
Преимущества и недостатки по сравнению с газовой горелкой
Бензорез не очень популярен среди специалистов. Многие по-прежнему используют газовые резаки. И этому есть целый ряд причин. Давайте сравним преимущества и недостатки обеих технологий. Преимущества бензореза:

- Мобильность. Бензиновый резак достаточно прост в переноске. Емкость с сжатым воздухом имеет меньшие габариты и вес, чем кислородные баллоны. Топливо легко достать, оно имеется в любом гараже, можно купить на автозаправке.
- Возможность работы при низких температурах. Согласно заявлениям производителей, бензорез с распылителем работает при температуре -40 и ниже. Газовый резак не работает на морозе.
- Простота конструкции. Газовая горелка не является сверхсложным устройством. Но бензиновый резак — в любом случае проще. При владении пайкой, совершить ремонт не составит труда.
Недостатков не больше преимуществ. Но они существеннее:
- Сложность в настройке. Подачу топлива постоянно нужно калибровать, периодически приходится чистить форсунки. Бензиновый резак нельзя использовать «из коробки». Для качественной работы нужна практика и сноровка.
- Необходимость поддерживать давление в резервуаре. Долго работать с бензорезом едва ли получится. Нужно постоянно поддерживать давление в кислородном резервуаре. Качество пламени зависит от объема воздуха в баллоне, и приходится постоянно адаптироваться к перепадам давления, а стало быть, и мощности горелки.
- Безопасность. Хотя кислородные баллоны для газовой резки считаются взрывоопасными, при правильной эксплуатации риск несчастного случая сводится к минимуму. Бензиновый же резак требует тщательного контроля и ответственности на всех этапах работы. Особенно, если речь идет о моделях с испарителем, где топливо закипает на пламени дополнительного сопла.
Разметка
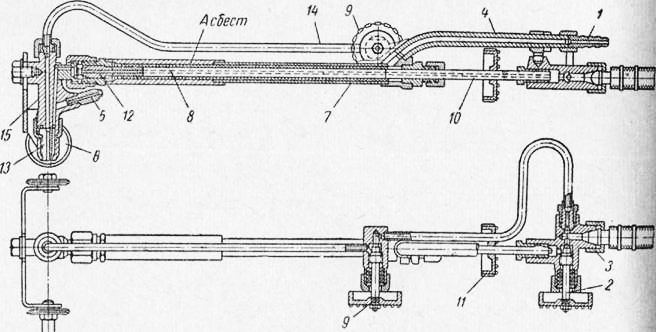
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
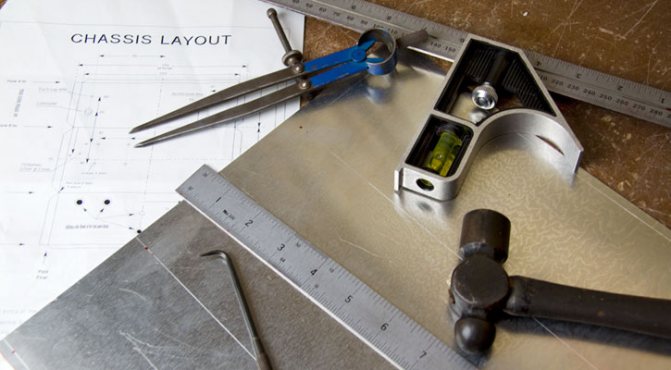
Этап разметки проводится вручную или с помощью специальных устройств
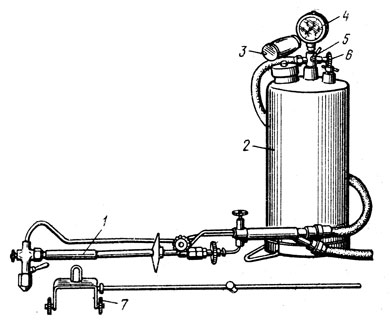
Бачок керосинореза
В типовых конструкциях керосинорезов (особо качественными считаются устройства, производимые торговой маркой «Резак Бобуха») используются бачки двух типов: БГ-63, ёмкостью 6,5 л, и БГ-68, ёмкостью 8,5 л. Бачок состоит из следующих элементов:
- Цилиндрического сварного корпуса, дно которого имеет вид вогнутой полусферы.
- Сферической крышки, имеющей два герметизированных отверстия и ручку для переноски.
- Запорного вентиля.
- Заборной трубки, на конце которой имеется сетчатый фильтр.
- Манометра.
- Ручного воздушного насоса, которым создаётся необходимое давление для подачи керосина в шланг.
- Упорного кольца в нижней части корпуса.
- Двух штуцеров — для присоединения шланга, и для заполнения бачка керосином.

При работе насосом, внутри корпуса бачка создаётся избыточное давление до 3 кг/см2, благодаря которому происходит вытеснение керосина в шланг. Заполнение бачка керосином должно быть не выше 70% от его номинальной ёмкости, поскольку часть энергоносителя всё же испаряется. Несмотря на тщательную заделку штуцера в бачок (применяется сварка) часть вещества всё же в момент перекачки испаряется, вследствие чего давление падает. Это обстоятельство вынуждает время от времени использовать насос для подкачки керосина.
Подготовка бачка к использованию заключается в его тщательной очистке, а также проверки исправности насоса и манометра. Несмотря на наличие фильтра, рекомендуется заливать в бачок только предварительно отфильтрованный керосин. Недопустимо применять бачок в наклонном или горизонтальном состоянии. Для соблюдения правил пожарной безопасности, и для удобств при использовании бачок размещают на расстоянии не ближе 5 метров от кислородного баллона, и не далее 3 – от места применения керосинореза.
Техническое обслуживание узла заключается в периодической чистке каналов медными или алюминиевыми иглами (стальные применять не рекомендуется).
