
Обзор видов
Если говорить о типах рассматриваемых устройств, то следует сказать, что различные устройства могут выдавать ток различной частоты и разнообразный по своей природе.
Обычно технику для сварки разделяют на 4 категории:
- на токе переменного характера;
- сваривание при помощи постоянного тока;
- применение моделей конденсаторного типа;
- сварка при низкой частоте.
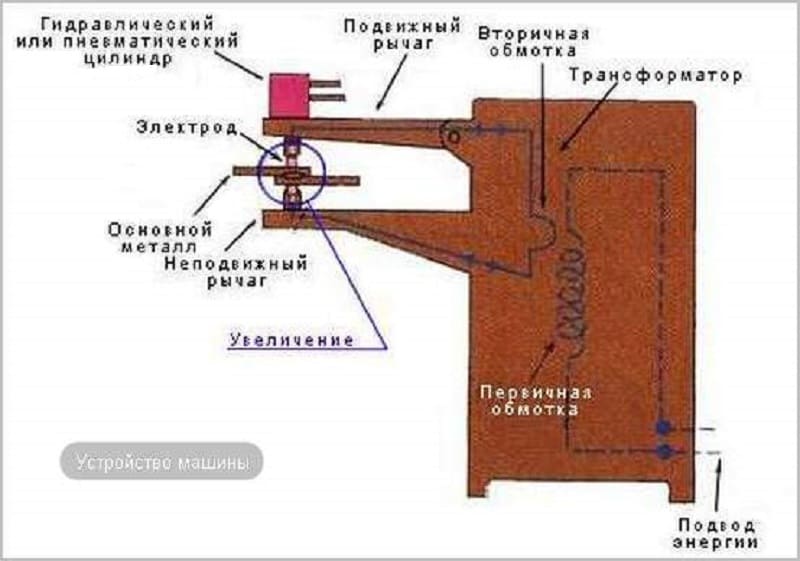
Есть немало многоточечных устройств для сваривания сеток в производственных условиях. Особенностью такой техники будет проведение сварки одномоментно в ряде мест. То есть, как можно увидеть, существует немало видов устройств. Но наиболее популярными являются модели, что работают на токе переменного типа. Они обычно являют собой трансформаторы, обладающие парой электродов в обмотке вторичного типа. Материалом для них обычно выступает медь. Изделия размещаются между ними, что при помощи специального приспособления прижимают одна к другой.
В обмотке первичного типа располагается модуль тиристорного типа, через который напряжение в 220 либо 380 вольт идет на обмотку. Подавая электричество на тиристорную модель управляющего типа, можно получить требуемую длительность тока.


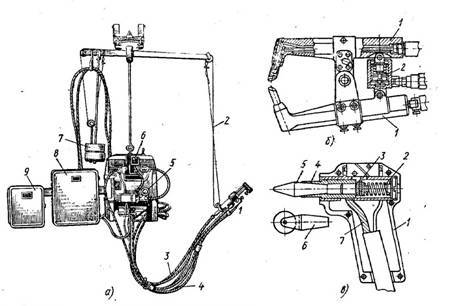
А также популярны модели, что работают на конденсаторах. Обычно они состоят из следующих элементов:
- связка конденсаторных зарядов;
- большая батарея емкостей;
- устройство управления;
- электроды с прижимом для заготовок; если говорить проще, то это модель с клещами.
Тут основой работы устройства будет достаточно долгое накопление электрического заряда на конденсаторных обкладках и резкое его выбрасывание при создании короткого замыкания искусственного характера через контактную точку. Такой аккумуляторный прибор позволяет применять оборудование с меньшей мощностью по сравнению со сварочными аппаратами иных типов. Поскольку емкость батареи является постоянной, получается номинированное энерговыделение на 1 импульс сварочного типа, что предоставляет возможность получения стабильного результата вне зависимости от того, как меняется сетевое напряжение и иные параметры сети.

Суть технологии
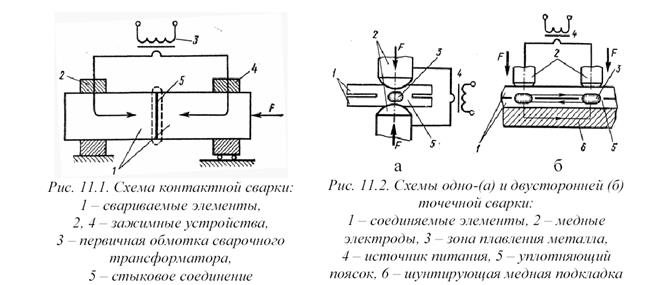
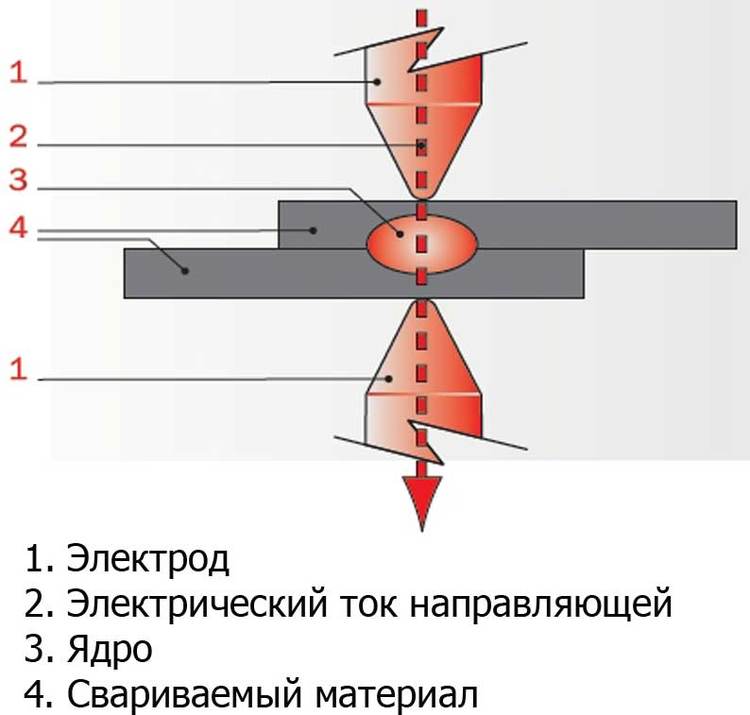
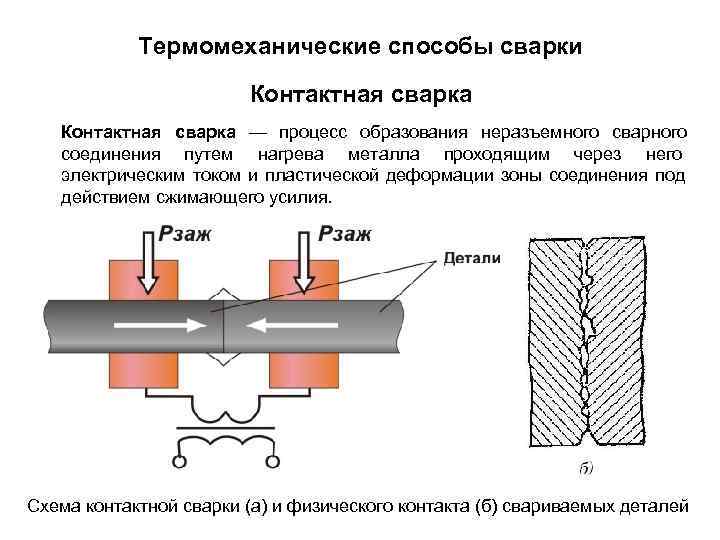
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
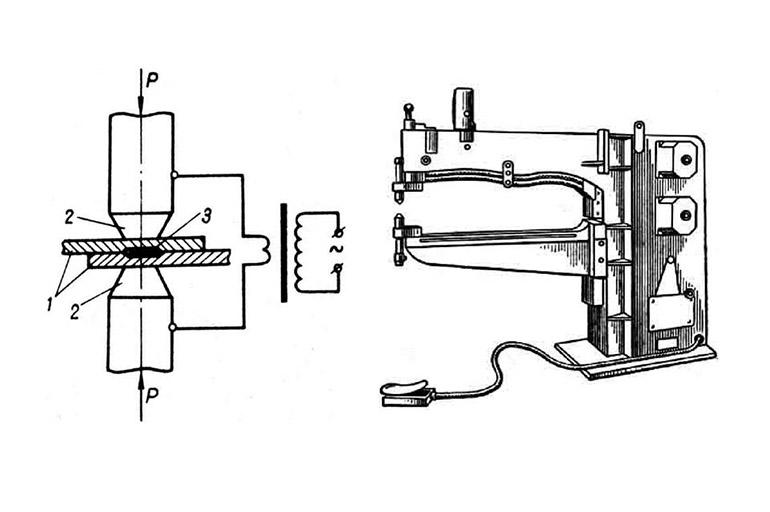
Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей
Важно удалить с поверхности окислы и области, подвергшиеся коррозии
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование для контактной сварки.
