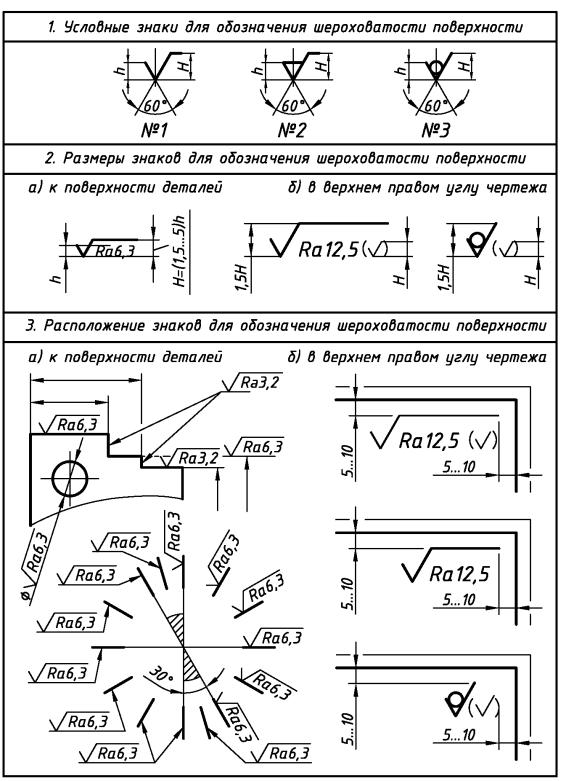
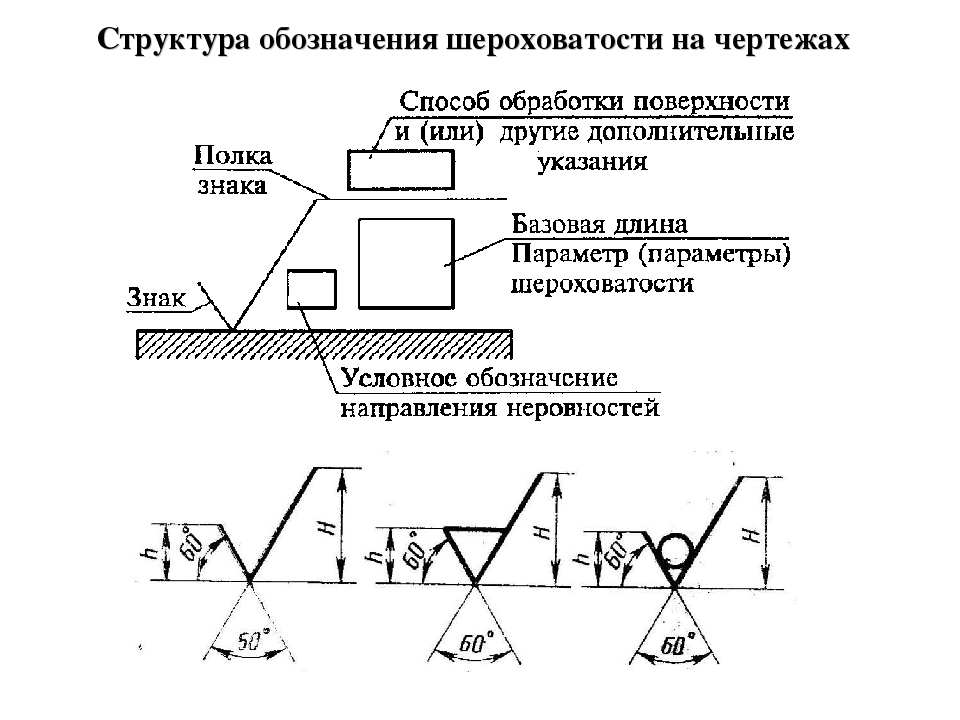
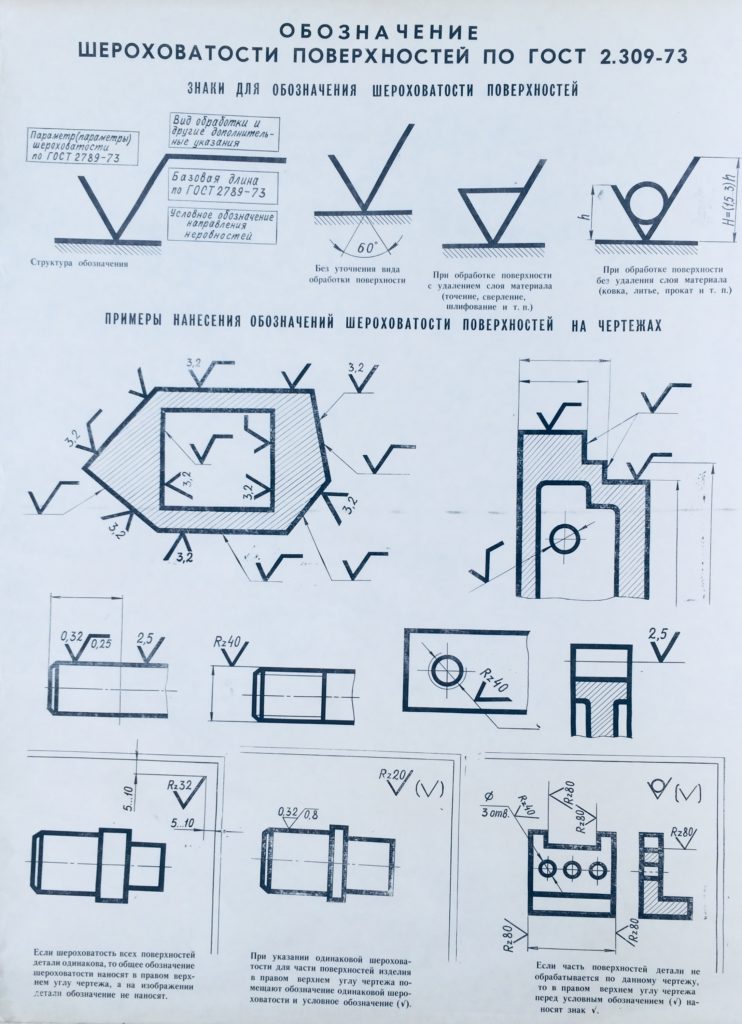
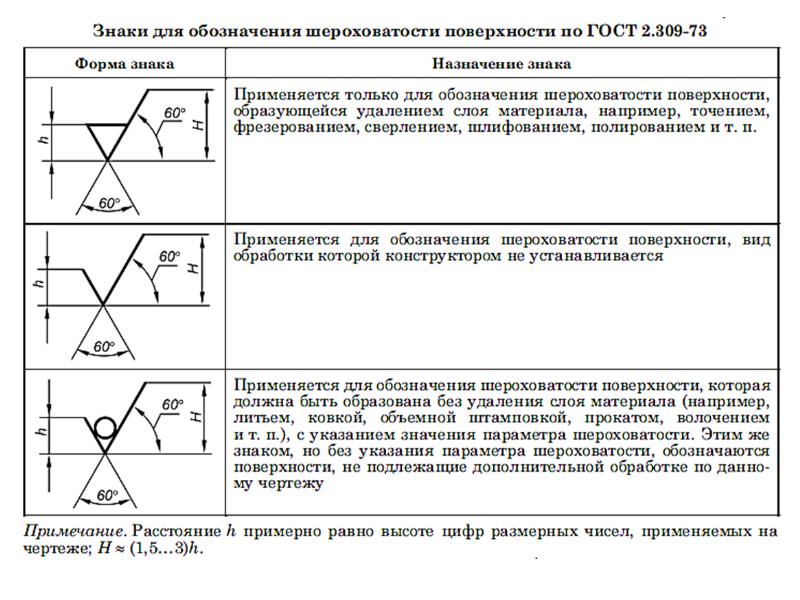
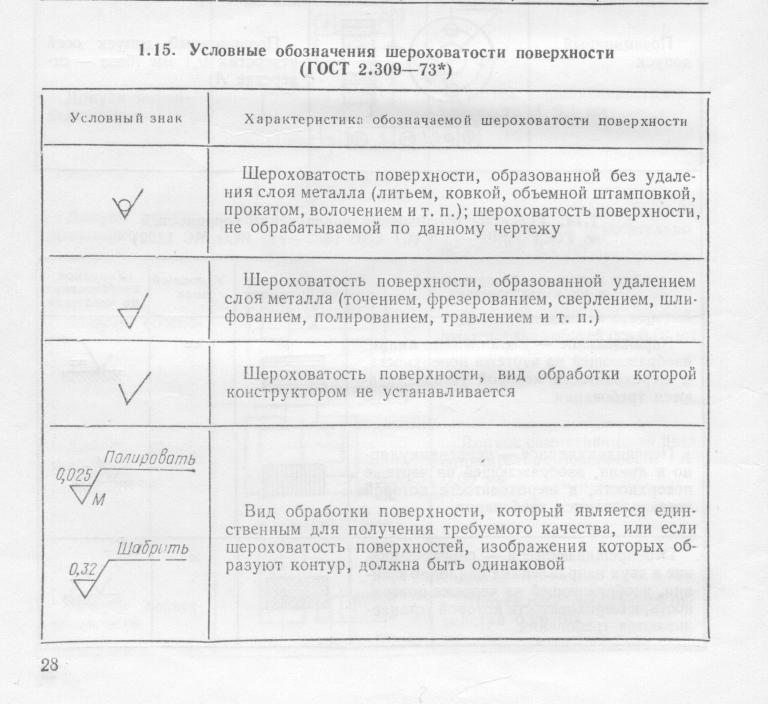
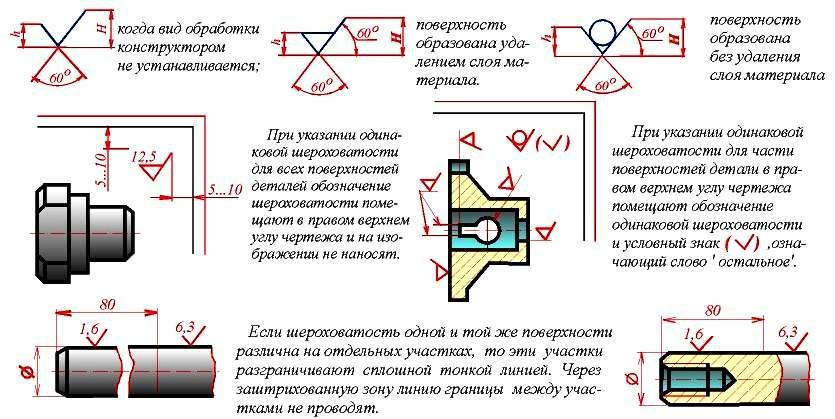
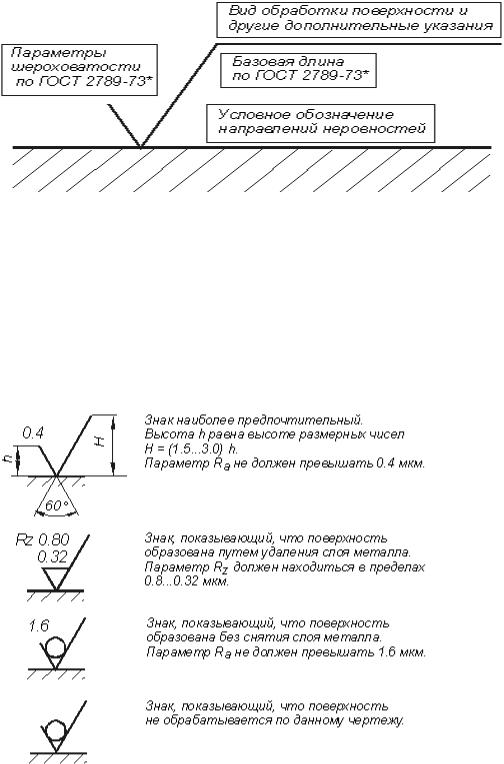
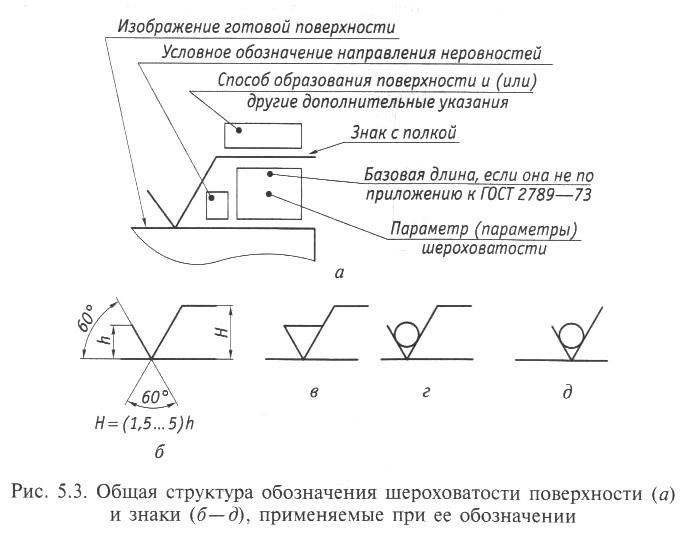
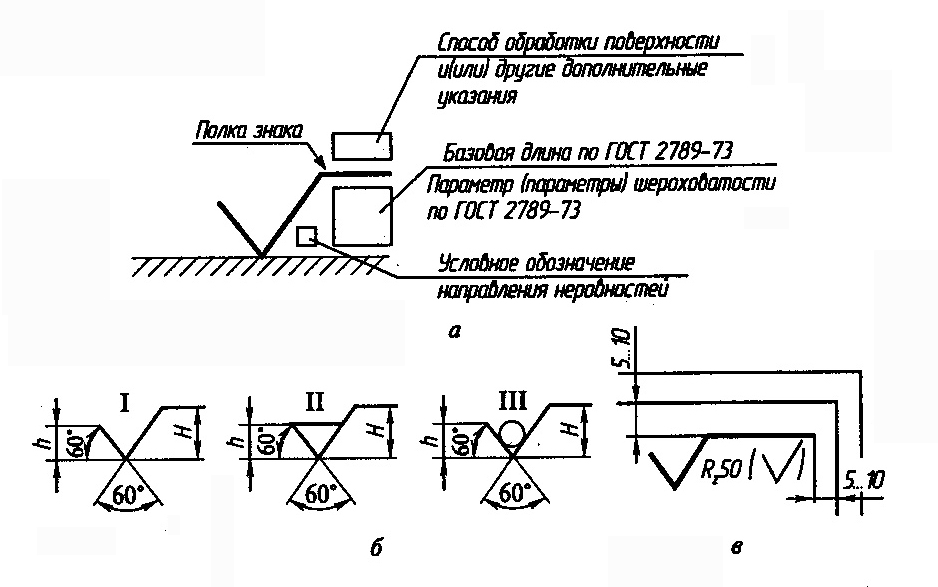