Преимущества и недостатки
На рынке спецтехники представлены как модели с испарителем, так и бензорезы распылительного типа. Тем не менее, есть ряд причин считать, что распылительный бензорез лучше. А именно:
- Распылительные резаки имеют до 50% меньший вес, по сравнению с испарительными, т.к. отсутствует асбестовая камера и дополнительный нагреватель
- В обслуживании распылитель проще испарителя, т.к. не нужно чистить камеру испарения
- Бензиновый распылительный резак меньше греется. За счет дополнительного нагревателя, резак испарительного типа необходимо охлаждать в процессе работы
- Испаритель не подходит для работы при низких температурах, из-за постоянного охлаждения паров. (Зимой лучше использовать распылительный резак)
- Распылитель, в отличие от испарителя, устойчив к обратному удару пламени.
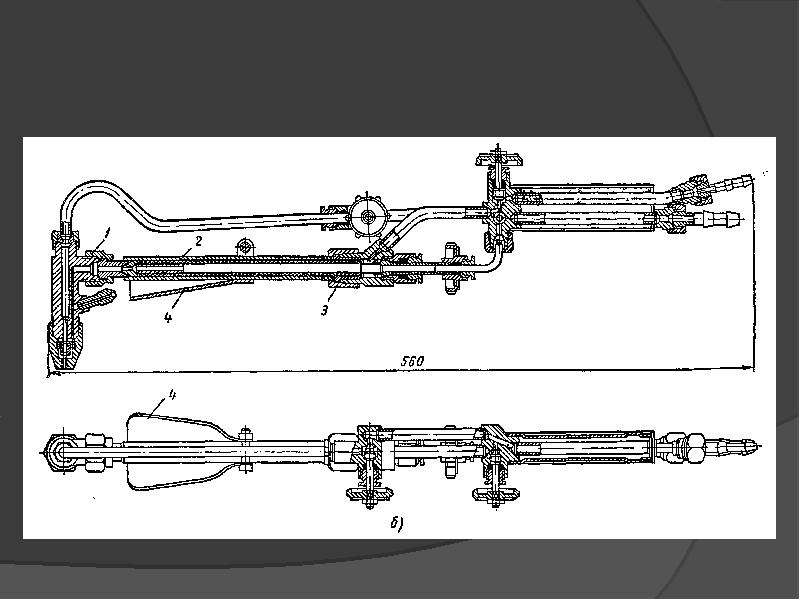
Комплектация
В комплектность прибора входят следующие элементы: запорно-пусковая аппаратура, резак, бак для горючего, шланги, насос для подкачки, манометр. Поскольку инструмент тяжелый, его перемещают на специальной тележке с колесами.
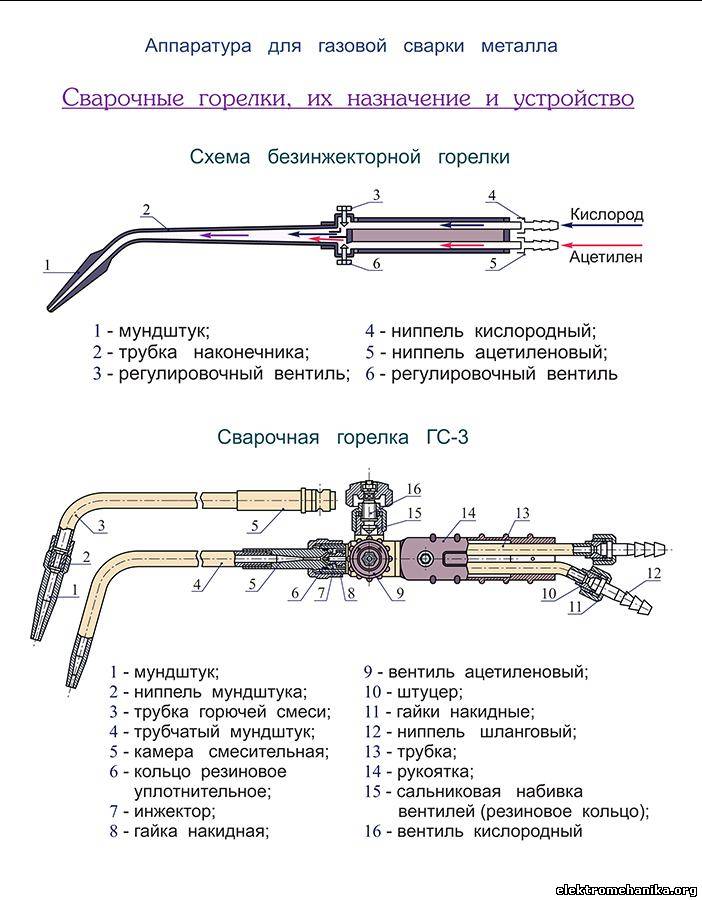
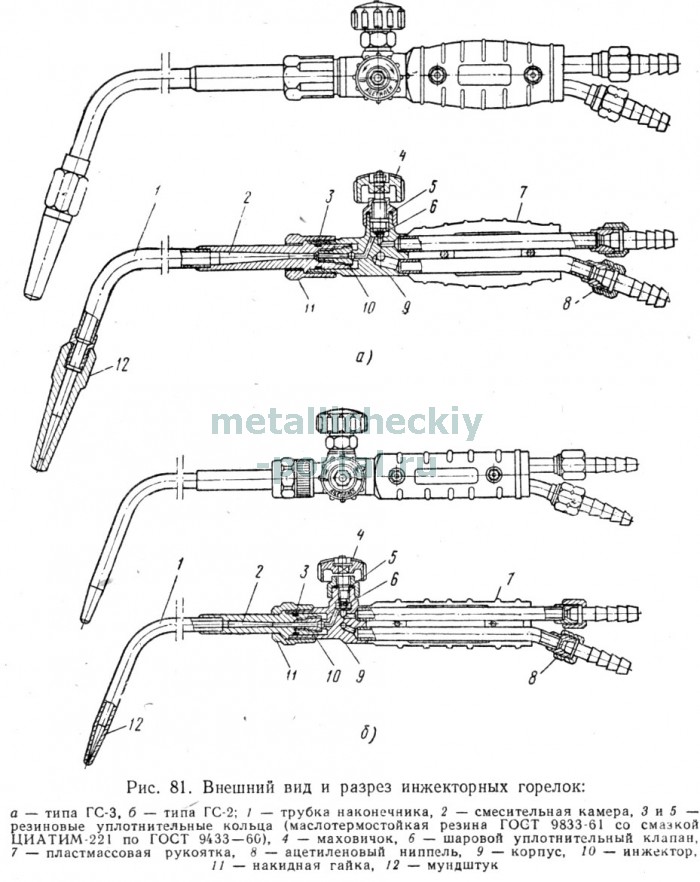
Резак
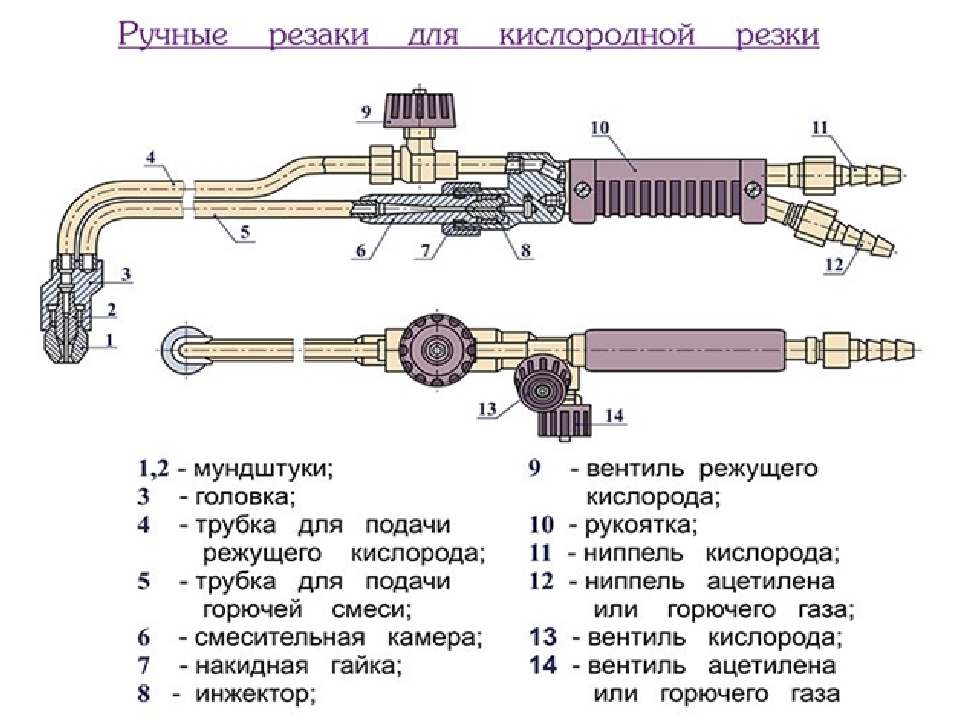
Резак обязательно имеет испаритель. По конструкции он похож на привычную газо-кислородную установку, но считается менее взрывоопасным и более безопасным. Резак включает мундштук, инжектор для смешивания кислорода и топлива, головку, испаритель, редукторы рамповые. Управлять пламенем можно при помощи вентилей. Имеется маховик для регулирования. Горючее поступает по шлангу, подключенному к бачку с огнестойкой набивкой.





Бачок керосинореза
В типовых устройствах применяется несколько типов емкостей, обычно это БГ-63, бачок-редуктор, вмещающий 6,5 л, или БГ-68, рассчитанный на больший объем – 8,5 л.

