2 Варианты сборки осцилятора своими руками
Для того чтобы такой агрегат собрать, вам необходима готовая схема прибора с описанием порядка соединения имеющихся компонентов. По ней, собственно, вы и будете работать. Осциллятор сварочный может быть собран как по схеме для непрерывного действия, так и для импульсной работы.
В первом случае прибор работать будет параллельно с самим источником электрической дуги. Здесь оборудование подключается непосредственно к массе и держаку. Несмотря на то, что в самой сборке этот вариант более сложен, он дает значительно больший спектр возможностей самому владельцу, и в некоторых случаях работать позволяет даже при заниженном напряжении.
Второй вариант самодельного осциллятора для сварки более прост в исполнении и, кроме того, гораздо менее требователен по выбору рабочей схемы с учетом средств защиты от скачков напряжения. Такой вариант более выигрышен тем, что может свободно использоваться в сетях переменного напряжения. К тому же, импульсное исполнение обычно обходится несколько дешевле первого варианта, ведь здесь детали вы можете использовать более простые.
Определившись с вариантом исполнения, вам нужно будет согласно схеме подвести в сеть все компоненты будущего оборудования. Готовый самодельный осциллятор для инвертора всегда нужно подключать параллельно с основным оборудованием в сеть. Непосредственно после сборки такого образца в домашних условиях, необходимо провести его тестовый запуск и проверить, все ли работает правильно. Только после такого запуска вы можете приступать непосредственно к профессиональному использованию домашнего оборудования для сварки непосредственно для ваших нужд.
Использовать осциллятор, созданный своими руками, можно для широкого круга нужд. Это ремонт автомобилей, создание технологически несложных конструкции и их реставрация. Полный спектр функций формируется в каждом отдельном случае спецификой именно конструкции вашего прибора. Подбирайте ее максимально тщательно, и тогда вам удастся заполучить аппарат, соответствующий всем вашим техническим требованиям, даже мельчайшим.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.

При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной. Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
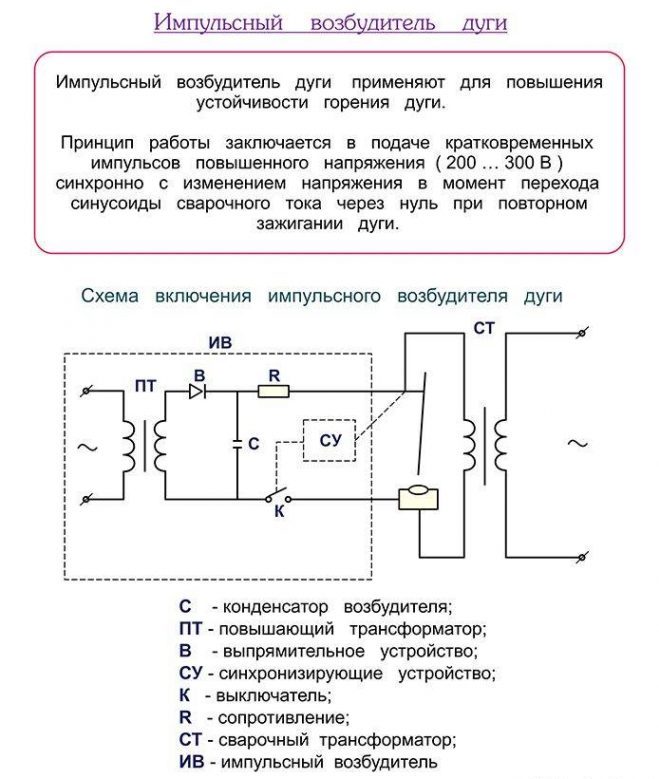
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время. Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа. Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
Разновидности осцилляторов
Использование сварочного осциллятора возможно лишь в качестве дополнительного устройства. Сам по себе он не может обеспечить рабочий процесс, из-за малой мощности и невозможности к самостоятельному соединению и расплавлению металлов. Основное предназначение прибора заключается в зажигании дуги и поддержке ее стабильного состояния без контакта электрода с металлической поверхностью.
Подобного результата удалось добиться за счет генерации высокого напряжения с высокой частотой, способного пробить воздушное пространство между металлом и электродом. Создается зона ионизированного воздуха, по которой в дальнейшем начинается течение уже основного сварочного тока.
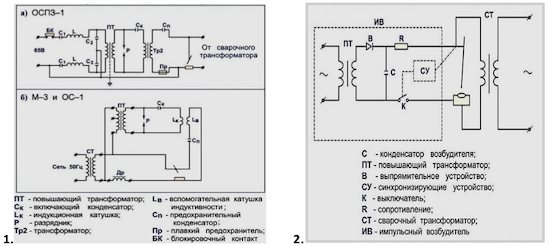
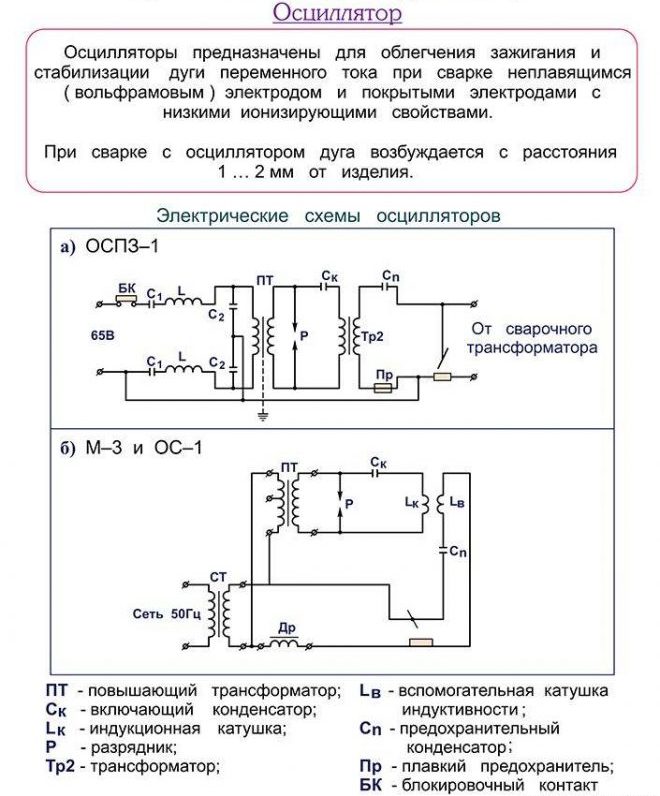
В зависимости от рабочих режимов, все осцилляторы можно условно разделить на следующие группы:
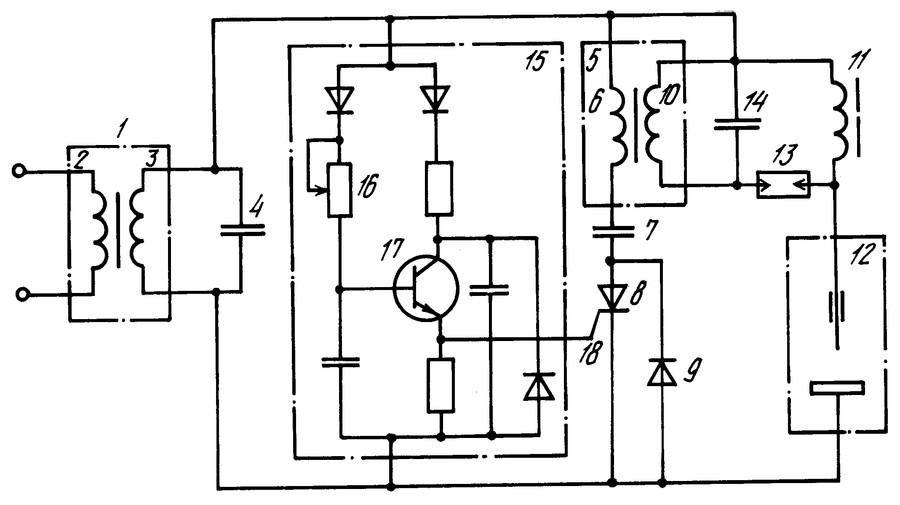
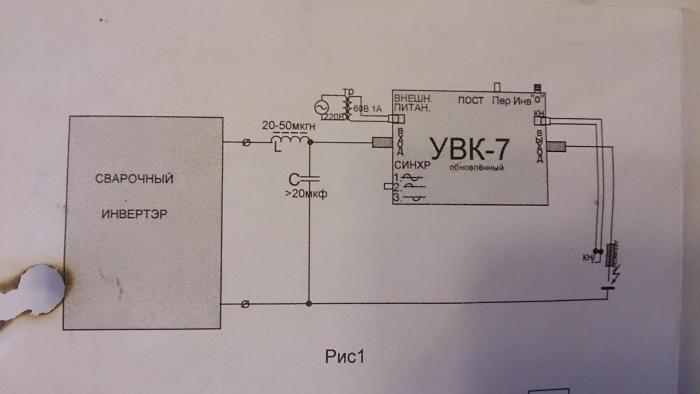
- Устройства непрерывного действия (рис. 1). Способны выдавать ток напряжением до 6000 вольт, частотой порядка 250 кГц. Этот дополнительный потенциал объединяется с основным сварочным током, способствуя мгновенному зажиганию дуги на определенном расстоянии от детали. Высокая частота обеспечивает стабильность, независимо от параметров инверторного тока. За счет малой мощности, дополнительный ток совершенно безопасен для сварщика. Прибор подключается к инвертору по параллельной или последовательной схеме. Последний вариант используется чаще и не требует дополнительной защиты от высокого напряжения.