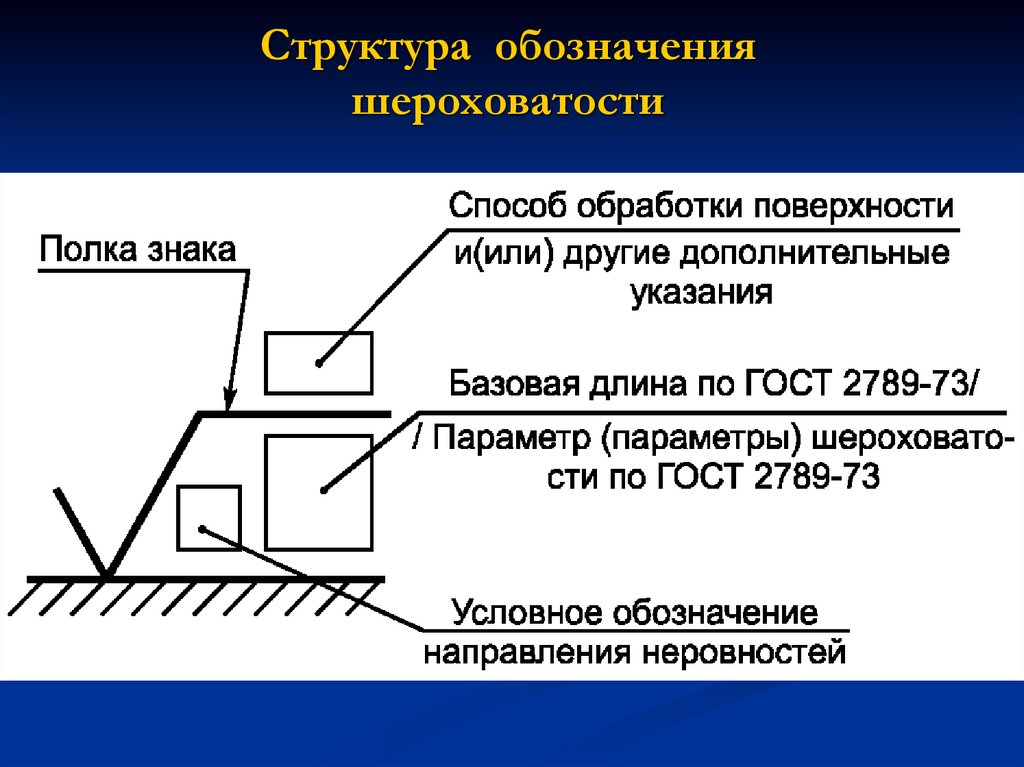
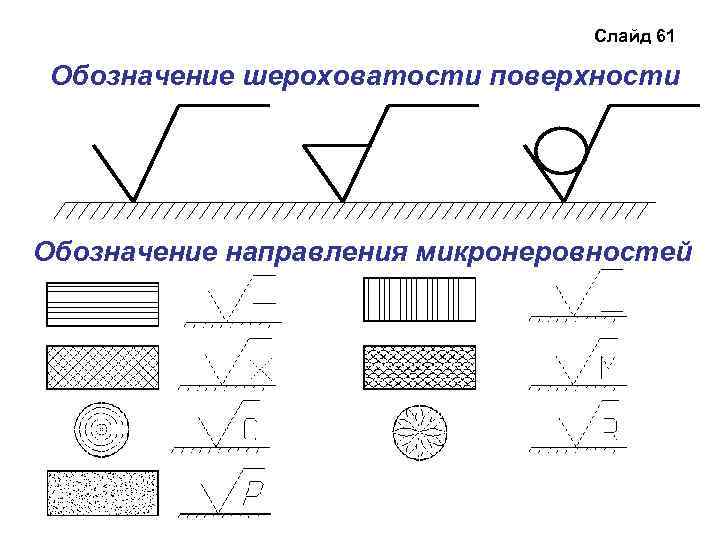
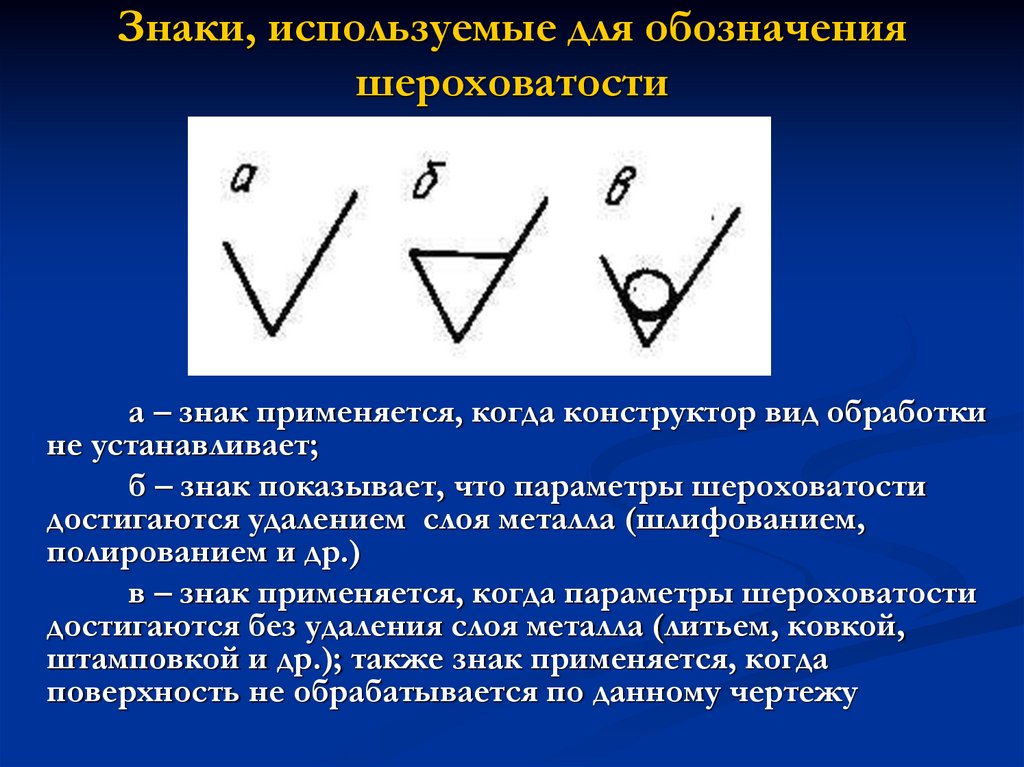
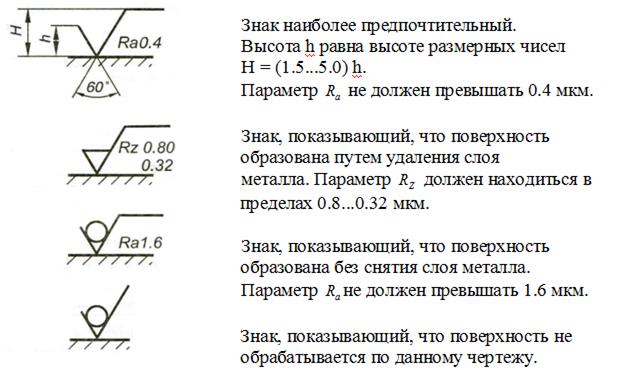
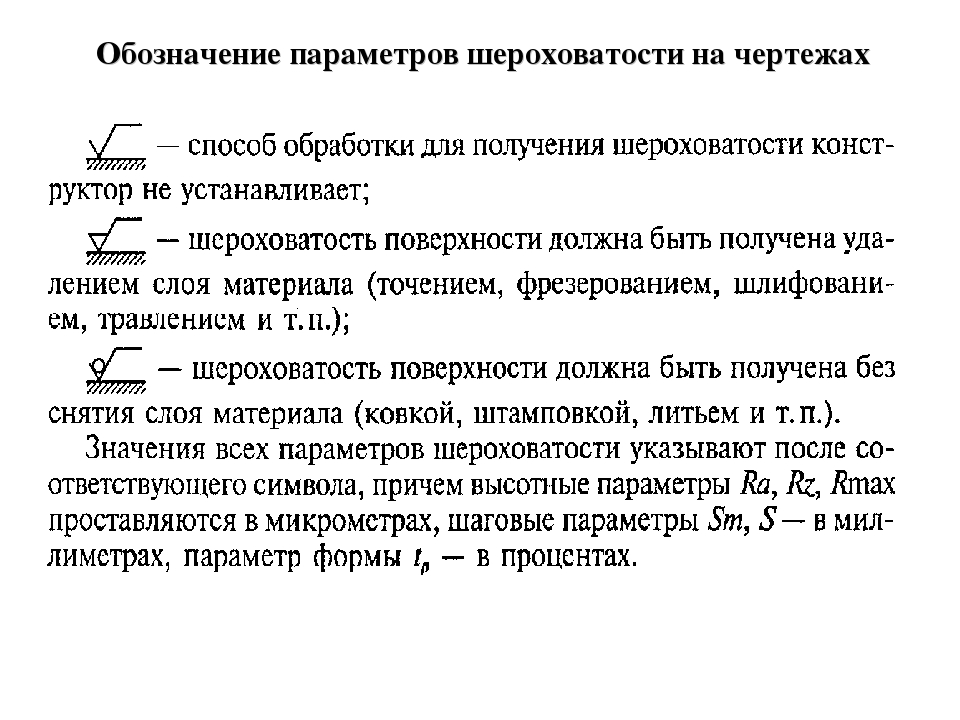
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
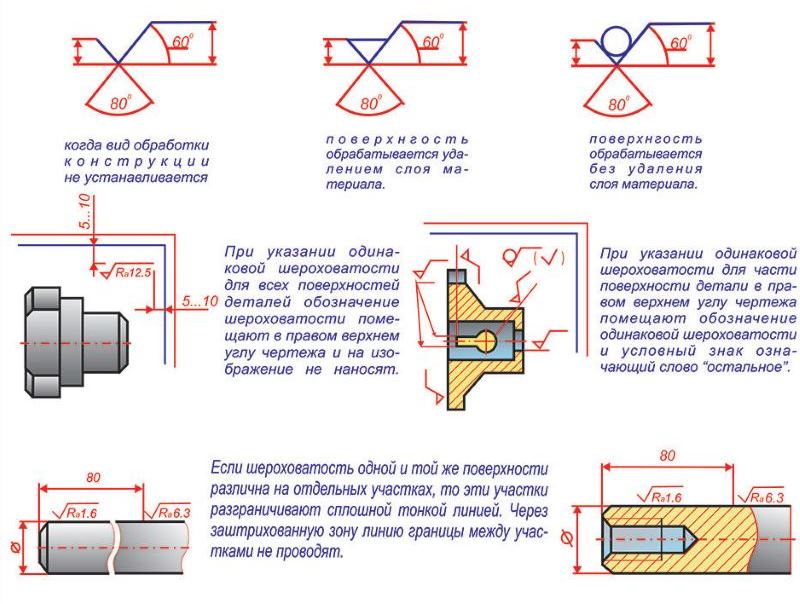
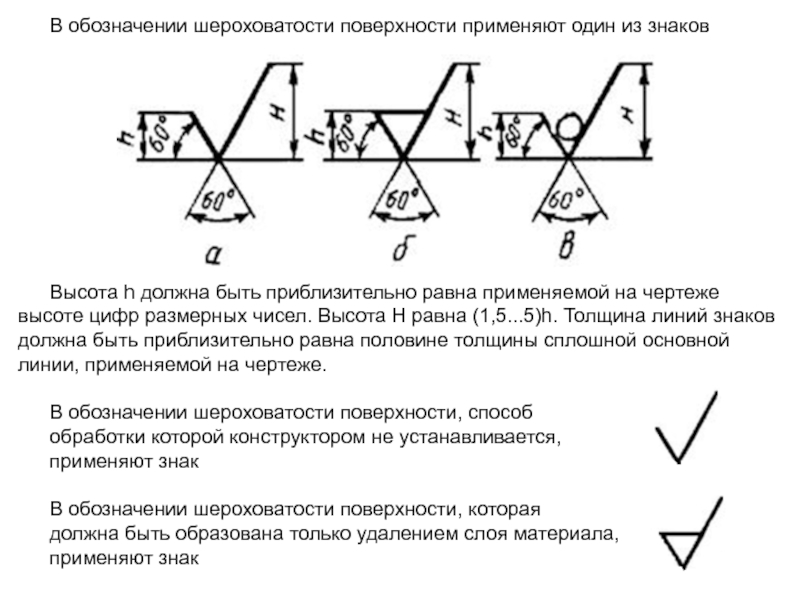
