
Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
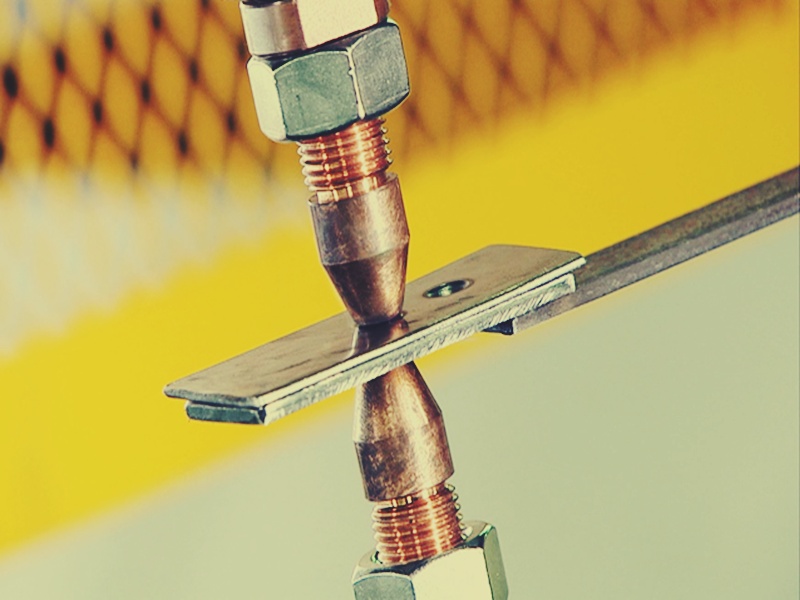
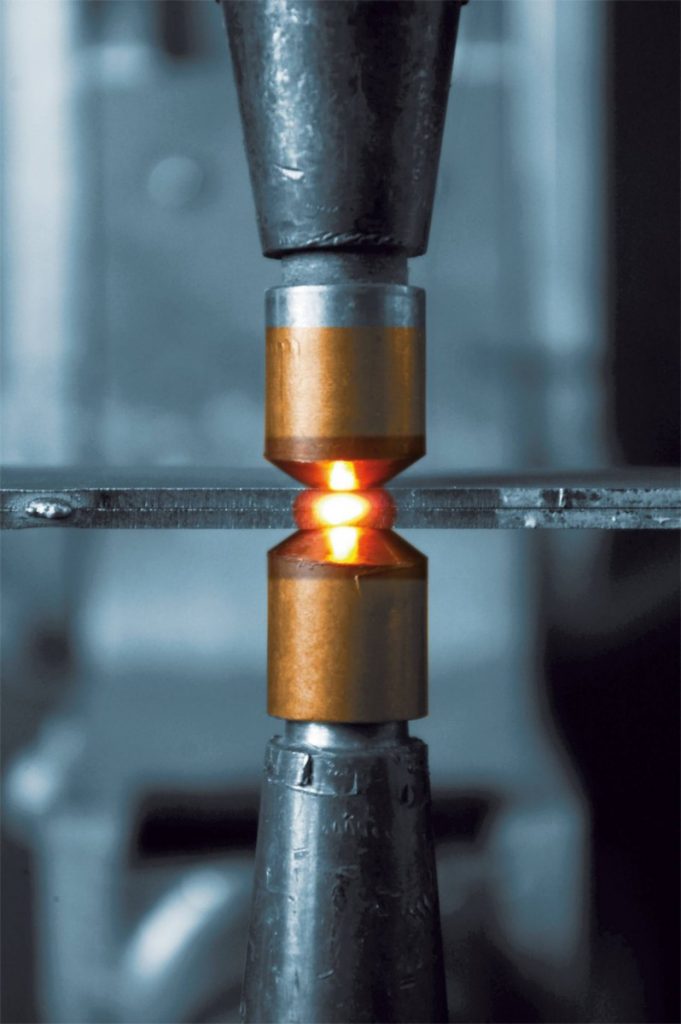
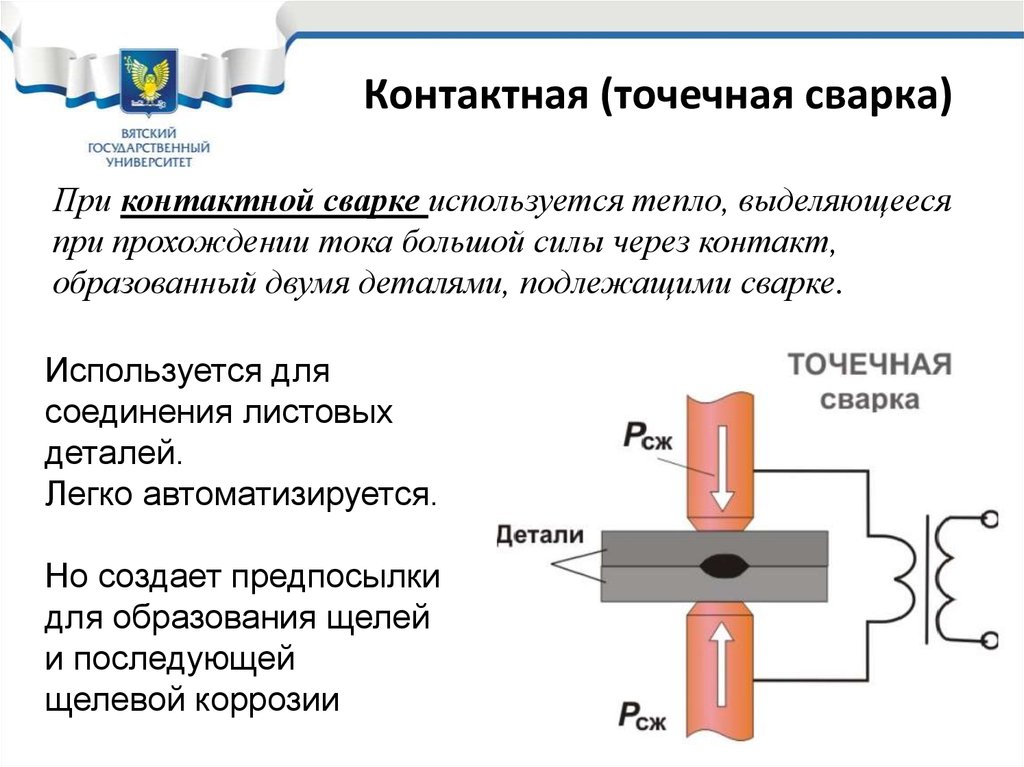
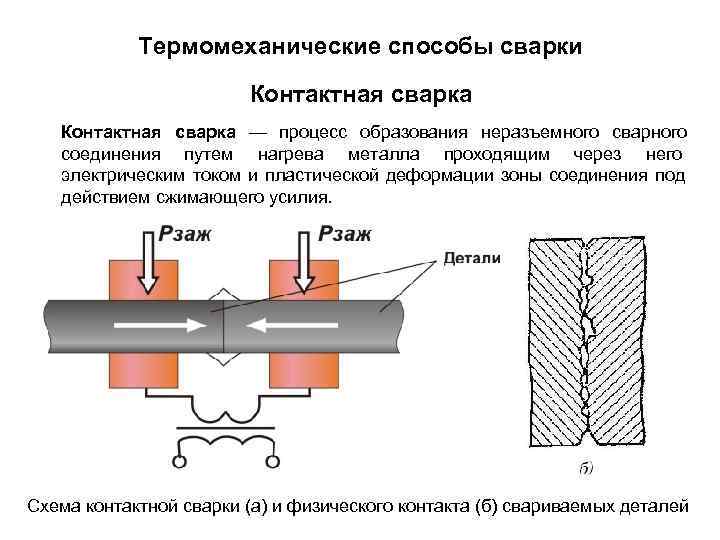
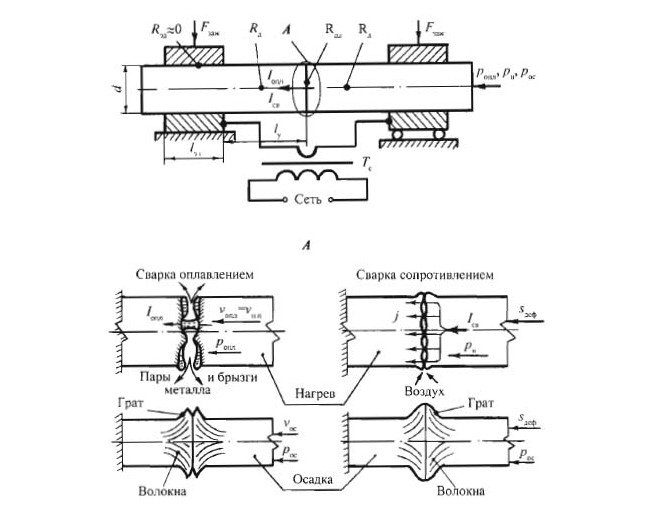
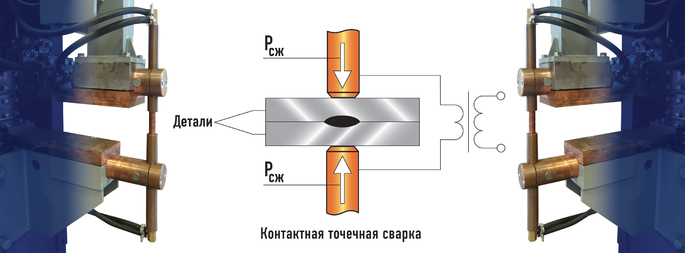
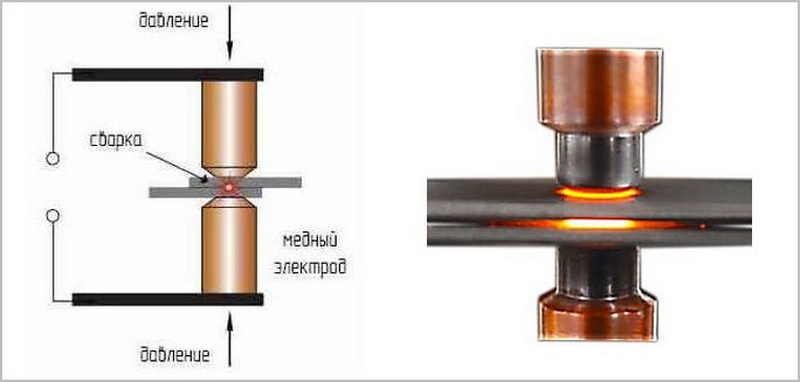
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер. Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
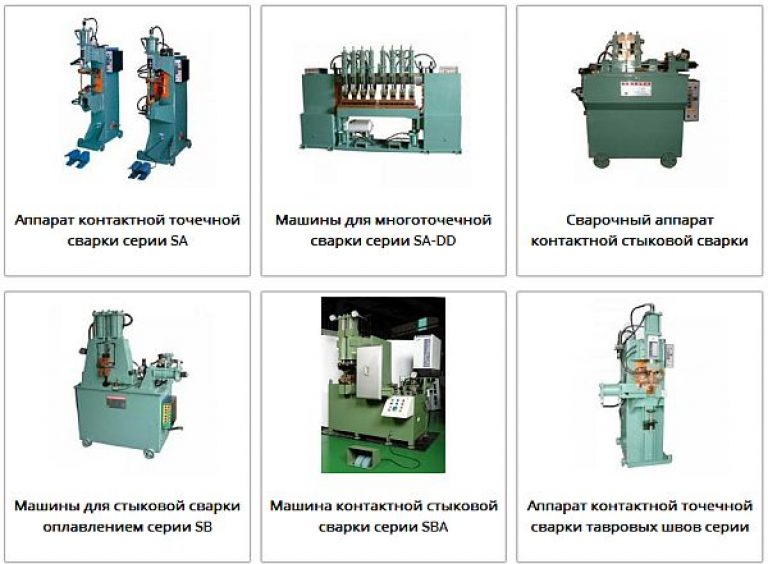
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.
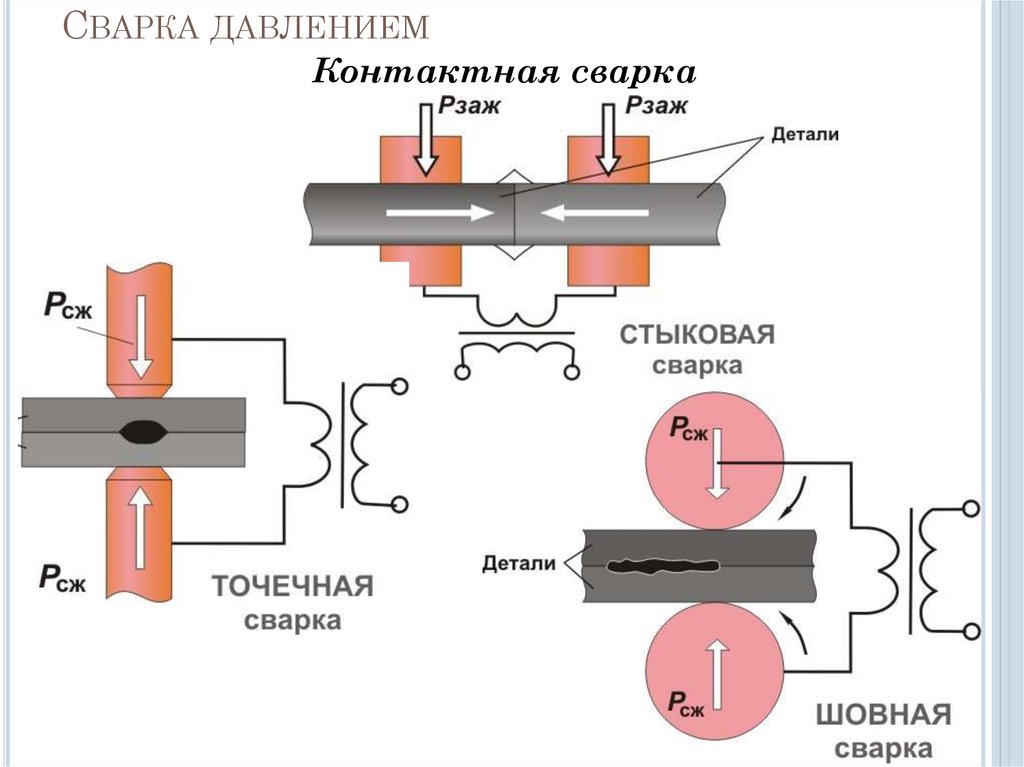
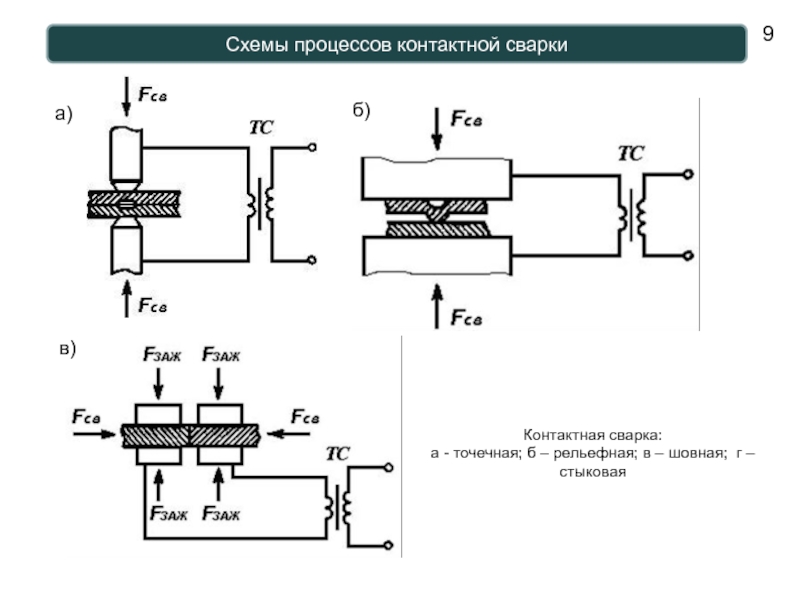
Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.
Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий. Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Виды контактной сварки
Виды контактной сварки имеют характерные отличительные особенности, которые обязательно нужно учитывать при проведении любого из методов. Они могут влиять на качество и вид сварного шва.
Точечная
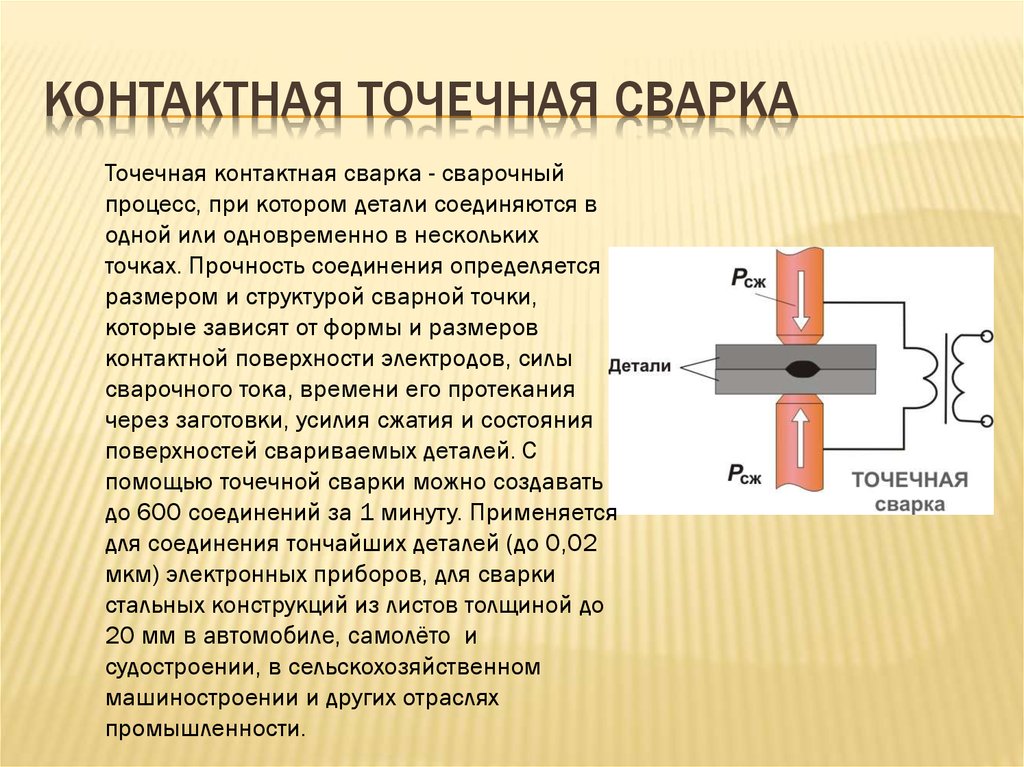
Рассматривая способы контактной сварки, особое внимание стоит уделить точечному методу. Во время его проведения сваривание может производиться в одной или нескольких точках металлической поверхности
Прочность и качество соединения зависит от нескольких факторов:
- форма и размер используемого электрода;
- показатель силы тока;
- сила давления;
- длительность рабочего процесса;
