a значит сопротивление обрабатываемого металла проникновению сверла в деталь во время подачи возрастает. Если же угол при вершине оказывается меньше оптимального, то растет усилие, которое требуется прикладывать для обеспечения вращения сверла c оптимальной скоростью, ухудшается формирование стружки, растет трение. Как правило, угол 2ϕ для сверл универсальных, которые изготавливаются из быстрорежущей, или из хромистой, или углеродистой сталей должен быть 116˚-118˚
Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
Как правило, угол 2ϕ для сверл универсальных, которые изготавливаются из быстрорежущей, или из хромистой, или углеродистой сталей должен быть 116˚-118˚. Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
- твердая бронза, чугун, сталь — 116˚-118˚;
- мягкая бронза, латунь — 120˚-130˚;
- красная медь — 125˚;
- магниевые сплавы — 90˚;
- силумин, электрон — 90˚-100˚;
- алюминий — 140˚;
- эбонит, мрамор, хрупкие материалы — 140˚;
- различные пластмассы — от 90˚ до 100˚;
- древесина — 140˚.
Как провести заточку?
Сильный скрип и выделение тепла говорит о том, что режущий инструмент износился. Стоит отметить, что повышение температуры приводит к ускорению процесса износа. При рассмотрении победитовых сверл по металлу, что режущая кромка представлена твердым сплавом, своими руками заточить ее можно только при использовании специального оборудования.








Для проведения заточки победитовых сверл своими руками понадобится нижеприведенное:
- Точильный станок. Без подобного оборудования провести точение не получиться.
- При поиске точильного станка стоит учитывать, что он должен иметь охлаждающую ванну для используемого камня. Можно создать ее своими руками. Процесс обработки твердого сплава предусматривает сильное повышение температуры.
- Алмазный камень.
Советуем изучить — Монолитный поликарбонат — технические характеристики, свойства и применение материала
Отличительной особенностью заточки своими руками твердосплавного материала можно назвать необходимость использования именно алмазного камня, так как обычный не подойдет.
Перед выполнением заточки следует проверить возможность ее проведения. Если напайки менее 10 миллиметров, то заточка своими руками в принципе невозможна. Также большие дефекты не позволяют выполнить заточку.
Геометрия заточки сверла для различных материалов
После проверки состояния инструмента и при наличии необходимого оборудования можно выполнить заострение своими руками. К ее особенностям проведения отнесем следующее:
- Чем выше показатель твердости обрабатываемого материала, тем меньше должна быть скорость вращения камня. Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.
- Проводить работу нужно малыми касаниями. Стоит помнить о том, что снятие слоя сплава напаек при использовании алмазного камня проходит довольно быстро. Поэтому внимательно контролировать процесс должен мастер для того чтобы не снять лишний слой рабочей поверхности. Работа проводится навису, без упора.
- Выполняя работу своими руками, без использования шаблона, рекомендуется затачивать поверхность аналогично в случае малых сверл по металлу, когда проводится изменение задней плоскости.
- Также рекомендуется провести подточку и передней поверхности. Эту работу рекомендуется выполнять, если напайка полностью изношена. Выполнить подобное изменение следует так, чтобы толщина центральной части напайки была значительно меньше.
Задняя и передняя поверхность образуют кромку, которая выполняет снятие металла на момент образование отверстия.
При выполнении работы своими руками нужно быть внимательным, так как все режущие стороны должны быть одинакового размера. Достигнуть этого достаточно сложно, но все же возможно. Если нарушить данное правило образованное отверстие станет большого размера и неправильной формы. В независимости от вида используемого оборудования следует также контролировать соотношение переднего и заднего угла реза по направлению вращения инструмента.
Довольно важным правилом, которое применимо ко всем инструментам, можно назвать высказывание: чем больше показатель твердости поверхности, тем больше угол заточки. В рассматриваемом случае он должен составлять 170 градусов.
Особое внимание уделяют перегреву. Твердосплавные напайки на момент обработки сильно нагреваются. Перегрев любого материала приводит к изменению его структуры
Поэтому режущий инструмент может деформировать, есть вероятность появления трещин. Ванночка для камня позволит исключить вероятность возникновения подобной ситуации
Перегрев любого материала приводит к изменению его структуры. Поэтому режущий инструмент может деформировать, есть вероятность появления трещин. Ванночка для камня позволит исключить вероятность возникновения подобной ситуации.
В заключение отметим, что рассматриваемую работу можно провести самостоятельно. Для этого необходимо знать геометрию инструмента, принцип его работы другие нюансы. Также следует обладать определенными навыками эксплуатации используемого оборудования. Однако без специального оборудования соблюсти угол заточки практически невозможно.
Технология правильной заточки сверла на обдирочно-точильном станке.
5.1. Подготовка к заточке
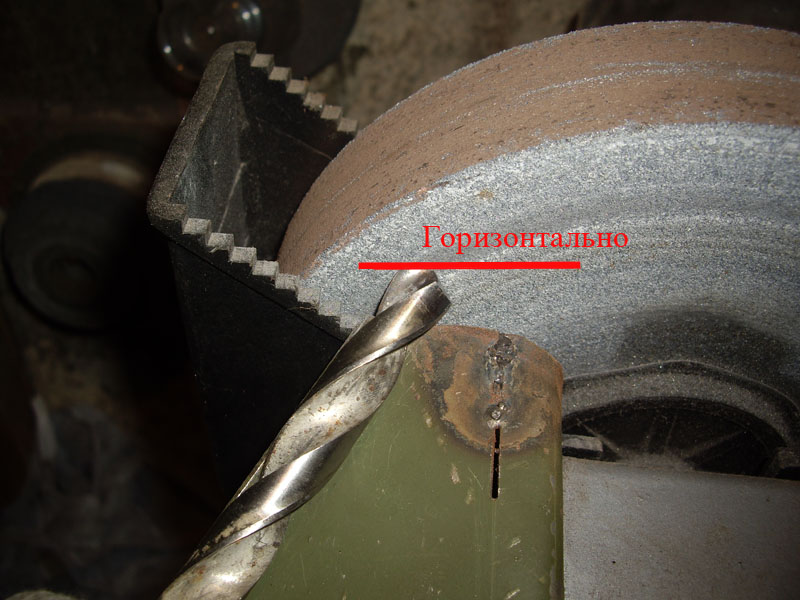
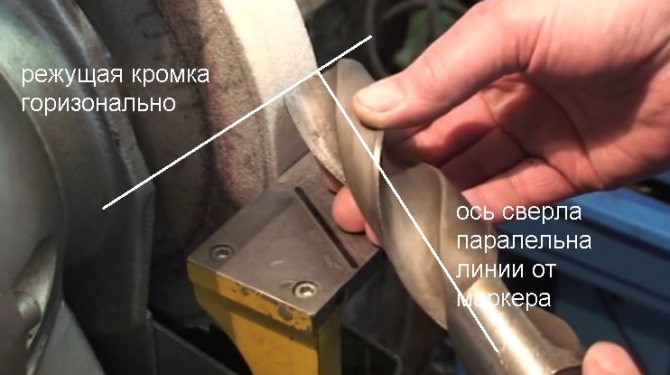
Нанесите маркером на поверхность подручника линию под углом 60 градусов относительно рабочей поверхности абразивного круга (торец круга, который смотрит на Вас).
Это помогает правильно сориентировать сверло при заточке. Угол, показанный на рисунке, в большинстве случаев приблизительно равен 120 градусов. А вообще-то, чем тверже металл для сверления, тем большим должен быть этот угол.
ВАЖНО! Не работайте при заточке в перчатках. Глаза обязательно защищайте очками или прозрачным щитком
Остерегайтесь срыва руки и сильного касания к абразивному кругу.
Руки, пальцы напрягать не следует.
5.3. Движение сверла при заточке.
После установки сверла в исходное положение, медленно подаем его вперед до касания с кругом. Сразу после касания, двигаемся, одновременно в трех направлениях: наконечник вверх, хвостовик вниз, сверло вперед вдоль оси.

5.5.
Поворачиваем сверло вокруг продольной оси на 180 градусов и выполняем пункты 5.2, 5.3, 5.4 для второй задней поверхности.
5.6. Что мы должны получить.
Поставьте сверло вертикально, наконечником вверх. В этом положении вся задняя поверхность должна быть ниже режущей кромки. Причем, чем дальше от режущей кромки по задней поверхности, тем ниже. В технологиях заточки это так и называется – занижение.
Стачивая заднюю поверхность, мы ее занижаем. В результате поверхности металла, который режет сверло, касаются только режущие кромки и перемычка. Отсутствие занижения – самая распространенная ошибка начинающих заточников.
Используем приспособление – когда теория не нужна
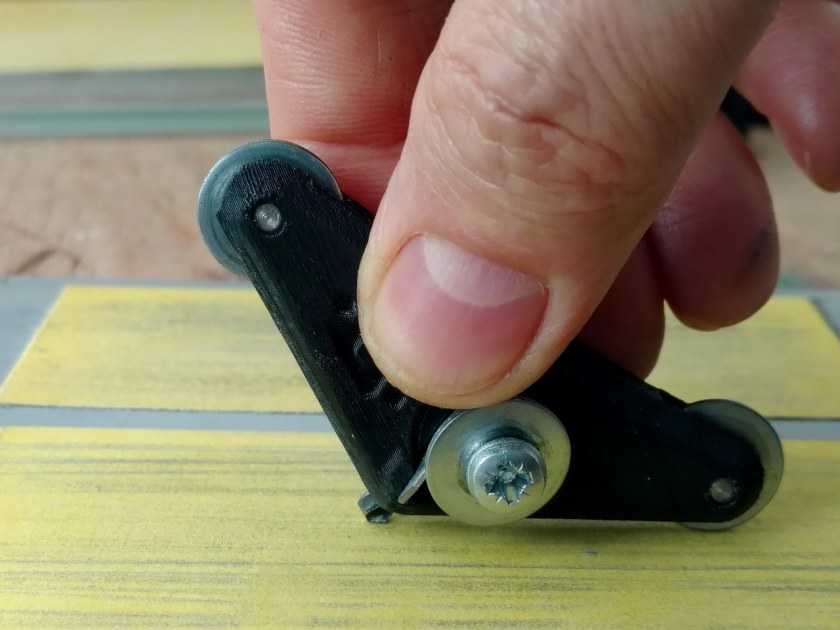
Самый простой способ заточить сверло по дереву или металлу, который не требует от вас никаких умений и знаний – это использовать специальное приспособления для дрели или шуруповерта. Устройство представляет собой насадку с отверстиями разных диаметров.

Для заточки нужно надеть на электроинструмент насадку, затем вставить инструмент в отверстие, соответствующее его диаметру, и повернуть до упора. Специальные пазы зафиксируют сверло в рабочем положении
Имейте в виду, что крайне важно правильно расположить сверло в отверстии, так как только в этом случае задняя поверхность будет обрабатываться под правильным углом. После установки сверла нужно включить электроинструмент и подождать некоторое время, пока заточится одна его сторона
Затем затачиваемый инструмент нужно повернуть на 180 градусов и повторить процедуру.
Недостаток приспособления заключается в том, что имеется ограничение по диаметру. Минимальный диаметр сверла, которое можно заточить составляет 3–3,5 мм, а максимальный – 10 мм. Как правило, шаг диаметра составляет 5 мм. Однако для бытовых целей этого вполне достаточно. Стоимость такого приспособления находится в пределах от 600 до 4000 рублей, в зависимости от производителя. Наиболее дорогими являются изделия от немецкого производителя Bosch.
Как заточить мелкое сверло?
Для самых мелких свёрл (ниже 4 мм) специальные насадки не выпускаются. На точильном станке их тоже нельзя точить. Поэтому заточка таких оснасток производится вручную с помощью надфиля.

Если нет надфиля, можно обойтись и простым напильником. Желательно, чтобы на инструменте было алмазное напыление для более быстрой и качественной заточки. В случае использования напильником рекомендуется выполнить финишную доводку надфилем.

Основная трудность заключается в миниатюрности кромки на таких свёрлах. Профессиональные мастера обычно используют для такой работы специальные увеличивающие очки, позволяющие контролировать процесс заточки.
В целом мелкие свёрла точатся аналогично большим. Основная особенность заключается в том, что не следует снимать слой более 1 мм. Выдержать заводской угол на мелкой кромке очень сложно, поэтому здесь допускается работа на глаз.










Как заточить сверло по металлу и бетону своими руками
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео: Заточка спиральных сверл. Часть — 2.
https://youtube.com/watch?v=urjaIYaEGQM
Бетон — это наиболее универсальный материал, используемый при строительстве дома. Поэтому часто бывают случаи, когда требуется при прокладке кабеля или проводов, монтаже техники и мебели, делать в бетонной поверхности отверстия.
Обычным сверлом это сделать не получится, из-за высокой прочности материала. Только специальные сверла по бетону или буры могут обеспечить требуемый результат. Виды инструментов, их особенности и способы использования подскажет статья.