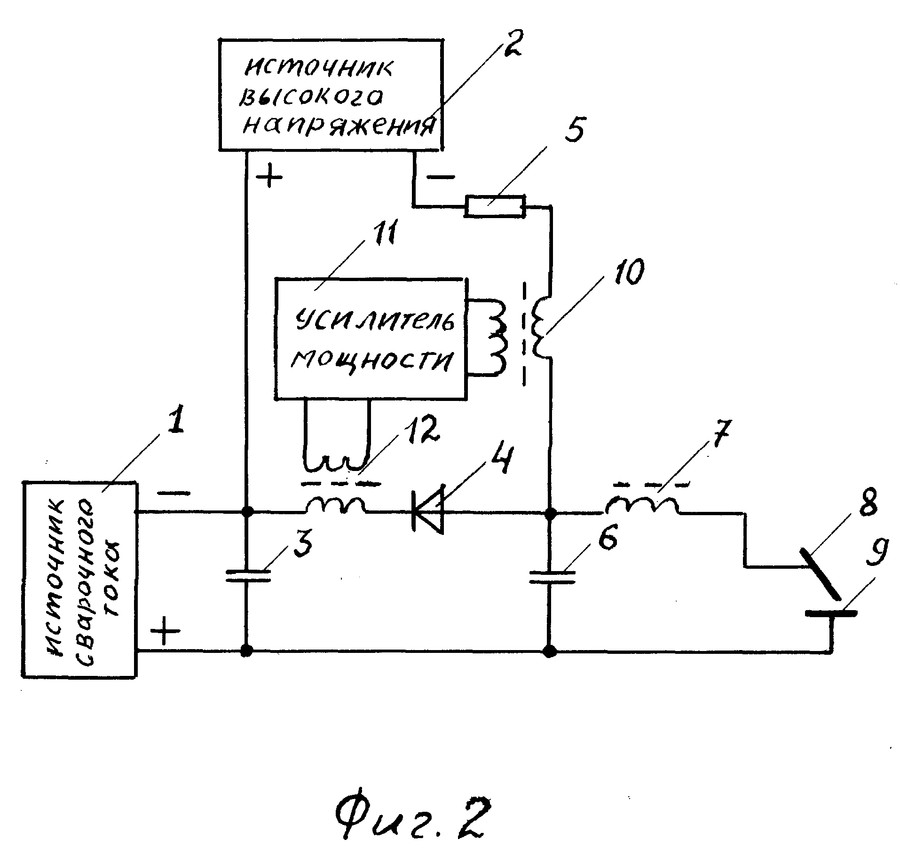
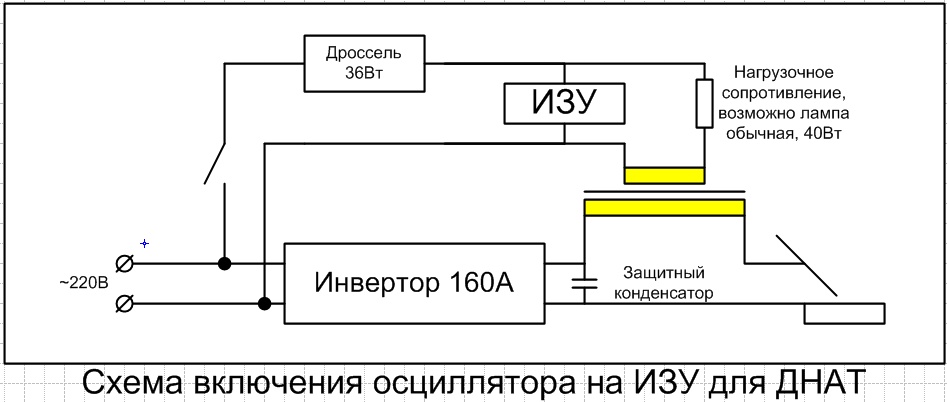
- Импульсные осцилляторы (рис. 2). Очень удобны при выполнении сварочных работ переменным током. Данные устройства обладают способностью к постоянному поддержанию дуги при изменяющейся полярности электричества. Они легко зажигают дугу при отсутствии каких-либо контактов электрода и заготовки. В целом, импульсные приборы имеют некоторые преимущества перед непрерывно действующими осцилляторами.
- Приборы с использованием накопительных конденсаторов. Данные компоненты устанавливаются в общую схему и в дальнейшем обеспечивают работу устройства в режиме заряда-разряда. Наполнение конденсаторов энергией осуществляется с помощью зарядного модуля. В момент начала работы энергия заряженных конденсаторов отдается дуге. Затем они отключаются от схемы разряда и автоматически подключаются к зарядному модулю. При возникновении угрозы прерывания дуги происходит переключение конденсаторов на рабочую цепь сварочной аппаратуры.