- степень очищения поверхности металлической детали.
Современное сварное оборудование обладает высокой мощностью и скоростью. Они способны за минуту производить в минуту до 600 сварных соединений. Именно по этой причине данная технология применяется для сваривания частей электроники, кузовных компонентов автомобилей, самолетов, сельскохозяйственной техники. Помимо этого этот метод нашел применение во множестве других областей промышленности.
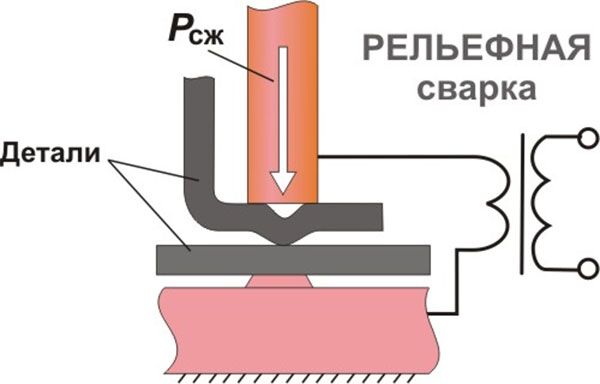
Рельефная
Контактная рельефная сварка по принципу работы похожа на точечную технологию. Но все имеется характерное отличие – сварное соединение и электрод обладают схожей, рельефной формой. Рельефность придает естественная форма детали, также она может достигаться за счет применения специальных штамповок.
Данная технология используется практически во всех областях промышленности. Также она может применяться в качестве дополнения, для сваривания рельефных деталей. При помощи этого метода часто производиться прикрепление кронштейнов и опорных деталей к заготовкам с плоской формой.
Шовная
Шовная контактная сварка нержавейки или многоточечная технология создает несколько соединений, которые располагаются близко или с перекрытием, формирую единое монолитное соединение. Если между точками находится перекрытие, то шов получается прочным и герметичным. Если же точки находятся близко друг другу, то соединение выходит не герметичным.


В промышленности этот метод применяется редко. Обычно используется перекрывающийся, герметичный шов. При помощи него создают баки, бочки, баллоны и другие подобные емкости.
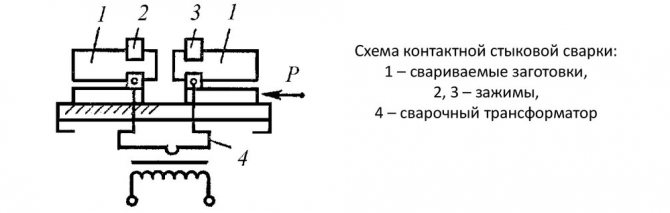
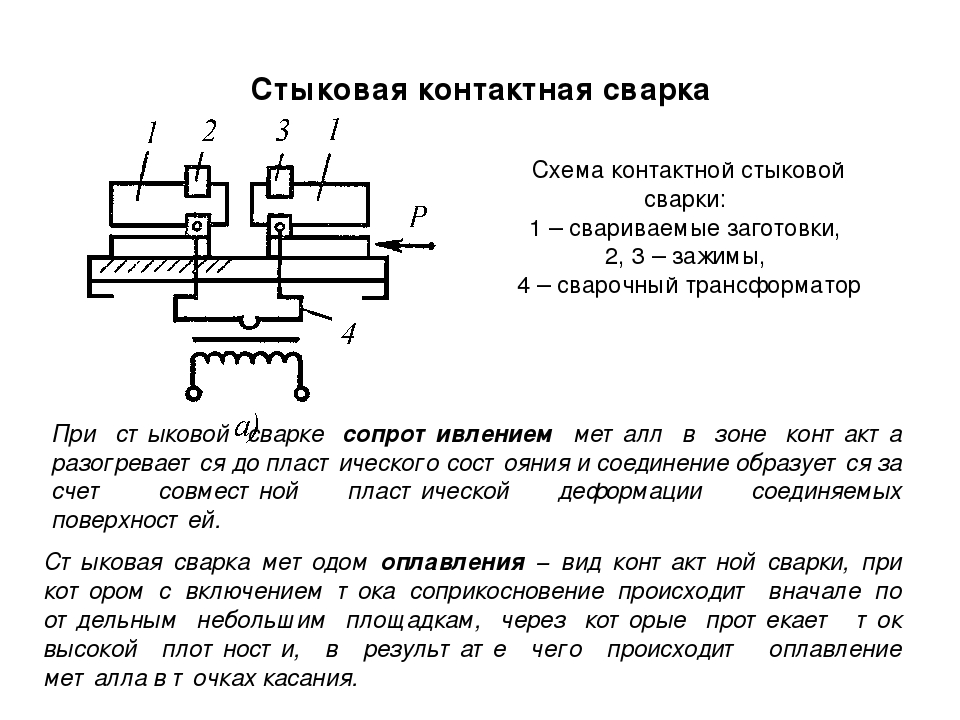
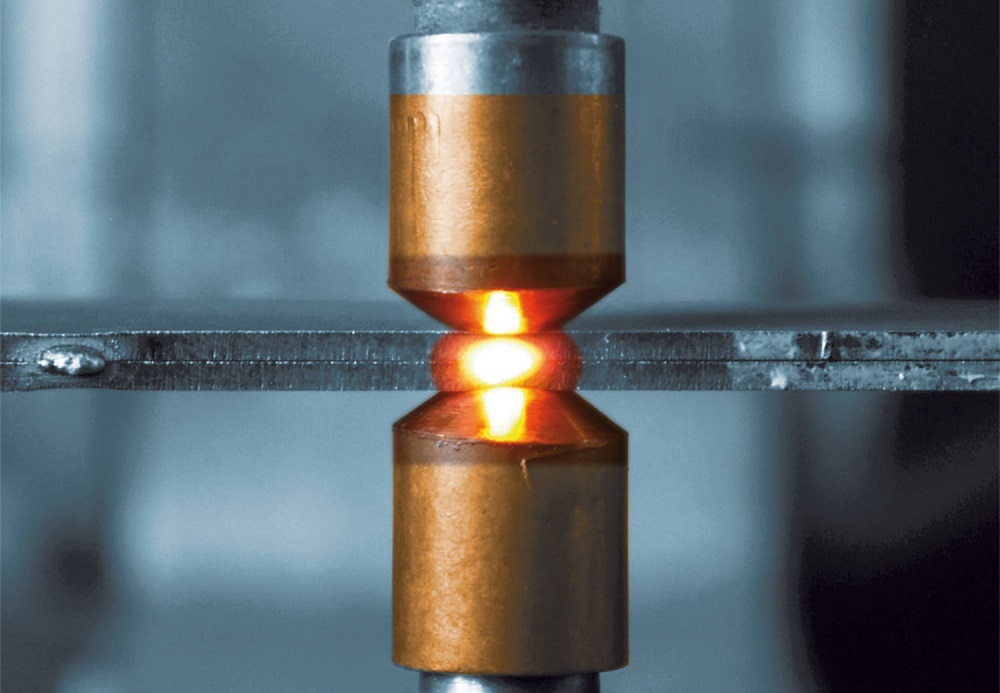
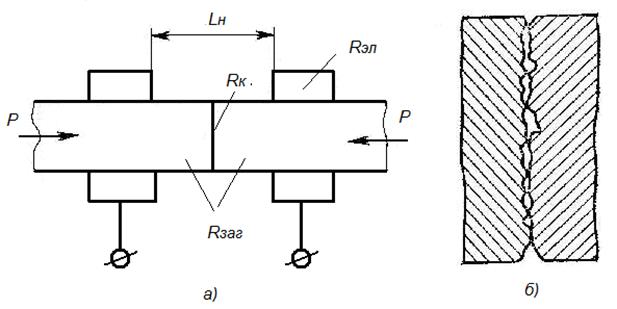
Стыковая
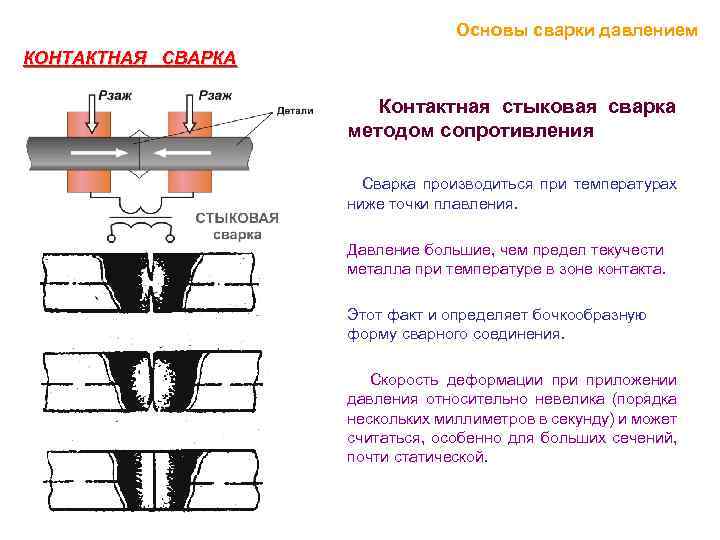
Во время данной технологии при соединении детали плотно прижимаются друг к другу. После выполняется оплавление всей плоскости контакта. Этот метод имеет подвиды, которые подбираются в зависимости от типа, толщины металла, а также от требуемого качества соединения.

Важно! Самым простым способом считается сварка оплавлением, она предназначена для изделий из легкоплавкого металла с небольшой площадью пятна контакта. Технология с оплавление и плавлением с подогревом подходит для более прочных металлических элементов с огромным сечением
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Вам это будет интересно Особенности конденсатора
Где используется точечная сварка
Точечную сварку применяют, если требуется изготовить какую-либо металлическую конструкцию. Преимущества подобной технологии:
- экологическая безопасность;
- высокие прочностные характеристики соединения;
- быстрота и простота автоматизации работ.
Вследствие указанных выше достоинств, точечную сварку применяют:
- в автомобилестроении;
- в судостроении;
- в авиационной промышленности;
- в производстве электронных изделий и бытовой техники;
- при создании ювелирных украшений;
- на предприятиях, выпускающих товары народного потребления и пр.

Мощностные параметры и возможности собственноручно сделанной сварки контактного типа не сравнятся с показателями аппарата заводской сборки. Несмотря на это, её допустимо применять для приваривания металлов всех видов стали и сплавов.
Виды контактной сварки
- Рельефная сварка. Ее принцип совпадает с точечной, но существует одно различие: и у шва, и у электрода особая, рельефная форма. Она может применяться для решения разных задач, в частности, для крепления кронштейнов или опорных деталей с плоскими заготовками.
- Шовная сварка. Процесс многоточечной варки, при котором соединения расположены на близких расстояниях либо с перекрытием. При этом формируется цельное монолитное соединение. Когда между точками перекрытие, то швы получатся герметичными, при его отсутствии герметичность не обеспечивается. В промышленности без герметических швов не обойтись при изготовлении баков, бочек, баллонов и других емкостей.
- Стыковая сварка. Элементы соединяются путем прижимания друг к другу с дальнейшим оплавлением всей плоскости контакта. Данная технология имеет несколько разновидностей в зависимости от металла, его толщины и необходимого качества соединений.
- Точечная контактная сварка. В данном случае работы проводятся в одной или нескольких точках. На качество шва влияют следующие параметры:
- форма и размеры электродов;
- сила тока;
- уровень давления;
- время работы и качество очистки поверхности.
Современные агрегаты отличаются эффективностью, выдавая до 600 сварных соединений в минуту. Такой метод применяется в работе с частями высокоточной электроники, с кузовами автомобилей, самолетов, сельскохозяйственных машин и в других отраслях.
Точечная
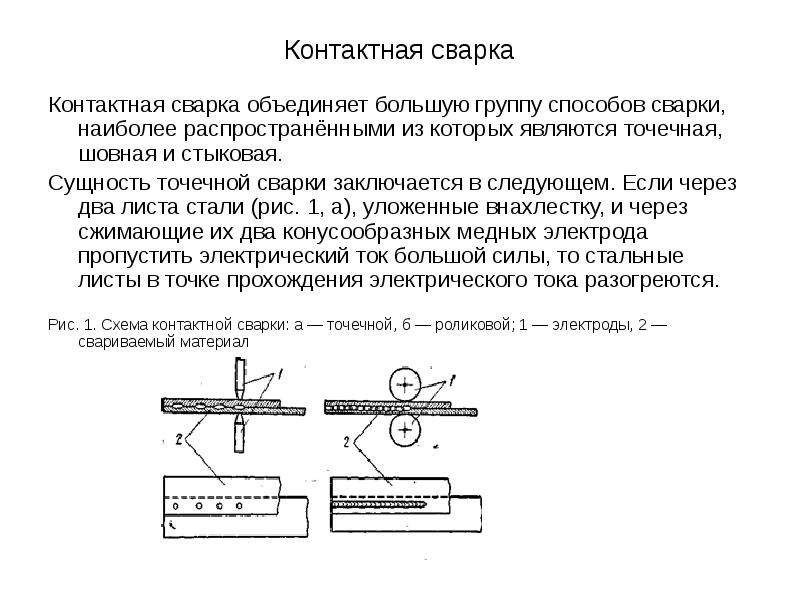
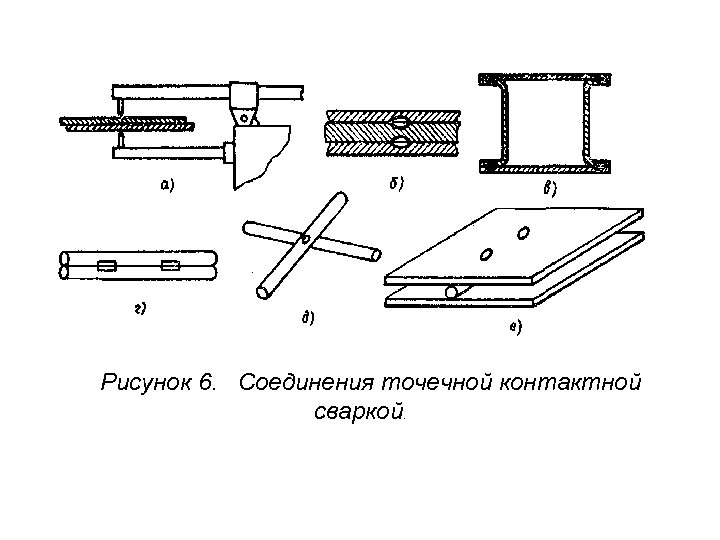
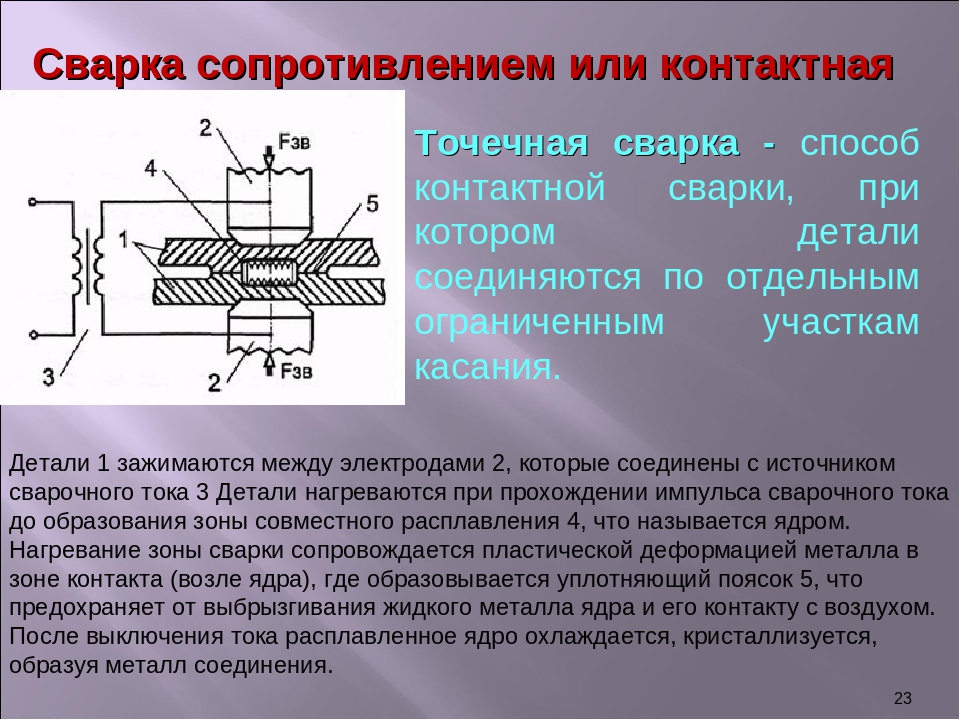
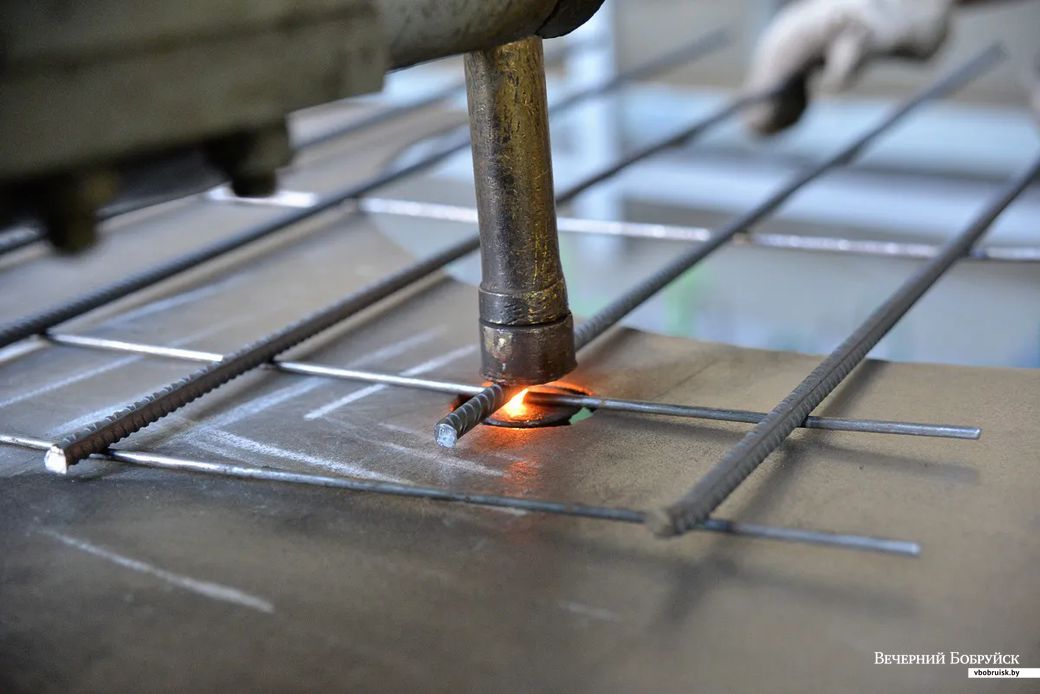
Точечная контактная сварка представляет собой соединение деталей контактным способом в отдельных ограниченных зонах контакта, называемых сварными точками. Точечную сварку используют в работах с тонкими листами металлов, чаще всего стали и ее сплавов, а также листовым прокатом титана и алюминия, сварке пластин из магниевых и медных сплавов, применяемых в авиа- и судостроении, приборостроении, в автомобильной промышленности, производстве изделий бытового предназначения и т.п.
Для точечного способа соединений ГОСТ 15878-79 «Контактная сварка…» допускает небольшие толщины соединяемых заготовок – от 0,3 до 6,0 мм. Однако при использовании специального оборудования может выполняться монтаж стальной стержневой конструкции из арматуры диаметром стержней от 16 до 22 мм.
Точечный метод является наиболее распространенным способом КС, на его долю приходится порядка 80% всех соединений, выполненных контактной сваркой.
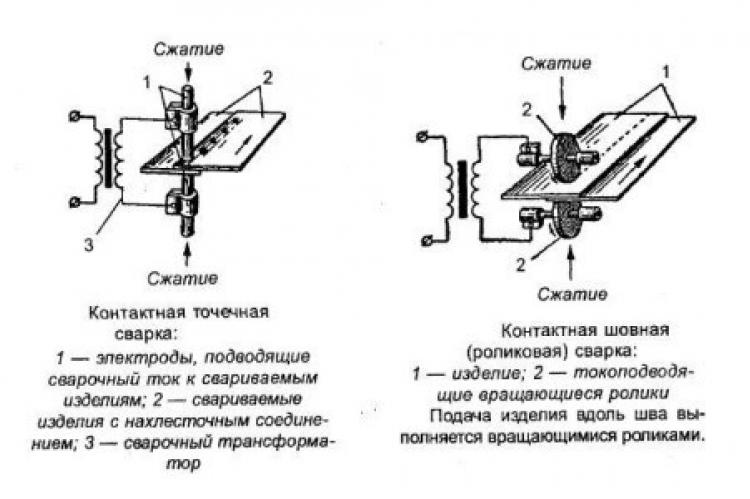
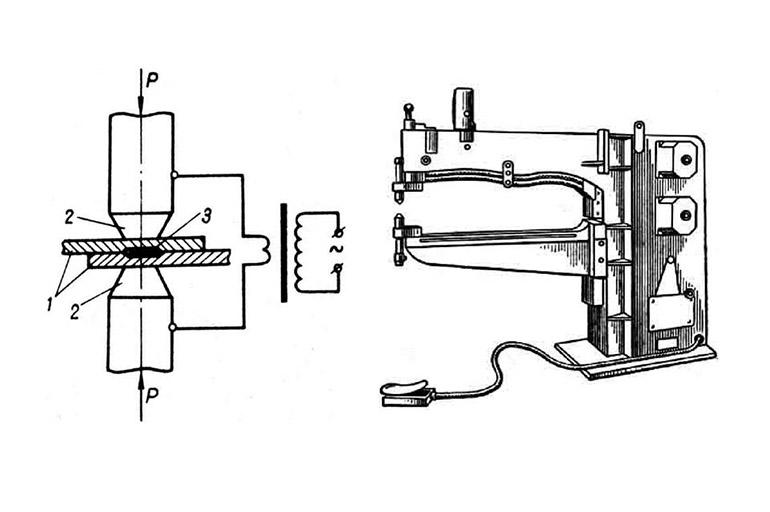
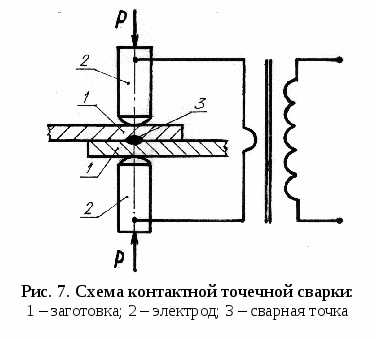
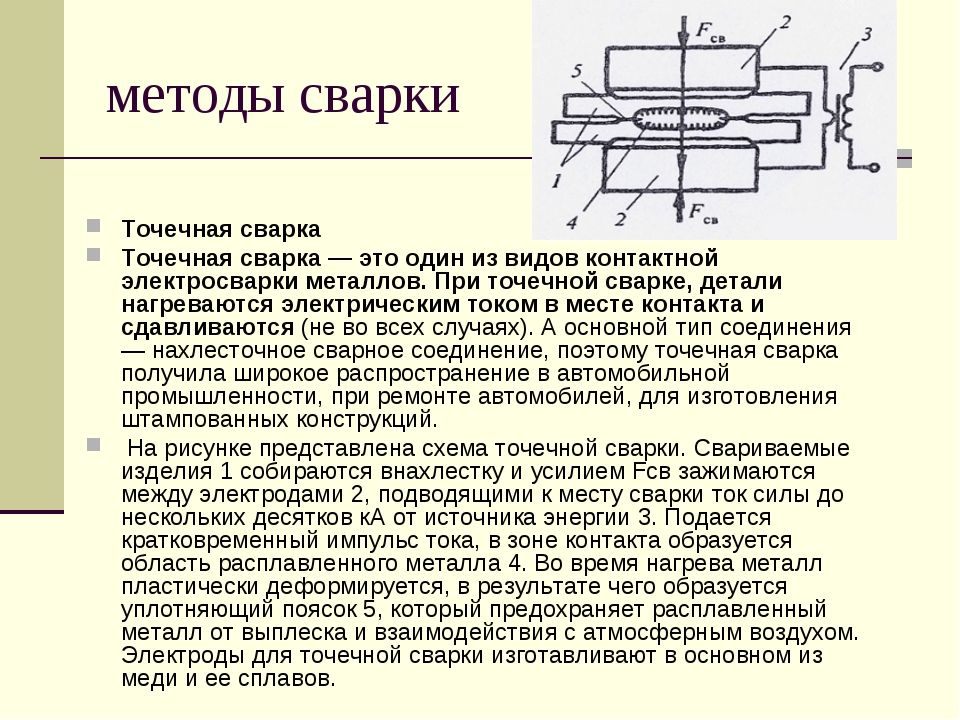
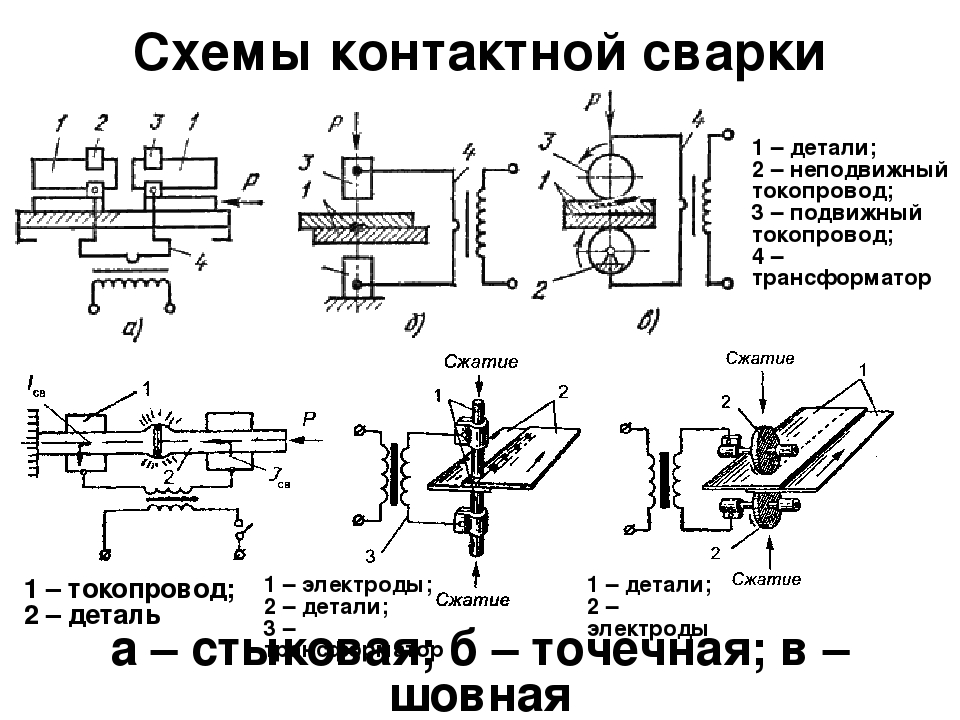
На рис. ниже приведена принципиальная схема точечной сварки и показан сварочный аппарат для выполнения сварочных операций точечным методом.

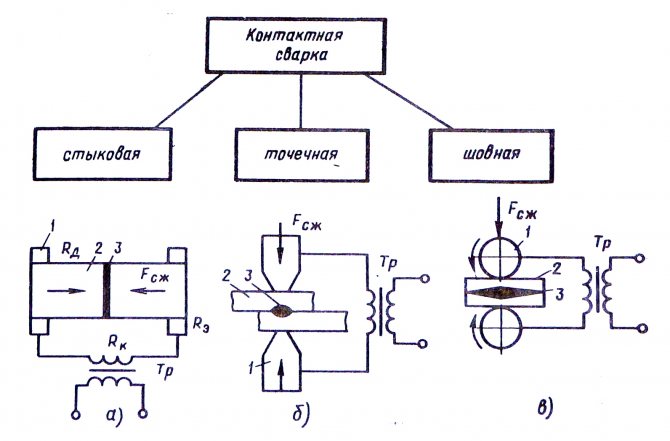
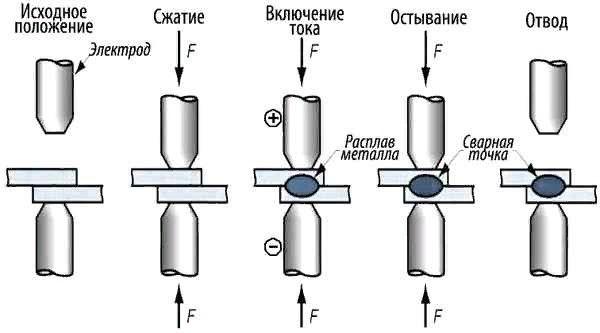
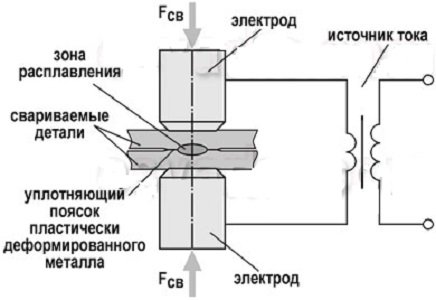
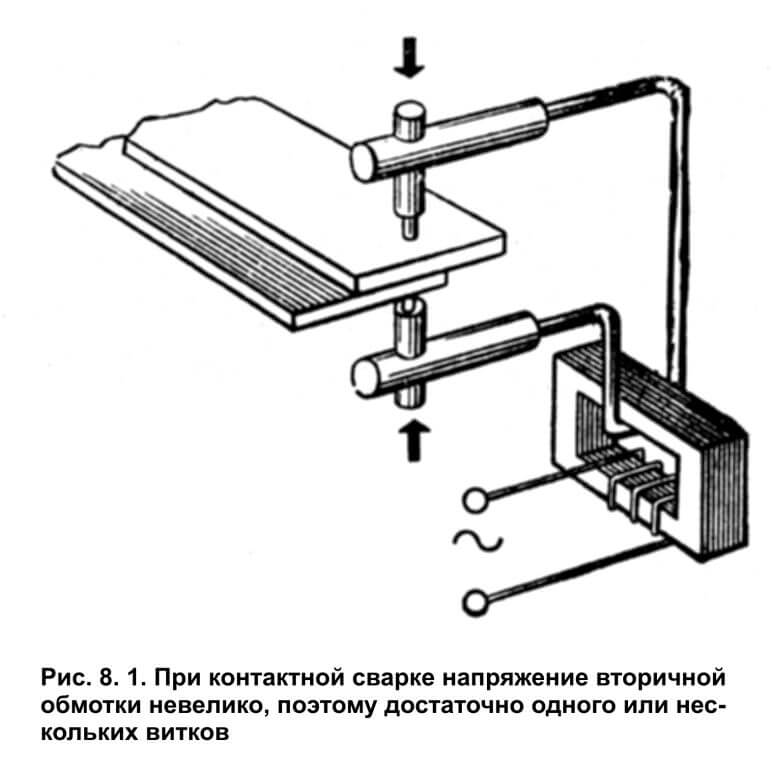
При точечной КС свариваемые детали (поз. 2 на рис. 4) соединяются внахлест. Детали размещаются между двумя медными электродами, один из которых выполняет функцию прижимного электрода (поз. 1), другой – опорного электрода (поз. 3). После поджатия электродов усилием Р через них пропускается электроток от трансформатора (поз. 4) или другого источника электроэнергии. Образовавшаяся сварная точка по характеру аналогична механической заклепке и не уступает ей в надежности соединения.

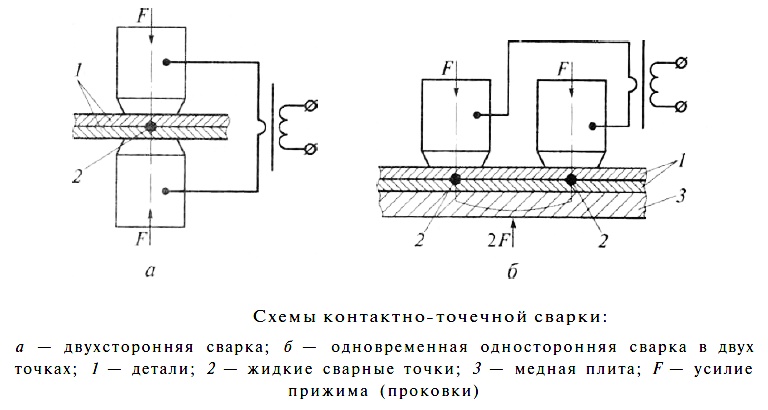

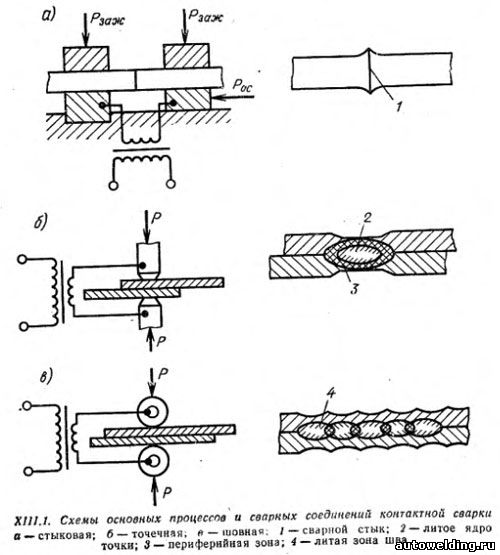
В зависимости от схемы расположения электродов различают следующие виды точечной КС (см. рис. ниже):
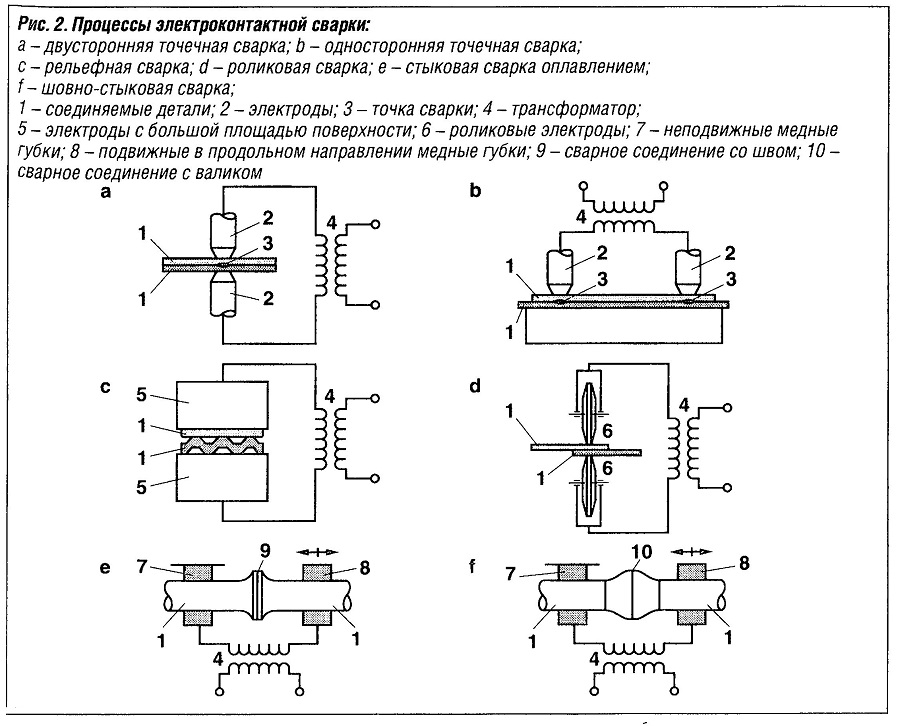
- поз. (а) — двустороннюю точечную сварку, при которой обе детали (1 и2 на схеме а) прижаты между вертикальными электродами;
- поз. (б) – одностороннюю точечную сварку, характеризующуюся фиксацией обоих электродов на верхней детали 3, уложенной поверх детали 4. Медная подкладка 5 предусмотрена для увеличения силы тока, нагревающего зону контакта.
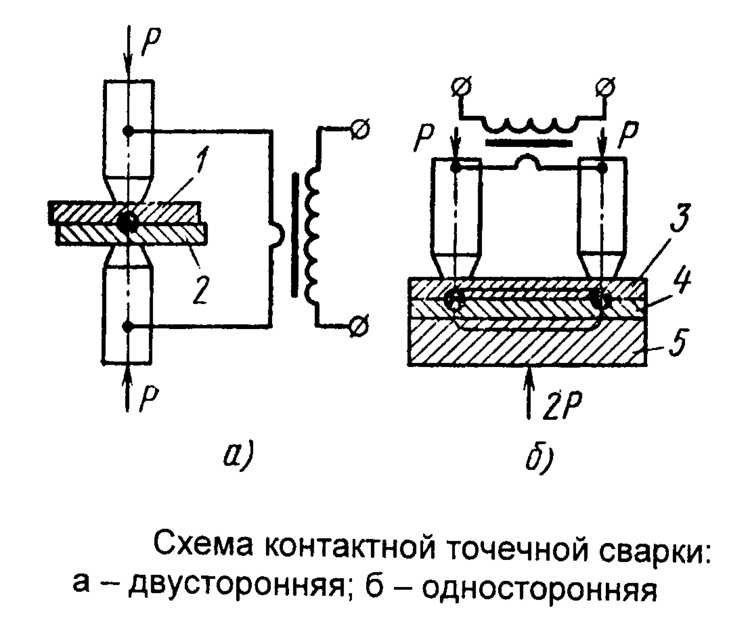
Схемы односторонней и двусторонней точечной КС.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений
Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Достоинства и недостатки
Точечная сварка проволоки имеет положительные и отрицательные качества, которые обязательно нужно рассмотреть, перед тем как приступать к работам. От них будут зависеть прочностные характеристики сварного соединения.
К преимуществам сварочной технологии можно отнести:
- Для проведения работ не потребуется применять электроды, проволоку и флюсы. Это сэкономит не только время, но и деньги.
- Сварной шов получается ровным и прочным.
- Деформация незначительная, она может наблюдаться только в местах точек.
- Простое и легкое проведение. Контактная точечная сварка может с легкостью проводиться своими руками.
- При помощи данного метода сваривания можно соединять как толстые, та и ультратонкие детали.
- Возможность автоматизации и роботизации сварочного процесса.
- Высокая культура производства.
- При проведении сварочных работ наблюдается высокая экологичность. Это значит, что данная технология не оказывает негативного влияния на состояние здоровья.
- Высокая производительность. Точечная технология способна выполнять большой объем работ, за минуту она формирует до нескольких сотен сварных точек.
Автоматическая и ручная точечная сварка имеет негативные качества, но по сравнению с достоинствами их не так много и они незначительные. К недостаткам данной технологии можно отнести:
- точечное сваривание подходит только для соединения внахлест тонких листовых стальных изделий и стержневых материалов;
- готовые соединения имеют низкую герметичность в отличие от швов, которые производятся при помощи сварки с использованием электродов;
- сложное диагностирование сварного соединения;
- высокие требования к чистоте металла при сварке;
- для работы с оборудованием необходимо иметь опыт, требуется уметь правильно его настраивать.
Некоторые характеристики
Исходя из названия, можно предположить, что при точечной сварке материал скрепляется между собой сразу в нескольких отдельных точках. Большое влияние на прочность самого соединения оказывает сразу несколько факторов.
Определяющими факторами в этом случае являются размеры и непосредственно структура самой точки. Кроме этого, большое значение играет материал электродов, параметры тока, а также передаваемое усилие сжатия.

Существуют различные режимы точечной сварки, которые позволяют выполнять необходимые работы, исходя из поставленных задач.
На сегодняшний день контактная точечная сварка постоянно совершенствуется и видоизменяется, что делает ее перспективным методом, позволяющим эффективно соединять между собой заготовки из стали, меди и других металлов.
Аппарат точечной сварки представляет собой своеобразный сварочный станок, который оснащен инвертором, в его состав обязательно входит трансформатор, а также специальные клещи.
На промышленных предприятиях, как правило, используют автоматические устройства, в быту пользуются полуавтоматом.
Характерной особенностью данного вида сварки полуавтоматом является то, что при помощи него можно сваривать как листы стали и меди, так и нержавейки. Не играют роли размеры и толщина заготовок, а также их предназначение.
Если используется лазерная сварка, то удается добиться максимальной прочности и точности соединений.
В настоящее время лазерная сварка широко используется в самолетостроении, автомобильной промышленности, кораблестроении для сварки стали, меди, нержавейки и многих других металлов.
В условиях небольших мастерских пользуются полуавтоматом, который обязательно имеет трансформатор и отвечает стандартом ГОСТ.
В промышленных целях в большинстве случаев применяется машина контактной точечной сварки, в состав которой также входит трансформатор, а также конденсаторная установка, по стандартам ГОСТ.
Несмотря на некоторые различия сварки полуавтоматом, схема и принцип точечной сварки всегда одинаковы. Электроды для точечной сварки производят преимущественно из бронзы с небольшим добавлением кадмия или хрома.

![Точечная сварка [аппараты, методы, советы]](https://molibden-wolfram.ru/wp-content/uploads/2/d/4/2d4f55b2dbd5319e8453160d14e0b5b4.jpeg)

Сам процесс точечной сварки можно увидеть на видео, которое размещено ниже.
Видео:
https://youtube.com/watch?v=LXNJD8gBsig
Требуемое оборудование и электроды
Точечные сварочные агрегаты подразделяют на 2 группы:
- стационарные;
- переносные.
Агрегаты переносного типа отличаются небольшими габаритами и малым весом. Их чаще используют для возведения крупногабаритных металлоконструкций и кузовного ремонта. С помощью такой сварки можно соединять детали толщиной до 5 мм.
Стационарное оборудование используется на производственных предприятиях для изготовления металлических изделий, которые мастер может держать в руках. При серийном производстве с их помощью быстро создаются однотипные соединения. Такие установки достаточно тяжелые и занимают много места, но наличие мощного источника питания позволяет спаивать заготовки толщиной до 8 мм.

Выполнение работ по сварке всегда начинается с подготовки оборудования.
Характеристика используемых электродов для сварных точечных соединений:
- повышенная температурная стойкость – более 600º;
- высокая плотность материала, позволяющая удерживать форму при сжатиях до 6 кг/мм²;
- повышенная электро- и теплопроводность без потери импульсного тока.
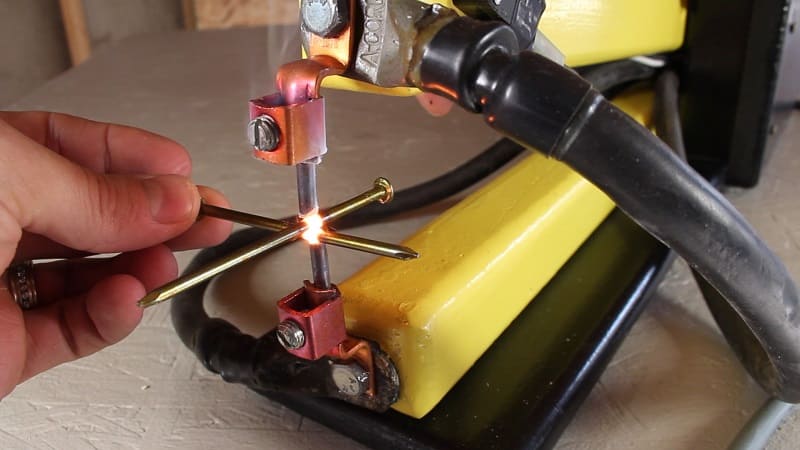
Сварка мелких деталей
Иногда бывает проблематично крепить небольшие контакты: обычный паяльник для этого не подходит, соединение, полученное методом лужения очень хрупкое, не выносит больших динамических нагрузок.

Источник тока фиксируется на диэлектрической основе, это может быть:
- дерево;
- фанера;
- негорючий пластик;
- текстолит.

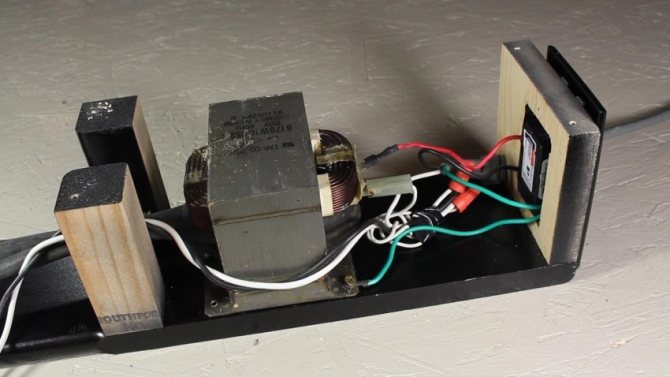
В качестве выпрямителя тока подойдет трансформатор из микроволновой печи или готовый TR1. Если используется трансформатор из микроволновой печи, в качестве дополнительной обмотки используют провод с сечением не меньше 8 мм2 в прочной термостойкой оплетке.

При подборе электродов важно соизмерять их толщину с размерами провода. Д Концы электродов затачивают до нужного размера
Чем меньше площадь касания, тем прочнее соединение.
Ремонт компьютера своими руками — практические рекомендации и диагностика основных типов неисправностей (90 фото)
Станок по дереву своими руками — советы по постройке простого токарного станка и станков с ЧПУ (110 фото и видео)
- Столешница своими руками: инструкция по изготовлению самодельной столешницы для кухни из дерева и камня (125 фото)
В качестве электрода для точечной сварки используют:
- жала паяльников;
- латунный сплошной прокат (прутки, шестигранники, капиллярную трубку);
- стержни из хромокадмиевой бронзы.

ГОСТы: сварочное оборудование
| Номер ГОСТ | Наименование |
|---|---|
| ГОСТ Р МЭК 60974-1-2012 | Оборудование для дуговой сварки. Часть 1. Источники сварочного тока. |
| ГОСТ IEC 60974-2-2014 | Оборудование для дуговой сварки. Часть 2. Системы жидкостного охлаждения. |
| ГОСТ IEC 60974-3-2014 | Оборудование для дуговой сварки. Часть 3. Устройства зажигания и стабилизации дуги. |
| ГОСТ Р МЭК 60974-4-2014 | Оборудование для дуговой сварки. Часть 4. Периодическая проверка и испытание |
| ГОСТ IEC 60974-5-2014 | Оборудование для дуговой сварки. Часть 5. Механизм подачи проволоки |
| ГОСТ IEC 60974-7-2015 | Оборудование для дуговой сварки. Часть 7. Горелки |
| ГОСТ IEC 60974-8-2014 | Оборудование для дуговой сварки. Часть 8. Пульты подачи газа для сварочных систем и систем плазменной резки |
| ГОСТ Р МЭК 60974-9-2014 | Оборудование для дуговой сварки. Часть 9. Монтаж и эксплуатация |
| ГОСТ IEC 60974-10-2017 | Оборудование для дуговой сварки. Часть 10. Требования электромагнитной совместимости (ЭМС) |
| ГОСТ IEC 60974-11-2014 | Оборудование для дуговой сварки. Часть 11. Электрододержатели |
| ГОСТ IEC 60974-12-2014 | Оборудование для дуговой сварки. Часть 12. Соединительные устройства для сварочных кабелей |


- ГОСТ 4.140-85 Система показателей качества продукции.
Оборудование электросварочное.
Номенклатура показателей. - ГОСТ 95-77 Трансформаторы однофазные
однопостовые
для ручной дуговой сварки. Общие технические условия. - ГОСТ 7012-77 Трансформаторы однофазные однопостовые
для автоматической дуговой сварки под флюсом. Общие технические условия. - ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом.
Общие технические условия. - ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки.
Основные размеры. - ГОСТ 304-82 Генераторы сварочные. Общие технические условия.
- ГОСТ 2402-82 Агрегаты сварочные с двигателями внутреннего сгорания.
Общие технические условия. - ГОСТ 7237-82 Преобразователи сварочные.
Общие технические условия. - ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом.
Общие технические условия. - ГОСТ 24376-91 Инверторы полупроводниковые. Общие технические условия.
- ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия.
- ГОСТ 22990-78 Машины контактные. Термины и определения.
- ГОСТ 297-80 Машины контактные. Общие технические условия.
- ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры.
- ГОСТ 25444-90 Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры.
- ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки.
Ряды параметров. - ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств.
- ГОСТ Р 50664-94 Аппараты ультразвуковые технологические.
Рабочие частоты. - ГОСТ Р 51526-99 Совместимость
технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний. - ГОСТ Р 51526-2012 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Часть 10. Требования и методы испытаний.
- ГОСТ Р 55139-2012 Совместимость технических средств электромагнитная. Оборудование для контактной сварки. Часть 2. Требования и методы испытаний.
- ГОСТ 13821-77 Выпрямители однопостовые с падающими внешними
характеристиками для дуговой сварки. Общие технические условия. - ГОСТ IEC 60245-6-2011 Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки.
- ГОСТ Р 55554-2013 Электродержатели для подводной сварки и резки. Общие технические условия.
- ГОСТ Р 55738-2013 Шпильки и керамические кольца для сварки.
ГОСТы: процессы сваркиГОСТы: сварные соединения. Типы, конструктивные элементы и размерыГОСТы: сварочные расходуемые материалыГОСТы: сварочное оборудованиеГОСТы: механическое сварочное оборудованиеГОСТы: безопасность труда, требования безопасности к сварочному оборудованиюГОСТы: неразрушающие методы контроля сварных соединений, качество сваркиГОСТы: методы химического анализа сварочных материаловГОСТы: газовая сварка и резка металлов
.
Технология процесса
Перед каждой операцией нужно тщательно очищать поверхность от грязи, ржавчины и прочих элементов. Если этого не сделать, велика вероятность получить хрупкое соединение. Затем оба предмета плотно соединяются плоскостями, и зажимаются между двух электродов. После через них пропускается электричество, которое и соединит предметы в данном месте.
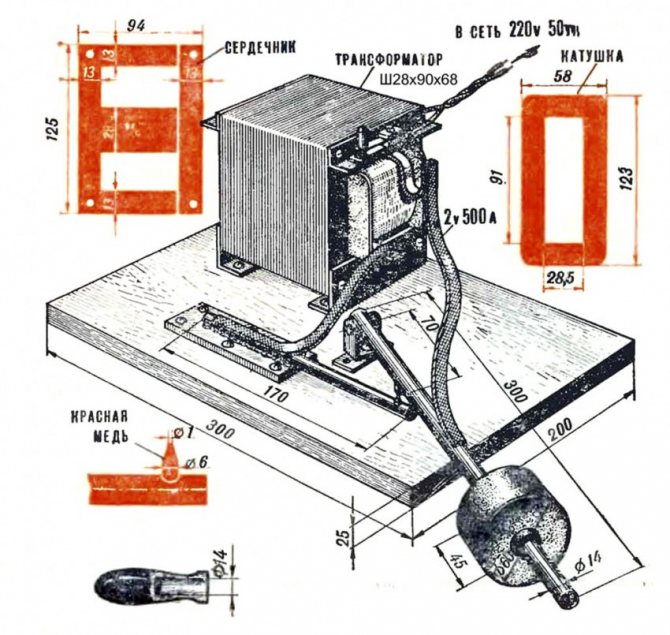
Покупка такого оборудования обойдётся дорого, но любой желающий может сконструировать его из подручных средств. Схема простой точечной сварки будет отличным выбором, чтобы провести эксперимент и понять все тонкости сборки. Также агрегат легко создать из бытовых приборов, которые пришли в негодность. Например, контактная сварка своими руками часто делается из испорченных СВЧ печек.
Процесс точечной сварки
Самодельные устройства
Есть несколько способов смастерить своими руками аппарат для конденсаторной сварки. Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
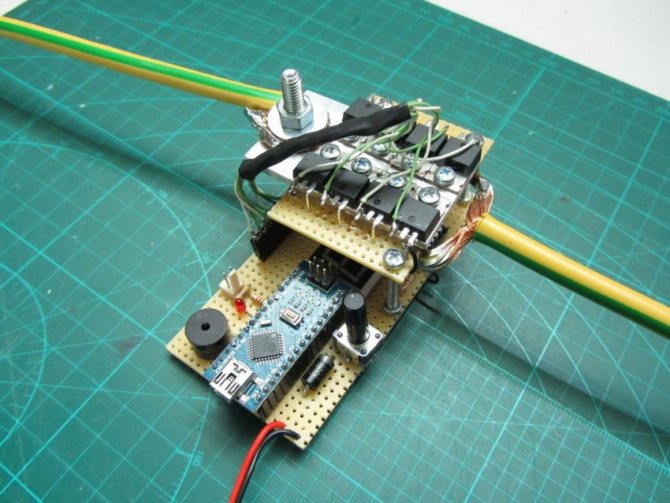
Простой вариант
Самая простая конструкция применяется только для соединения деталей толщиной до 0,5 миллиметра. Во всех остальных случаях установка не сможет качественно справиться со своей задачей. Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Вам это будет интересно Все о свободной энергии
Особенности процесса изготовления аппарата:
- За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
- Один из её концов должен проходить через диагональ преобразователя в виде диодного моста, а другой — через тиристор, управляемый кнопкой пуска.
- Для вырабатывания необходимого импульса следует применять конденсатор ёмкостью от 1 до 2 тыс. микрофарад.
- Его обмотку (300 витков) лучше всего делать из ПЭВ провода с сечением не более 0,8 миллиметров.
- Вторичную обмотку (10 витков) следует изготавливать из медной шины.
- В качестве прибора управления может служить тиристор ПТЛ-50 или КУ200.
Сложная конструкция
Для изготовления более многофункционального прибора понадобится больше материалов и времени. Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Нюансы создания аппарата своими руками:
- В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
- В главной цепи входного трансформатора встраивается реле. С его помощью можно настроить скорость и интервал срабатывания установки.
- Необходимая для импульса энергия накапливается в электролитических конденсаторах, которые объединены в общую батарею при помощи параллельного соединения.
- Первичная обмотка трансформатора выполняется из провода сечением не более полутора миллиметров, а вторичная — из медной шины.
Порядок действий:
- После включения устройства срабатывает реле.
- С его помощью активируются контакты тиристоров, и включается трансформатор.
- Как только конденсатор будет полностью разряжен, происходит отключение аппарата.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала. В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.



Нюансы сварки для литиевых аккумуляторов
Нередко мастера сталкиваются с необходимостью прикрепления к литиево-ионным аккумуляторным батареям тонкой стальной пластины. А для аккумуляторов 18650 страшны повышенные температуры.


Базовые части точечной сварки для аккумуляторов своими руками:
- модифицированный трансформатор от микроволновой печи;
- плата управления первичной обмоткой;
- вспомогательный блок питания;
- входящая схема с предохранителем;
- микровыключатель;
- провода вторичной обмотки с электродами, выполненными из жал электрического паяльника.
Теперь разберём, как сделать точечную сварку своими руками для литиевых аккумуляторов:
- Запасясь необходимыми комплектующими, выведите ручки, регулирующие время импульса и мощность самого сварочного аппарата, на корпус.
- Установите выключатель от старой микроволновой печи.
- Возьмите стальную пластину и литиевую батарею. Выставите время электроимпульса на 8-11 мкс.
- Установите пластину на аккумулятор, сверху разместите контакты. Устройство готово!

Преимущества точечной сварки
Отличительными характеристиками контактной сварки являются:
- Бережное и аккуратное соединение деталей, смежных поверхностей, стыков.
- Отсутствие значительного повышения температуры при подаче электрического разряда. В данном моменте имеет значение площадь соединяющих дуг и контактов, через которые подается электрический ток.
- Удобство проведения ремонтных работ. Сама конструкция аппарата (классический вариант) предусматривает возможность захвата и удерживания деталей, поверхностей или металлических листов.
- Благодаря особой конструкции сварочный аппарат подобного типа позволяет соединять места сгибов, стыков, труднодоступных мест.
- Все скрепленные локусы отличаются особой прочностью стыков.
- Точечная сварка, изготовленная своими руками, часто используется для сварки автомобиля, деталей, ремонта днища и кузова.

К практическим плюсам самодельных сварочных установок следует отнести низкие финансовые затраты, возможность моделировать конструкцию агрегата (например, удерживающую ручку или захваты-щипцы для деталей), возможность воспользоваться готовыми проектами сборки микросварки своими руками.

Принцип работы оборудования
Для проведения контактного сваривания могут применяться разные аппараты. В зависимости от условий оборудование может быть подвесным, стационарным или переносным. Часто приборы имеют узкую специализацию, но в продаже встречаются универсальные устройства.

Контактная сварка нержавеющей стали и других видов металла требует от сварщика определенной подготовки, специальных навыков, поэтому ее часто используют на производствах. Особой популярностью пользуется электросварка, а вот ручные методы применяются намного реже, данные аппараты обычно встречаются в автомастерских и на строительных площадках.
Стоит отметить! Каждый сварщик обязательно должен знать какое действие электрического тока используется при контактной сварке. Как было указано выше, оно не должно быть меньше 1000 Ампер, желательно больше. Этот показатель обеспечивает высокую скорость и производительность сварочного процесса.
Устройство контактной сварки состоит из следующих важных компонентов:
- Механические элементы. Они помимо электродов включают компоненты для сжатия свариваемых частей, роликов. На стационарных приборах для создания требуемого давления, проката металлических заготовок применяется гидравлика.
- В основе электрической части лежит трансформатор сварочного типа. Также в ее состав входят прерыватели цепи и другие необходимые компоненты, которые подают ток к сварной зоне, создают требуемое напряжение в режиме переменного или постоянного тока.
- В сложном оборудовании предусмотрено много электроники, которая позволяет применять разные режимы контактной технологии. Также при помощи него можно регулировать ток контактной сварки и другие важные операции.
Расходные материалы
Наибольшему износу в сварочных аппаратах подвергаются электроды, которые постоянно испытывают механические и термические нагрузки. Изготавливаются они из чистой меди, либо из медных сплавов с алюминием, цинком, кадмием и другими металлами, повышающими прочность и упругость изделия. Подобные сплавы делятся на несколько типов:
- Для работы при высокой температуре (около 500 градусов по Цельсию) и непрерывной подаче тока – такие электроды изготавливают из бронзы с добавлением никеля, кремния, циркония или хрома;
- Для работы при температуре до 300 градусов, сварки цветных сплавов, низколегированных сталей применяются сплавы МС (легированные серебром) и МК;
- Для работы при малых (до 200 градусов по Цельсию) температурах подходят сплавы бронзы с хромом и кадмием.
Быстрее всего изнашиваются электроды конической и цилиндрической формы, медленнее всего – плоские и широкие, применяемые в машинах для рельефной сварки.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.