В конструкцию включены следующие элементы:

Давление кислорода внутри доходит до 3 кг/см2, за счет этого керосин попадает в шланг. Заполнять емкость полностью нельзя, 30% должно быть всегда свободно. По мере использования часть вещества испаряется, и давление падает, поэтому воздух нужно периодически подкачивать.
Инструмент для рихтовки вмятин
Классическая технология рихтовки кузова автомобиля за время своего существования претерпела множество изменений, и сейчас канули в лету те времена, когда она проводилась одним молотком. Рихтовка кузова авто своими руками – непростой процесс, требующий ответственного подхода, специальных навыков и профессионального инструмента. Приобрести инструмент можно в автомагазинах или на рынке. Он содержит рихтовочные резиновые и пневматические молотки различной формы и размера, разнообразные правки, ударные полотна. Также для выравнивания резких заломов металла может понадобиться домкрат. Приспособления для рихтовки вмятин также можно изготовить своими руками, однако для этого необходимо обладать достаточными знаниями и навыками. Рассмотрим наиболее часто используемые виды рихтовочного инструмента подробнее.
- Ударный инструмент: молотки, киянки. Их предназначение – выравнивание вмятины. Отличия рихтовочных молотков от слесарных значительные. Рабочий боек должен иметь закругленную поверхность и быть хорошо отполированным. Противоположная сторона молоточков делается обычно в форме клюва. Материалы, применяемые для изготовления рихтовочных молотков – цветные металла, пластик, резина, текстолит. Благодаря этому поверхность исправляемой вмятины меньше деформируется, а сам боек спружинивает при ударе. Киянки для рихтовки кузова своими руками обычно делают из твердого дерева или резины.