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.
Сварочный аппарат
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.


Контактная точечная сварка
Машины контактной точечной сварки — это универсальное и практичное решение в области сварки металлоконструкций. При помощи таких аппаратов можно осуществлять качественное и бесперебойное производство изделий из различных марок сталей, из сплавов и цветных металлов. Любая машина контактной точечной сварки представляет собой комплекс механических и электрических устройств, которые обеспечивают технологический процесс и выполняют следующие функции:
- Настройка параметров режима;
- Крепление и сжатие свариваемых деталей;
- Подвод тока к деталям;
- Выполнение этапов технологического процесса.
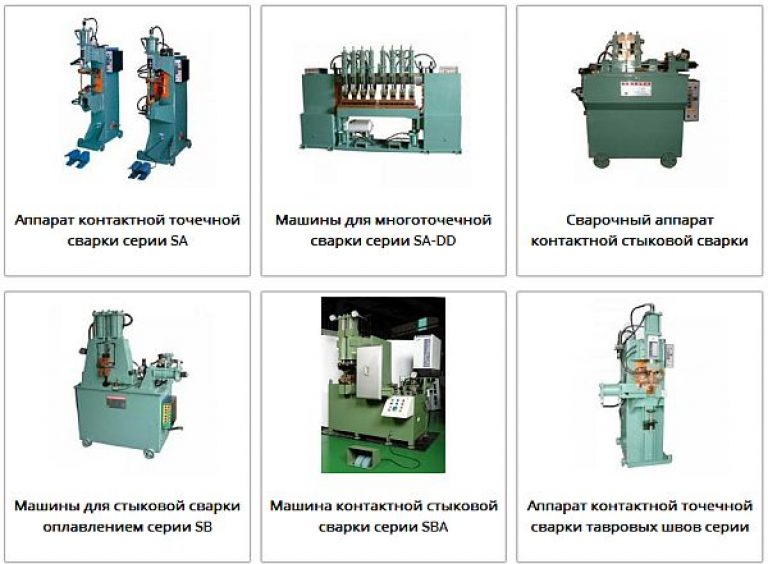
Виды аппаратов контактной сварки
Все аппараты контактной сварки классифицируются на 2 большие группы:
- Машины общего назначения
- Машины специального назначения
Машины контактной точечной сварки общего назначения
Машины контактной точечной сварки общего назначения предназначены для сварки широкого спектра изделий. С помощью таких аппаратов производят сварку деталей и конструкций разных по толщине и марке металла. Машины контактной точечной сварки общего назначения позволяют сваривать нахлесточные соединения независимо от размеров и формы заготовок из листа или проката. Толщина материала заготовок может варьироваться для листа от 0.5 до 5+5 мм, для заготовок круглого сечения 22+22 мм и более.
Машины контактной сварки специального назначения
Специальные машины предназначены, как правило, для сварки отдельных узлов или конкретных изделий. Например, существуют аппараты для сварки арматуры железобетонных конструкций, цепесварочные машины, многоэлектродные машины контактной сварки для автомобилестроения, полуавтоматы для рельефной сварки корпусов полупроводниковых приборов и т.д.
Время сварки
Особенностью аппаратов контактной точечной сварки является быстрый процесс сварки. Точное время сварки в соединении определяется толщиной и типом материала, а также количеством времени протекания тока и поперечным сечением контактных поверхностей сварочного наконечника.
Параметры сварки
Все необходимые параметры для выполнения сварочных работ легко задаются и регулируются с помощью контроллера:
- Время предварительного сжатия;
- Время увеличения тока до заданного значения;
- Время сварки и ток сварки для 1 педали;
- Время сварки и ток сварки для 2 педали;
- Количество сварочных импульсов;
- Время паузы между сварочными импульсами;
- Время удержания заготовки после сварки;
- Автоматическое повторение сварочного цикла;
- Сварка загрязнённых заготовок (в том числе окисления);
- Сохранение до 9 сварочных программ.
Мощность сварки
Выбор определенной машины контактной точечной сварки зависит от толщины свариваемых изделий. Чем толще материал, тем мощнее должна быть машина контактной точечной сварки. Например, для выполнения сварки труб для вентиляции малой толщины подойдут простые аппараты контактной сварки небольшой мощности. А вот для материалов, имеющих большую толщину, или для разнородных материалов параметр мощности машины будет меняться в большую сторону.
Вылет плеч
Еще одним важным параметром при выборе аппарата контактной точечной сварки является вылет плеч. Вылет плеч для разных изделий может быть как индивидуальным с конкретными значениями, так и с разным диапазоном длины. Выбор плеча также зависит от изделия. Например, для сварки воздуховодов и разного рода обечаек лучше всего использовать нижнее уменьшенное плечо, которое позволит упростить позиционирование изделий во время сварки.
Электродные наконечники
Для подвода сварочного тока к изделию применяются электродные наконечники. Они позволяют фокусировать давление, которое прикладывается к сварочному соединению.
Привод
Давление, прикладываемое к сварочному соединению, создается при помощи привода. Привод аппарата контактной точечной сварки может быть механический или пневматический. Механический привод работает за счет сжатия ножного рычага (педаль) и обеспечивает усилие сжатия изделия до 180 кг. Пневматический привод широко распространен в машинах контактной сварки для промышленного применения, так как позволяет работать в автоматическом режиме и с хорошим быстродействием.
Причины дефектов
Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Оборудование для контактной сварки
В основном для осуществления контактной сварки используют машины двух типов: общего назначения и специального. Если говорить о строительной сфере, то здесь применяют устройства таких типов, как МТ 501, АСИФ, 18650 и другие.





Все перечисленные машины оборудованы специальным приводом, а также пневматическими устройствами, обеспечивающими зажим элементов. Благодаря подобной конструкции удается осуществить, например, соединение труб, стержней иди других заготовок, выполненных из стали с низким содержанием углерода.
Принцип работы устройств достаточно прост: конструкция производит сварку посредством предварительного нагрева скрепляемых деталей. Гидравлический привод, которым снабжается большинство агрегатов, помогает ускорить или замедлить процесс подогрева, оплавления.
Существует классификация данного оборудования. В таблице приведены аспекты классификации.
| Аспект | Классификация |
|---|---|
| По назначению | Бывают машины, как общего назначения, так и специального. |
| По особенностям конструкции | Сюда можно отнести деление устройств для сварки на стационарные, транспортируемые, односторонние и т.д. |
| По приводу сжатия | Выделяют педальные машины, агрегаты с электро- и с пневматическим приводом, гидравлическим механизмами. |
| По типу действия | Аппараты подразделяются на те, которые работают в автоматические режиме, и те, у которых данная возможность отсутствует. |
Таким образом, можно сделать вывод, что оборудования для проведения контактной сварки достаточно много, и на каждый случай можно выбрать то или иное устройство.