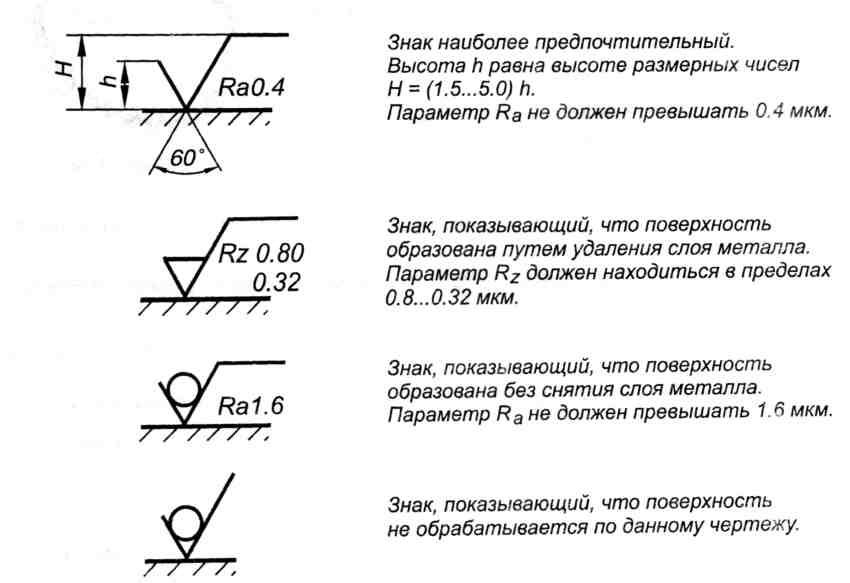
Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться).
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный;
- количественный.
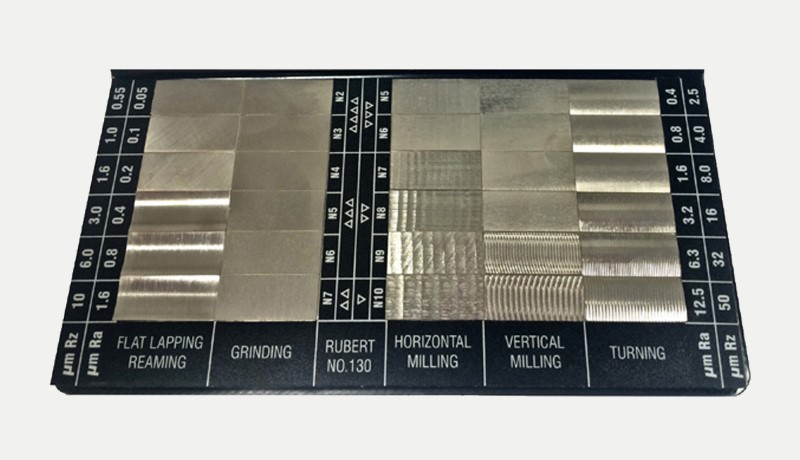
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т. д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0,6-0,8 мкм и выше.