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
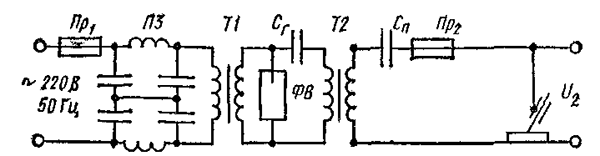
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
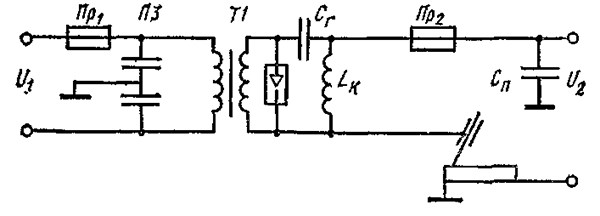
Схема осциллятора для сварки алюминия, включенного последовательно
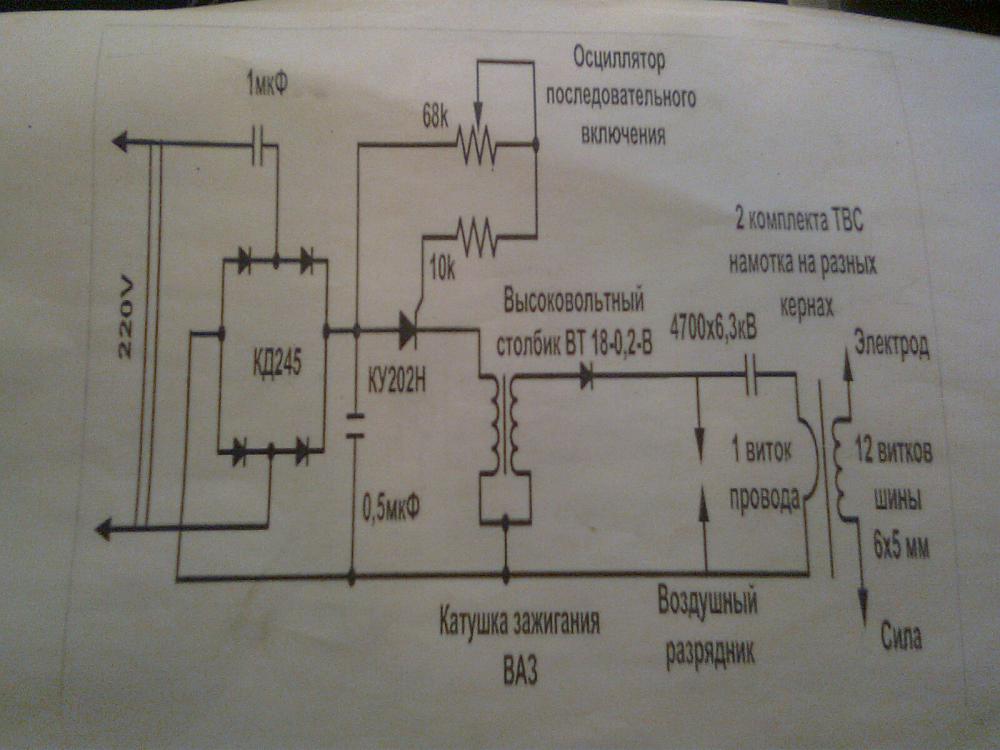
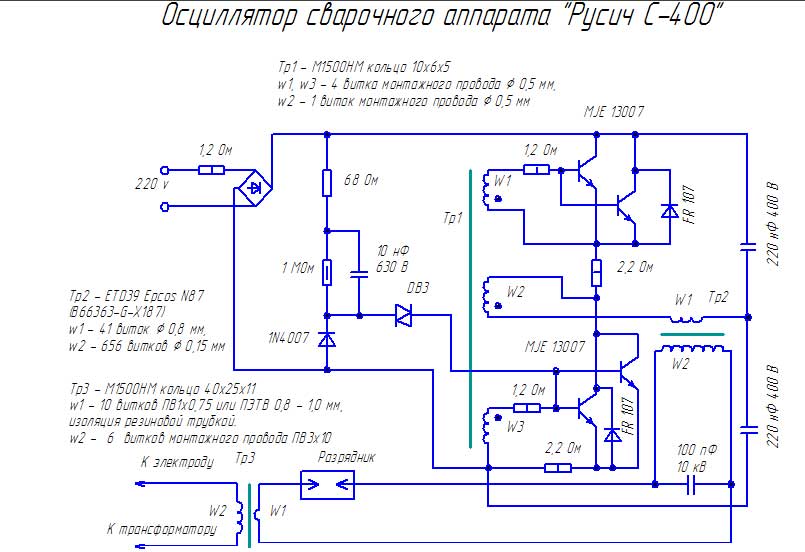
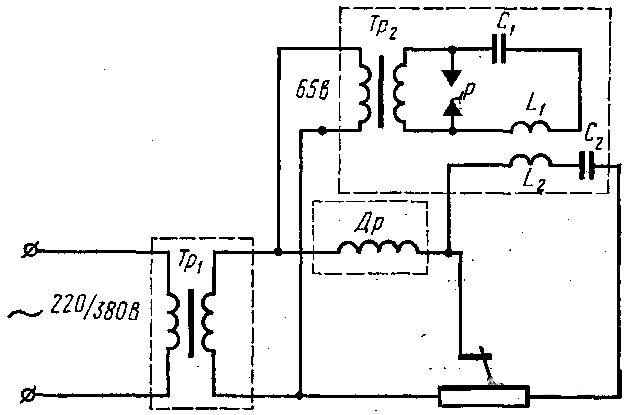
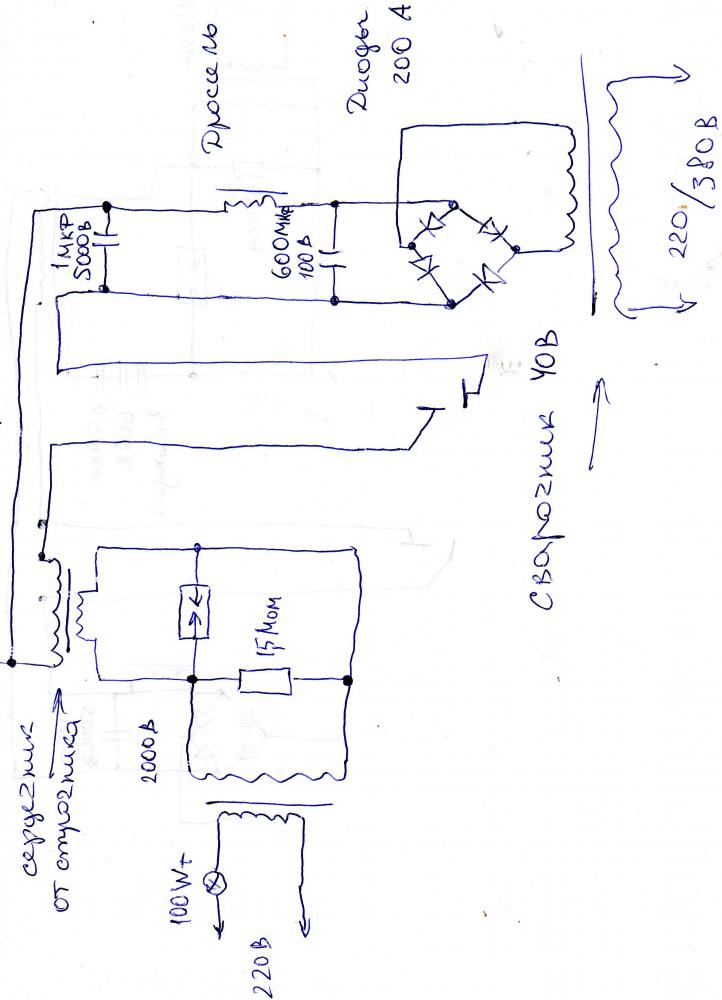
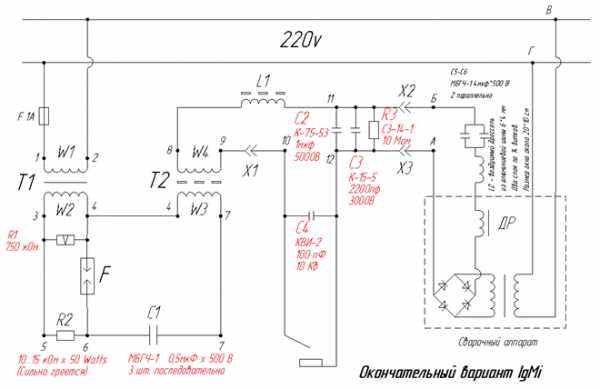
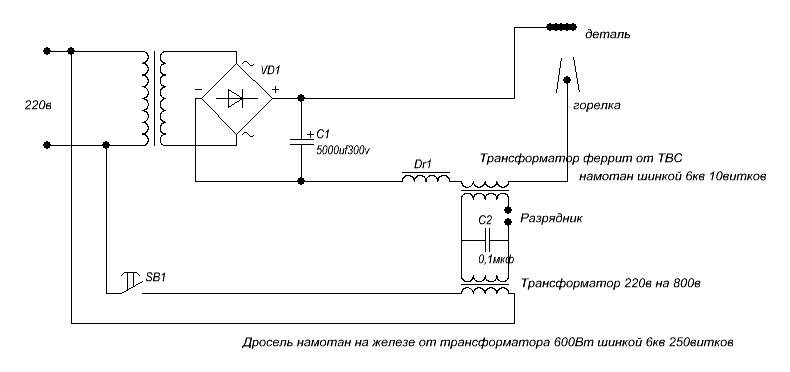
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.