- Наковальни, штампы, поддержки. Эти приспособления нужны для поддержки выпрямляемого места кузова. По своей форме они должны повторять вмятину, поэтому в профессиональном наборе их достаточно большое количество. Рихтовочный молоток с наковальней всегда должны работать в паре. Главное – правильно подобрать подкладной штамп, необходимо учесть при этом радиус кривизны поверхности, вес и размер поддержки. Для рихтовки авто своими руками можно также воспользоваться подручными предметами, главное – их тщательно подбирать под конкретный изъян кузова. Это могут быть молоты, плиты от утюга, кувалды и т.п.
- Ударные полотна, ложки. Эти приспособления служат для вытягивания вмятины. Также они могут использоваться в качестве поддержек. Одним из наиболее частых случаев их применения при рихтовке авто является отделение внешней поверхности элемента кузова от внутренней панели, например для двери. Если две поверхности ее схлопнулись при ДТП, то перед тем как отрихтовать дверь своими руками придется отделить наружную поверхность от внутренней ложкой для рихтовки. Также часто ложки используются для рихтовки крыши автомобиля и внутреннего исправления кривизны кузовного элемента.
- Рычаги и крюки. Они применяются в случае необходимости вытянуть вмятину изнутри, опираясь на любое ребро жесткости в качестве рычага. Крюков также существует большое число, они отличаются размерами, толщиной металла, углом загиба. Крюк для рихтовки автомобиля своими руками можно сделать и самому, для чего используется металлический пруток диаметром 10-12 мм. Длина его не должна превышать 0,5 м. Угол загиба зависит от геометрии самой вмятины. Ручку крюка нужно делать петлей, чтобы в случае необходимости в нее можно было вставить приспособление для прокрутки.
- Шлифовальный инструмент – напильники, шлифмашинка. Применяются для шлифовки выровненного после рихтовки элемента кузова и выравнивания небольших выпуклостей. Если нет шлифмашины, в гаражных условиях может применяться наждачный круг, закрепленный на электродрели.
Регулируемый редуктор для газового баллона
Такие приборы предназначены для использования совместно с газовыми горелками и другим газовым оборудованием, работающим с более высоким давлением газа на выходе. Например, БПО 5-2 можно устанавливать на бытовых сосудах с газом объемом от 5 до 50 литров с вентилем. Эта модель оборудована манометром и вентилем для регулирования давления газа на выходе. Технические характеристики БПО 5-2:
- давление на выходе: 2,5 МПа
- максимальное рабочее давление: 0,3 МПа
- наибольшая пропускная способность: 5,0 м3/час
- вес: 0,42 кг
- тип газа: сжиженный
Приборы с функцией регулировки выпускаются и для сжатых газов.
Устройство и принцип работы ручного плиткореза
Производители выпускают ручные приспособления для резки плитки в разном исполнении. Однако основное их устройство схожее. Состоит плиткорез из следующих узлов:
Станина является основной опорой. Обычно она сделана из стальной пластины. Сверху нанесено прорезиненное покрытие, которое не дает плитке скользить во время резки. На станине прочно закреплены опоры с направляющими, по которым передвигается каретка. У хороших плиткорезов станина прочная из толстой стали. За счет жесткости обеспечивается устойчивость инструмента. Дешевые плиткорезы на тонкой станине вибрируют во время резки, отчего получается брак.
Рукоятка выполнена из куска трубки. Удлиненная ее форма упрощает работу ручным плиткорезом, так как образует рычаг, благодаря которому работник прикладывает меньше усилий.
Основным режущим элементом является колесико. Выполнено оно из твердосплавных материалов. Поверхность качественного ролика идеально круглая, без выщербленных участков и заусениц
Все ручные плиткорезы схожи в своем устройстве Важно! Затупившееся режущее колесико затачивать нельзя. Его просто выбрасывают, заменив новым элементом.
Лапка удерживает плитку, не дает ей сдвигаться во время резки.
Все рабочие узлы выполнены из стали и силумина. Они обладают повышенной прочностью, обеспечивают жесткость конструкции. Вспомогательные элементы могут быть сделаны из пластика или сплавов цветных металлов. К таковым относится шкала, по которой выбирают размер плитки. Она бывает даже двойная – зеркальная. Такой шкалой удобно пользоваться левшам. У ручных профессиональных плиткорезов имеется поворотная линейка. Она помогает выполнять фигурный рез под произвольным углом.
Работают все ручные плиткорезы по одному принципу. Прокатывающийся под сильным нажатием ролик прорезает на поверхности плитки борозду. В этом месте заготовка ослабевает и ее легче приложенным усилием разломить на две части.
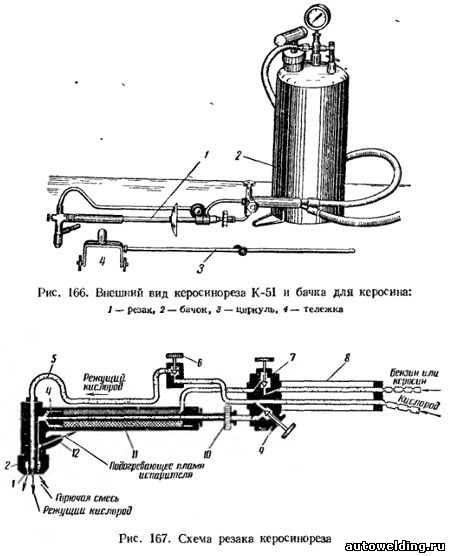
Керосинорезы. Устройство и принцип работы
Типовая комплектность устройства такова:
- Резак.
- Бачок для керосина.
- Воздушный подкачивающий насос.
- Шланги.
- Манометр.