Сферы применения
Если говорить о сферах применения точечной сварки, то в первую очередь ее используют для изготовления конструкций из разных сплавов, а также металлов. Например, создают различные конструкции из арматуры. Такая технология отличается крепостью соединения, что получается, скоростью и экологичностью. Она крайне востребована в автопромышленности. Ее часто применяют для работ с автокузовом и при выравнивании вмятин. Кроме того, она широко применяется в судо- и самолетостроении.

Высока ее востребованность и в создании радиоэлектронных устройств. Ее также используют для производства различного рода аккумуляторов. Например, ни одна модель литиевых батарей, что устанавливается в ноутбуках, не обходится без применения контактной сварки одностороннего типа. Подобный вариант сварки еще используют при создании разных ювелирных украшений. Не менее он востребован и в производстве различных товаров.
Описание технологии точечной сварки
Техника соединения деталей различается в зависимости от вида металла, толщины заготовок, но общий порядок выполнения работ одинаковый.
Основные этапы сварочного процесса:
- Подготовительные мероприятия. Поверхности соединяемых элементов конструкции очищаются от лакокрасочных покрытий, которые не пропускают ток.
- Сжимание деталей. Поверхности соединяемых заготовок берут клещами для образования участков проведения тока непосредственно между контактами.
- Прогрев заготовок электрическим импульсом (постоянным или переменным). Дольше нагреваются более толстые элементы.
- Ослабление давления на соединяемые детали (для автоматических сварочных агрегатов). Эта процедура предупреждает выдавливание расплавленного материала.
- Отключение тока при покраснении материала на участке размещения электродов.
- Завершающий этап – проковка (прижим) деталей в период остывания материала. Эта процедура выполняется для создания прочного шва.
Настройка оборудования осуществляется в зависимости от типа металла. Качество соединения деталей зависит от применяемой сварочной технологии, импульса и режимов сжимания элементов конструкции.
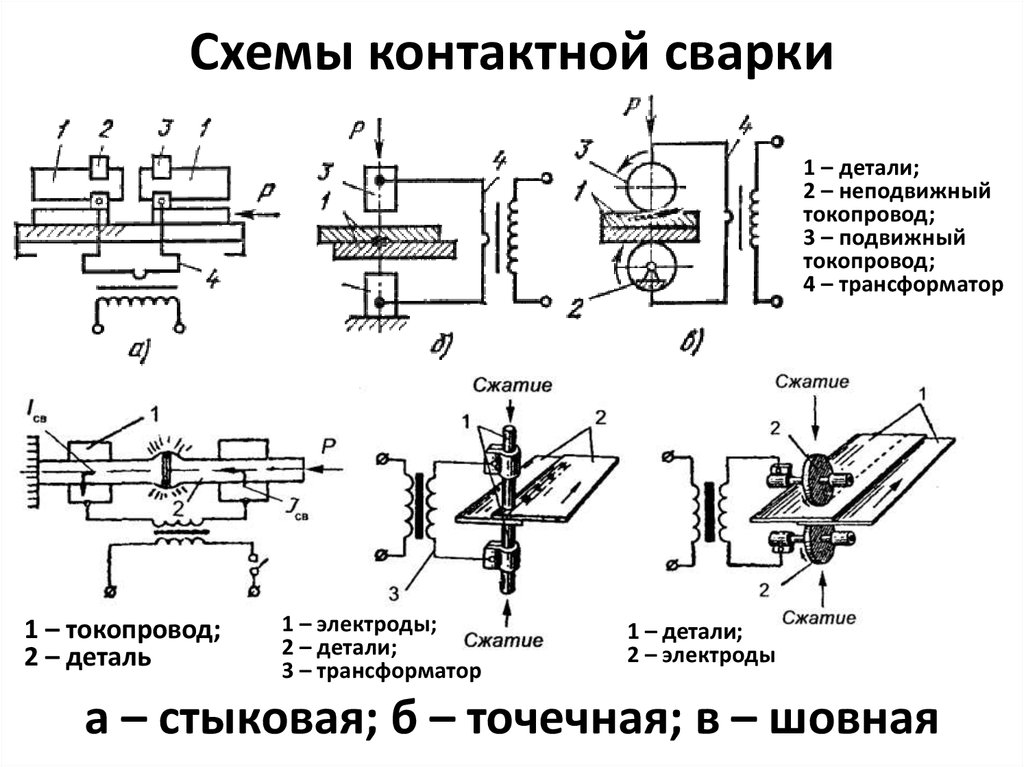
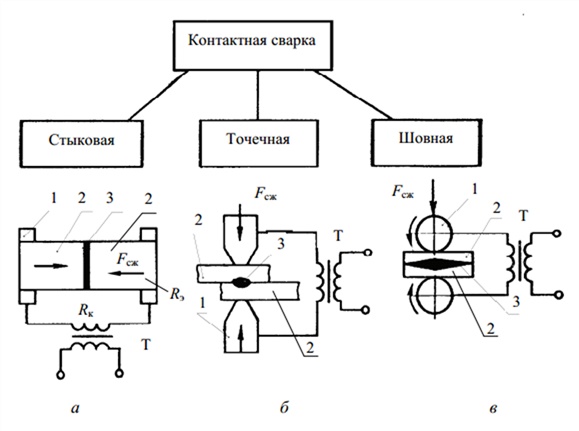
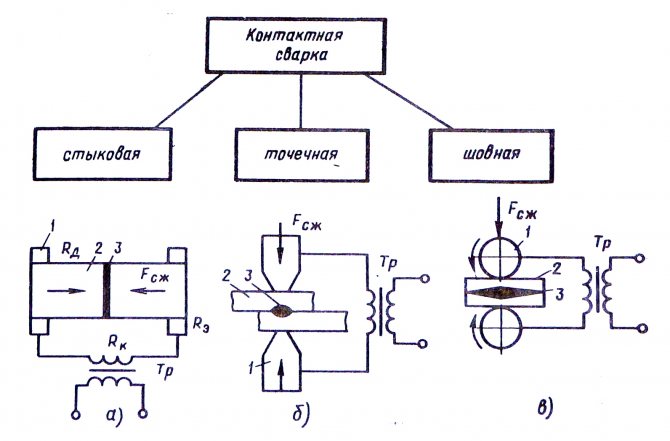
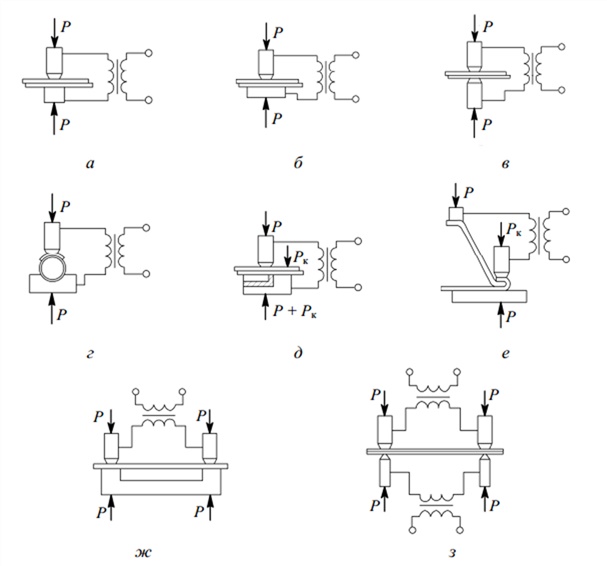
Разновидности контактной сварки в общем
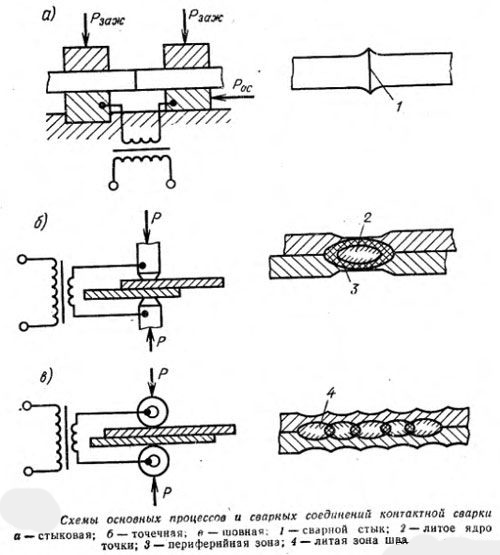
Контактные соединения подразделяют на 4 группы:
- точечные;
- стыковые;
- шовные;
- рельефные.
Каждый вид сварки имеет свои характеристики, область применения.
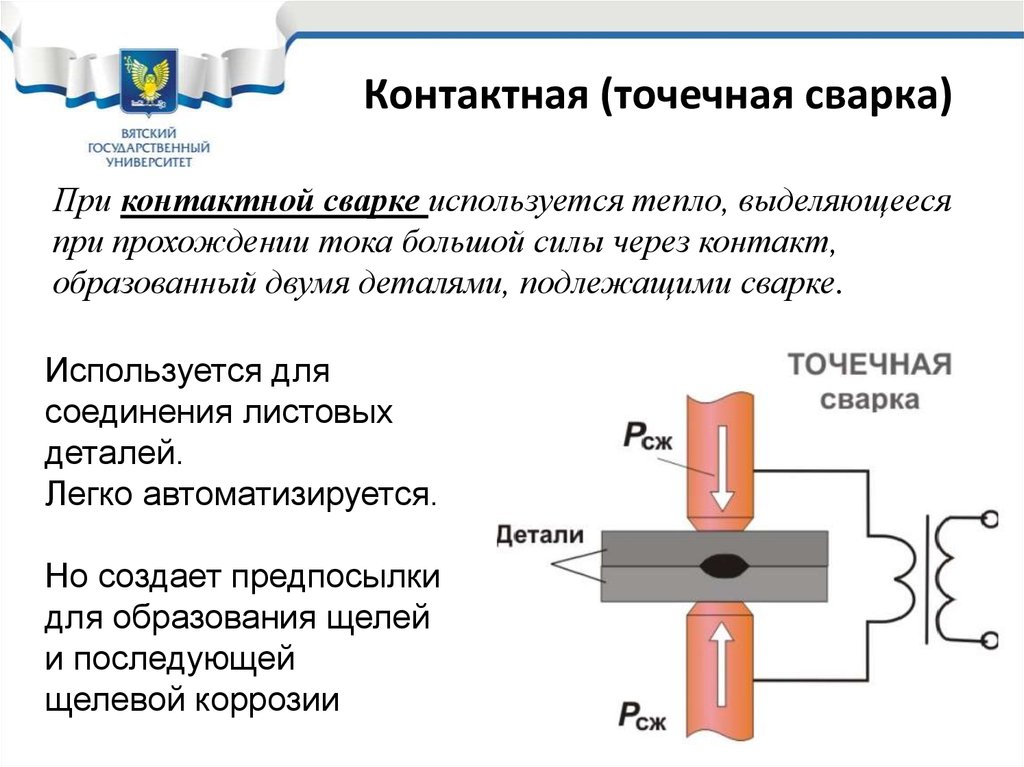
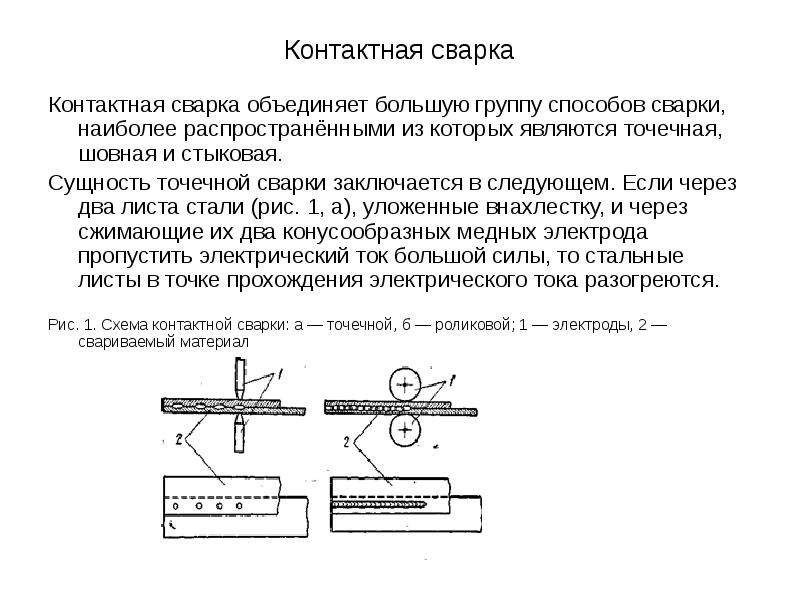
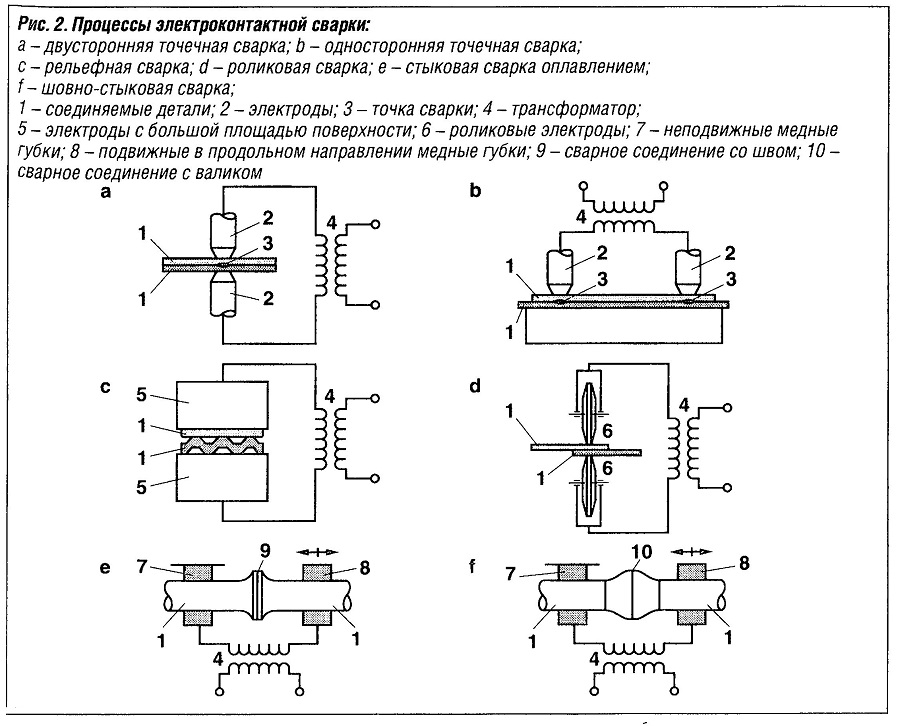
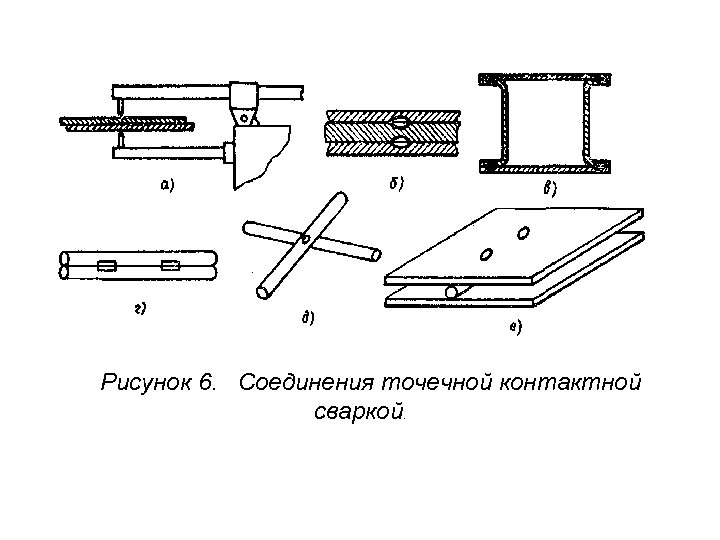
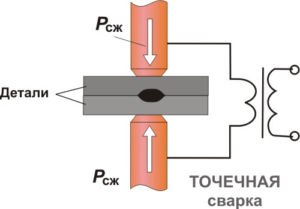
Точечный метод
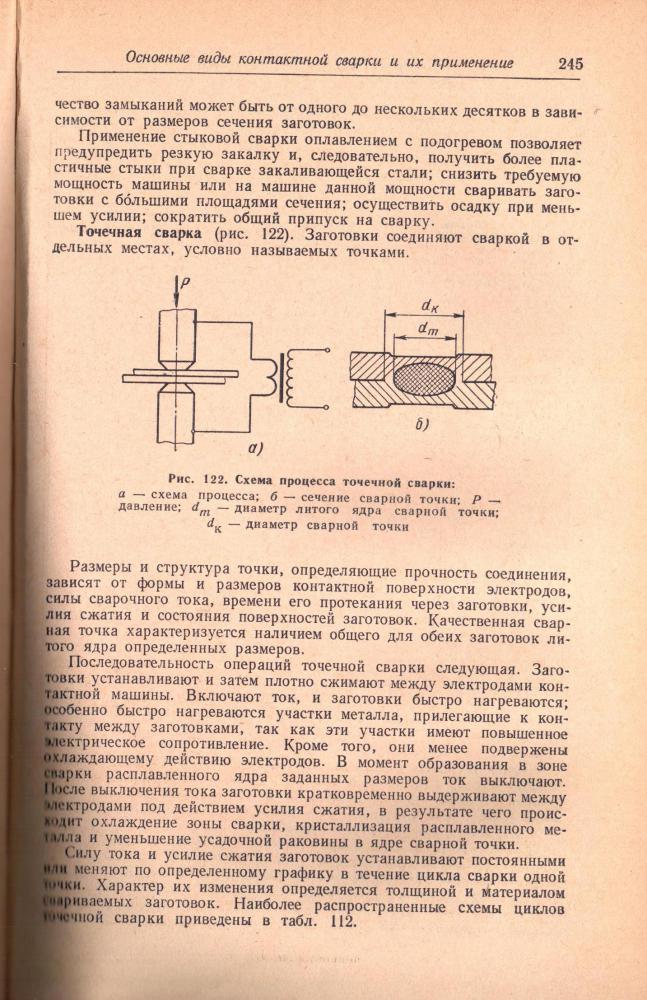
Соединение деталей выполняется точками в одном или нескольких местах. Под воздействием импульсного тока и давлением электродов осуществляется нагревание поверхностей материалов, расплавление и соединение металла.

Точечная сварка является наиболее распространенным видом контактной сварки.
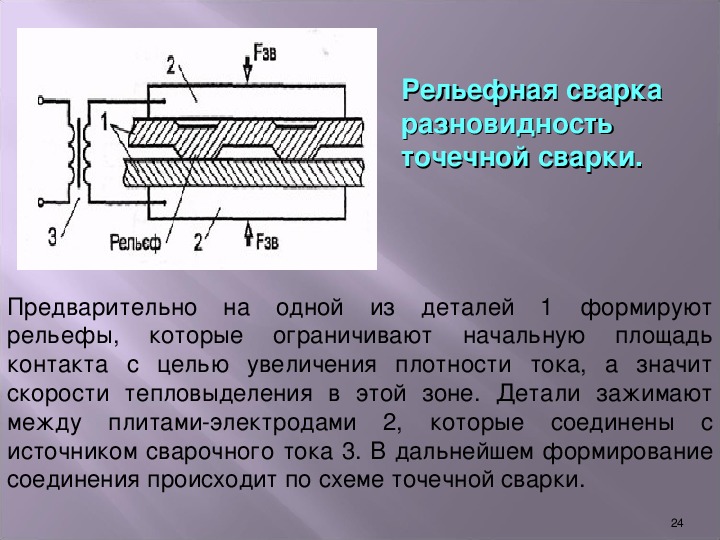
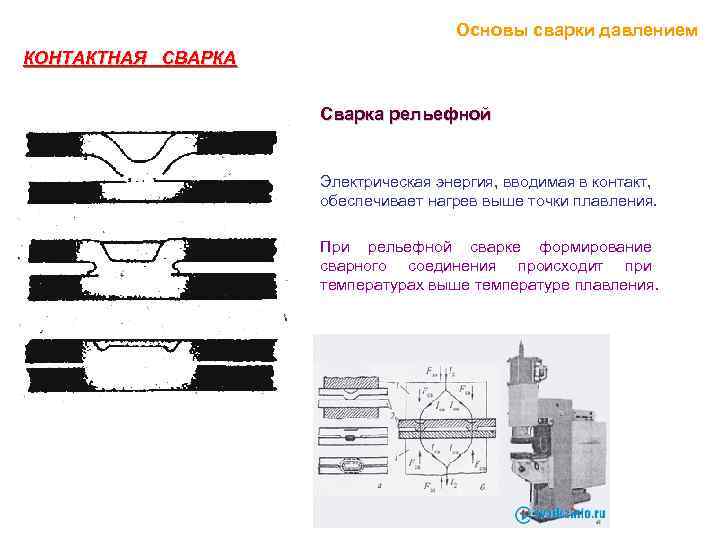
Сварка рельефная
Этот вариант спаивания напоминает предыдущий. В этом случае предварительно готовят выпуклые места для соединения. А форма точки зависит не от электрода, а от самой выпуклости.
Рельефная сварка используется при производстве электротехнического оборудования, автомобильной техники.
Создание шва
Шовные соединения получают нанесением в ряд одновременно двух и более точек. Если их наносить внахлест, получаются герметичные швы. Сварка выполняется с использованием одного или нескольких аппаратов.

Шовные соединения получаются в результате нанесения ряда точек.
Такая техника спаивания позволяет получать качественные швы при соединении изделий толщиной до 3 мм. Ее используют для производства стальных и алюминиевых емкостей (канистр, бочек и пр.).