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
1 файл 50.04 KB
Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
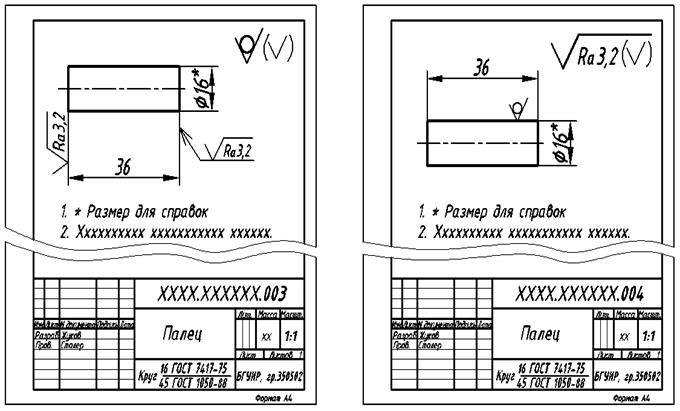
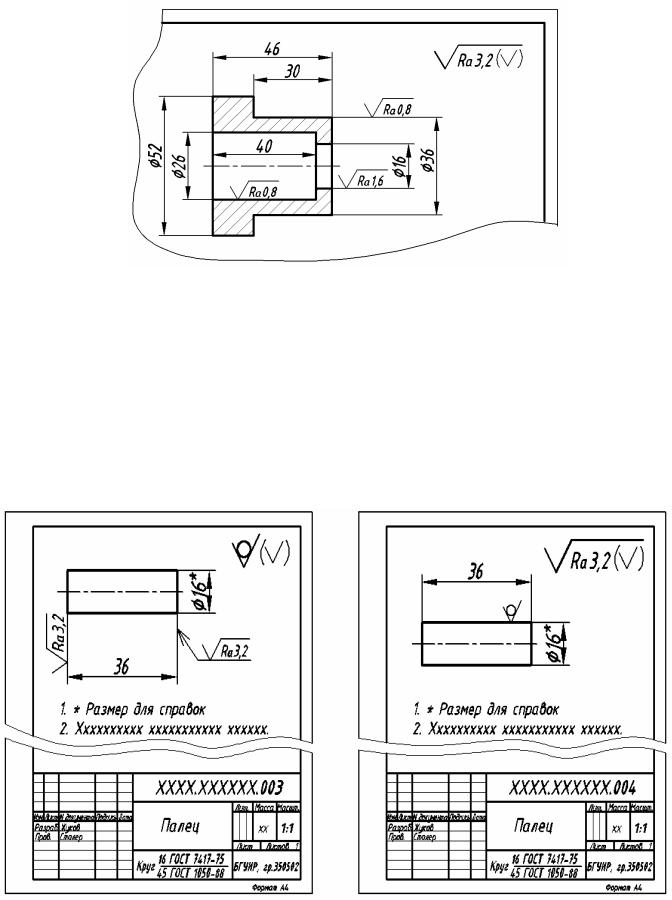
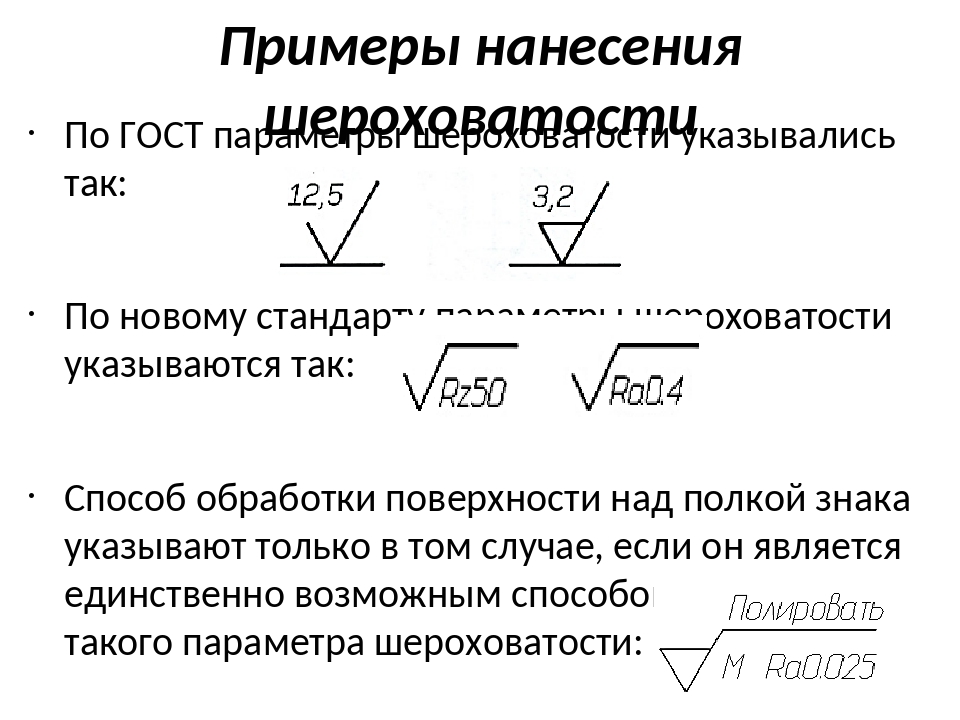
Примеры обозначения шероховатости
Обозначение шероховатости симметрично расположенных элементов симметричных изделий наносят один раз Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначения шероховатости. Через заштрихованную зону линию границы между участками не проводят.
Обозначения шероховатости поверхности зубьев
Обозначение шероховатости поверхности профиля резьбы
Пример обозначения шероховатости наружной резьбы
Пример обозначения шероховатости внутренней резьбы
Пример обозначения шероховатости внутренней конической резьбы
Пример обозначения шероховатости внутренней резьбы
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.
Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Чем отличается шероховатость Ra от RZ?
Rz – средний максимальный пик в долине пяти последовательных длин выборки в пределах длины измерения. Ra усредняет все измерения и не имеет никакого различающего значения при отделении отбраковок от приемлемых цилиндров ».
Что такое шероховатость RZ?
Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм; Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм; Rmax –максимальное допустимое значение параметра по высоте.
Что значит Ra?
Ra — символ химического элемента радия. Ra — обозначение шероховатости поверхности (среднее арифметическое отклонение профиля в мкм)
Что значит RZ 80?
Rz 80 обозначает шероховатость поверхности, к которой проставлен этот значок. Rz — метод измерения по пяти наивысшим и пяти наинизшим точкам профиля на базовой длинне, 80 — среднее арифметическое высоты шерховатости в микрометрах.
Какое значение шероховатости выбрать?
Значение шероховатости выбирается конструктивно, в зависимости от требований, предъявляемых к шероховатости поверхности. Например, в случае если необходимо обеспечить уплотнение с помощью резиновых колец, то к шероховатости, поверхностей взаимодействующих с этими кольцами, выставляются специальные требования, указанные, в данном случае в ГОСТ 9833-73. Производители специальных уплотнительных устройств – полиуретановых манжет, сальников, могут указывать требования к шероховатости поверхности в каталогах и другой технической документации.
В общих случаях можно руководствоваться следующими рекомендациями:
Для поверхностей соприкасающихся, и перемещающихся друг относительно друга деталей, например например, поверхности гильз, поршней насосов, поверхности подшипников, шеек валов, уплотнительные поверхности седел и клапанов в арматуре указывается шероховатость Ra не хуже 2,5, в большинстве случаев значительно лучше – 1,6; 0,8.
Если детали соприкасаются друг с другом, но, после установки, неподвижны друг относительно друга, шероховатость Ra выбирается из интервала 12,5 – 2,5.
Поверхности деталей не контактирующие с другими поверхностями обычно изготавливают с шероховатостью Ra 20 – 6,3.
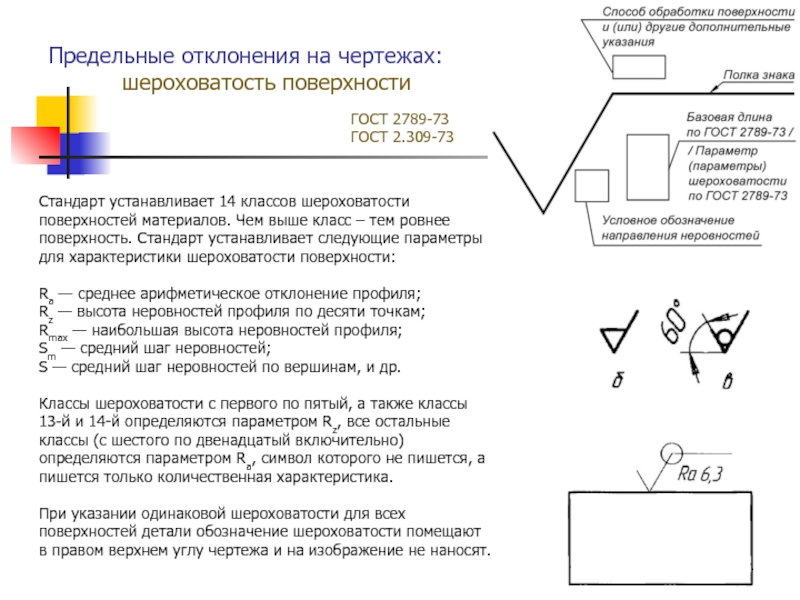
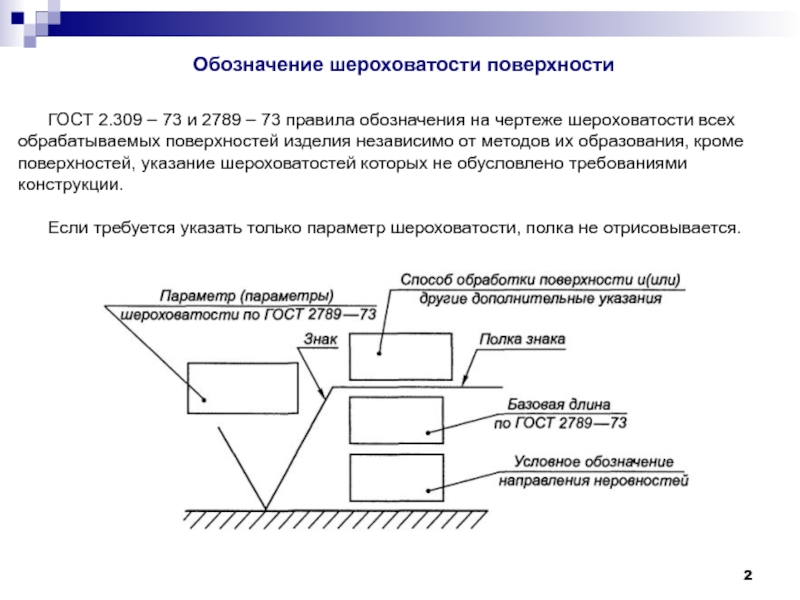
Шероховатость поверхности на эскизах и рабочих чертежах деталей машин обозначается согласно ГОСТ 2.309 – 73 «Обозначение шероховатости поверхностей» При обработке детали на ее поверхности образуются неровности – шероховатости. Таким образом, шероховатость поверхности это совокупность неровностей с относительно малым шагом на базовой длине – L. Базовая длина выбирается в зависимости от характера измеряемой поверхности. Чем больше высота микронеровностей, тем больше берется базовая длина L.Числовое значение базовой длины выбирается из ряда: 0,01; 0,03; 0,08; 0,25; 2,5; 8,0; 25 мм.
Для определения численного значения шероховатости поверхности ГОСТ 2789 – 73 предусматривает шесть параметров. В учебной практике, т.к. студенты еще не знакомы с темой «Шероховатость поверхностей» изучаемой в курсе «Технология металлов», используются два параметра:
R a – среднее арифметическое отклонение профиля;
R z – высота неровностей профиля по десяти точкам.
Исходя из числовых значений параметров R a и R z ГОСТ 2789 – 73 устанавливает 14 классов шероховатости. Наиболее распространенными в машиностроении являются 1 – 8 классы (таблица 1).
Таблица 1 – Размеры шероховатости поверхности (ГОСТ2789 – 73)
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.



Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Что такое базовая длина и для чего она используется?
Базовая длина l –длина базовой линии, используемая для выделения неровностей, характеризующая шероховатость поверхности. Базовая линия проводится относительно профиля неровностей определённым образом и имеет заданную геометрическую форму.
Что значит Ra?
Ra — символ химического элемента радия. Ra — обозначение шероховатости поверхности (среднее арифметическое отклонение профиля в мкм)
Что такое RZ на чертеже?
Rz – высота неровностей профиля по десяти точкам. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Что такое RZ 20?
Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Классы шероховатости поверхности
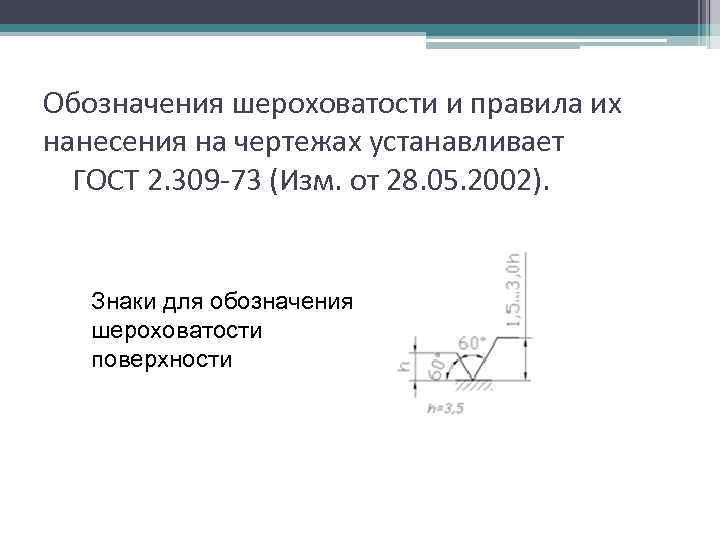
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
ГОСТ 2.309-73 Обозначение шероховатости поверхностей
1 файл 973.51 KB Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Что такое квалитеты и параметры шероховатости?
Ни одна поверхность в мире не может быть идеально гладкой. Даже самые современные технологии допускают наличие определённой погрешности, представленные в виде неровностей поверхности. Их совокупности, если быть точнее.
Чем они меньше, тем материал:
- Прочнее;
- Плотнее;
- Более стоек к изнашиванию;
- Лучше выглядит.
Хотя, последний пункт – чистая эстетика. Но всё же, при оценке качества деталей необходимо учитывать все параметры.
Квалитет шероховатости, по большому счёту, определяет, насколько шершавой может быть поверхность готового изделия. Он задаёт максимальное значение, при котором конечный продукт всё ещё будет считаться качественным и правильно обработанным.
Найдя необходимые показатели, можно перейти к следующим таблицам, которые содержат допуски и минимальные размеры. Дело в том, что квалитет непосредственно связан с размерами изделия и допусками, определяющими точность. Самостоятельно разобраться в этом вопросе слишком сложно, но найти подходящие цифры в соответствующих столбцах – задание чуть проще.

Допустимая точность
Квалитет является мерой точности. Именно он определяет ту совокупность допусков, которая соответствует одному уровню точности:
- Допуском считаются все допустимые значения – от минимального до максимального;
- Чем больше допуск, тем ниже точность – возможен больший разброс показателей;
- Для разных типов деталей установлены разные квалитеты;
- Степень точности зависит от размеров изделия.
Самая высокотехнологичная аппаратура не способна сделать всё идеально, что уже говорить о том, что не все наши заводы оборудованы по последнему слову техники. Поэтому были разработаны нормы, позволяющие:
- Сократить финансовые затраты на производство;
- Увеличить скорость изготовления деталей;
- Сохранить качество на надлежащем уровне;
- Отказаться от «лишней» работы.
С появлением новых технологий все стандарты могут быть пересмотрены, так что лучше следить за всем этим делом.
Нужен специфический склад ума, чтоб именно понять, что же такое квалитет и как это работает. Не просто раз где-то прочитать и запомнить, а вникнуть и уяснить.
Механизм возникновения шероховатости