- Запорно-пусковая аппаратура.
- Тележка для транспортировки.
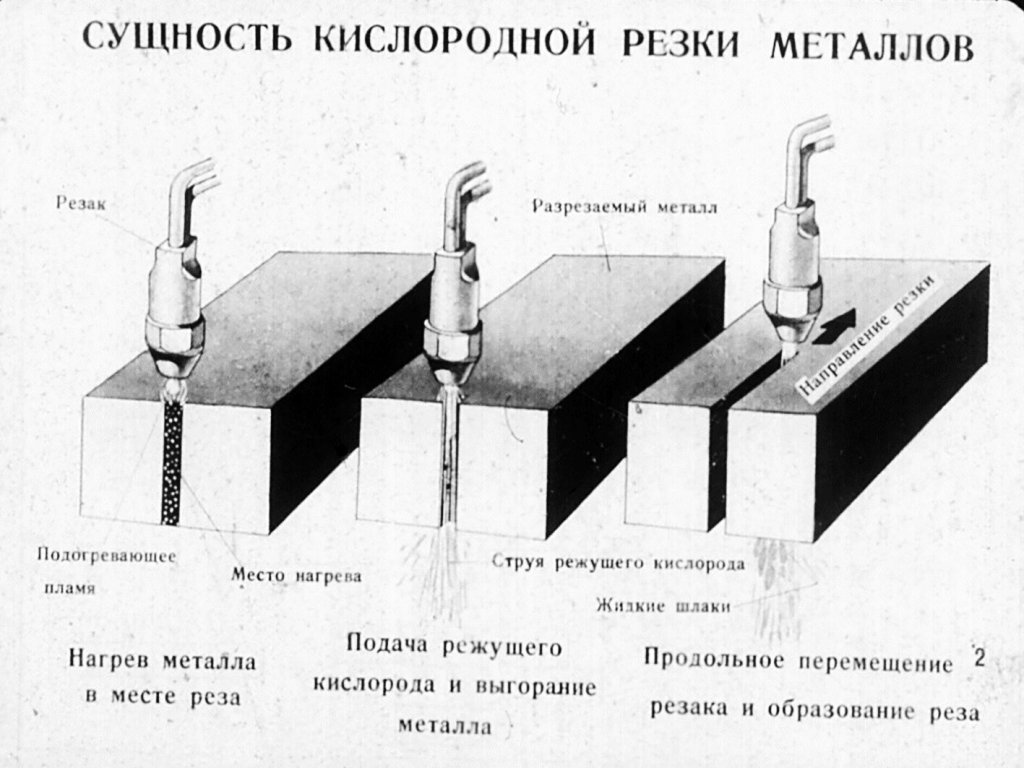
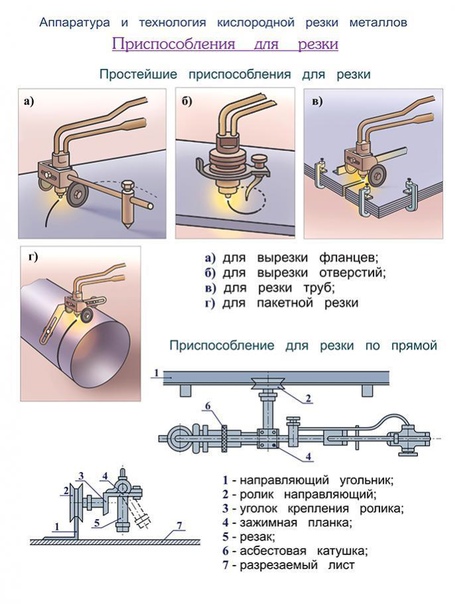
Разделение металла с применением керосинорезов происходит следующим образом. Находящийся в специальной ёмкости осветительный керосин (ГОСТ 4753) по шлангу под избыточным давлением подаётся в испарительную камеру, которая имеет огнестойкую набивку (традиционно пока используется асбест, но в последних — правда, ещё опытных — конструкциях керосинорезов уже применяется базальтовая вата, вещество, не содержащее канцерогенных составляющих). Там, в камере, керосин начинает интенсивно испаряться, и уже в парообразном состоянии поступает в мундштук агрегата. По параллельной магистрали к мундштуку поступает воздух. В инжекторной горелке, которой заканчивается мундштук, происходит смешивание двух веществ, вследствие чего в горелке образуется горючая смесь. Для интенсификации процесса, а также для того, чтобы поддерживать концентрацию керосиновых паров постоянной, керосинорезы оснащаются вспомогательными мундштуками, при помощи которых производится постоянный подогрев испарителя. Между обоими мундштуками имеется кольцеобразный зазор (его можно регулировать), через который горючая смесь выходит из смесительной головки, и формирует высокотемпературное пламя.







Температура в факеле горелки керосинореза достигает 2400…2500°С. Это меньше, чем у бензорезов или ацетилено-кислородных резаков, но, во-первых, и таких значений достаточно, чтобы локально расплавить сталь, температура плавления которой, как известно, составляет до 1900°С, а, во-вторых, керосинорезы – установки, значительно более безопасны с точки зрения возможного взрыва или пожара.

Интенсивность подачи всех требуемых газообразных компонентов регулируется при помощи вентилей и поворотных маховичков, которые сдвигают инжектор горелки в осевом направлении, изменяя, таким образом, расстояние до торца смесительной камеры устройства.
Таким образом, в керосинорезах работают два вида пламени – подогревающее, которое обеспечивает нужную температуру компонентов горючей смеси, и основное, кислородное, которым выполняется сам процесс резки металла.
Выпускаются керосинорезы и с иным принципом действия. Вместо испарителей такие устройства снабжаются специальными форсунками, которые выполняют распыление керосина. В диспергированном виде керосин поступает в мундштук и уже там испаряется. Керосинорезы такого типа эффективнее, поскольку конструктивно проще, и обеспечивают более высокую интенсивность испарения, а, следовательно, и производительность резки.
Несмотря на кажущуюся простоту техники, устройство отдельных её составляющих довольно сложно, и его, для последующего квалифицированного использования керосинореза, есть смысл рассмотреть отдельно.

Основные приемы правки металла вручную
Поступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д.
Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки.
Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.
При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро.
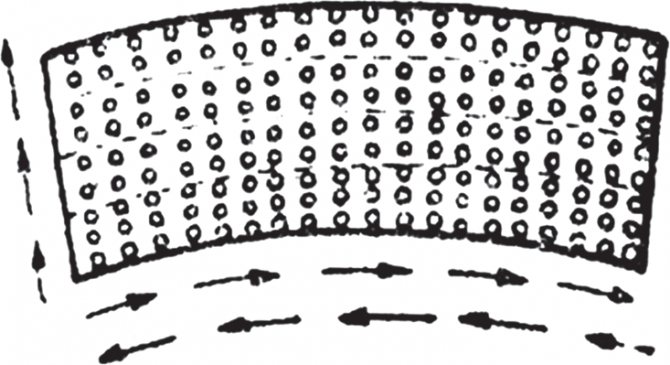
Рис. 3. Схема правки изогнутости заготовки на ребро
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.
![3.6. требования безопасности при работе с керосинорезом ["тои р-32-цв-528-97. типовая инструкция по охране труда при разделке в металлолом вагонов, исключенных из инвентаря" (утв. мпс рф 29.12.1997)]](https://molibden-wolfram.ru/wp-content/uploads/f/4/c/f4c203c360ea130d33cac1222a3e3544.jpeg)






Правку изогнутого листа, имеющего поперечные волны — волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой — наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям.
После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка.
При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками.
Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают.
Можно ли резать болгаркой керамогранит? Виды резки керамических изделий
Помимо керамики, которую применяют при благоустройстве ванных комнат, есть также керамогранит, плитка из натурального камня. Они отличаются большей прочностью и надежностью, поэтому используются для укладки в общественных местах, промышленных помещениях, современных интерьерах жилых зданий.
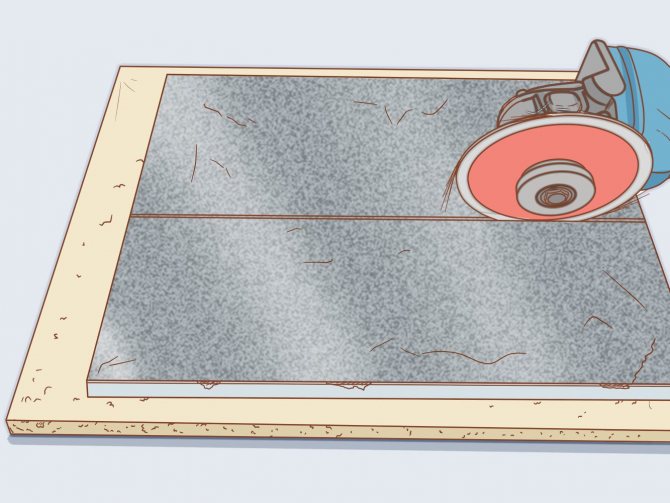
Эти виды плитки также обрабатываются с помощью болгарки. Общий принцип работы не изменится. Единственное различие заключается в том, что за счет более высокой прочности рекомендуется использовать исключительно сегментированные металлические диски с алмазным напылением: за счет лучшего охлаждения вероятность перегрева меньше. Мокрый способ поможет сделать работу более эффективной и уменьшит количество пыли.
Преимущество болгарки перед плиткорезом заключается в том, что последний режет только по прямой. УШМ выполняет сложные формы. С какими видами резки столкнется мастер?
- Прямой рез удобнее и быстрее производить плиткорезом. Но если у вас его нет, то подойдет углошлифовальная машина.
- Фигурный овальный вырез – это сложная разновидность. Применяется в декоративных целях.
- Прямоугольное отверстие.
- Отверстия круглой формы.
- Под углом 45°.
Прямая резка или прямой срез
Стандартный, самый простой способ, который мы советуем первоначально осваивать непрофессионалам.
- Подготавливаем заготовку: для этого берем маркер, линейку, расчерчиваем линию, по которой будем производить рез.
- Располагаем заготовку на прямой поверхности, убираем все лишнее, что может помешать. Чтобы обеспечить точность, фиксируем заготовку тисками.
- Приступаем к пилению. Необходимо не распиливать керамику насквозь, а сделать надрез глубиной 1–5 мм (в зависимости от толщины вашей заготовки). Помним, что при вхождении в материал количество оборотов уменьшается, позже его можно повысить. Ведем инструмент ровно, с одинаковой скоростью, от себя. Не водим кругом вперед-назад по намеченной линии. Придерживаемся намеченной траектории, насколько это возможно. При выходе режущей кромки снова сбавляем обороты, чтобы избежать сколов.
- Надламываем заготовку на две части. При необходимости зачистите по месту среза соответствующей оснасткой.
Фигурная резка или фигурный вырез
Наиболее сложная, требовательная к навыку работника разновидность. Рекомендуется доверить ее выполнение профессионалу, если вы не считаете себя опытным пользователем. В отличие от прямого реза, фигурный вырез не получится выполнить плиткорезом: болгарка в данном случае необходима.
Итак, вы делаете овальное отверстие:
- Делаем маркером разметку на заготовке.
- Закрепляем заготовку на ровной поверхности, фиксируем для наибольшей надежности.
- Начинаем работать УШМ: требуется делать короткие засечки, срезая лишний материал.
- По окончании пиления останутся неровности на местах реза. Чтобы закончить фигурную резку, смените режущий диск абразивным кругом, обрабатывайте место пропила, пока результат вас не устоит.

Резка прямоугольных отверстий в плитке
Для этого вида распиливания вам потребуется дрель со сверлом (рекомендуемый диаметр – 5 мм) по плитке!
- Намечаем контуры фигуры, которую будем выпиливать.
- Закрепляем заготовку, используя ровную поверхность (это может быть большой прочный стол или специальный рабочий верстак).
- Используя сверлящий инструмент, в рамках намеченных контуров создаем отверстия в углах предполагаемого прямоугольника.
- При помощи УШМ режем линии, следуя обозначенному контуру.
- Удаляем внутреннюю часть фигуры.
- Если нужно, дорабатываем получившуюся область абразивом.
Резка окружностей (круглых отверстий)
Перед началом резки окружности подготовьте дрель, твердосплавное сверло (3–4 мм – подходящий диаметр), циркуль. Приступим:
- Ставим маркером точку на заготовке. Это будет центральная точка окружности.
- Используя циркуль, чертим контур круга необходимой вам величины.
- Дрелью создаем отверстие на месте центральной точки.
- Углошлифмашиной производим сквозные прорези с внутренней части контура нашей окружности.
- Обрабатываем неровности при помощи абразива или наждачной бумаги.
Резка под углом 45°
Данная разновидность реза считается сложной. Чтобы повысить качество результата, мы советуем выполнять работу брендовым металлическим кругом, укрепленным алмазным напылением.








- Размечаем маркером по линейке место пропила.
- Располагаем и по возможности фиксируем болванку.
- Размещаем болванку наружной стороной к низу.
- При помощи углошлифовальной машины срезаем под углом тыльную сторону заготовки.
- Следуя обозначенной линии, выполняем повторный рез. Это позволит добиться максимально точного и ровного результата.
- Если нужно, доводим место среза.

Керосинорез по металлу: устройство, особенности, виды, способы применения
Керосинорез по металлу – прибор, предназначенный для быстрой резки стали. Он работает от керосина, бензина, солярки по принципу горелки. Резка металла становится возможной следующим образом: керосин, соответствующий ГОСТ 4753, под давлением попадает в испарительную огнеупорную камеру, испаряющееся вещество поступает в специальный мундштук, параллельно туда направляется кислород.

Вещества смешиваются уже в горелке, находящейся на конце мундштука. В результате получается высокотемпературное пламя, при помощи которого и осуществляют резку. Температура составляет 2400-2500°С.
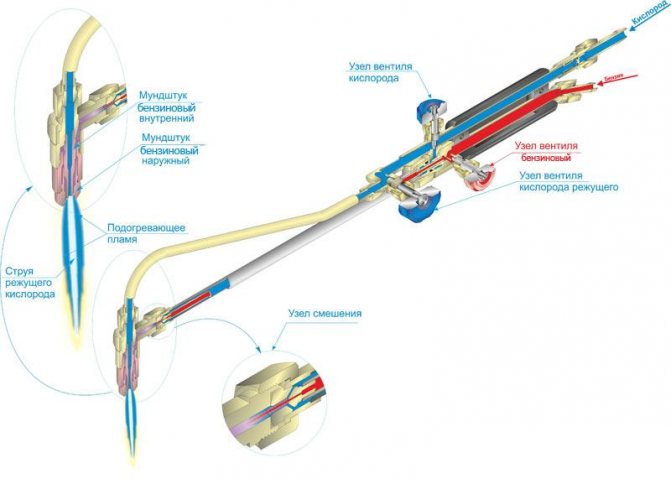
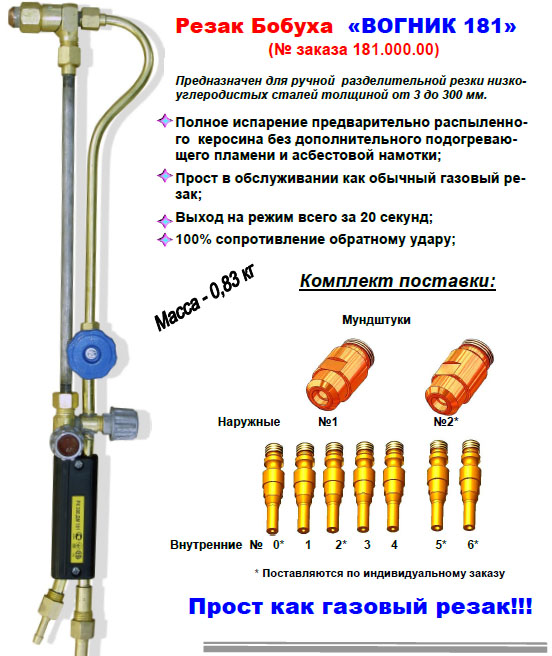
Устройство и принцип работы керосинореза «Вогник» 181 и бензореза «Вогник» 182
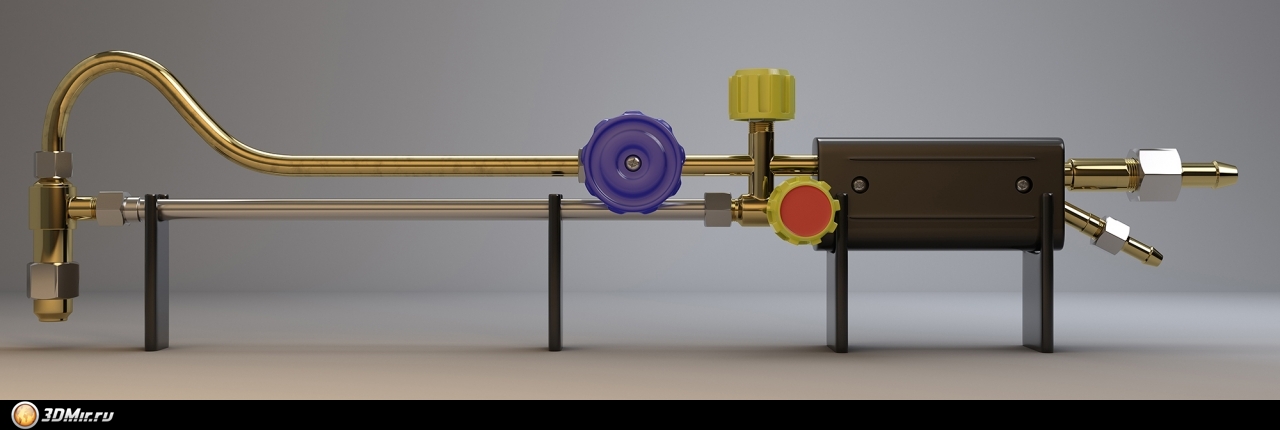
В состав резака входит: ствол с группой запорных вентилей; трубка кислорода режущего; коллектор кислородный; коллектор керосиновый со смесителем; головка резака с наружным и внутренним мундштуком. В кислородном штуцере резака установлен обратный клапан.
Кислород подается в резак через кислородный штуцер со встроенным клапаном. Под действием потока золотник клапана, преодолевает усилие пружины и открывает проход для кислорода. Далее поток разделяется на две части: одна направляется к вентилю кислорода режущего, вторая — к смесительному устройству через вентиль подогревающего кислорода. Кислород подогревающий поступает к смесительному устройству через кольцевой зазор, образованный между кислородным и керосиновым коллектором.
Керосин попадает в резак через штуцер с резьбой М14х1,5 и далее через вентиль жидкого горючего и керосиновый коллектор попадает к дозированному отверстию смесительного устройства.
Резак работает по принципу механического распыления жидкого топлива кислородными струями с последующим испарением аэрозоли в нагретых полостях и каналах наружного мундштука. Нагрев наружного мундштука производится за счет утопленности торца внутреннего мундштука относительно торца наружного, благодаря чему аэрозоль, сгорая у торца внутреннего мундштука, нагревает наружный мундштук.
Особенностью конструкции резака является отсутствие асбестового шнура и отдельного подогревающего пламени для испарения жидкого топлива.
Преимущества лазерной резки
Востребованность данного метода обработки материалов обуславливается несколькими факторами.
Качество раскроя
Первый и один из наиболее значимых показателей – это высокое качество раскроенных при помощи лазера изделий. Такие детали имеют гладкий, ровный срез и характеризуются отсутствием каких-либо изъянов на обработанной поверхности.
Лазерная резка металла
Универсальность метода
Вторым немаловажным преимуществом резки лазером является то, что при помощи данной процедуры стало возможным обработать практически все виды изделий, независимо от твердости сплава, из которого они изготовлены, их толщины или формы. К тому же, лазерный метод раскроя деталей не ограничивается резкой в плоскости, то есть можно производить разрез и объемных предметов.
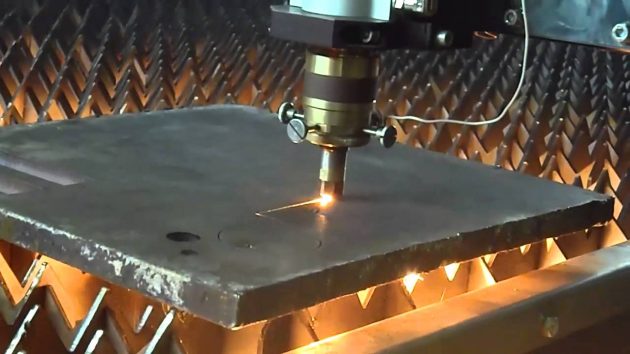
Лазерная резка толстого металла
Возможность автоматизации процесса
Третье достоинство – это возможность автоматизации процесса резки металла лазером при помощи компьютерного оборудования. Данное свойство позволяет экономить не только время, но и денежные средства на изготовлении специальных литейных форм, необходимых для производства изделий. Это повышает производительность установки.
Автоматизация лазерной резки металла
В ходе контролируемой компьютером резки металла получаются более качественные детали, которые не требуют дополнительного обтачивания и шлифовки.
Отметим, что все вышеперечисленные качества присущи, в той или иной степени, всем лазерным резакам металла, как промышленным, так и самодельным. Единственное различие между ними лежит в мощности данных приборов. Так, изготовленные вручную лазеры для резки металла имеют меньшую мощность по сравнению с профессиональными лазерными станками. Они отлично подходят для резки фанеры и тонких листов металла, но не способны справиться со сверхтвердыми и толстыми металлическими изделиями, в отличие от специального оборудования.










Но, несмотря на это, самодельные резаки пользуются большей популярностью среди народных умельцев. А все потому, что промышленные установки стоят достаточно дорого, и не каждый может позволить купить себе такой лазер домой. К тому же, в домашнем хозяйстве нет необходимости использовать сверхмощный резак металла, достаточно и самого простого, сделанного своими руками.
Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его ‘держак’). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения. Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз — 10-20° вниз от горизонтали. Кроме того процесс определяется направлением движения. При сварке углом ‘вперед’ (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины. В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков — например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения. В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга ‘отталкивают’ расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под ‘прямым углом’ (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Самый распространенный способ — ‘углом назад
‘.
При сварке ‘углом назад’ глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл.