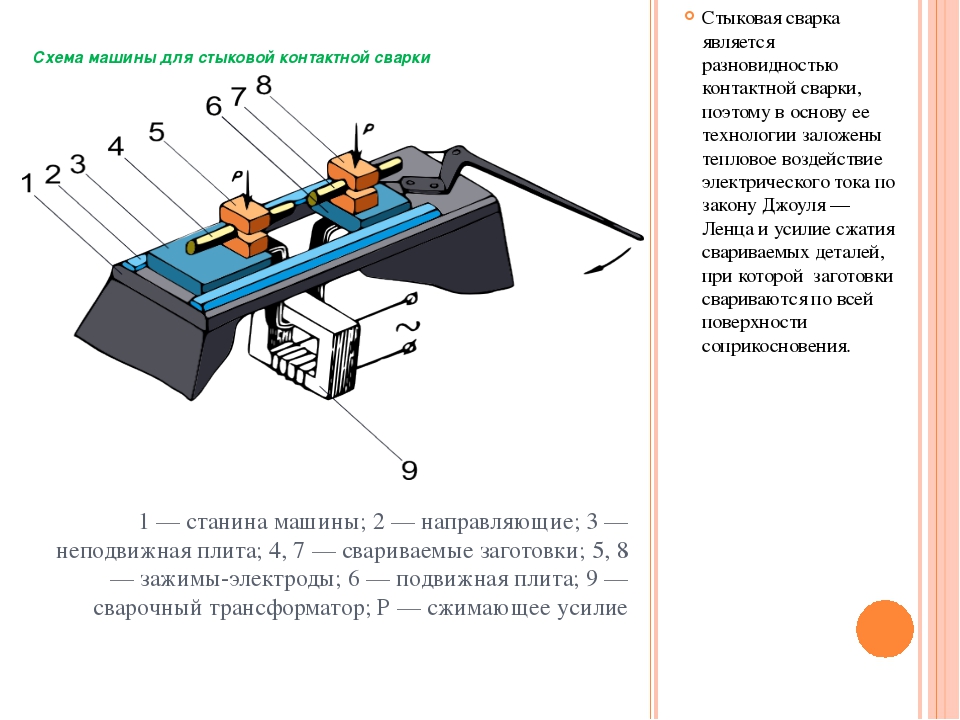




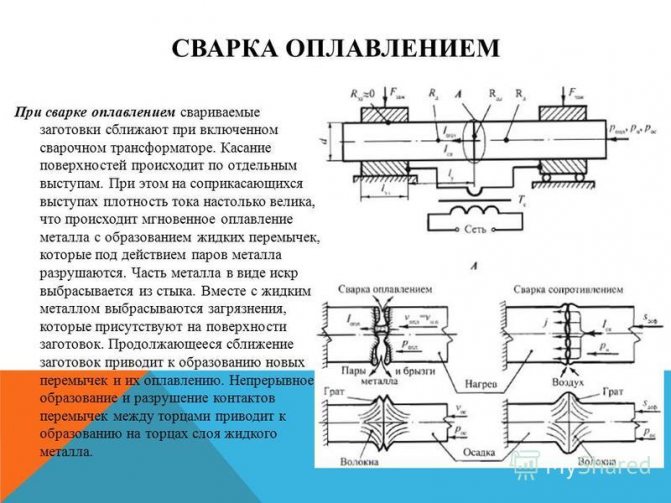
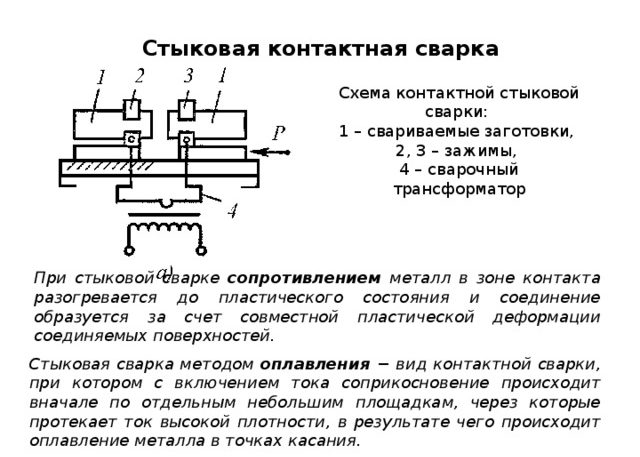
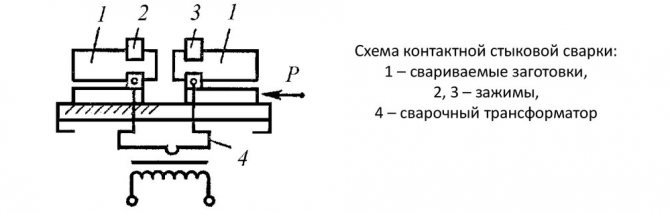
Стык встык
Контактное сваривание встык осуществляется по всей площади соединяемых компонентов.
Работы выполняются одним из 3 способов:
- сопротивлением;
- непрерывным оплавлением места спайки;
- оплавлением с параллельным нагреванием участка соединения.
Первый способ используется для сваривания элементов малого сечения – до 2 см², труб, изготовленных из металлов с малым процентом содержания углерода.
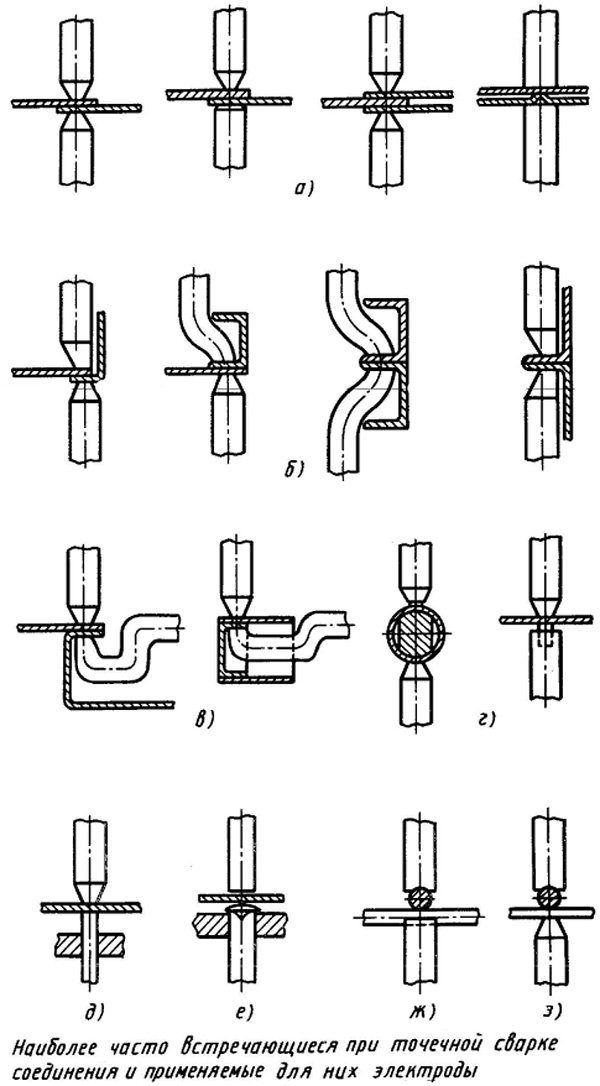
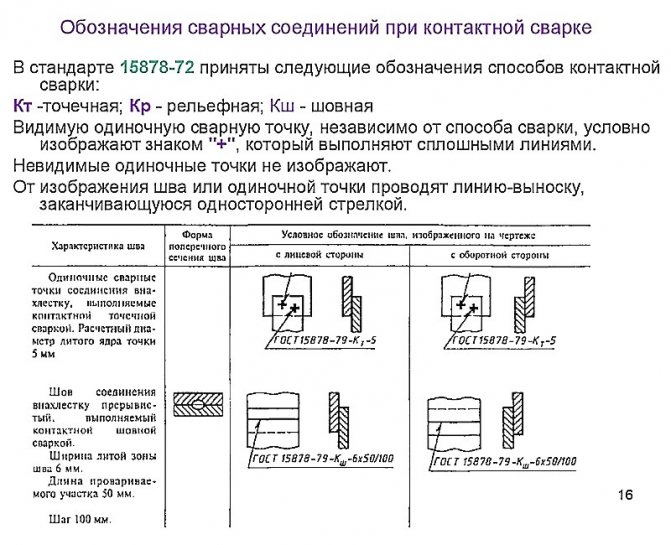
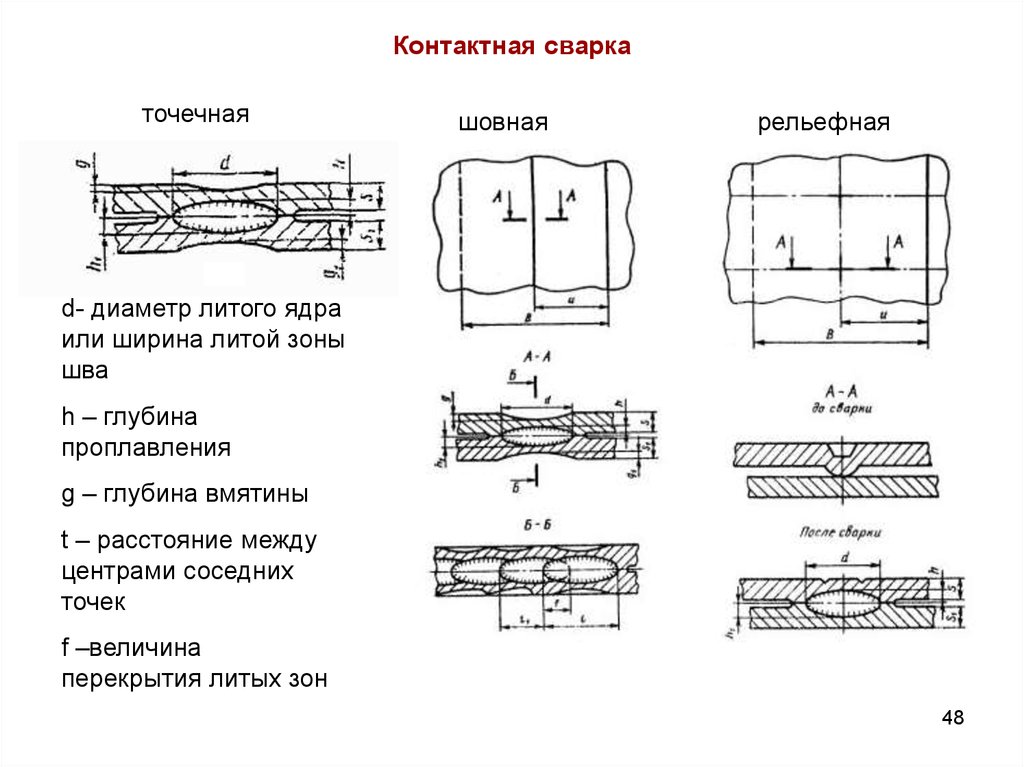
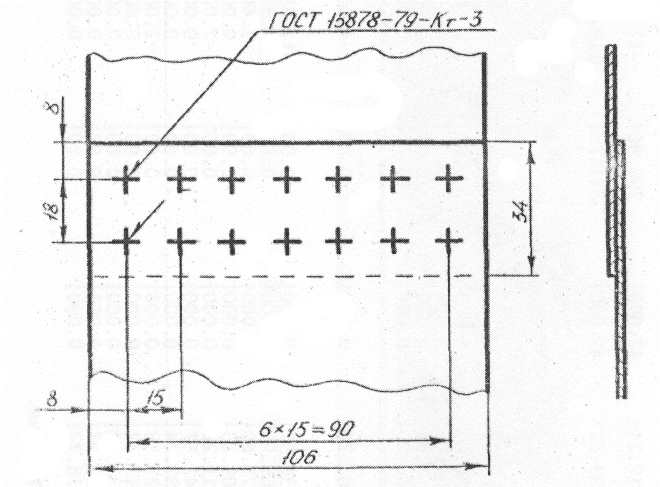
Обозначения точечной сварки на чертежах по ГОСТ
Чтение чертежа одно из главных умений сварщика, правильное его выполнение – залог безопасности многих людей, поэтому грамотным и точным должно быть и условное обозначение. Контактная сварка на чертежах ГОСТ указывается определенными знаками, направлениями, выносными линиями и, при необходимости, дополняется описанием. Основные обозначения на чертеже:
- Виды шва обозначаются чертой:
- видимый – сплошной;
- невидимый – пунктирной;
- многослойный – контуры с указанием числа (количества швов). Дополнительно, выносная стрелка точно указывает на место, где должна проводиться сварка.
- Тип сварного узла обозначен буквенными символами, каждый из которых дополняется данными, в зависимости от специфики.
Обозначение точечной сварки ГОСТ
Тип сварного угла | Буквенное обозначение | Дополнительные обязательные сведения |
| Стыковой | «С» | тип шва + тип сварки |
| Угловой | «У» | тип шва + катет угла + точка шва + тип сварки |
| Тавровой | «Е» | тип шва + катет угла + тип сварки |
| Внахлест | «Н» | диаметр св.точки; ширина роликовой сварки |
Правила приема точечной сварки
В стандартах определяются, в обязательном порядке, правила приемки точечной сварки металлов и деталей. Качество определяется после испытаний образцов на несколько видов разрушений:
- разрыв;
- скручивание;
- растяжение;
- ударом;
- сжатие.
Кроме того, стандарты предъявляют требования на технические условия проведения работ, соответствие материалов согласно ГОСТ, и обязательное обозначение контактной сварки на чертеже, по которому проводятся работы. В ГОСТах определяются допуски на различные виды работ, с точным указанием в процентном соотношении.
Документы приема сварщика на точечно–сварочные работы
Сварка — очень ответственная работа, от которой зависит безопасность людей.
Для проведения точечно–сварочных работ у сварщика должен быть необходимый пакет документов:
- Удостоверение сварщика – от последней аттестации не менее 2-5 лет (см. по образованию);
- Удостоверение по электробезопасности, начиная от 2 группы и выше не менее 1 года (см. по последней аттестации);
- Удостоверение о прохождении пожарно–технической безопасности – от последней аттестации не менее 1-3 лет (см. по категории).
Кроме этого, сварщик обязательно должен:
- Профессионально читать обозначение точечной сварки на чертеже ГОСТ;
- Проходить вводные и периодические проверки на знание техники безопасности на конкретном рабочем месте;
- Знать порядок оформления наряд–допуска на определенные виды работ;
- Знать виды работ, соответствующие разрядам и квалификации сварщика.
Заключение
Точечная сварка относится к самому распространенному – термомеханическому виду обработки металлов и используется в ответственных деталях, конструкциях, сложных узлах и агрегатах. В процессе работы возникает большое количество нюансов, отклонений от заданной нормы и непредвиденных ситуаций.
Сварка, кроме сварки машинами–автоматами, очень сильно зависит от человеческого фактора, поэтому к сварщику, выполняющему эти виды работ, предъявляются высокие требования к знаниям, умениям и ответственности
Это настолько важно, что создан единый реестр сварщиков по России – НАКС. Туда вносятся фамилии и данные об образовании, прохождении аттестации
Это является еще одним дополнением к общему образованию, и с помощью электронного каталога, намного проще найти работу.
Сущность процесса
Процесс контактной сварки основан на кратковременном воздействии тока различной силы. При его прохождении через металл он нагревается, за счет чего существенно повышается степень пластичности. Главными положительными особенностями можно назвать следующие моменты:
- При применении рассматриваемой технологии тепло формируется в самом теле заготовки. Для того чтобы исключить вероятность распространения тепла по всему материалу, скорость его подачи должна быть высокой. Именно поэтому применяется специальное сварочное оборудование.
- Подаваемая сила тока должна быть высокой, а время нагрева незначительным. Как показывает практика, мощность при рассматриваемой обработке составляет несколько сотен и даже тысяч Ампер. При этом время воздействия составляет всего несколько долей секунд. Подобного результата можно достигнуть только при внутреннем выделении тепла в материале.
- Применяемое оборудование позволяет существенно повысить производительность. Этот момент многие называют преимуществом контактной сварки. Сегодня проводится создание роботизированной техники, которая путем подачи тока проводят сваривание большого количества металла.
- Обработка проходит без применения присадочного металла. Именно поэтому технология считается более экономичным в плане количества расходуемой энергии.
- Нагрев происходит непосредственно в зоне воздействия. Именно поэтому не наблюдаются тепловые потери, если сравнить с технологией дуговой ручной сварки или других технологий.
- Применяемое оборудование существенно облегчает процесс. При этом можно применять оборудование, которое автоматизирует обработку. На момент воздействия тока не образуется яркая вспышка, поэтому снижаются расходы на оборудование зоны обработки.

Точечная сварка на производстве
Сегодня контактная сварка применяется в случае конвейерного производства. Роботы могут проводить соединение металла практически без прерывно.
Не стоит забывать и о некоторых недостатках контактной сварки. Она также определяет особенности рассматриваемой технологии. Недостатки выглядят следующим образом:
- Для того чтобы обеспечить высокое качество соединения должно применяться оборудование, которое может оказывать давление на заготовку.
- Соединение может проводится только в случае, когда заготовки могут размещаться в специальной машине. Другими словами, есть определенные ограничения по размеру изделий.
- Если шов должен быть большим, то существенно возрастает механическая мощность и сила подаваемого тока. Кроме этого, есть определенные ограничения, касающиеся толщины соединяемых элементов.
- Технология не характеризуется универсальностью и маневренностью. Другими словами, провести работу на месте размещения изделий достаточно сложно, для этого зачастую создают самодельные конструкции.
- Получаемый шов характеризуется низкой герметичностью.

Точечная контактная сварка
Кроме этого, покупное оборудование характеризуется высокой стоимостью. При обслуживании могут возникнуть серьезные проблемы. При желании можно создать самодельную конструкцию, которая характеризуется высокой эффективностью.
Виды сварки и их особенности
Контактные соединения разделяются на четыре категории, которые имеют свои особенности и способы применения. Давайте разберем, какие виды бывают:
- Контактная точечная.
- Стыковая.
- Контактная шовная.
- Рельефная.
Теперь более подробно поговорим о каждой из них, чтобы вы конкретно смогли понять, что каждый вид представляет и какие его особенности. Точечные сварочные соединения помогают соединять детали в одной либо сразу во многих местах точками. Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Разные вариации всех этих показателей помогают выполнить сварную точку любой формы, прочности и прочее.
Классификация видов сварки
Широко используются в производствах большого масштаба и при серийном однотипном выпуске механизмов. Также используют для создания батарей аккумуляторов. Для соединения деталей сразу по всей площади их стыка, используется контактная стыковая.
Благодаря такому способу, две детали впоследствии нагрева соединяются в единую конструкцию сразу на большой площади, за короткий промежуток времени. Время и способ такой состыковки зависит от характеристик металла, общей свариваемой площади и необходимой прочности соединения.
Разновидности сварных соединений
Стыковую сварку выполняют тремя методами:
- Сопротивление.
- Непрерывное оплавление.
- Оплавление с одновременным разогревом места сварки.
Для деталей небольшого сечения, до двух квадратных сантиметров, применяется метод сопротивления. Также такой метод часто применяется для труб из металлов с низким содержанием углерода. Детали, площадь сечения которых не превышает отметку в 10 тысяч квадратных сантиметров, используется метод оплавления. Область применения очень широкая, он сваривания арматурных конструкций в железобетоне, до создания бесшовной железной дороги.
Такая технология помогает изготавливать детали очень большой длины при этом не оставляя никаких заметных швов. С помощью оплавления сваривают режущие инструменты, например, наконечники для сверла либо лезвия ножей. Свариваются массивные цепи судовых якорей. Оплавление с разогревом, это модификация обычного оплавления, используется для создания более качественного сварного шва.




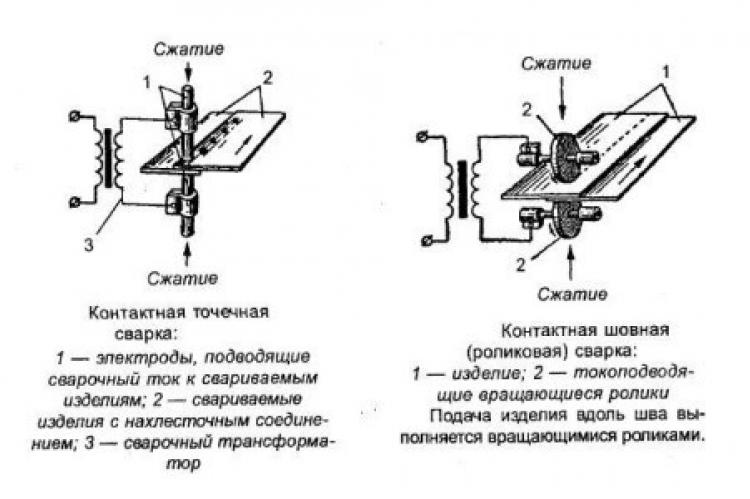
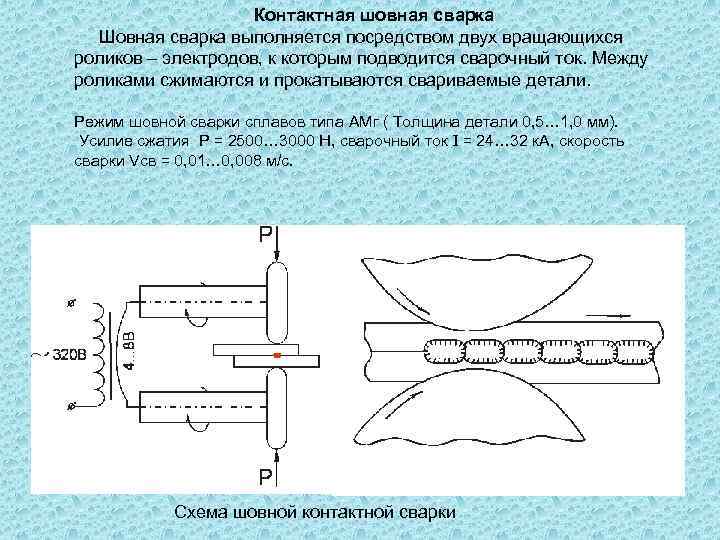
Шовная сварка
Шовная контактная сварка производится путём наваривания нескольких точек в ряд. Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Если роликовая прокатка проходи с одной стороны тогда она односторонняя. Если роликовая прокатка с двух сторон, тогда соединение происходит с каждой стороны. Этот метод хорош тем, что может быть как односторонняя, так и двусторонняя, что хорошо в определённых случаях.
Контактная рельефная сварка, очень похожа на точечную. Для его выполнения, заранее подготавливаются специальные выпуклые участки, которые и свариваются. Главной особенностью является то, что форма сварной точки в таком случае зависит от того какая форма выпуклости была сделана, а не от формы используемого электрода. Область применения довольно широкая, от автомобилей до различных электрических приборов.
Характеристики используемых электродов
Электроды имеют следующие характеристики, благодаря которым и получается сделать качественную сварку:
- Высокая устойчивость к температурам (могут выдерживать нагревание свыше шестисот градусов).
- Высокая плотность материала, что позволяет сохранять форму, даже при ударных сжатиях, равных пяти-шести килограммам на квадратный миллиметр.
- Очень высокая тепловая и электрическая проводимость. Благодаря высокой электрической проводимости могут передавать импульс тока без потерь.
- Для односторонней или двусторонней сварки, электроды имеют плоскую форму диска. Для остальных видов используются бочкообразные элементы.
Прочитав данную статью, вы смогли разобраться с технологическим процессом устройства контактной сварки. Узнали, какие виды контактной сварки бывают, и на какие разновидности разделяются электроды. Теперь можно переходить и к практическому изучению этого процесса.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Соединение в точке
 Контактная точечная сварка – самая популярная и распространенная в этом списке. Она предполагает соединение металлоизделий в одной или нескольких небольших точках.
Контактная точечная сварка – самая популярная и распространенная в этом списке. Она предполагает соединение металлоизделий в одной или нескольких небольших точках.
Беспокоиться о разрушении такого соединения не стоит. При надлежащем исполнении оно действительно очень надежно. Точечный метод используется мастерами как для соединения очень тонких деталей (до 0,02 микрометра) электроприборов, так и для толщиной до 20 мм.
Качество работы здесь определяется структурой и величиной получившихся точек. А эти параметры напрямую зависят от формы и габаритов контактной поверхности выбранных для работы электродов.