Осциллятор для сварки своими руками
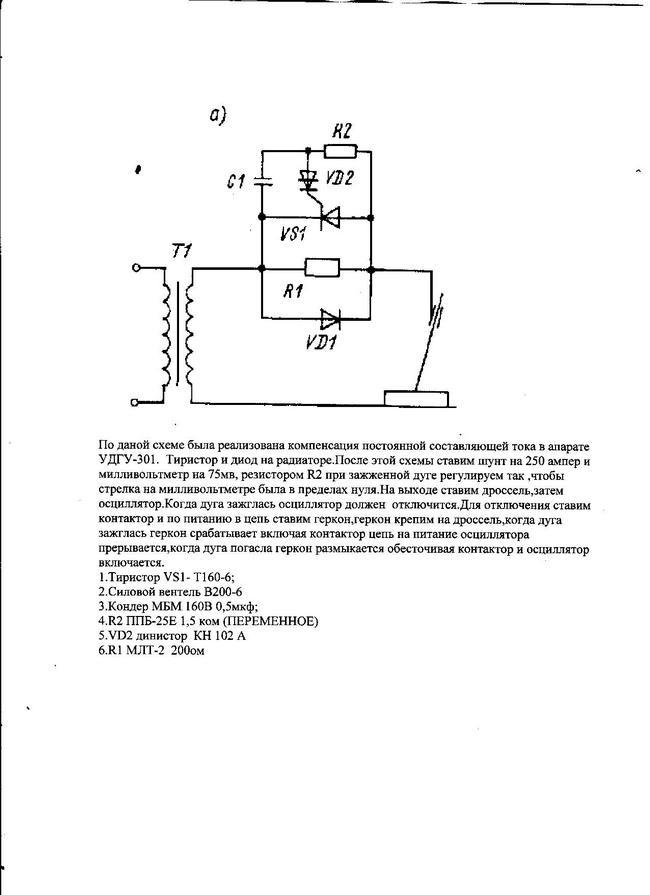
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
- Непрерывный – данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | – |
| Вес, кг | 6,5 | 16 | 20 | – |
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
- Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
- Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
- Нельзя использовать технику на открытой территории при осадках;
- Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
- Влажность воздуха должна быт не более 98%;
- Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
- Также запрещается работа без заземления;
- Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
- Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.
Правила работы на самодельном осцилляторе
Понятно, что главные требования – это безопасность и надежность работы аппарата.
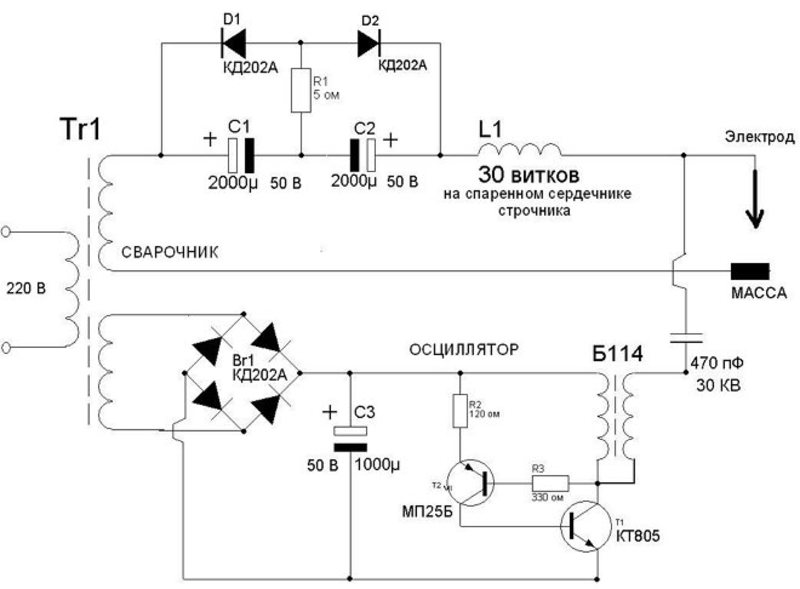
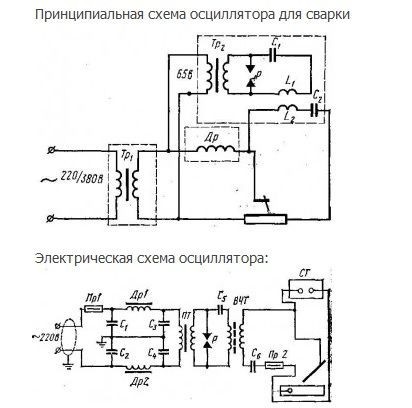
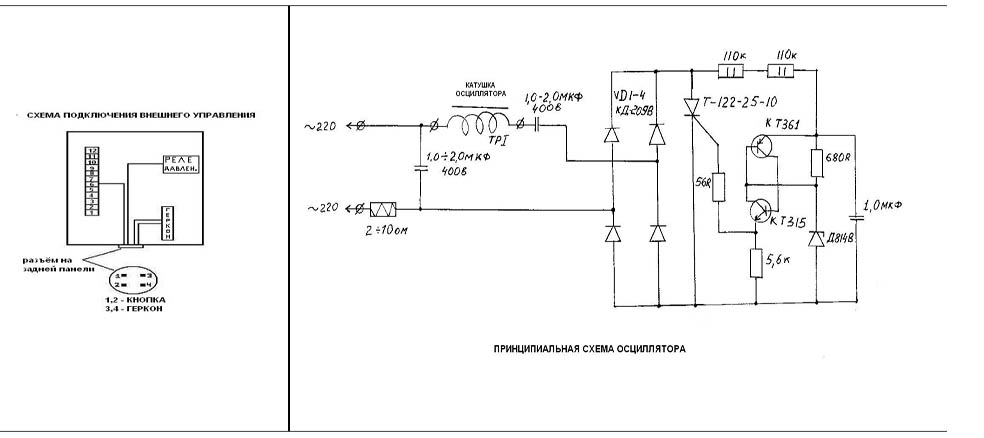
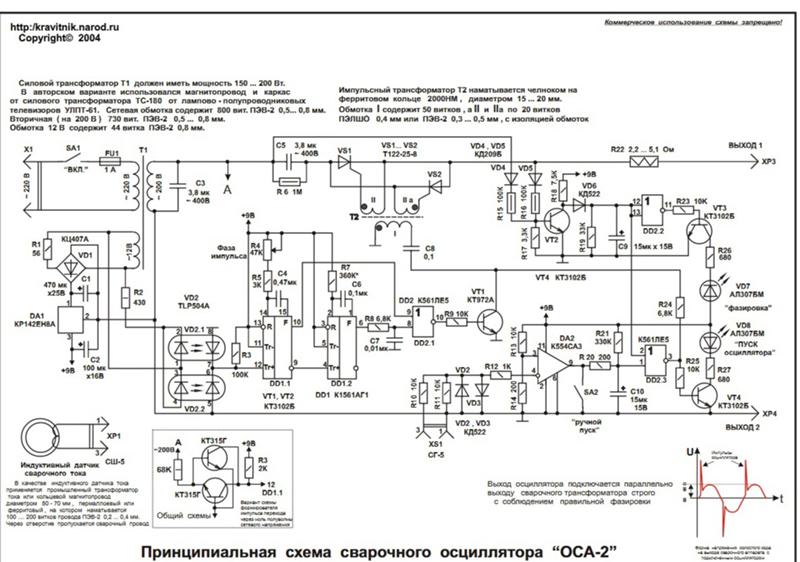
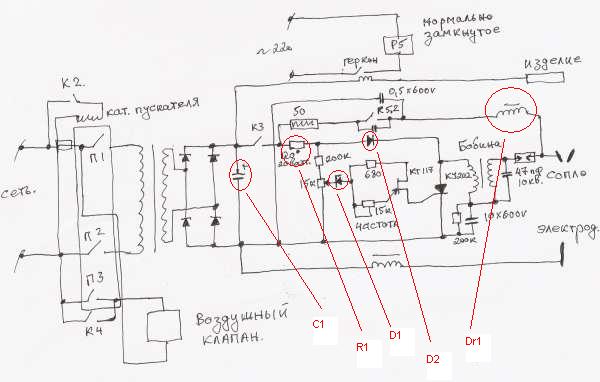
Принципиальная схема осциллятора.
