Среднее арифметическое отклонение профиля
Для обозначения на чертеже, среднего арифметического отклонения профиля шероховатости, используется параметр «Ra» измеряемый в микрометрах.
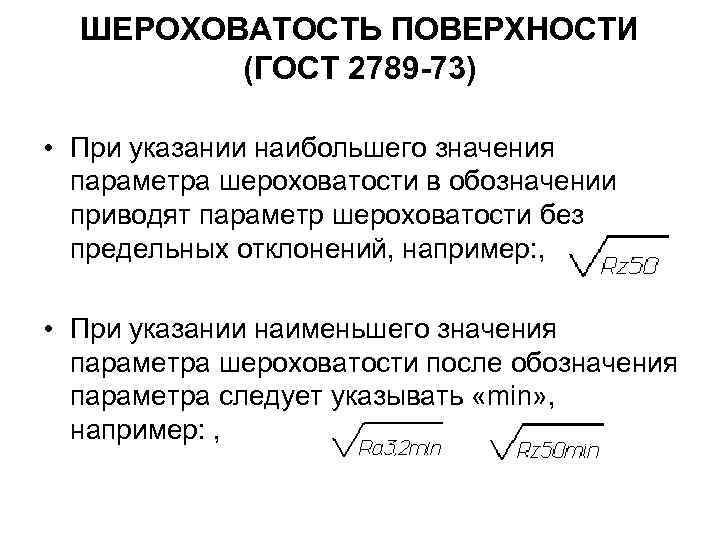
При указании шероховатости, на графическом документе, около специального знака указывается её величина.
| Среднее арифметическое отклонение профиля Ra, мкм | |||
| 100 | 8,0 | 0,63 | 0,050 |
| 80 | 6,3 | 0,50 | 0,040 |
| 63 | 5,0 | 0,40 | 0,032 |
| 50 | 4,0 | 0,32 | 0,025 |
| 40 | 3,2 | 0,25 | 0,020 |
| 32 | 2,5 | 0,20 | 0,016 |
| 25 | 2,0 | 0,160 | 0,012 |
| 20 | 1,60 | 0,125 | 0,010 |
| 16,0 | 1,25 | 0,100 | 0,008 |
| 12,5 | 1,00 | 0,080 | |
| 10,0 | 0,80 | 0,063 |
Обозначение среднего арифметического отклонения профиля считается наиболее предпочтительным.
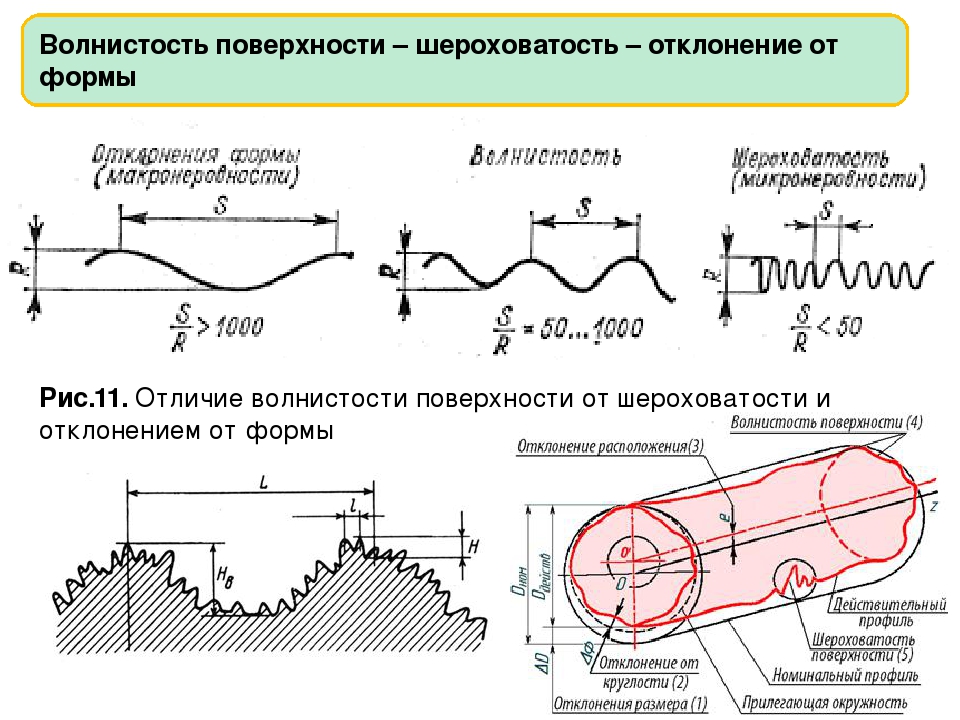
Шероховатость поверхности представляет собой одну из основных геометрических характеристик определяющих качество поверхности изделий и оказывающую влияние на эксплуатационные показатели. В процессе работы машин или приборов, внешним воздействиям окружающей среды, в пер¬вую очередь, подвергаются детали, из которых они состоят. Износ поверхностей подвергающихся трению, появление трещин из-за усталости материала, смятие рабочих поверхностей деталей, коррозионное и эрозионное воздействие, разрушение вследствие кавитации и пр.– все эти процессы, протекают на поверхностях деталей. Известно, что придание поверхностям деталей надлежащих свойств, способствует значительному повышению показателей качества эксплуатируемых машин в целом и в первую очередь показателей их надежности.
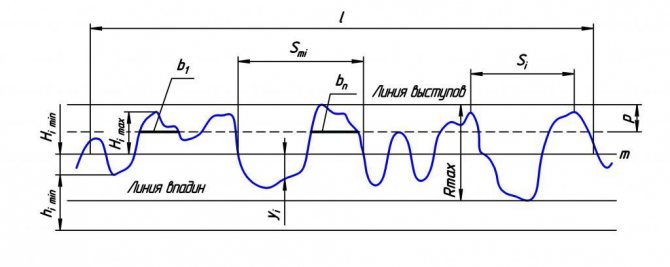
Шероховатость участка поверхности оценивается по неровностям профиля, получаемого методом сечения реальной поверхности геометрической плоскостью. Для отделения шероховатости неровностей поверхности от других рельефных участков с относительно крупным шагом, ее рассматривают в пределах отдельного сегмента, длину которого называют базовой длиной.
Для оценки шероховатости поверхностей используется параметры измерения, которые указывают на стандартные величины находящиеся в пределах допустимых значений. Параметры «Ra», представляют собой среднюю высоту неровностей профиля, которая измеряется в микрометрах.
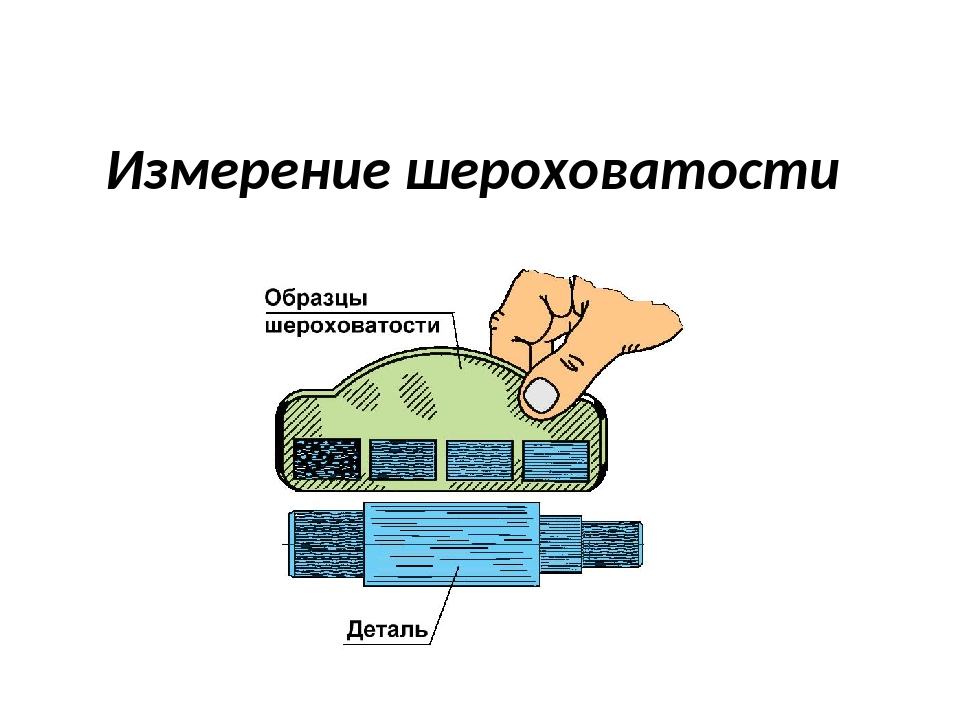
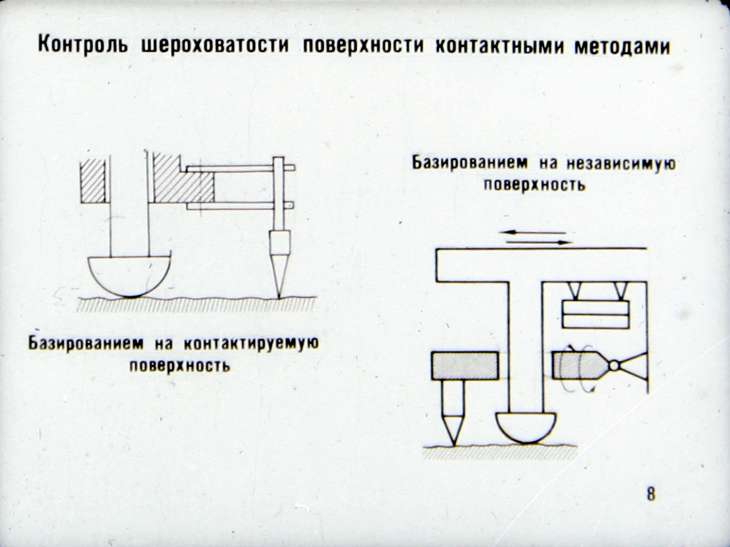
При контроле и измерении величин шероховатости поверхностей используют метод визуальной оценки, контактным и бесконтактным способом. Измерения производятся методом светового сечения, теневой проекцией, интерференционным и растровым способом. В отдельных случаях, когда не представляется возможным напрямую измерить шероховатость поверхности, с выбранной поверхности снимают слепок и измеряют величину шероховатости по слепку.
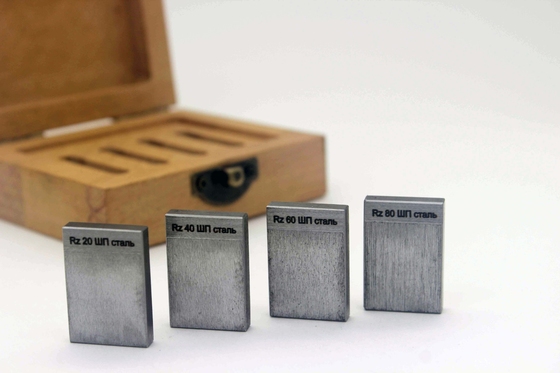
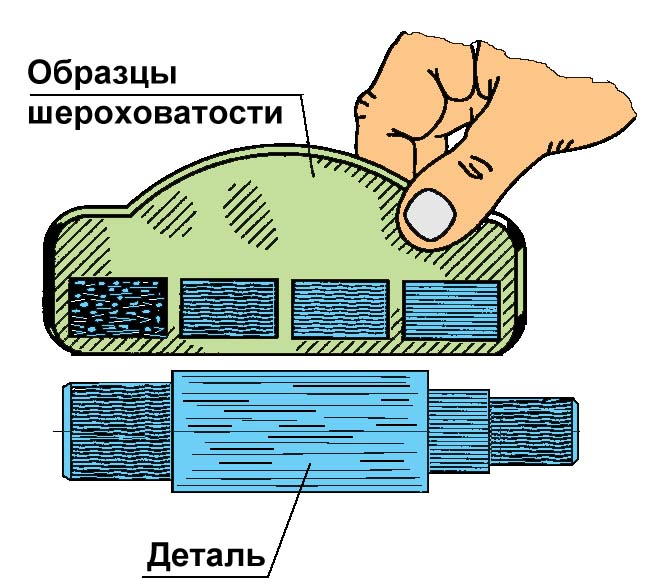
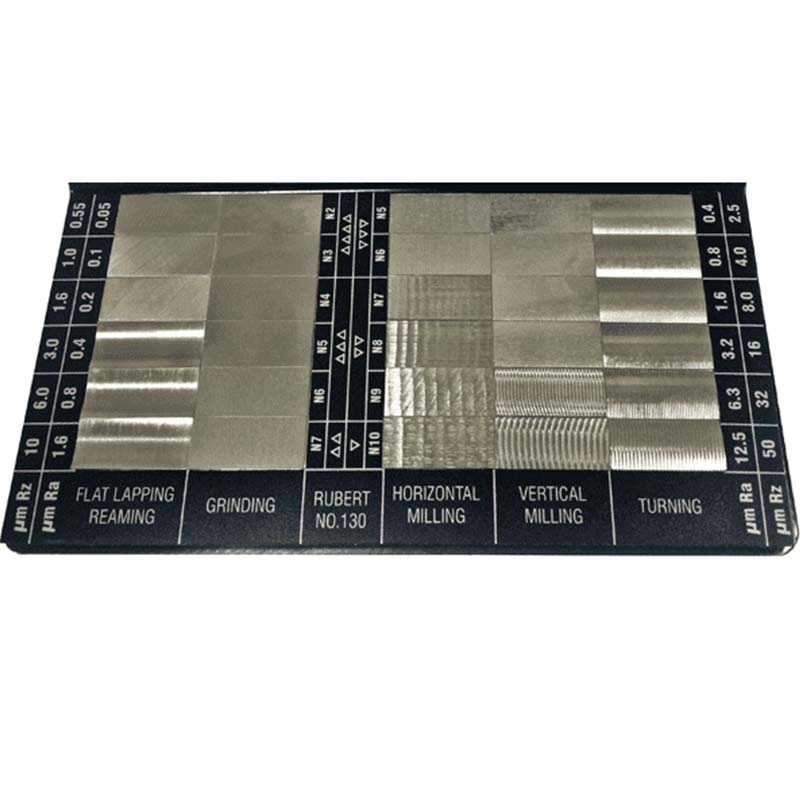
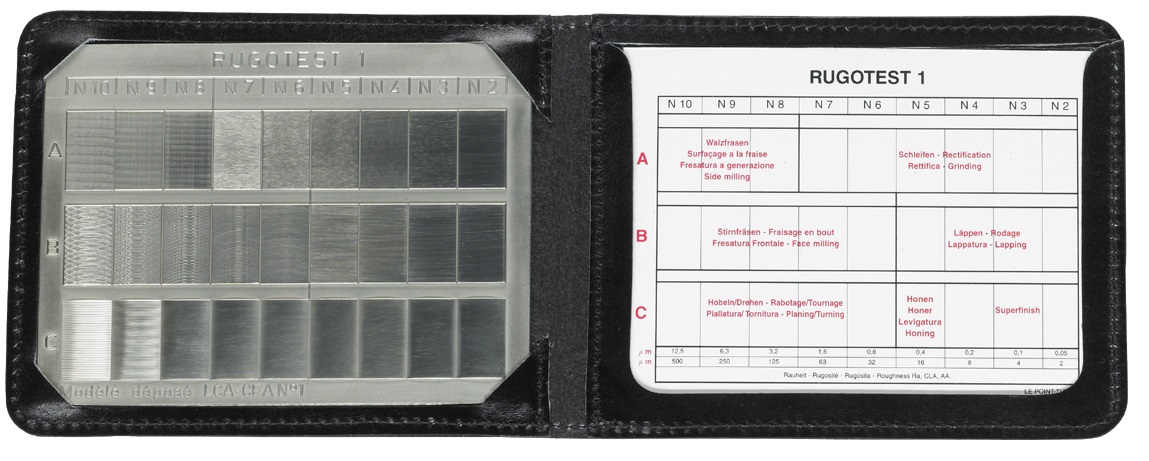
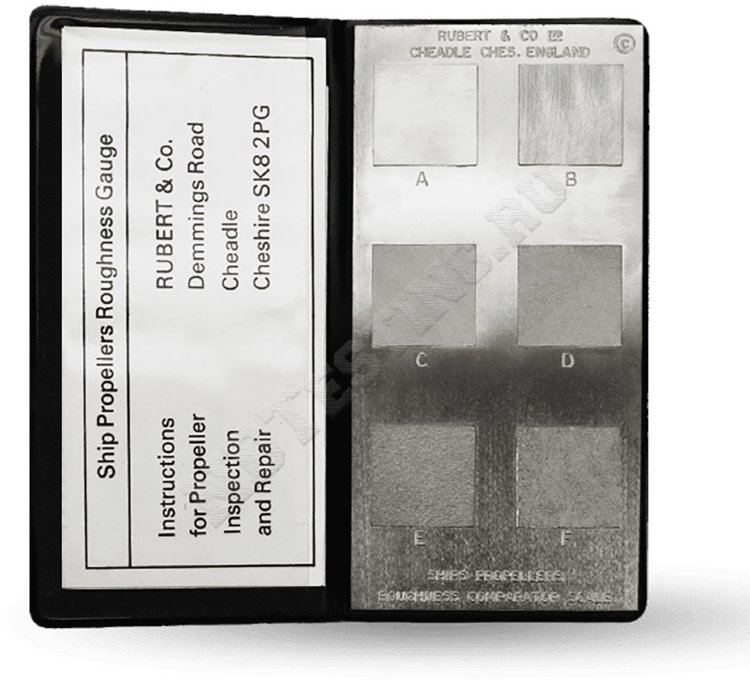
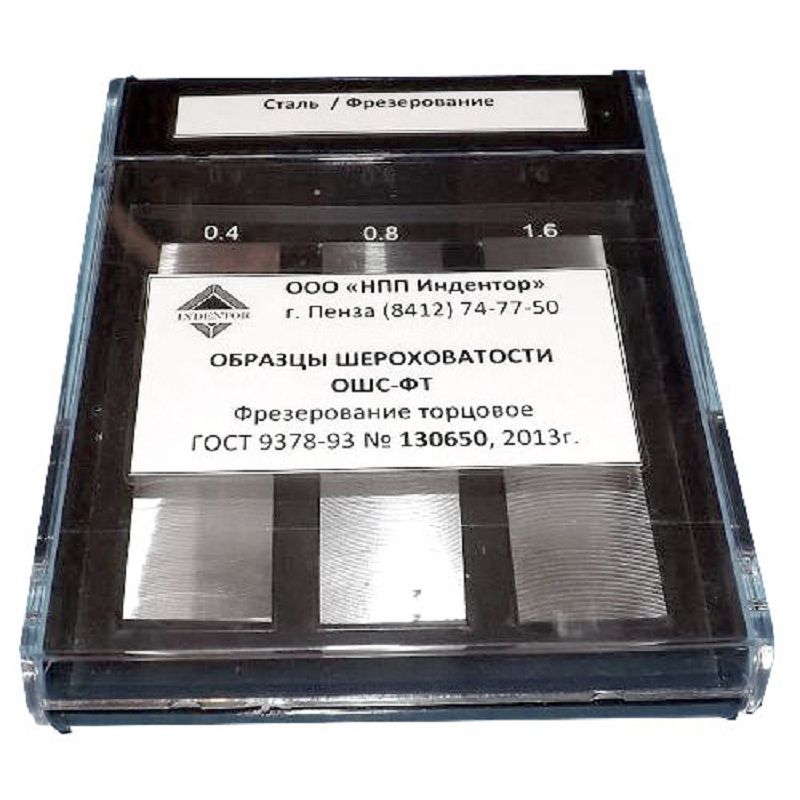
При визуальной оценке проверяемую поверхность сравнивают с образцами шероховатости поверхности, которые выпускают в виде специальных эталонов. Образцы шероховатости могут быть плоской или цилиндрической формы. На каждом образце изображают номинальное значение параметра «Ra» в микрометрах. По требованию заказчика рядом с параметром «Ra» может быть дополнительно нанесено значение параметра «Rz» как справочное. Образцы шероховатости укомплектовываются в наборы, а так же изготовляются отдельными образцами по способам обработки и материалам, из которых они изготовлены.
Оценка шероховатости поверхностей детали, методом сравнения с образцом, дает удовлетворительные результаты, начиная примерно от Ra = 0,6 — 0,8 мкм и далее. Точность визуального измерения шероховатости может быть повышена в случае применения оптических средств увеличения.
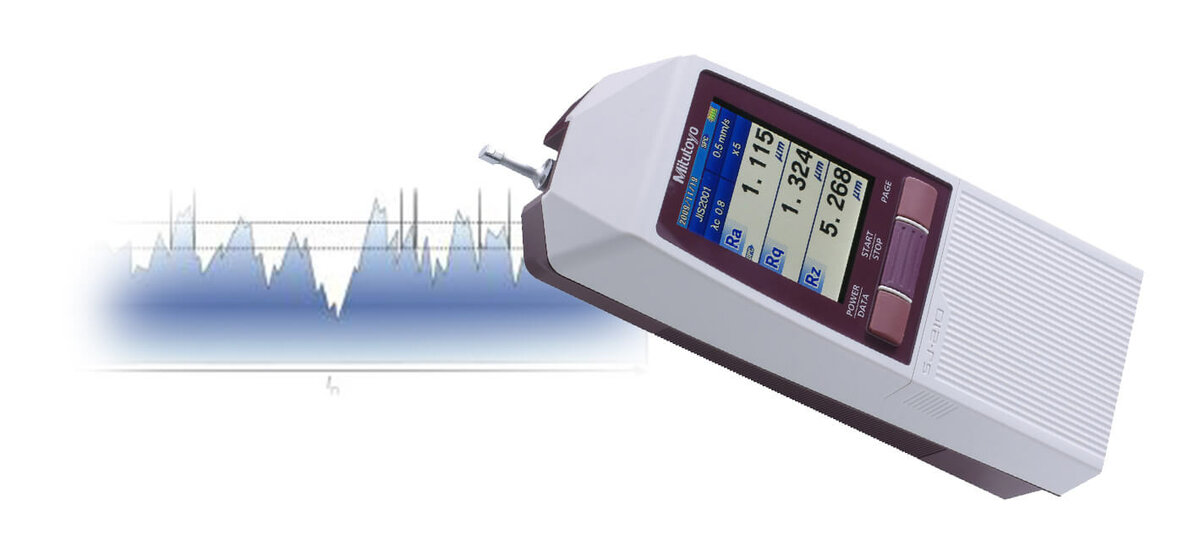
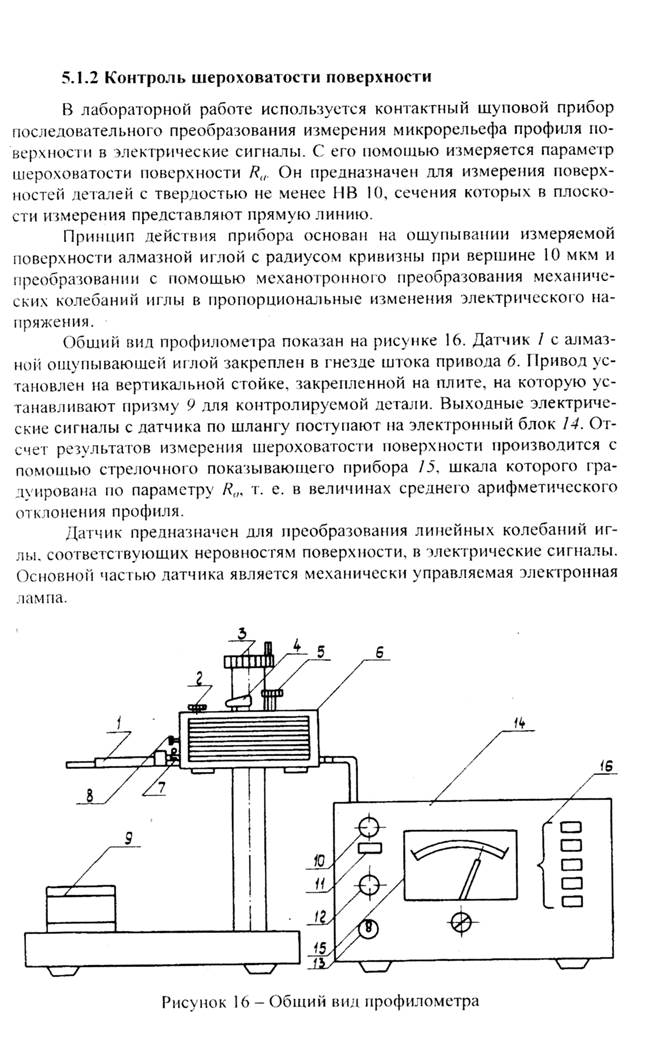
Измерение шероховатости не визуальным способом производится специальными приборами одним, из которых является профилометр. Эти приборы предназначены для фиксации параметров шероховатости участка детали. Профилометры измеряют состояние поверхности контактным методом с помощью специального алмазного щупа.
В технике профилометры главным образом предназначены для измерений в условиях лабораторий, машиностроительных, приборостроительных и других.
Методы и средства оценки показателя
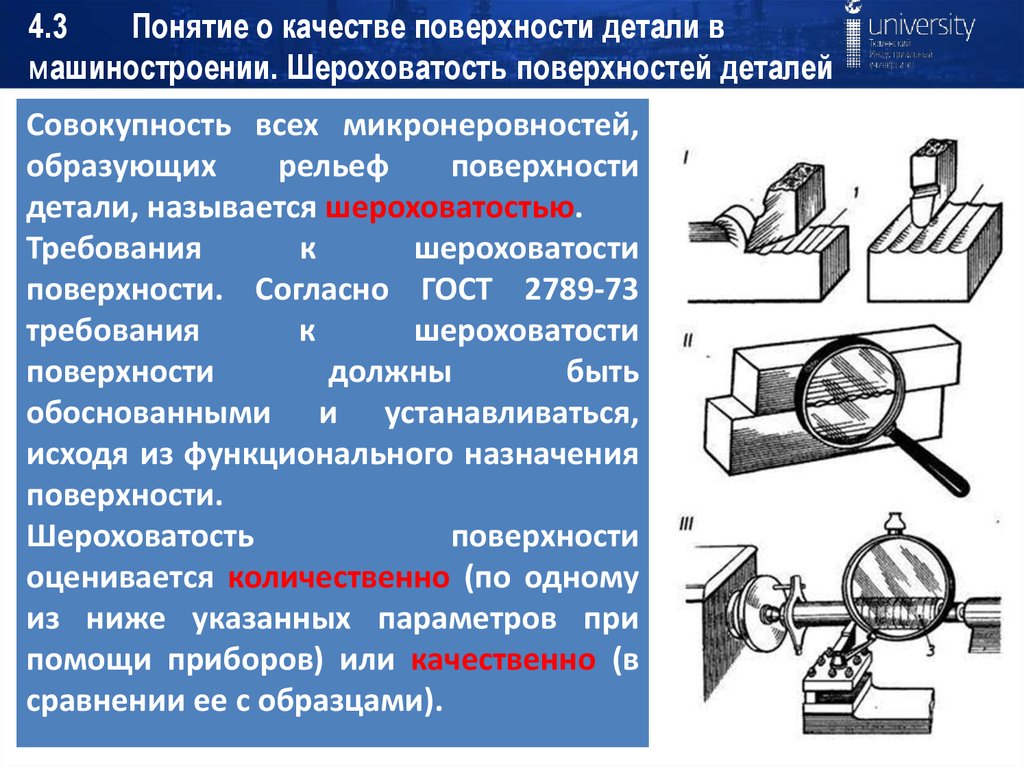
Поверхность может иметь самые различные показатели, шероховатость один из наиболее сложных в измерении. Оценивать поверхность, а точнее, рассматриваемый показатель можно двумя наиболее распространенными методами, которые получили название качественный и количественный.
Особенностями качественного метода определения рассматриваемого показателя можно назвать нижеприведенные моменты:
- Визуальный осмотр проводится при наличии эталона. Подобный способ применяется на протяжении многих лет, но сегодня из-за невысокой эффективности встречается крайне редко.
- Поверхность может проверяться при использовании микроскоп или просто визуально. Специалист с высокой вероятностью может на ощупь определить то, к какому классу можно отнести поверхность.
Применение метода визуального осмотра возможно только в случае, есть тонкость обработки поверхности невысока. Контроль рассматриваемым методом определяет использование эталонов, которые должны иметь соответствующую шероховатость. Контролировать показатель можно только в том случае, если эталон изготовлен из того же материала, что и контролируемой детали. При недостаточной эффективности метода контроля при визуальном осмотре используются специальные микроскопы. Но зачастую визуального контроля недостаточно





Контролировать шероховатость можно и количественным методом. Он основан измерение параметра при помощи профилометра и профилографа. Контролировать параметры в данном случае приходится при контакте инструмента с поверхностью.
Профилографы – контактный инструмент, при помощи которого проводится измерение рассматриваемого показателя. Данная методика основана на измерении показателя путем получения изображения микронеровностей профиля. После получения изображения при измерении проводятся определенные расчеты.
Оценка этим прибором проводится следующим образом:
- Он контактный, поверхность ощупывается при помощи алмазной иглы.
- Этот прибор может относиться к оптико-механической группе оборудования. Подобные методики позволяют получить фотографию: деталь ощупывается и изображение наносится на ленту в увеличенном виде. При контактной методике проверка позволяет определить от 4-го до 11-го класс. Проверить подобным способом можно металл и другие материалы.

Профилометры: виды и применение
Профилометры – методика, предусматривающая использование инструмента, который не предусматривает получение изображений. Контактный метод позволяет провести точные расчеты для получения нужного результата. Этот инструмент может относиться к контактной группе, имеет следующие особенности:
- Относится оборудование к рассматриваемой группе по причине проверки путем ощупывания поверхности иглой.
- Оценка проводится за счет перемещения иглы вдоль своей оси. При этом оценивается частота и амплитуда колебания. Их определение позволяет определить класс шероховатости.
- Прибор относится к электрическим системам, имеет специальные датчики и процессор для обработки полученной информации. В данном случае для определения Ra или Rz не нужно проводить сложные расчеты. Способ подходит для случая, когда высота микронеровностей находится в пределе от 0,03 до 12 мкм. Можно проверять этим устройство металлы и другие материалы. Определять рассматриваемый показатель данным способом решил В.М. Киселев, который разработал это средство.
Есть довольно много методов определения степени шероховатости. Некоторые средства и методы уже практически не применяются по причине появления более современных инструментов, которые позволяют повысить точность изменения и снизить вероятность ошибки. Некоторое оборудование относится к контактному типу, другие к оптическому и смешанному типу. Выбор зависит от того, насколько высока должна быть точность проведенных измерений.
Методы и приборы для измерения шероховатости
Существуют два основных метода, позволяющих определить шероховатость поверхности изделия — оптический и механический.
Механический метод (щуповой) основан на работе специального прибора профилометра. Это достаточно дорогое и хрубкое устройство. Одно из его недостатков – это непосредственный контакт с поверхностью. Это может привести к появлению царапин на поверхности исследуемой детали, а в результате прибор может неточно оценить наличие шероховатостей.
Оптический метод позволяет исследовать поверхность бесконтактным способом. Такие устройства считывают информацию о наличии шероховатости благодаря отражению света от поверхности детали. При чем, считанная информация автоматически обрабатывается с помощью компьютера. Реализация оптических методов не требует больших финансовых вложений, высокой точности, каких-либо сложных оптических или механических устройств. Обработка данных компьютером существенно ускоряет процесс, поэтому оптические методы измерения шероховатости могут быть применены в условиях непрерывного производства.
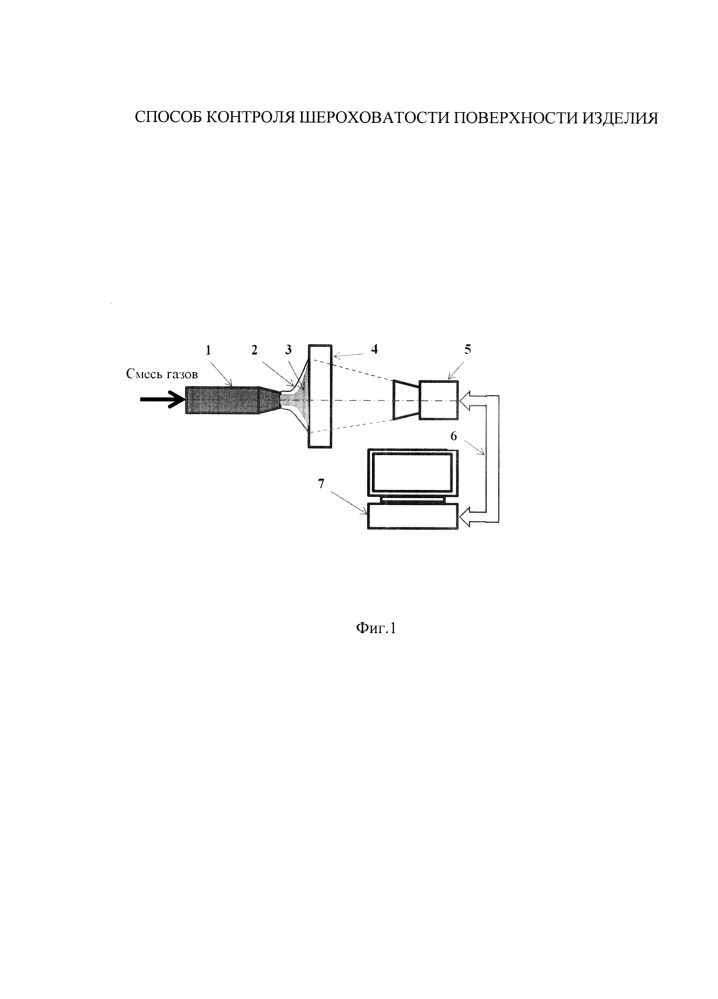
Ниже представлена работа двух приборов, использующих оптические методы для измерения шероховатости:
- Принцип работы прибора I
Это устройство использует в своей работе метод микроинтерференции. При измерении на шероховатой структуре поверхности образуются помехи. Направление шероховатых участков совпадает с направлением помех. Если диапазон частот этих помех совпадает с частотой встречаемости шероховатостей, свет отражается от неровностей, показывая минимальную и максимальную интенсивность. Благодаря изменению диапазона частоты помех и синхронного измерения интенсивности светового отражения от неровной поверхности можно получить интерференционную картину шероховатости, ориентируясь на максимальную или минимальную интенсивность светового отражения.
- Принцип работы прибора II
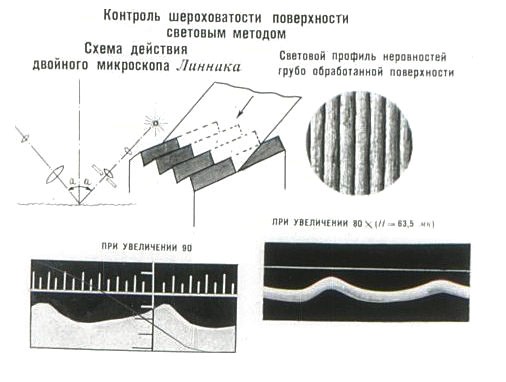
Это устройство использует в своей работе метод светового сечения. Световой луч из точечного источника скользит по неровной поверхности и отражается от нее. С помощью отраженного светового луча можно определить размер и распространение неровностей. Для определения размера шероховатостей необходимо сравнить интенсивность светового отражения в зеркальном и любом другом направлениях.
Таблица шероховатости
Исходная шероховатость является следствием технологической обработки поверхности материала. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.





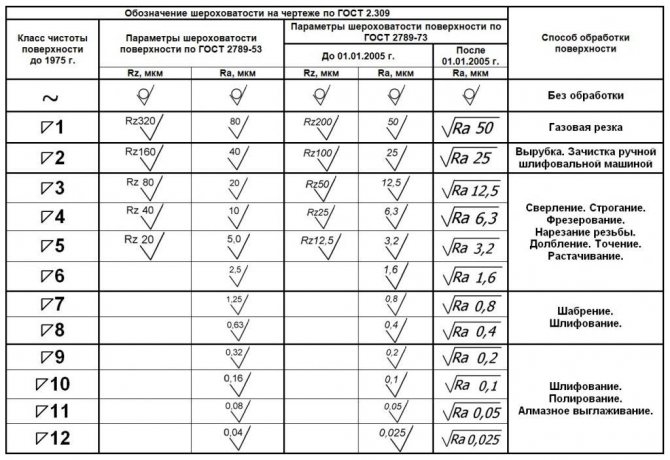
| Класс | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| В ячейках сверху указаны классы шероховатости для сопоставления с новым стандартом | ||||||||||||||
| Ra | 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.08 | 0.025 | 0.01 |
| Rz | 400 | 200 | 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.05 |
| Пескоструйная обработка | Rz400 | |||||||||||||
| Ковка в штампах | Rz400 | Rz200 | Rz100 | |||||||||||
| Отпиливание | Rz400 | |||||||||||||
| Сверление | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование черновое | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование чистовое | Rz50 | Rz25 | 3.2 | 1.6 | ||||||||||
| Развертывание нормальное | 3.2 | 1.6 | 0.8 | |||||||||||
| Развертывание точное | 1.6 | 0.8 | 0.4 | |||||||||||
| Развертывание тонкое | 0.8 | 0.4 | 0.2 | |||||||||||
| Протягивание | Rz25 | 3.2 | 1.6 | 0.8 | 0.4 | |||||||||
| Точение черновое | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Точение чистовое | Rz100 | Rz50 | Rz25 | 3.2 | 1.6 | 0.8 | ||||||||
| Точение тонкое | 3.2 | 1.6 | 0.8 | 0.4 | ||||||||||
| Строгание предварительное | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Строгание чистовое | Rz100 | Rz50 | Rz25 | 3.2 | 1.6 | |||||||||
| Строгание тонкое | 1.6 | 0.8 | ||||||||||||
| Фрезерование предварительное | Rz200 | Rz100 | Rz50 | Rz25 | ||||||||||
| Фрезерование чистовое | Rz25 | 3.2 | 1.6 | |||||||||||
| Фрезерование тонкое | 3.2 | 1.6 | 0.8 | |||||||||||
| Шлифование предварительное | Rz25 | 3.2 | 1.6 | |||||||||||
| Шлифование чистовое | 1.6 | 0.8 | 0.4 | |||||||||||
| Шлифование тонкое | 0.4 | 0.2 | ||||||||||||
| Шлифование — отделка | 0.1 | 0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Притирка грубая | 0.8 | 0.4 | ||||||||||||
| Притирка средняя | 0.4 | 0.2 | 0.1 | |||||||||||
| Притирка тонкая | 0.1 | 0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Хонингование нормальное | 1.6 | 0.8 | 0.4 | 0.2 | ||||||||||
| Хонингование зеркальное | 0.4 | 0.2 | 0.1 | 0.08 | ||||||||||
| Шабрение | 3.2 | 1.6 | 0.8 | |||||||||||
| Прокатка | Rz50 | Rz25 | 3.2 | 1.6 | 0.8 | |||||||||
| Литье в кокиль | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Литье под давлением | Rz400 | Rz200 | Rz100 | Rz50 | Rz25 | 3.2 | ||||||||
| Литье прецизионное | Rz50 | Rz25 | 3.2 | 1.6 | ||||||||||
| Литье пластмасс, прецизионное | Rz25 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 |
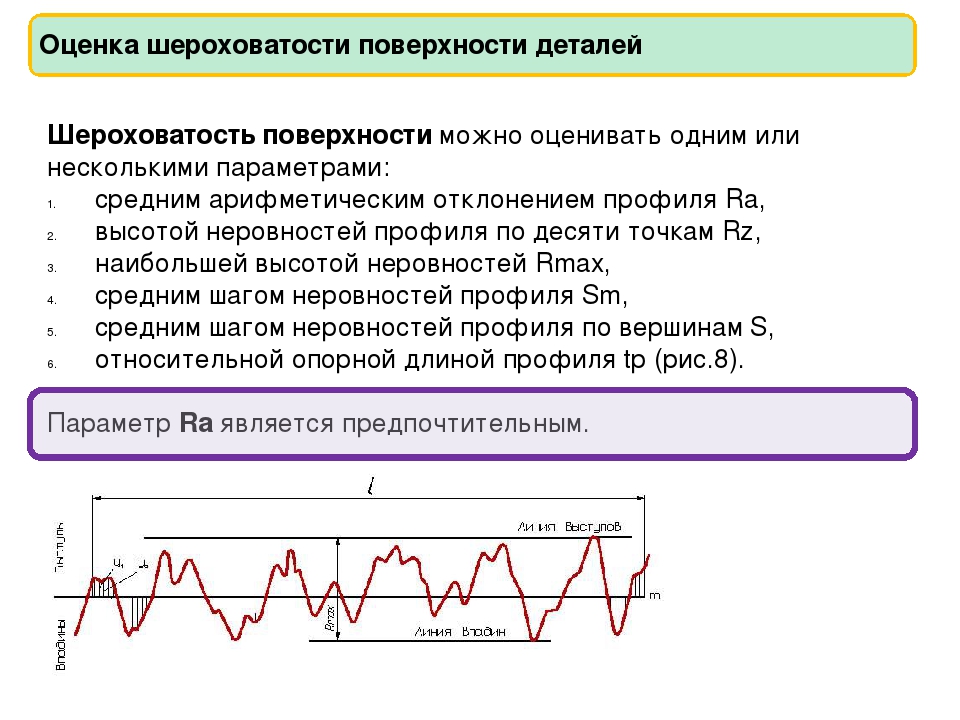
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Роль и значение
Шероховатость играет важную роль в определении того, как реальный объект будет взаимодействовать с окружающей средой. В трибологии шероховатые поверхности обычно изнашиваются быстрее и имеют более высокие коэффициенты трения, чем гладкие. Шероховатость часто является хорошим предиктором характеристик механического компонента, поскольку неровности на поверхности могут образовывать места зарождения для трещин или коррозии. С другой стороны, шероховатость может способствовать адгезии. Вообще говоря, вместо масштабных дескрипторов, кросс-масштабные дескрипторы, такие как поверхностная фрактальность, обеспечивают более значимые предсказания механических взаимодействий на поверхностях, включая жесткость контакта и статическое трение. Шероховатость поверхности — это довольно сложный параметр, подробности о котором можно узнать ниже.
Канал ДНЕВНИК ПРОГРАММИСТА
Жизнь программиста и интересные обзоры всего. Подпишись, чтобы не пропустить новые видео.
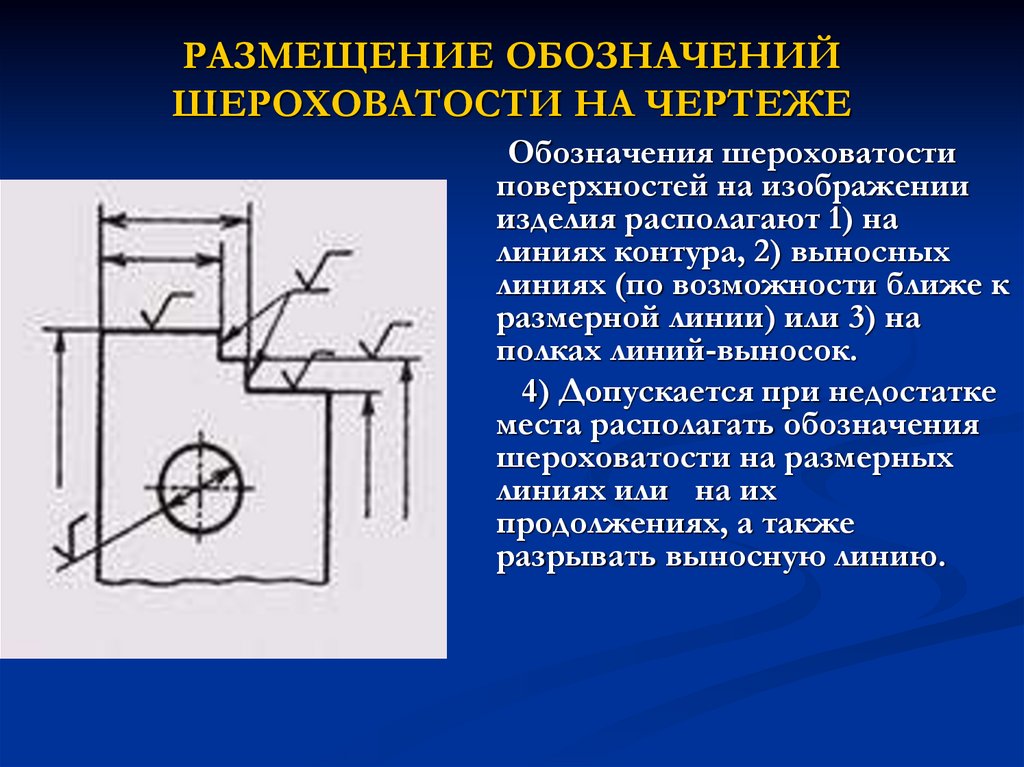
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
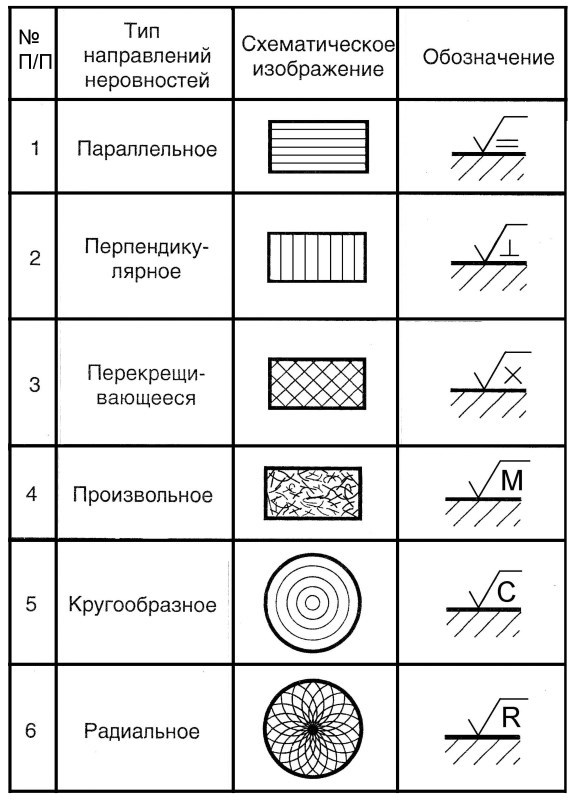
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Влияние шероховатости на работу деталей
Как упоминалось ранее, в процессе придания металлическому листу нужной конфигурации на местах воздействия остаются шероховатости – небольшие впадины и гребешки, влияющие на определение класса обработки металла. Они могут возникнуть вследствие неровности режущего инструмента или вибраций, возникающих в ходе работы, остаться как отпечаток неровности на самом штампе или форме и т. д.






Наличие шероховатости детали, установленной в машину или другой агрегат, может привести к:
- некорректному сопряжению элементов за счет смятия материала или ускоренному износу выступов детали;
- падению прочности соединения, дефектам при наложении лакокрасочных и гальванических покрытий;
- некорректным результатам геометрических измерений элемента;
- снижению жесткости стыковых соединений;
- разрушению уплотнений, сопряженных с поверхностями валов;
- снижению усталой прочности элемента за счет концентрации напряжения в шероховатостях;
- ускоренному окислению и порче металла и др.
Но рассмотрим эти приборы более подробно:
1) Профилометр — прибор, который предназначается для измерения шероховатости контактным методом. Контактный метод означает, что по исследуемой поверхности перемещается специальная алмазная игла, колеблющаяся от неровностей поверхности. Такие колебания иглы передаются на датчик, где преобразуются в малые электрические токи, которые, в свою очередь, усиливаются гальванометром и регистрируются. Показания выводятся на дисплей прибора и дают представление о характере неровностей исследуемой поверхности — их высоте и глубине. Часто, для оценки шероховатости выбираются другие параметры — средневзвешенные, амплитудные, суммарные и деленые на длину поверхности.
Попробуем вкратце описать, как же работает профилометр, из чего состоит, на чем базируется принцип его действия.
Итак, как и в любом измерительном устройстве, у профилометра должен быть объект измерения, измерительный источник сигналов (генератор сигналов), блок обработки сигналов и блок вывода результатов измерений. Объектом, в данном случае, является поверхность, шероховатость которой необходимо измерить. В качестве генератора сигналов, используется тонко заточенная игла, чаще всего — алмазная, но встречаются профилометры с иглами из твердых сплавов. Игла перемещается вдоль поверхности, перпендикулярно её плоскости, при этом, на шероховатой поверхности, неизбежно, возникают колебания иглы. Такие механические колебания являются первичным сигналом, который при помощи преобразователя — индуктивного, ёмкостного или пьезоэлектрического — преобразуется в токовый. После этого, электрический сигнал поступает на электронный усилитель, после чего интегрируется и визуализируется. Таким образом, на дисплее можно увидеть уже усредненный параметр, характеризующий не только количественные, но и качественные показатели неровности и шероховатости поверхности.
Профилометры принято различать в зависимости от вида трассы интегрирования.
Это интересно: Измерения штангенциркулем — резьбовых соединений, протекторов шин, линейных размеров
Механика
Вам будет интересно:Вандейский мятеж и его значение в истории Франции
Структура поверхности играет ключевую роль в управлении механикой контакта, то есть механическое поведение, проявляющееся на границе раздела между двумя твердыми объектами, когда они приближаются друг к другу и переходят из условий бесконтактности в полный контакт. В частности, нормальная контактная жесткость определяется преимущественно структурами шероховатости (наклон поверхности и фрактальность) и свойствами материала.
С точки зрения инженерных поверхностей, шероховатость считается вредной для характеристик детали. Как следствие, большинство производственных отпечатков устанавливают верхний предел шероховатости, но не нижний. Исключение составляют отверстия цилиндра, в которых масло сохраняется в профиле поверхности и требуется минимальная шероховатость поверхности (Rz).
Обозначения отклонения неровности поверхностей
На чертеже шероховатость указывается согласно приведённой ниже схеме.
Как видно, внешнее обозначение напоминает математический квадратный корень с соответствующими надписями в определенных местах. Каждая такая надпись характеризует определенный параметр шероховатости. Разберем их более подробно.
В левом верхнем углу указывается значение шероховатости по Ra и Rz. При чем стоит отметить, что если показано просто число, то автоматически это имеется ввиду Ra. Для обозначения Rz, необходимо дополнительно дописать буквенное примечание.
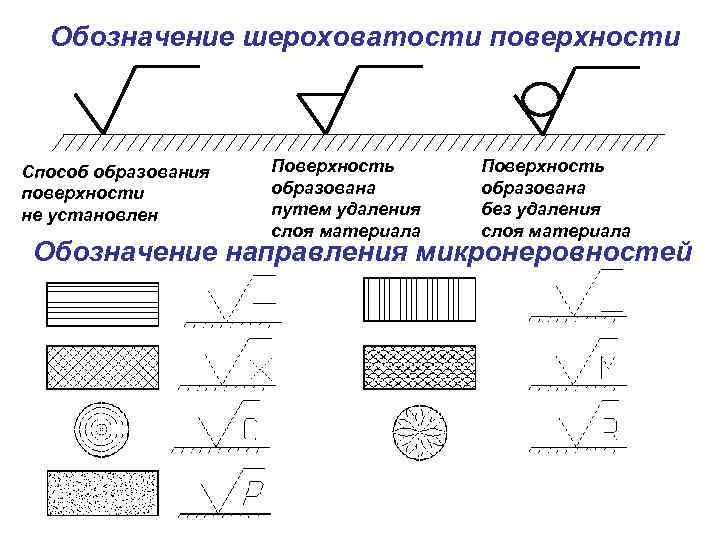
Существует три разновидности формы этого математического корня:
Треугольник без верхнего основания указывает, что способ получения шероховатости не задан конструктором
Есть требования к качеству поверхности, а каким способом оно будет достигнуто (шабрение, полировка и прочее) неважно.
С кругом в вершине. Поверхность не нуждается в дополнительном улучшении.
С верхним подчеркиванием
Этот знак говорит, что шероховатость должна достигаться обязательным снятием слоя металла.
В зоне над полкой прописывается тип механической обработки с помощью которой нужно довести поверхность до заданного значения Ra и Rz. Обычно сюда прописываются такие термины как «полировать», «шабрить» и прочее виды механической обработки.







В левом нижнем углу под полкой прописывается направление линий неровностей шероховатости. Разберем этот параметр на примере. Допусти Вам нужно прошлифовать поверхность стола абразивным кругом. В зависимости от того как Вы будете направлять инструмент пойдут линии шероховатости. Если будете его водить кругами, то Вы увидите волны от следов круга. Если движения будут пересекать друг друга, то плоскость стола будет в крестах. Это и регулирует данный параметр
В некоторых случаях это не важно, а некоторых имеет решающее значение
Справа от направлений линий неровностей становиться значение базовой длины, на которой измеряется шероховатость. Ее значение стандартизировано и необходимы для того, чтобы минимизировать воздействие на точность измерения плоскостью прогиба самой поверхности.
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный;
- количественный.
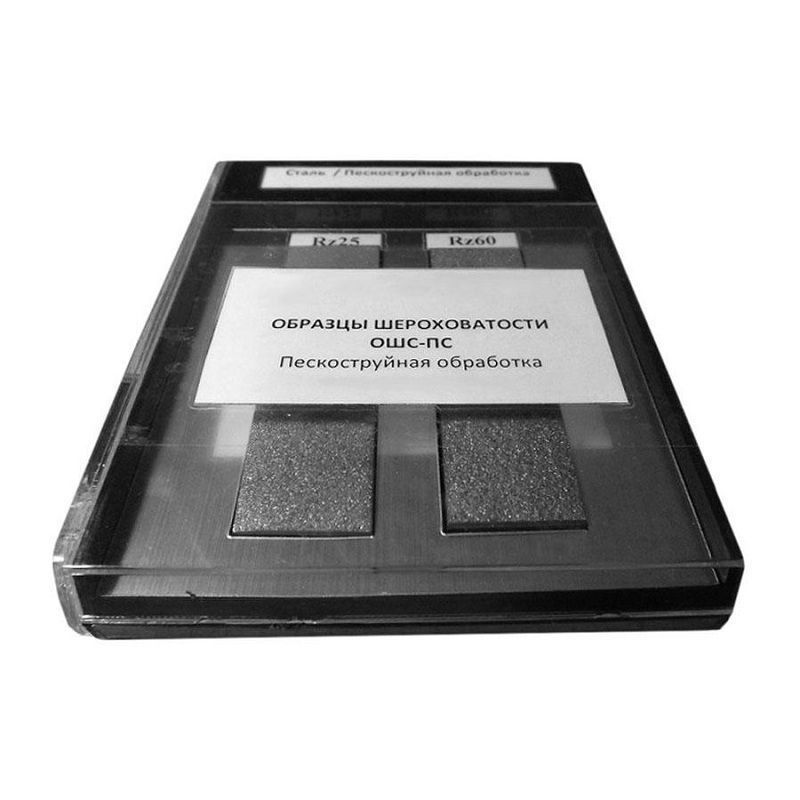
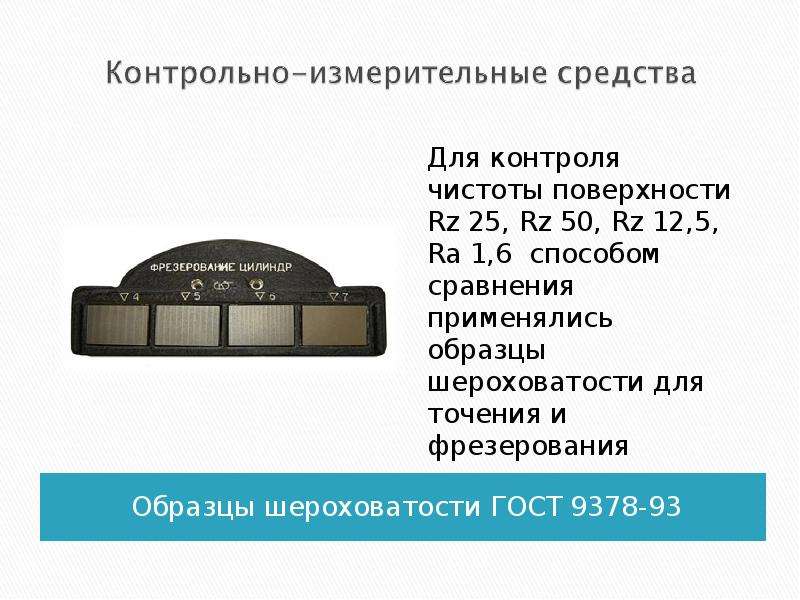
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т.д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0.6-0.8 мкм и выше.
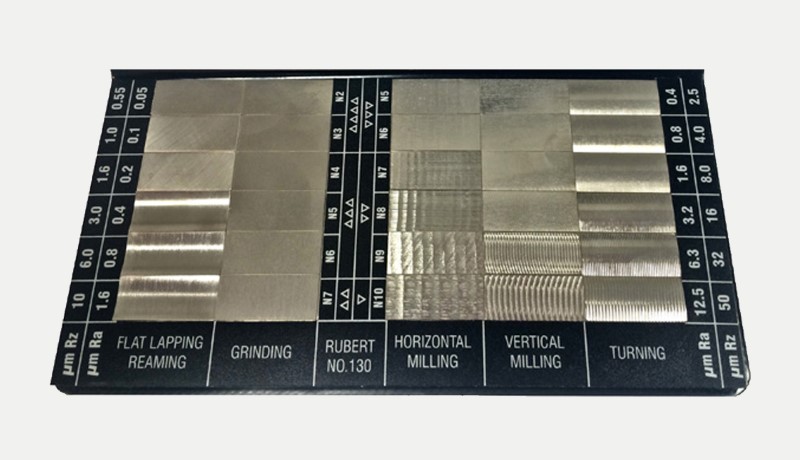
Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Основные области применения профилометра-контурографа
Измерительная техника нашла широкую сферу использования. Представленные устройства являются незаменимыми на предприятиях:
- выпускающих электронные приборы;
- конструирующих машины, станки и другие технические средства;
- осуществляющих экспертизу продукции.
Используются устройства в метрологических центрах, лабораториях, научных и исследовательских центрах различных отраслей деятельности. В зависимости от предназначения и условий эксплуатации, можно купить измерительные приборы портативного и стационарного типа. Первые отличаются компактными габаритами и высокой мобильностью. Вторые наделены большим количеством опций, имеют увеличенную производительность.
Выбирая профилометр-контурограф, необходимо учитывать несколько параметров. К числу таковых относятся способ осуществления настроек, уровень погрешности, показатели измерений
Важно отдавать предпочтение продукции проверенных производителей, оценивать удобство и простоту использования, допустимые условия применения. Не целесообразно экономить на приобретении измерительной техники. Категория: Оборудование
Категория: Оборудование
Похожие материалы