Все причины возникновения шероховатости можно разбить на 3 группы:
- Расположение режущих кромок инструмента, относительно обрабатываемой поверхности;
- Упругая и пластическая деформация обрабатываемого металла;
- Вибрации в технологической станочной системе.
Образование неровностей на обработанной поверхности можно представить как след от движения режущих кромок инструмента. Назовём такой профиль регулярным.
![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://molibden-wolfram.ru/wp-content/uploads/8/a/c/8ac57c1635312a554a375dc5990dccc1.jpeg)

На образование регулярного профиля влияет геометрия резца, в частности – углы в плане, а так же величина подачи S. Их влияние описывается формулой
В реальном процессе резания впереди резца и под обработанной поверхностью образуется зона пластической деформации, которая вносит некоторую погрешность в регулярный профиль. Пластически деформированный металл в отдельных местах как бы наволакивается на микронеровности, а в где-то вырываются отдельные куски металла. Потому реальное значение Rz может быть записано как:
где – приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
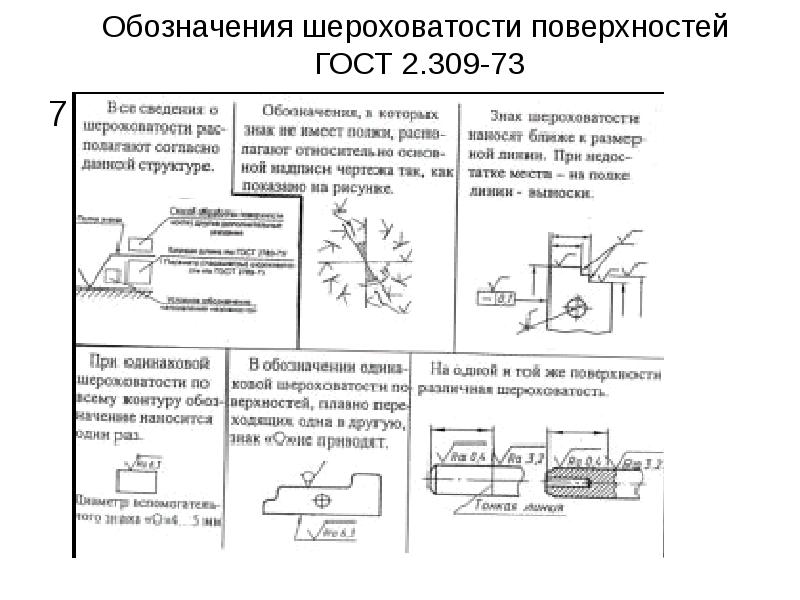
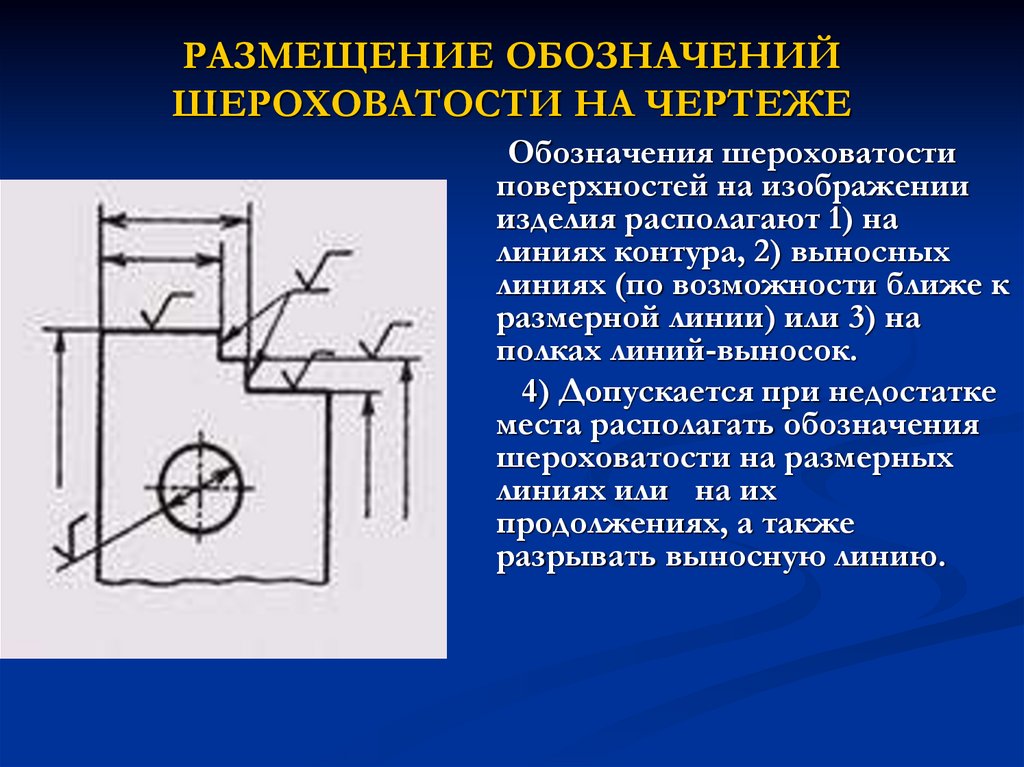
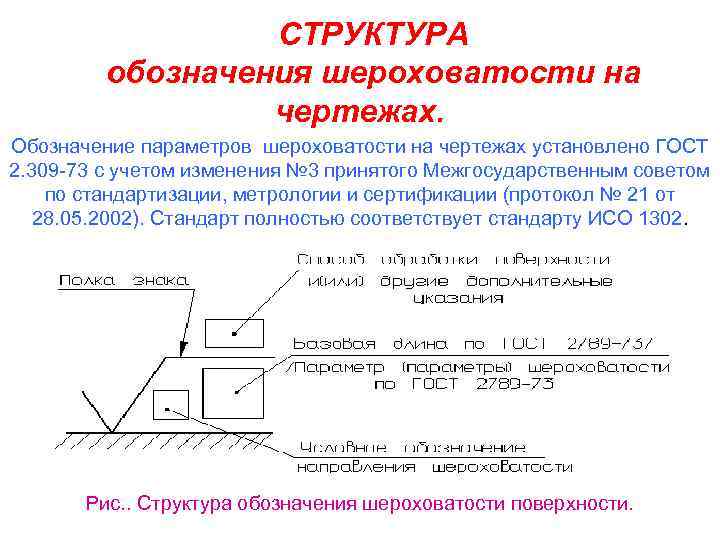
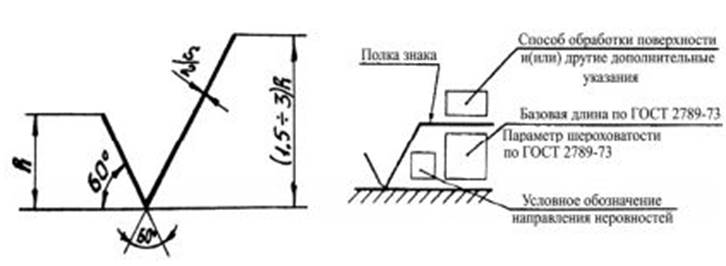
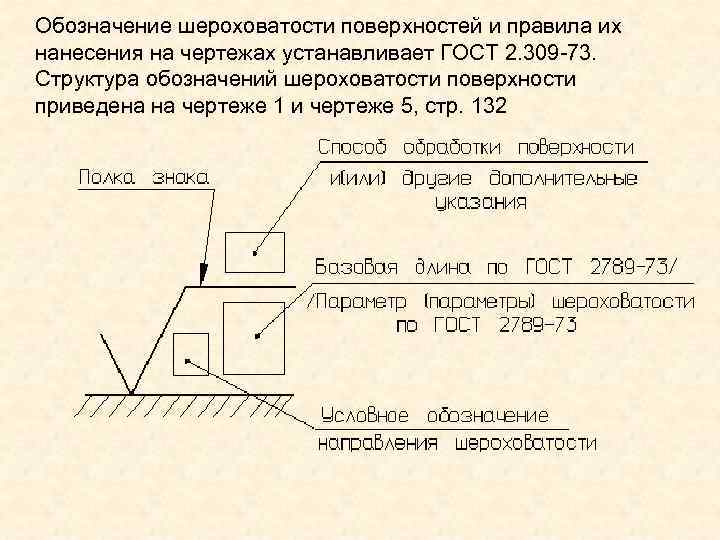
ПРАВИЛА НАНЕСЕНИЯ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
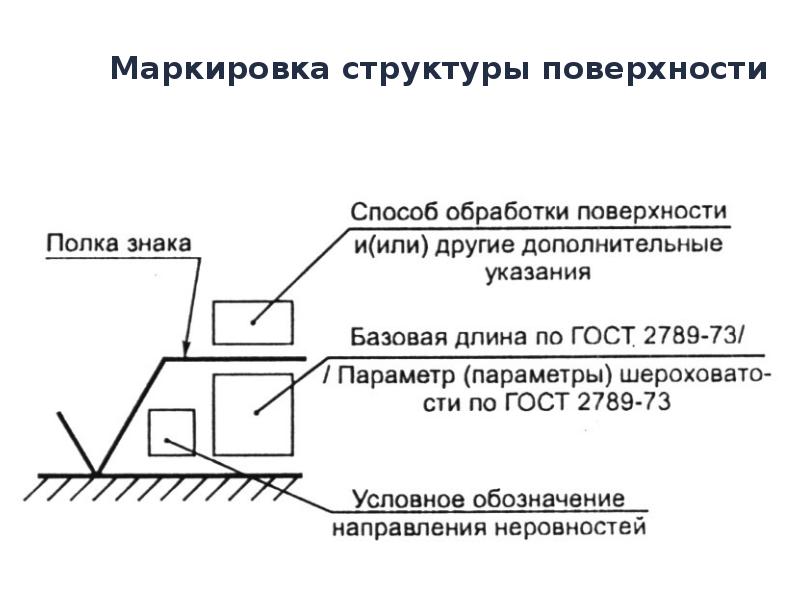
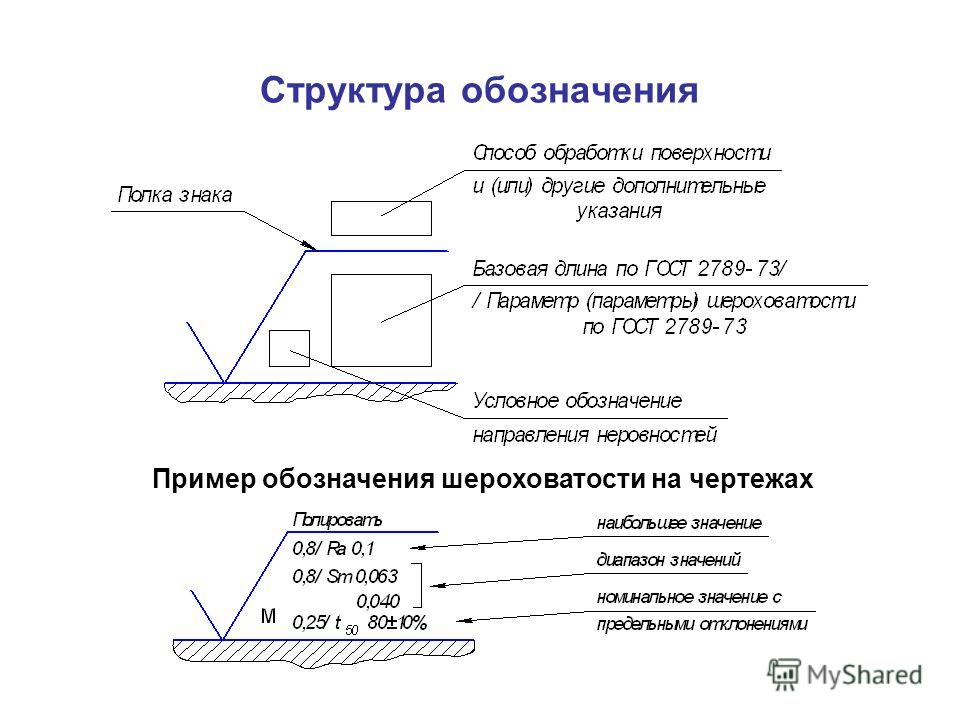
2.1. Обозначения шероховатости
поверхностей на изображении изделия располагают на линиях контура, выносных
линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать
обозначения шероховатости на размерных линиях или на их продолжениях, на рамке
допуска формы, а также разрывать выносную линию (черт.
7).
Черт. 7
(Измененная редакция, Изм. № 3).
2.2. На линии невидимого контура допускается наносить
обозначение шероховатости только в случаях, когда от этой линии нанесен размер.
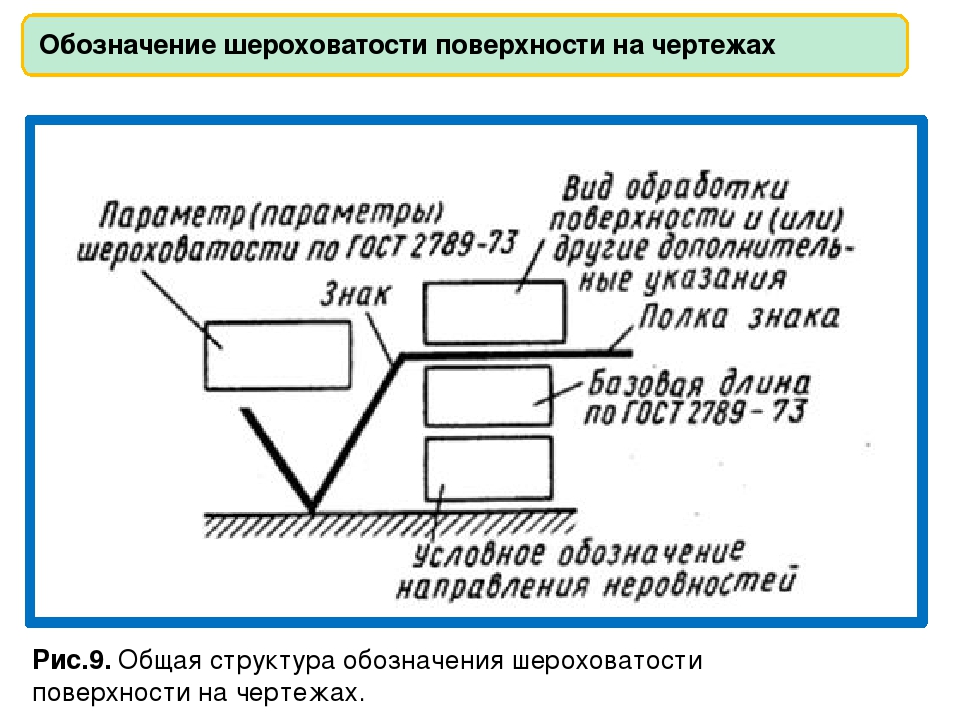
2.3. Обозначения шероховатости
поверхности, в которых знак имеет полку, располагают относительно основной
надписи чертежа так, как показано на черт. 8 и 9.
2.4. Обозначения шероховатости
поверхности, в которых знак не имеет полки, располагают относительно основной
надписи чертежа так, как показано на черт. 10.
2.5. При изображении изделия с
разрывом обозначение шероховатости наносят только на одной части изображения,
по возможности ближе к месту указания размеров (черт. 11).
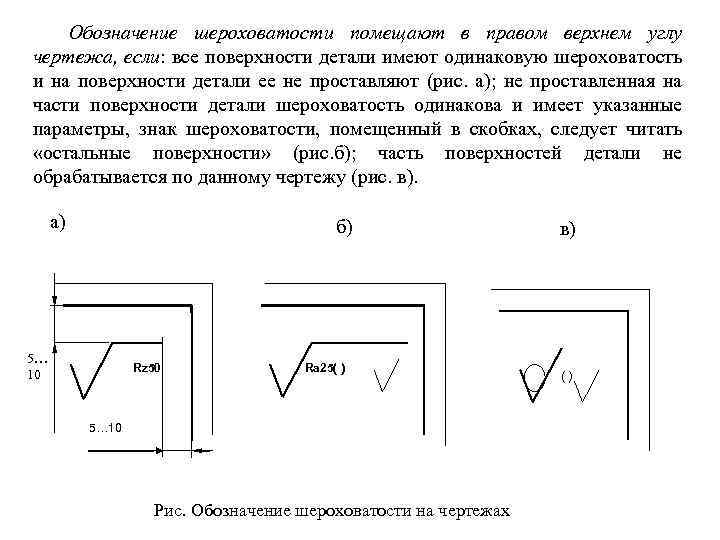
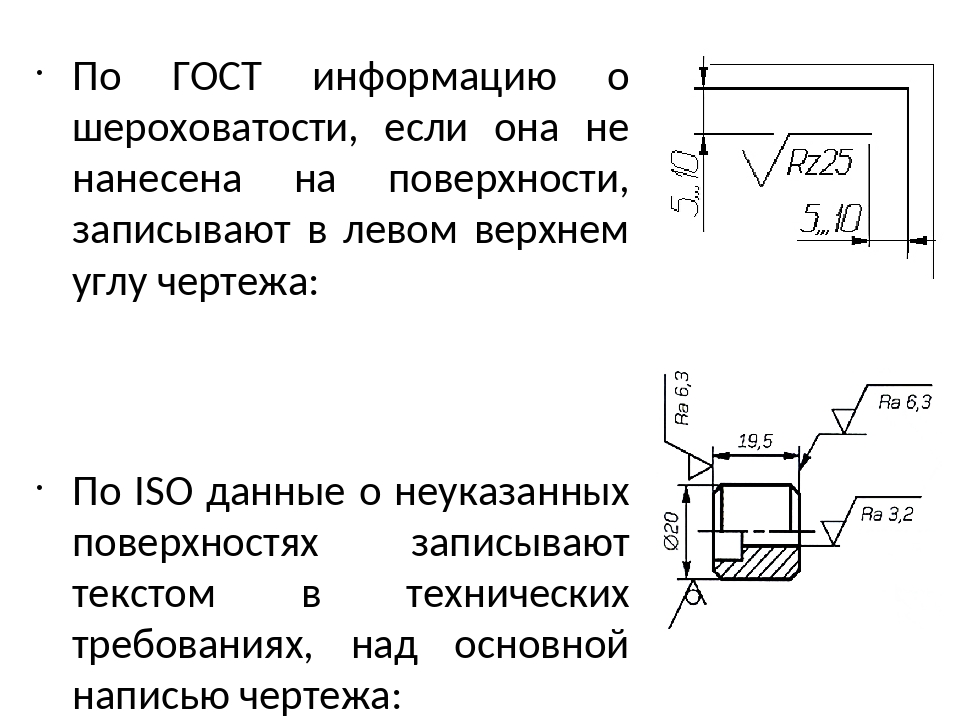
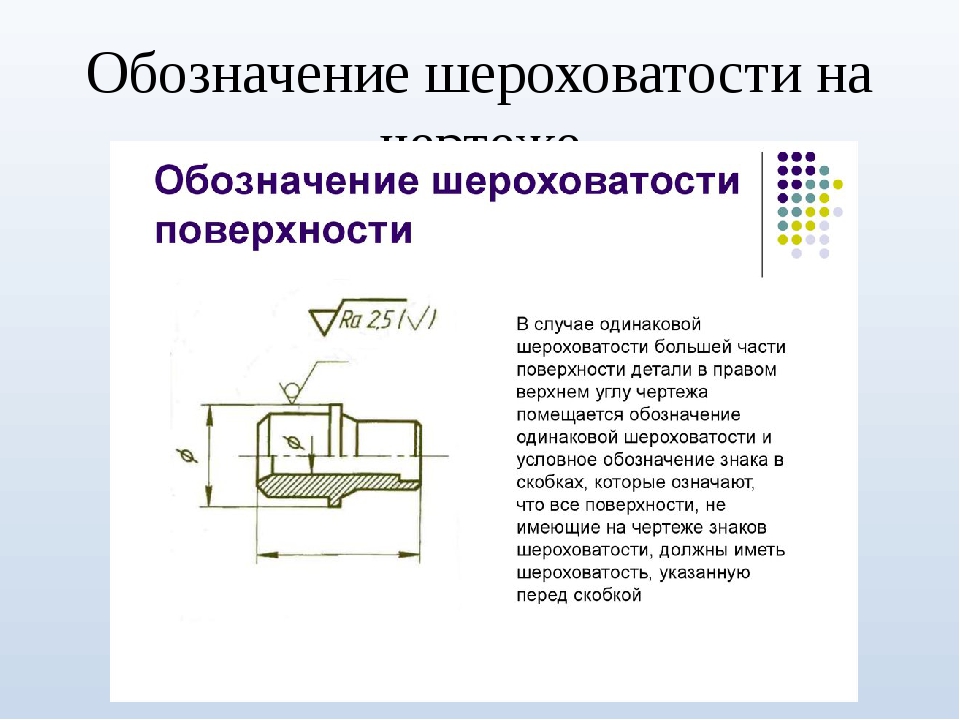
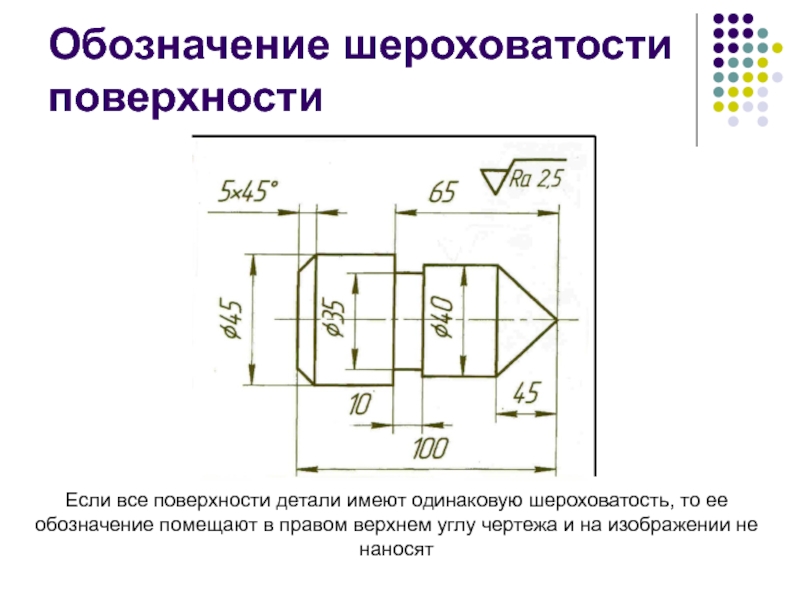
2.6. При указании одинаковой шероховатости для всех
поверхностей изделия обозначение шероховатости помещают в правом верхнем углу
чертежа и на изображении не наносят (черт. 12).
Черт. 8
Черт. 9
Черт. 10
Черт. 11
Черт. 12
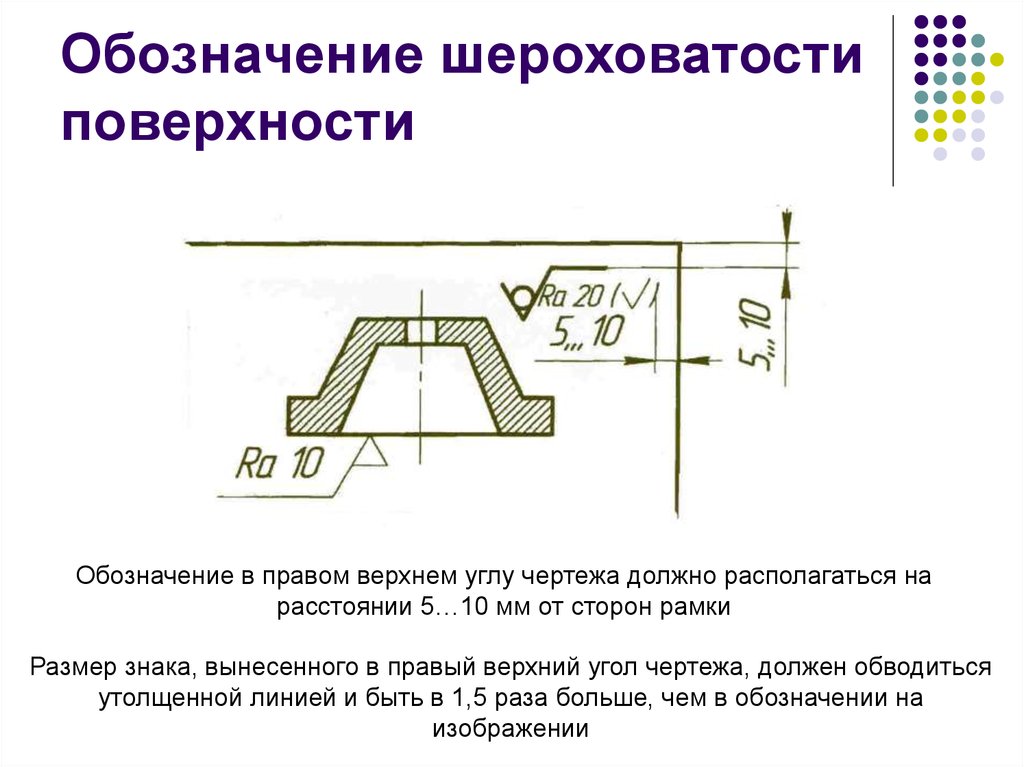
Размеры и толщина линий знака в обозначении
шероховатости, вынесенном в правый верхний угол чертежа, должны быть
приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на
изображении.
Примечание. При расположении поверхности в заштрихованной зоне
обозначение наносят только на полке линии-выноски.
2.7. Обозначение шероховатости.
одинаковой для части поверхностей изделия, может быть помещено в правом верхнем
углу чертежа (черт. 13, 14) вместе с условным обозначением . Это
означает, что все поверхности, на которых на изображении не нанесены
обозначения шероховатости или знак , должны иметь шероховатость, указанную перед условным
обозначением .
Размеры знака, взятого в скобки, должны быть
одинаковыми с размерами знаков, нанесенных на изображении.
Примечание. Не допускается обозначение шероховатости или знак выносить в
правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость
которых не нормируется.
Черт. 13
Черт. 14
2.4 – 2.7. (Измененная
редакция. Изм. № 2, ).

2.8. Обозначение шероховатости поверхностей
повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество
которых указано на чертеже, а также обозначение шероховатости одной и той же
поверхности наносят один раз, независимо от числа изображений.
Обозначения шероховатости симметрично расположенных
элементов симметричных изделий наносят один раз.
2.9. Если шероховатость одной и
той же поверхности различна на отдельных участках, то эти участки
разграничивают сплошной тонкой линией с нанесением соответствующих размеров и
обозначений шероховатости (черт. 15а). Через заштрихованную зону линию границы между
участками не проводят (черт. 15б).
Черт. 15
2.10. Обозначение шероховатости
рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если
на чертеже не приведен их профиль, условно наносят на линии делительной
поверхности (черт. 16а, б, в), а для глобоидных червяков и
сопряженных с ними колес – на линии расчетной окружности (черт. 16г).
Черт. 16
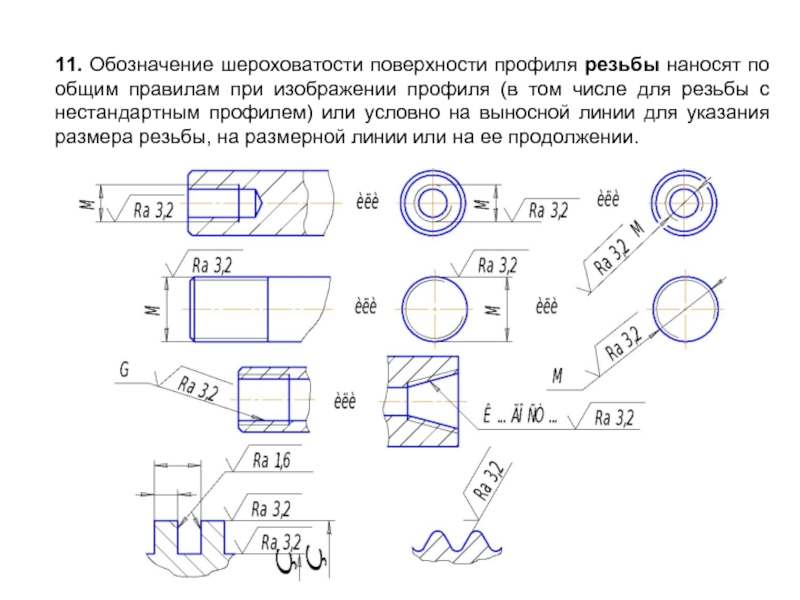
2.11. Обозначение шероховатости
поверхности профиля резьбы наносят по общим правилам при изображении профиля
(черт. 17а) или условно на выносной линии для указания размера
резьбы (черт. 17б, в,
г, д), на размерной линии или на ее продолжении (черт. 17е).
Черт. 17
2.9 – 2.11. (Измененная
редакция, Изм. № 2, ).
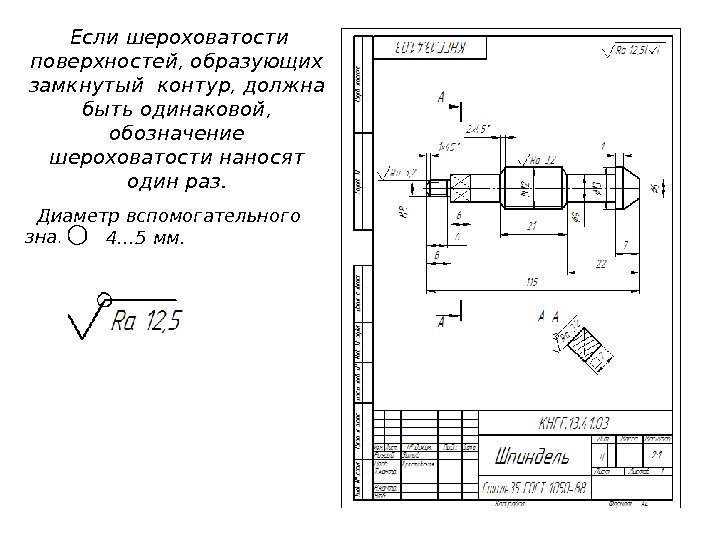
2.12. Если шероховатость
поверхностей, образующих контур, должна быть одинаковой, обозначение
шероховатости наносят один раз в соответствии с черт. 18. Диаметр
вспомогательного знака – 4 … 5 мм.
Черт. 18
В обозначении одинаковой шероховатости поверхностей,
плавно переходящих одна в другую, знак не приводят (черт. 19).
Черт. 19
(Измененная редакция, Изм. № 1, 2, ).
2.13. Обозначение одинаковой
шероховатости поверхности сложной конфигурации допускается приводить в
технических требованиях чертежа со ссылкой на буквенное обозначение
поверхности, например: «шероховатость поверхности А – ». При
этом буквенное обозначение поверхности наносят на полке линии-выноски,
проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на
расстоянии 0,8 … 1 мм от линии контура (черт. 20).
Черт. 20
(Измененная редакция, Изм. № 2, ).
1. 2. |
Среднее арифметическое отклонение профиля
Для обозначения на чертеже, среднего арифметического отклонения профиля шероховатости, используется параметр «Ra» измеряемый в микрометрах.
При указании шероховатости, на графическом документе, около специального знака указывается её величина.
| Среднее арифметическое отклонение профиля Ra, мкм | |||
| 100 | 8,0 | 0,63 | 0,050 |
| 80 | 6,3 | 0,50 | 0,040 |
| 63 | 5,0 | 0,40 | 0,032 |
| 50 | 4,0 | 0,32 | 0,025 |
| 40 | 3,2 | 0,25 | 0,020 |
| 32 | 2,5 | 0,20 | 0,016 |
| 25 | 2,0 | 0,160 | 0,012 |
| 20 | 1,60 | 0,125 | 0,010 |
| 16,0 | 1,25 | 0,100 | 0,008 |
| 12,5 | 1,00 | 0,080 | |
| 10,0 | 0,80 | 0,063 |
Обозначение среднего арифметического отклонения профиля считается наиболее предпочтительным.
Шероховатость поверхности представляет собой одну из основных геометрических характеристик определяющих качество поверхности изделий и оказывающую влияние на эксплуатационные показатели. В процессе работы машин или приборов, внешним воздействиям окружающей среды, в пер¬вую очередь, подвергаются детали, из которых они состоят. Износ поверхностей подвергающихся трению, появление трещин из-за усталости материала, смятие рабочих поверхностей деталей, коррозионное и эрозионное воздействие, разрушение вследствие кавитации и пр.– все эти процессы, протекают на поверхностях деталей. Известно, что придание поверхностям деталей надлежащих свойств, способствует значительному повышению показателей качества эксплуатируемых машин в целом и в первую очередь показателей их надежности.
Шероховатость участка поверхности оценивается по неровностям профиля, получаемого методом сечения реальной поверхности геометрической плоскостью. Для отделения шероховатости неровностей поверхности от других рельефных участков с относительно крупным шагом, ее рассматривают в пределах отдельного сегмента, длину которого называют базовой длиной.

Для оценки шероховатости поверхностей используется параметры измерения, которые указывают на стандартные величины находящиеся в пределах допустимых значений. Параметры «Ra», представляют собой среднюю высоту неровностей профиля, которая измеряется в микрометрах.
При контроле и измерении величин шероховатости поверхностей используют метод визуальной оценки, контактным и бесконтактным способом. Измерения производятся методом светового сечения, теневой проекцией, интерференционным и растровым способом. В отдельных случаях, когда не представляется возможным напрямую измерить шероховатость поверхности, с выбранной поверхности снимают слепок и измеряют величину шероховатости по слепку.
При визуальной оценке проверяемую поверхность сравнивают с образцами шероховатости поверхности, которые выпускают в виде специальных эталонов. Образцы шероховатости могут быть плоской или цилиндрической формы. На каждом образце изображают номинальное значение параметра «Ra» в микрометрах. По требованию заказчика рядом с параметром «Ra» может быть дополнительно нанесено значение параметра «Rz» как справочное. Образцы шероховатости укомплектовываются в наборы, а так же изготовляются отдельными образцами по способам обработки и материалам, из которых они изготовлены.
Оценка шероховатости поверхностей детали, методом сравнения с образцом, дает удовлетворительные результаты, начиная примерно от Ra = 0,6 — 0,8 мкм и далее. Точность визуального измерения шероховатости может быть повышена в случае применения оптических средств увеличения.
Измерение шероховатости не визуальным способом производится специальными приборами одним, из которых является профилометр. Эти приборы предназначены для фиксации параметров шероховатости участка детали. Профилометры измеряют состояние поверхности контактным методом с помощью специального алмазного щупа.
В технике профилометры главным образом предназначены для измерений в условиях лабораторий, машиностроительных, приборостроительных и других.
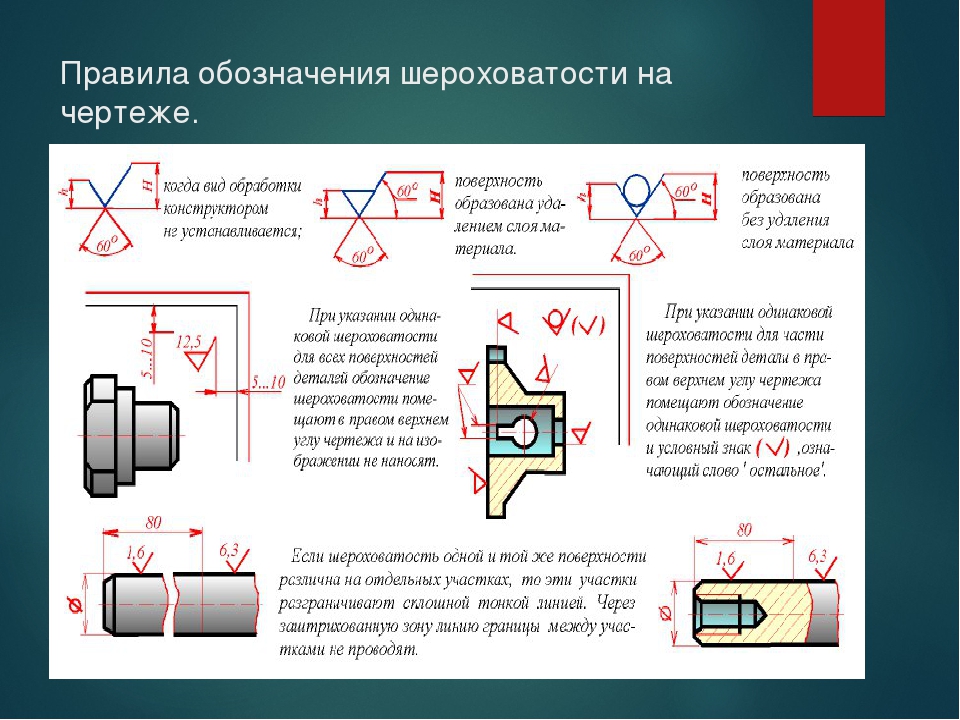
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
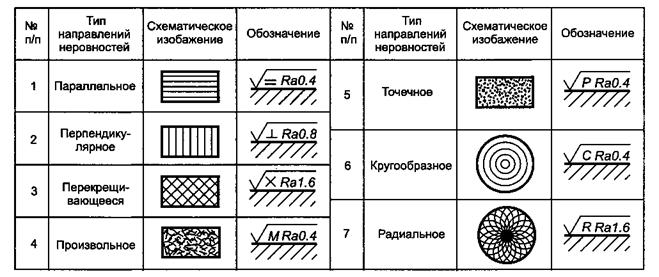
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
Читать также: Токарно револьверный станок с чпу 1в340ф30
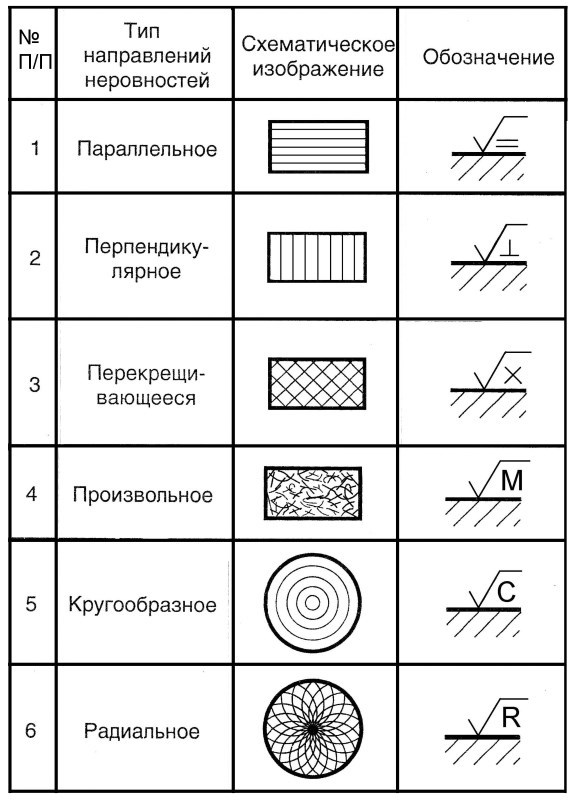
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
14 классов обработки поверхности металла
Шероховатость готового изделия определяется специальным прибором. Единица измерения данного критерия – микрометр. Причем существует две категории шершавости: исходный, достигаемый за счет производственной обработки поверхности, и равновесный, который получается в процессе эксплуатации детали за счет ее естественного износа.
Чистота обработки металла регламентируется ГОСТом, который содержит четкие требования к характеристикам деталей той или иной категории. