
Как применить стеклопластик в быту и в строительстве
В частном порядке этот материал чаще всего применяется в трёх случаях:
- для ремонта стержней;
- для ремонта инвентаря;
- для усиления конструкций и плоскостей и при герметизации.

Ремонт стержней из стеклопластика
Для этого потребуется рукав из стеклоткани и высокопрочная марка смолы (ЭД-20 или аналог). Технически процесс подробно описан в этой статье. Стоит отметить, что углеволокно значительно прочнее стекловолокна, а значит, второе не подойдёт для ремонта ударного инструмента (молотков, топоров, лопат). При этом из стеклопластика вполне можно изготовить новую ручку или рукоятку для инвентаря, например, крыло мотоблока.
Полезный совет. Стеклопластиком можно усовершенствовать свой инструмент. Оберните пропитанным волокном рукоять рабочего молотка, топора, отвертки, пилы и сожмите в руке через 15 минут. Слой идеально примет форму вашей руки, что заметно отразится на удобстве в работе.
Ремонт инвентаря
Герметичность и химическая стойкость стеклопластика позволяют ремонтировать и герметизировать следующие изделия из пластика:
- Канализационные трубы.
- Строительные вёдра.
- Пластиковые бочки.
- Дождевые отливы.
- Любые пластиковые детали инструмента и техники, не испытывающие больших нагрузок.
Ремонт при помощи стеклопластика — пошаговое видео
У «самодельного» стеклопластика есть одно незаменимое свойство — он точно обрабатывается и хорошо держит жёсткость. Это значит, что из холста и смолы можно восстановить безнадёжно испорченную пластиковую деталь, либо изготовить новую.
Усиление строительных конструкций
Стеклопластик в жидком виде имеет прекрасную адгезию к пористым материалам. Иными словами, он хорошо сцепляется с бетоном и деревом. Этот эффект можно реализовать при монтаже деревянных перемычек. Доска, на которую нанесён жидкий стеклопластик, приобретает дополнительно 60–70% прочности, а значит, для перемычки или перекладины можно использовать доску вдвое тоньше. Если усилить этим материалом дверную коробку, она станет более устойчивой к нагрузкам и перекосам.
Герметизация
Ещё один способ применения — герметизация стационарных ёмкостей. Резервуары, каменные цистерны, бассейны, покрытые изнутри стеклопластиком, приобретают все положительные свойства пластиковой посуды:
- нечувствительность к коррозии;
- гладкие стены;
- сплошное монолитное покрытие.
При этом создание такого покрытия обойдётся около 25 у. е. за 1 кв. м. О прочности изделий красноречиво говорят реальные испытания продукции одного из частных мини-заводов.
На видео — испытания стеклопластика
Особо стоит отметить возможность починки кровли. Правильно подобранным и нанесённым эпоксидным составом можно отремонтировать шифер или черепицу. С его помощью можно моделировать сложные светопрозрачные конструкции из оргстекла и поликарбоната — навесы, уличные светильники, скамейки, стенки и многое другое.
Как мы выяснили, стеклопластик становится простым и понятным ремонтно-строительным материалом, который удобно применять в быту. При развитом навыке из него можно создавать интересные изделия прямо в собственной мастерской.
Резка плексигласа трёхзубым диском
Чем резать оргстекло в больших объёмах? Техническое совершенствование ручного инструмента не стоит на месте. Для более эффективного использования болгарки промышленность выпустила трёхзубый пильный диск по дереву.
Трёхзубый пильный диск
В его технических характеристиках вместе с древесиной упоминается и органическое стекло. Он превосходно справляется с резкой акрила для прямолинейных резов. Материал не нагревается, не плавится и не прилипает к пильному диску. Этому диску по зубам толщина от 5 до 10 мм .
Читать также: Входная дверь из дуба с ковкой
Как работать болгаркой с трёхзубым пильным диском смотрите на этом видео:
Кроме болгарки народные умельцы применяют электролобзик со специальными пилами для плексигласа.
Специфика работы
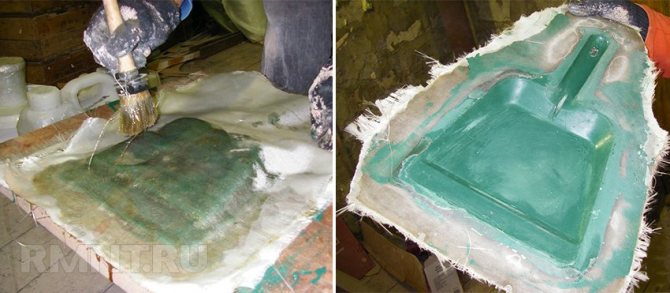
Теперь вопрос – какая связь между стеклопластиком и тюннингом автомобиля? Используя его можно изготавливать самые разные корпусные детали авто. Сам процесс работы с ним довольно прост. При помощи пенопласта, пластилина или дерева изготавливается макет будущей детали. Оношпаклёвывается до получения гладкой поверхности и покрывается воском или специальнымгелькоатом. Это необходимо для того, чтобы впоследствии легко отделить готовое изделие от формы.
На обработанную поверхность укладывается стеклоткань. Сверху наносится смола, размешанная с отвердителем, тщательно прокатывается валиком, для удаления пузырьков воздуха. После высыхания готовое изделие снимается с формы, и шпаклюется до гладкости
На всех этапах важно тщательно ошкуривать поверхность для улучшения адгезии (сцепления) между слоями детали

Я бы сказал, что во всём процессе самое сложное – правильное изготовление макета для детали. Всё зависит от того, какую именно часть корпуса вы хотите получить. Например, при работе с бамперами проще всего за основу брать оригинальный бампер авто. На него уже приклеивать пенопласт или лепить из пластилина форму будущего обвеса. Это позволит избежать головной боли с креплением бампера и подгонкой его размеров. Работая так, можно изменить форму нижней части бампера или нарастить его.



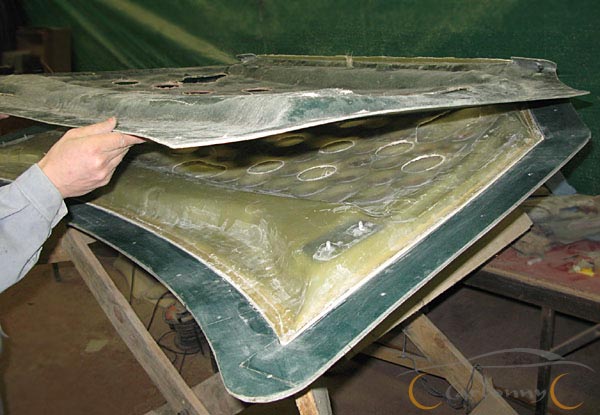






Сложные детали можно изготавливать из нескольких частей, которые впоследствии соединять друг с другом при помощи заклёпок, болтов или же смолы и стеклоткани. При изготовлении капота или, допустим, полки под колонки за задними сидениями, технология немного другая. В этом случае с макета нужно получить «слепок», по которому уже изготавливать саму деталь.
Опять таки, при помощи пенопласта или монтажной пены (или других подручных материалов – пенопласта, пластичной глины и.т.п.), изготавливается макет. По нему уже делается «скорлупа» из стеклопластика. Внутренняя поверхность этой скорлупы доводится до гладкого состояния и снова обрабатывается воском для последующего простого разделения с готовым изделием. Дальше процесс изготовления повторяется. Таким путём достигается наиболее точное попадание в необходимые размеры детали.³
Плюсы и минусы эпоксидки
Эпоксидная смола более известна потребителю, так как ее часто используют в качестве клея. Она востребована в быту и на производстве во многих областях промышленности. Свойства эпоксидки по праву считаются уникальными, однако есть и определенные недостатки.
- Высокие свойства адгезии позволяют работать с большим количеством видов материалов. Исключение составляют лишь такие, как тефлон, полиэтилен, термопласт, полипропилен, оргстекло и поликарбонат.
- С помощью смолы можно клеить детали, даже если смола предназначена для заливочных работ.
- Эпоксидка до востребования может храниться десятки лет, не снижая своих показателей.
- Современные материалы абсолютно безопасны для здоровья человека. Смола не источает неприятных запахов, чего нельзя сказать, к примеру, о полиэфирных смолах.
- Обладает влагостойкостью.
- Практически не дает усадки.
- Добавление наполнителей изменяет некоторые физические свойства материала. Смола для автомобильных ремонтных работ обладает повышенными показателями прочности.
Как мы уже говорили, у эпоксидки есть свои минусы.
- Полимеризация может занять значительное время. В период отверждения смолы пользоваться изделием нельзя.
- Эпоксидку нельзя назвать бюджетным материалом. В случае авторемонта себестоимость работ будет существенно ниже затрат на специализированный автосервис, но по сравнению с другими аналогичными материалами эпоксидная смола достаточно дорогая. Дешево можно купить лишь универсальные марки без наполнителей.
Подготовительный этап
Подготовительные работы должны быть проведены с особой тщательностью. Необходимо очистить участок детали, подлежащий ремонту, от старой краски и коррозии, так чтобы ни осталось и капли ржавчины. После этого обрабатываемую поверхность следует зачистить шкуркой, хорошо просушить и обезжирить.
Технология работ
Самыми главными условиями при проведении работ являются последовательность и неспешность. Порядок действий при ремонте выглядит так:
- из материала вырезаются заплатки, по форме и размеру, соответствующие поврежденной части кузова;
- в подготовленной емкости смешиваются эпоксидная смола и отвердитель, в пропорциях, указанных в инструкции;
- на подготовленное место, наносится первый слой полученной смеси;
- сверху укладывается подготовленный кусок стеклоткани и разглаживается валиком, пропитанным смолой;
- когда смола схватиться, поверхность проходят шкуркой;
- следующий шаг – нанесение шпаклевки;
- после полного застывания проводятся лакокрасочные работы.
Техники установления накладок
Первый вариант
Ремонтируемый участок покрывается полиэфирной смолой, накладывается первый кусок из стеклоткани. Все образовавшиеся воздушные пузырьки выгоняются валиком, а оставшиеся прокалываются шилом. По поверхности проходятся валиком, при необходимости слой уплотняется торцевой кистью. После этого поверхность снова смазывается смолой, и на неё накладывается следующий слой материала. Так, поочередно, один за другим, накладываются все слои.
Второй вариант
Вырезанные заплатки пропитываются смолой. Края смазывают клеем. После этого, пропитанные кусочки накладываются на место поврежденной поверхности. Необходимо полностью закрыть ремонтируемый участок. Каждый новый слой должен перекрыть предыдущий не менее, чем на 20 мм. После полного застывания смолы, по поверхности проходятся напильником и шкуркой. Образовавшиеся неровности выравнивают при помощи шпатлевки.
Особенности при работе с повреждениями большого диаметра
При восстановлении отверстий большого диаметра, с обратной стороны поврежденной детали устанавливают подкладку – фанерный лист или лист металла, также возможно использование плотного картона. Это позволяет предотвратить деформацию заплатки из стекловолокна.
Чтобы подкладка не прилипала, ее покрывают полистиролом в ацетоне или восковой мастикой. Мастичная смесь готовится из воска и скипидара, смешиваемых в соотношении 2 к 1. Такая обработка даёт возможность спокойно отделить подкладку от смолы на завершающей стадии ремонта.
Если подобраться к внутренней части тяжело и после окончания работ подкладку устранить не удастся, тогда её не устанавливают. В таком случаи, поврежденный участок плотно набивается газетами, в соответствии с формами кузова. В самом конце ремонта, газеты убираются.
Меры безопасности при проведении работ
Главная опасность при проведении работ – это контакт химических веществ с кожей человека. Эпоксидная смола и отвердители способны вызывать сильнейшие раздражения кожи. Также смолы и отвердители могут стать причиной аллергических реакций. При проведении шлифовки, возможно попадание пыли в дыхательные пути. В процессе ремонта, испарения смолы, отвердителя и пыль от шлифовки могут стать причинами раздражения глаз.
Как восстановить кузов авто при помощи стеклоткани подробно показано в видеоролике.
Виды изоляционных стеклотканей
Рассматриваемый материал используется в разных сферах промышленности, а также в быту. Он выпускается по нескольким стандартам, определяющим его назначение, состав, свойства и требуемую маркировку.
Стеклоткань для изоляции подразделяется на:
- электроизоляционную – производится из алюмоборосиликатного стекла. В маркировке присутствует буква «Э»;
- изоляционную – изготавливается из бесщелочного стекла с покрытием из парафинового замасливателя. Маркировка имеет буквы «И» или «ПС»;
- кремнеземную – выдерживает экстремально высокие температуры, агрессивные среды и повышенный радиационный фон. Способна создать уникальный тепловой барьер. Такими же свойствами обладает кварцевая стеклоткань. В маркировку входят буквы «КТ» или «ТС»;
базальтовую – широко используется при создании гидро- и теплоизоляционных слоев. С успехом заменяет вредный асбест.
При изготовлении используется базальтовое сырье. По характеристикам близка к кремнеземным аналогам.
Особенности работы со стеклотканью
Уникальные характеристики материала позволяют применять стеклоткань при утеплении теплосетей, трубопроводов различного назначения, отопительных котлов, а также при тепло- и гидроизоляции строительных объектов, в том числе кровли. При устройстве изоляционных слоев, полотна предварительно выкраивают по требуемым размерам, после чего их крепят к обрешетке.
СТЕКЛОЦЕМЕНТ
Работа со стеклоцементом проводится почти так же, как и со стеклопластиком. Изменяется только одно связующее, то есть вместо смолы применяется цемент. Из декоративных стеклотканей лучше всего «сатин СТТ (б) С2».
Стеклоцемент представляет собой слоистый анизотропный конструкционный материал, где упрочняющим каркасом (наполнителем) является стеклянное волокно бесщелочного состава.
В качестве связующего состава нужно использовать глиноземистый цемент. В случае применения портланд-цементов стекловолокно нужно защищать от агрессивного воздействия гидрата окиси кальция, для чего можно использовать, например, этинолевый лак (раствор ли-винилацетилена в ксилоле).
Процесс изготовления стеклоцемента заключается также в послойной укладке стекловолокнистых материалов на макет или в матрицу с последующим цементированием каждого слоя водоцементным раствором состава: вода —1 кг, цемент — 2 кг. Толщина одного слоя составляет 0,8—1,2 мм.










Чем выше марка цемента (400, 500, 600…), тем крепче изделие. При марке 500 и более и волокнах толщиной не менее 15—20 микрон лучше выдерживать соотношение вода — цемент, не превышающее 0,45—0,5. Слой цементного клеи должен быть наименьшим, но хорошо пропитать все волокна армирующего материала.
Удельный вес изделий из стеклоцемента составляет 1,40—1,85 г/см3. После нескольких замораживаний оттаиваний прочность стеклоцемента увеличивается (после 50—60 циклов — на 20—30%). Стеклоцемент — это негорючий и неразмокающий материал.
Теперь, заглянув в таблицу, вы сможете определить необходимое вам количество слоев и приступить к изготовлению любой машины, лодки, катера из замечательных новых материалов, созданных химией.
Д. ИЛЬИН
Журнал Моделист Конструктор 1964.
Особенности и советы по изготовлению формы для изделия из стеклопластика
Детали из стеклопластика своими руками изготовляются методом формовки. Для этого нужна специальная форма, которая бывает охватывающей или охватываемой. Форма должна иметь определенный уклон для удобства вынимания из нее готового изделия. Чем качественнее и ровнее отполирована поверхность стенок формы, тем будет выше качество поверхности формируемого изделия.
Для выполнения формовки изделия нужно произвести ряд подготовительных работ:
- Внутренняя поверхность формы покрывается специальным веществом, способствующим свободному извлечению из нее готовой детали. Сам метод формовки заключается в том, что деталь из стекловолокна укладывается в специальную форму и пропитывается эпоксидной или полиэфирной смолой.
- Для армирования изготавливаемых деталей выбирается определенная стеклоткань в зависимости от ее внешнего вида и способности к сопротивлению действующим нагрузкам.
- Из плотной бумаги изготовляется шаблон, по которому делают разметку и вырезают стеклоткань.
- Полиэфирную смолу выбирают соответственного качества, в зависимости от назначения и эксплуатации детали. Смола содержит в своем составе красители и может отличаться химическим составом. Например, если смола предназначена для нанесения первого слоя, она называется ледяным покрытием.
Формовку деталей можно формировать по-разному, главное, чтобы при этом соблюдались следующие правила:
- стеклоткань в форме должна располагаться равномерно;
- стеклоткань полностью пропитывается полиэфирной смолой, исключая малейшие пузырьки воздуха в пропитке;
- обеспечивается высокая производительность готовой детали для серийного производства.
Рассмотрим для примера технологию производства контактного формования или формования на одной форме. Это самый легкий способ, при котором количество используемого материала уменьшается, но при этом увеличивается потребность в количестве рабочей силы.
Чем аккуратнее и опытнее исполнитель, тем больше готовых деталей получится из исходного материала. Такой способ может применяться для одной и для нескольких одинаковых деталей или небольшой серии. Форма может быть любого размера и, как уже говорилось выше, она бывает охватываемой или охватывающей, зависимо от желаемого результата, при котором больше ценится хороший внешний вид наружной или внутренней поверхности готовой детали.
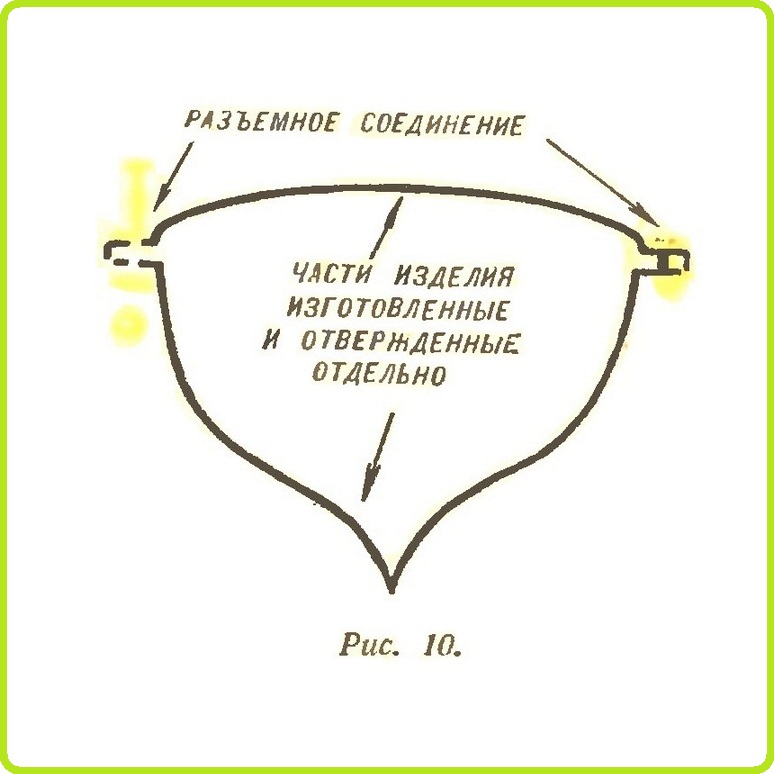
Форма должна иметь высокие показатели прочности. Ее уклон должен быть не менее 35%. Если формовочная деталь имеет обратный уклон, тогда форма должна быть выполнена из нескольких идеально подогнанных друг к другу частей.
Из какого материала изготовляется форма?
Выбор материала для формы зависит от предназначения производства. Например, форма из гипса применяется для изготовления всего одной детали; стальная форма может использоваться большое количество раз для изготовления нескольких тысяч деталей; а для изготовления деталей мелкими сериями лучше всего изготовить модель, с которой снимается слепок формы. Она будет состоять из слоистого пластика, в состав которого входит стекловолокно и полиэфирная смола. Для укрепления формы профилированный картон или деревянные пластинки погружают в слоистый пластик для образования нервюр. Благодаря этому, в усиленной форме можно изготовить не одну сотню деталей.
Подготовка полотна
Особое внимание нужно обратить на подготовку полотна. Вырезанные полотна нужно поместить во влажное помещение в таком порядке, чтобы их удобно было брать по очереди нанесения слоев
Также необходимо правильно выбрать среди большого количества всевозможных веществ, предназначенных для разделения изделия и формы, именно такое, которое будет соответствовать материалу формы.
Эпоксидная смола для объемной заливки
Существуют определенные правила, следование которым приведет к положительному результату. Перед тем, как приступить к изготовлению объемных вещей, стоит ознакомиться со следующими рекомендациями:
- Любое готовое объемное изделия не должно иметь пузырьков. Затвердевать материал должен равномерно по всей толщине. Если предположительная толщина готового изделия превышает 2 миллиметра, то смола наносится слоями. При этом последующий слой наносится после того, как закончится первичная полимеризация предшествующего слоя.
- Эпоксидку можно заливать и в изготовленные заранее формы. Чтобы после полного застывания изделие свободно извлекалась и формы, последнюю предварительно смазывают техническим вазелином. Для придания вещи красивого цвета, применяют порошковый краситель.
- После завершения всех работ готовое изделие помещается в такое место, где температура немного превышает комнатную, и оно хранится там около 3-4 часов. Как только закончилось первичное застывание, деталь помещается в жарочный шкаф на 6 часов для ускорения процесса полимеризации. Если оставить изделие в комнате, то ждать его полного высыхания придется целую неделю.
- Окончательный этап – механическая обработка детали, которая включает в себя шлифование и резку.
Достоинства стекловолокна
- Теплоизолирующие свойства материалов, изготовленных на основе волокна, превосходны. Частицы утеплителя удерживают воздух, который в закрытом пространстве сам по себе является отличным изолятором. Поэтому стекловата, расположенная в стеновой конструкции, надежно защищает помещение от летней жары и зимнего холода.
- Защита помещений от шума. Материалы обладают звукопоглощающими свойствами, которые зависят от толщины плит.
- Упругость материала. Стекловолоконные изделия не слеживаются, их можно без боязни транспортировать в рулонах или плитах на значительные расстояния.
- Экологическая чистота. Волокно не выделяет вредных для здоровья веществ, а потому абсолютно безопасно.
- Материал не горюч, от воздействия огня он не выделяет токсичных веществ.
- На поверхности утеплителей не появляется плесень.
- Стекловолоконные материалы, не деформируясь, превосходно выдерживают старение.
Учимся делать детали из стеклопластика своими руками
Согласитесь, не каждый поклонник тюнинга имеет возможность приобрести оригинальные предметы интерьера в соответствующих магазинах. Но, честно говоря, это вовсе не обязательно — превратить обычный автомобиль в предмет искусства можно и самостоятельно, если научиться правильно делать стеклопластик своими руками. Собственно, стеклопластик представляет собой полиэфирную смолу, которая изготавливается примерно следующим образом: материалу придают необходимую форму, армируют стекловолокном и затем полимеризуют.
Само собой разумеется, что тягаться с фирменными предметами гаражного тюнинга мы не намерены. Но если необходимые детали имеют незначительные размеры, то сделать их может практически каждый. Но начинать подобную практику лучше всего с примитивных деталей, имеющих самые простые очертания.
Учимся быть аккуратными.
На начальном этапе изготовления нам необходимо сделать болванку и для этого, скажу я вам, нам придется попотеть. Стоит отметить, что форма болванки должна в точности имитировать будущую деталь. По этой причине самой главной заботой будет именно правильность всех изгибов, симметрия и максимально чистая поверхность.
Еще один не менее важный момент — это материал, из которого будет сделан наш пуансон. К примеру, если деталь будет иметь большие габариты (такие, как бампер), то болванку для нее лучше изготавливать из пенопласта.
Основание, полученное таким образом, после завершения процесса можно даже не удалять. Для меньших деталей следует использовать глиняные или пластилиновые детали (но, честно говоря, нюансы обработки подобных материалов может вас несколько смутить).
Нередко в качестве пуансона используют древесину. Хотя ее предварительная обработка, связанная с придачей формы, и кажется на первый взгляд сложной, но последующая обработка наждачкой станет для вас сущим пустяком.
Помимо этого, на данном этапе мы должны определиться, каким именно образом готовое изделие будет сниматься с болванки. Если есть возможность, то мы ее попросту снимаем. Но в отдельных случаях вам придется распиливать болванку на две части, дабы извлечь изделие.
Как бы то ни было, но перед извлечением изделия вам в любом случае понадобится специальное смазывающее вещество, которым нужно будет обработать стенки матрицы. Хотя, если планируется использование пенопласта, то подобные манипуляции не потребуются.
Этап второй.
Смола, используемая при изготовлении стеклопластика, превращается в пластик только после того, как в нее добавят отвердитель. Также существует специальная инструкция, в соответствии с которой смешиваются необходимые компоненты.
Еще один важный момент — это прокаливание ткани, можно даже на открытом огне. Когда перестанет идти дым, мы прекращаем процедуру: все защитные вещества, в том числе и парафин, уже испарились, а пустоты между тканями заполнились нашей смолой.
Когда начнем пропитывать стеклоткань, то лучше положить ее на стекло, так смола распределится максимально равномерно. Также для этого можно использовать железную линейку, сильно придавив ее к поверхности.










Роль стеклоткани
Когда готовая стеклоткань будет помещаться на болванку, то нужно позаботиться о максимальном ее прилегании, исключив разнообразные складки. Но если вы что-то там недоглядели и они все же образовались, то мы аккуратно удаляем их кончиком ножа.
Примерно так же удаляются воздушные пузыри. Также стоит отметить, что зачастую одного слоя ткани не хватает, минимальное количество — три-четыре. Каждый слой мы укладываем по очереди, но без длительных задержек. В противном случае предыдущий слой может высохнуть.
Убираем болванку
Когда затвердеет смола (это примерно 3-4 суток), мы удаляем болванку. К слову, это крайне ответственный процесс и повреждение «скорлупы» в нем — нередкое явление. Если это произошло, не отчаивайтесь, ведь поврежденную поверхность можно подклеить посредством той же смолы.
В итоге хотелось бы добавить, что практически каждое изготовление детали тюнинга осуществляется по данной схеме. Но если будет несколько экземпляров, то процедура значительно усложнятся. «Скорлупу» при этом необходимо укрепить дополнительными слоями. Подобные матрицы можно неоднократно использовать, но все детали, вышедшие из нее, потребуют хорошей чистки.
А если необходимо сделать более прочный стеклопластик своими руками, то изделие на этапе затвердения помещают в вакуум (то есть, в полиэтиленовый мешочек с откачанным воздухом). Тогда все слои ткани уплотнятся и, соответственно, существенно уплотнится вся поверхность готового материала.
Компоненты стеклопластика
Армирующий компонент*. Для изготовления бытовых и вспомогательных строительных элементов обычно используется три типа армировочного материала:
- Стеклосетка. Это сетка из стекловолокна с ячейкой от 0,1 до 10 мм. Поскольку эпоксидный раствор — агрессивная среда, для изделий и строительных конструкций настоятельно рекомендована сетка с пропиткой. Ячейку сетки и толщину нити следует подбирать, исходя из назначения изделия и требований к нему. Например, для армирования нагруженной плоскости стеклопластиковым слоем подойдёт сетка с ячейкой от 3 до 10 мм, толщиной нити 0,32–0,35 мм (усиленная) и плотностью от 160 до 330 г/куб. см.
- Стеклохолст. Это более совершенный вид основы стекловолокна. Он представляет собой очень густую сетку, изготовленную из «стеклянных» (кремниевых) нитей. Его применяют для создания и ремонта бытовых изделий.
- Стеклоткань. Имеет те же свойства что и материал для одежды — мягкий, гибкий, податливый. Этот компонент очень разнообразен — он различается по прочности на разрыв, толщине нити, густоте плетения, спецпропиткам — все эти показатели ощутимо влияют на конечный результат (чем они выше, тем прочнее изделие). Главный показатель — плотность, в пределах от 17 до 390 г/кв. м. Такая ткань значительно крепче даже знаменитого военного сукна.
* Описанные виды армировки применяются и для других работ, но в паспорте изделия обычно указывается их совместимость с эпоксидной смолой.

Таблица. Цены на стеклоткань (на примере продукции компании «Интеркомпозит»)
| Плотность | Цена, у. е./кв. м |
| 17 | 4,6 |
| 25 | 3 |
| 48 | 3,2 |
| 80 | 2,8 |
| 110 | 2,8 |
| 160 | 3 |
| 200 | 3 |
| 280 | 4,3 |
| 390 | 5,2 |
Вяжущее. Это и есть эпоксидный раствор — смола, смешанная с отвердителем. По отдельности компоненты могут храниться годами, но в смешанном виде состав твердеет от 1 до 30 мин, в зависимости от количества отвердителя — чем его больше, тем быстрее твердеет слой.

Таблица. Наиболее распространённые марки смолы
| Наименование | Производитель | Назначение | Цена, у. е./кг |
| ЭД-16 | Россия, Китай | Ремонтные работы и слои в защищённых местах | 4,6 |
| ЭД-20 | Россия, Китай | Ремонтные работы и слои на открытых местах | 6,3 |
| LR1100 | Саудовская Аравия | для бытовых нужд, бижутерии | 2,5 |
- ЭТАЛ-45М — 10 у. е./кг.
- ХТ-116 — 12,5 у. е./кг.
- ПЭПА — 18 у. е./кг.
Дополнительным химическим компонентом можно назвать смазку, которую иногда наносят для того, чтобы защитить поверхности от проникновения эпоксида (для смазывания форм).
В большинстве случаев баланс компонентов мастер изучает и подбирает самостоятельно.