Для их соблюдения нужно:
- Проверять на постоянной основе работу блокировочного конденсатора. Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока.
- Взять себе за правило заниматься регулировкой и настройкой устройства только при его отключении от сети.
- Счищать нагар с электродов, делать это постоянно.
- Частота импульсов от осциллятора не должна превышать 40 мкс: следить за этим.
Желаем надежных конденсаторов, параллельных электродов и качественных обмоток в ваших трансформаторах. И хороших заказов!
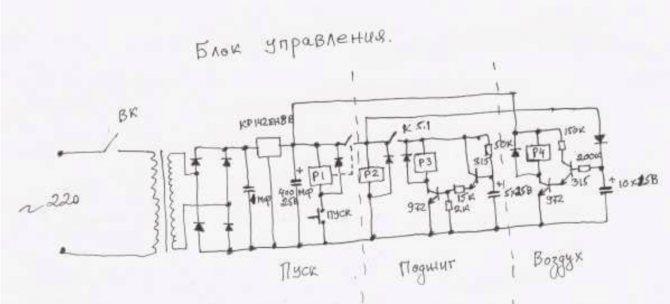
Принцип работы
Генерация состоит из нескольких последовательных операций, для наглядности их лучше перечислить:
- подача тока;
- от повышающей обмотки заряжается конденсатор;
- при полной зарядке емкости блок управления подает сигнал на разрядник;
- происходит пробивной разряд;
- закорачивается колебательный контур;
- в рабочую зону подаются затухающие колебания;
- предохранитель размыкает электрическую цепь, когда освобождается конденсатор;
- за счет ионизации воздуха или защитного газа вспыхивает дуга.
С помощью специальной кнопки на держателе или корпусе горелки (для аргонодуговой сварки) можно управлять процессом.
Осциллятор для сварки, сделанный своими руками или приобретенный магазине, подключается к аппарату, чтобы в процессе сваривания при необходимости генерировать импульс, разжигающий потухшую дугу. Как только дуга разгорится, импульс исчезает. Кратковременный разряд схож с ударом молнии, непосредственный контакт детали с электродом для возникновения дуги не нужен. Осциллятор применим для работ:

- с вольфрамовым неплавящимся стержнем, присадочной проволокой;
- стандартными электродами в обмазке (подбираются по типу свариваемых заготовок).
Импульсы, генерируемые осциллятором, небольшие по длительности, характеризуются низкой скважностью, мощностью до 300 Вт. Формируют искровой пробой между электродом и деталью на удалении
 Осциллятор можно купить фабричный, либо изготовить своими руками
Осциллятор можно купить фабричный, либо изготовить своими руками
Созданные своими руками осцилляторы не хуже фабричных поддерживают стабильное горение дуги в процессе сварки. Устройства срабатывают, когда возрастает промежуток между деталью и электродом. Когда воздушный промежуток слишком большой, электродуга самопроизвольно затухает. Дополнительный генератор возобновляет горение без процедуры электродного чиркания или прямого контакта детали с электродом. Приложив свои руки, можно сделать осциллятор из имеющихся электродеталей. До этого нужно узнать критерии выбора устройств.
Сварочный осциллятор своими руками
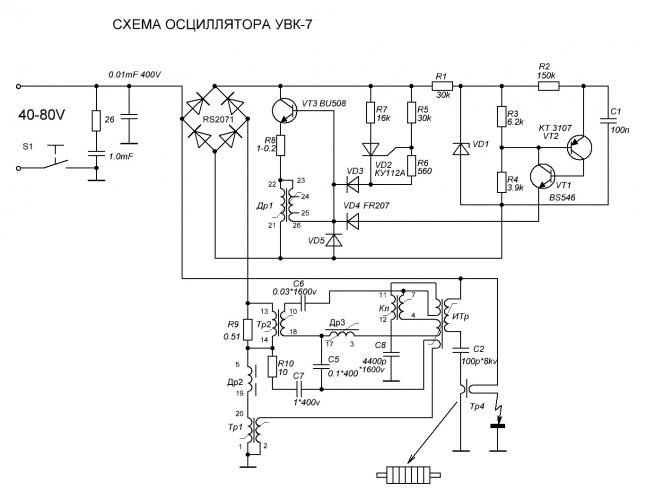
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
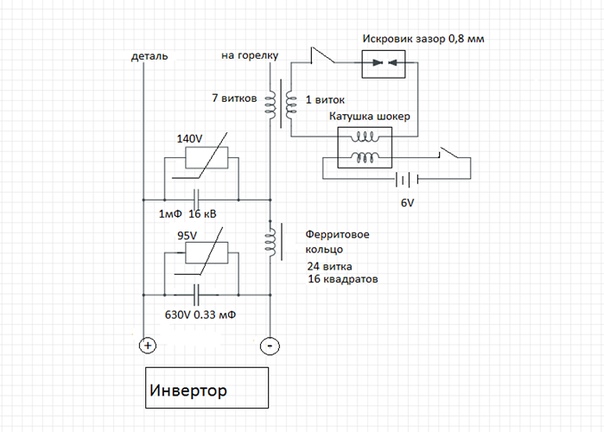
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
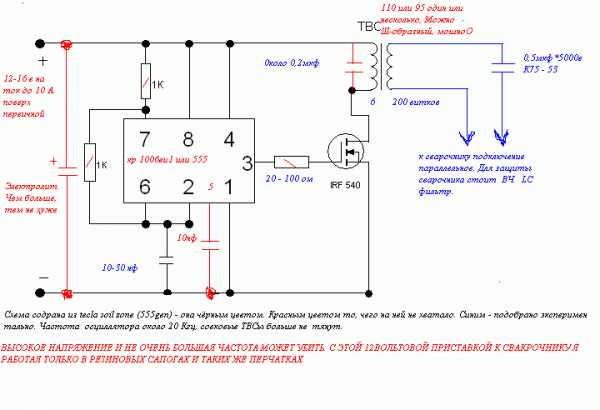
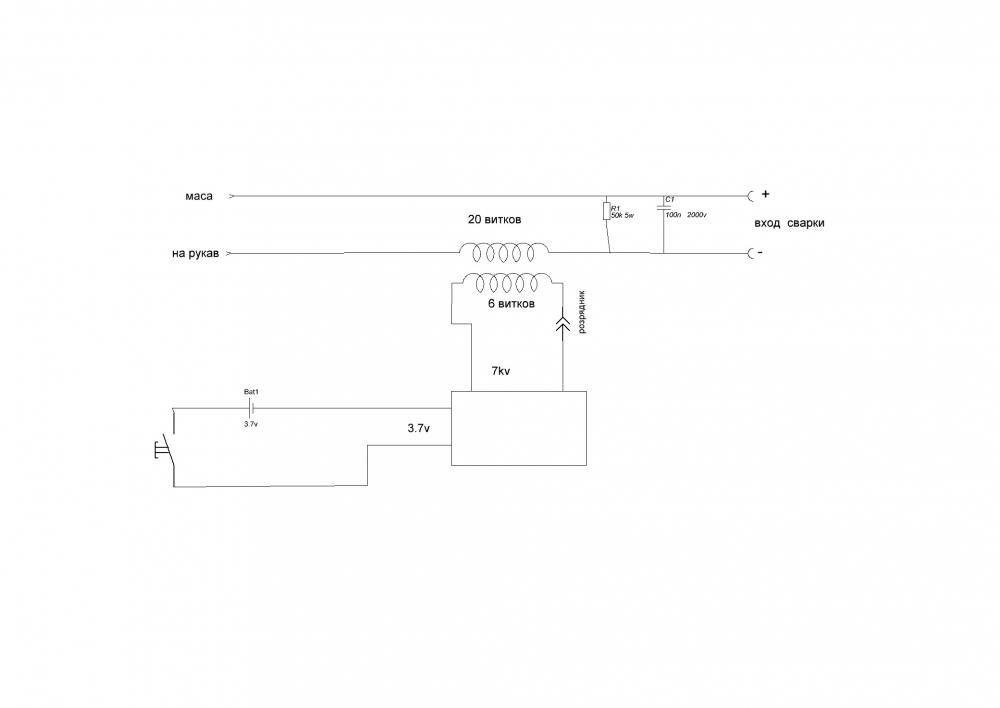
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Как сделать осциллятор для сварки своими руками
Осуществляют сборку из готовых узлов и распространенных деталей, которые несложно приобрести или извлечь из других электротехнических приборов и старого электрооборудования. Сделать самодельный осциллятор «с нуля» невозможно. Слишком сложная схема.
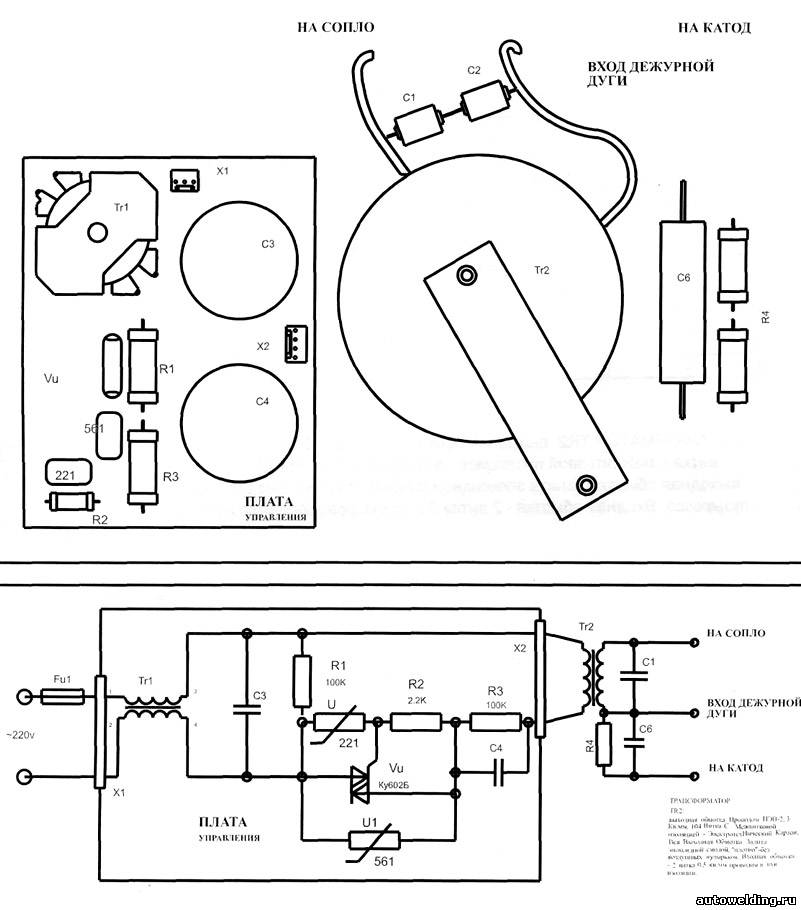
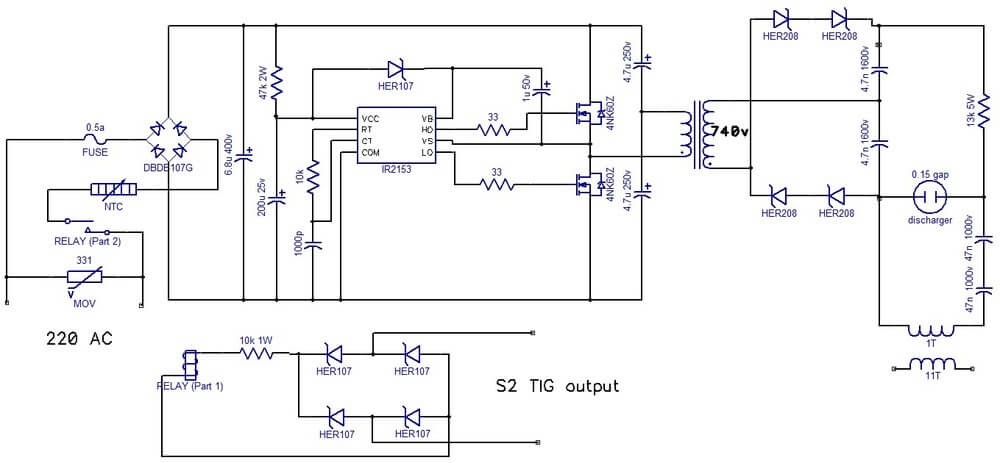
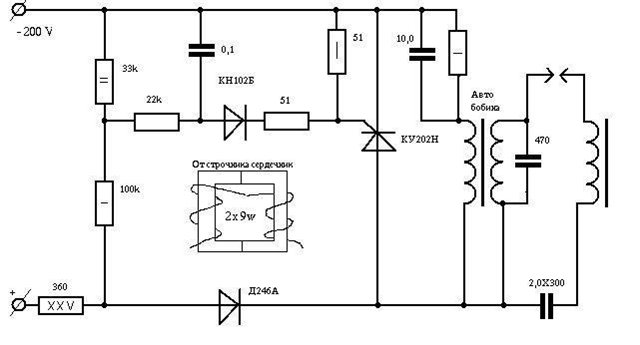
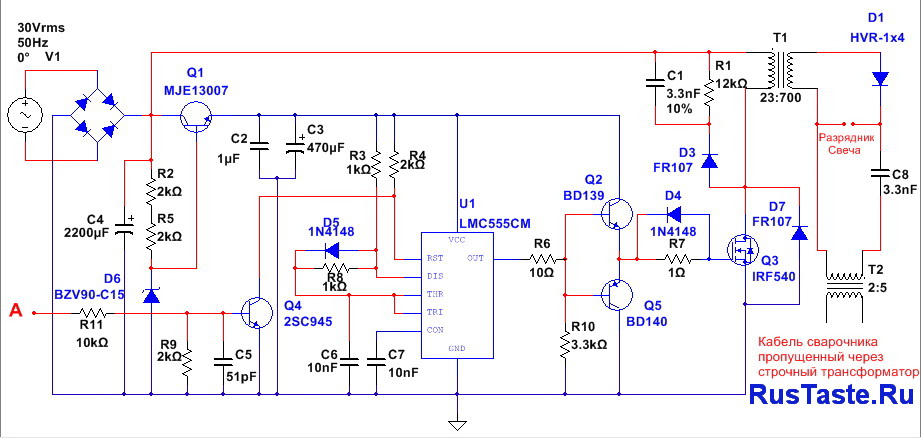
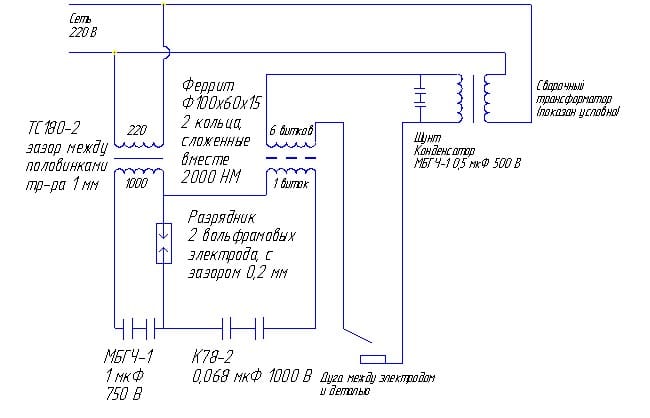
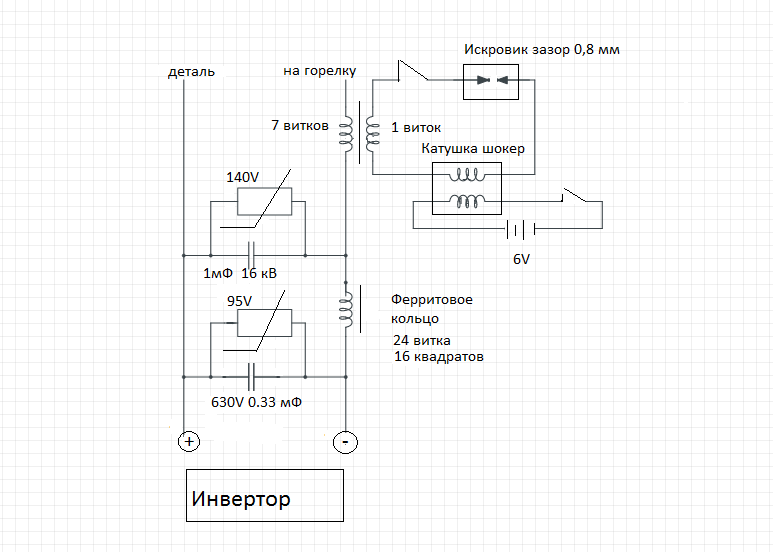 Схема изготовления сварочного осциллятора
Схема изготовления сварочного осциллятора
Устройство базируется на входном повышающем трансформаторе. Вместо нее умельцы используют катушку зажигания. Этот узел необходим для преобразования низковольтного напряжения, поступающего от аккумулятора, в высоковольтное. Автомобильная катушка способна создавать напряжение до 400 В. За счет этого генерируется электроимпульс на свече. Вторая катушка выполняет функцию фильтра, защищает от вероятных значительных колебаний тока.
Изготовление осциллятора, предназначенного для ручной или аргонной сварки, предусматривает формирование печатной платы своими руками. Обычно блоки располагаются следующим образом:
- посередине размещают колебательный контур, отсеивающий низкочастотный ток;
- в левой части – повышающий трансформатор, преобразующий стандартное электропитание с высокочастотный ток; устанавливают предохранители, монтируют блок управления;
- справа – индуктивную катушку, лучше сделать сдвоенный вариант, тогда контур будет работать стабильно.
Конденсатор должен иметь двойной запас по напряжению. Для первого контура оптимальный параметр – 500 В (выбирают емкость 0,3 мФ), для второго – 4 кВ (конденсатор 1 микрофарад).
При выборе варистора следует учитывать, что нужна обмотка для второго касакада с показателями 150 вольт, для первого достаточно 100.
Катушки индуктивности можно изготовить самостоятельно. Это – обмотанные проволокой (диаметр до 2 мм) стержни из ферромагнитного сплава. На первой делают 7 витков, на второй только 6 (это фильтр, сглаживающий амплитудные скачки).
Трудности возникают при изготовлении разрядника. Он формирует мощную искру, является частью колебательного контура. Лучше найти готовый узел. Собранную плату размещают в корпусе, защищающим детали от пыли. Желательно предусмотреть охлаждающий вентилятор.
После сборки осциллятор для сварки необходимо проверить. Один контакт выводится на зажим, другой к держателю или сварочной горелке. Правильно собранный сварочный осциллятор своими руками будет работать долго, самоделки служат порой дольше заводских аналогов.
Устройство сварочного осциллятора
Принципиальная схема сварочного осциллятора и способ монтажа зависит от предполагаемой частоты его применения. Обычно рассматривают два способа подключения:
- Первый предполагает последовательное подключение. Он применяется при сварке алюминиевых деталей.
- Второй осуществляет параллельное подключение. Этот способ подключения применяются при проведении кратковременных сварочных работ. Его также используют при сварке нержавеющей стали.
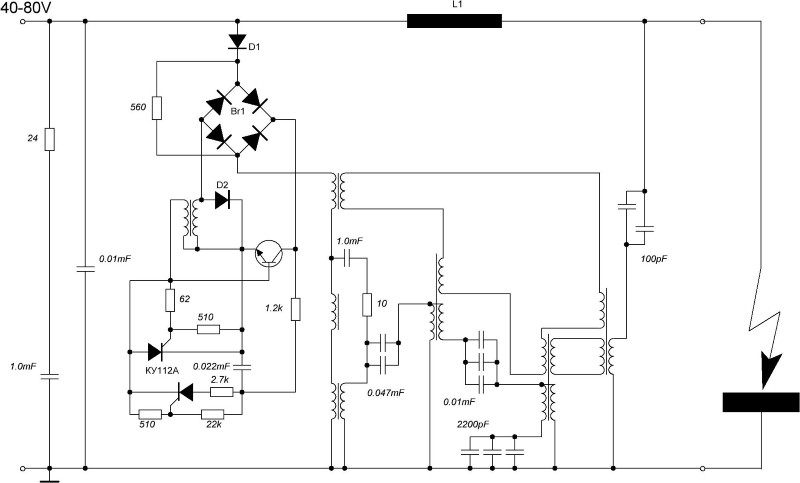
Схема работы осциллятора
В стандартный состав сварочного осциллятора входят следующие электротехнические элементы:
- Стандартный искровой разрядник. Он исполняет роль генератора и формирует затухающие колебания. Конструктивно он представляет одноконтурный разрядник. В его состав входит параллельно соединённые, катушки зажигания (индуктивности) и конденсатор. Контакты выполнены в виде вольфрамовых электродов.
- Два дросселя. Для них также используются катушки индуктивности.
- Повышающий трансформатор большой мощности. С его помощью происходит преобразование стандартного напряжения электрической сети. Частота повышается до 250 кГц. Одновременно повышается напряжение до 6000 вольт.
- Трансформатор выходной цепи. Передаёт сформированное напряжение в выходные цепи сварочного аппарата.
- Элементы цепей управления. Они состоят из стабилизатора, элементов регулировки пускового момента, элементов, создающих контур обратной связи. В этот контур включают датчик тока, для оценки параметров.
- Элементы, обеспечивающие безопасность. Они представляют собой цепи предохранения для защиты схемы от перегрузки. Кроме этого он позволяет защитить самого сварщика от поражения электрическим током в процессе работы.
Принцип действия и назначение
Применение осциллятора позволяет обеспечить бесконтактный розжиг дуги, что существенно облегчает задачу сварщика, а также влияет на стабильность электрической дуги в процессе работы. Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора
Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно

Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота. Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц. Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?». Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.

Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Разбираемся в конструкции и принципе действия осциллятора
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока. Если на входе такого устройства напряжение составляет 220 В, а частота тока – 50 Гц, то на выходе уже получается 2500–3000 В и 150000–300000 Гц. Продолжительность импульсов, которые создает осциллятор, составляет десятки микросекунд. Мощность этих устройств, с помощью которых в сварочную цепь поступает ток высокой частоты и с большим значением напряжения, – 250–350 Вт.
Технические возможности, которыми обладает осциллятор, обеспечиваются его конструкцией и характеристиками его элементов.
Электрическую схему аппарата составляют следующие компоненты:
- колебательный контур, выступающий в роли искрового генератора затухающих колебаний (в состав такого контура входят конденсатор и катушка индуктивности – подвижная обмотка высокочастотного трансформатора);
- разрядник;
- дроссельные катушки в количестве двух штук;
- повышающий трансформатор;
- трансформатор высокой частоты.
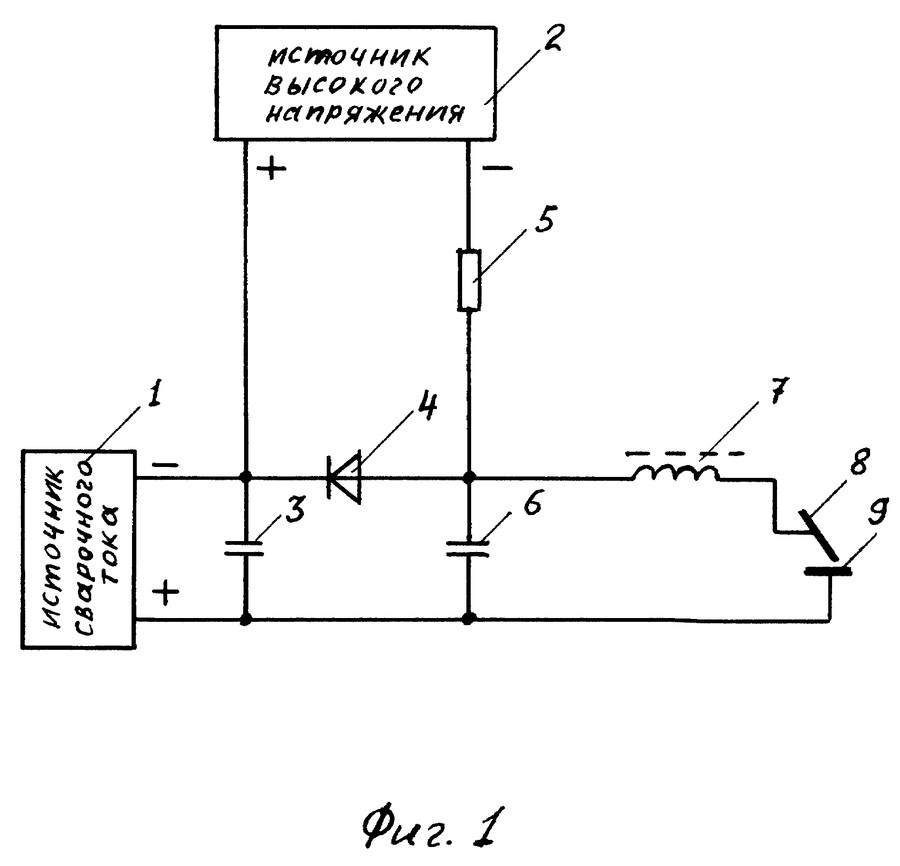
Функциональная схема осциллятора
Кроме того, осциллятор содержит элементы, обеспечивающие безопасность как самого устройства, так и сварщика. К таким элементам относятся конденсатор, защищающий сварщика от удара электрическим током, и предохранитель, размыкающий электрическую цепь при пробое конденсатора.
Осциллятор, который используется в паре со сварочным аппаратом, работает по следующему принципу. После прохождения по обмоткам повышающего трансформатора напряжение поступает на конденсатор колебательного контура и начинает заряжать его. Когда конденсатор заряжается до величины, предусмотренной его емкостью, он выдает разряд на разрядник, что приводит к пробою. После этого колебательный контур оказывается закороченным, что и вызывает возникновение резонансных затухающих колебаний. Высокочастотный ток, формирующий эти колебания, через блокировочный конденсатор и обмотку катушки поступает на сварочную дугу.
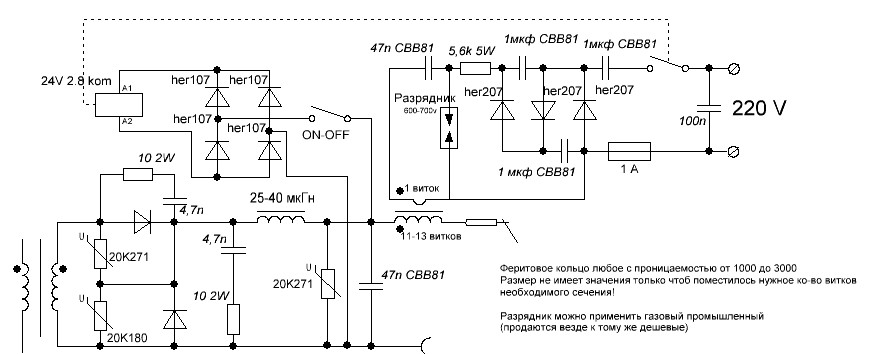
Пример изготовления платы осциллятора
Блокировочный конденсатор устроен таким образом, что через него может свободно проходить только ток высокой частоты, отличающийся и большим значением напряжения. Низкочастотный ток через такой конденсатор проходить не способен из-за слишком большого сопротивления. Благодаря данной характеристике блокировочного конденсатора через него не может пройти и низкочастотный ток от сварочного аппарата, что защищает осциллятор от короткого замыкания.
Это интересно: Как собрать сварочный костюм под себя, краткая инструкция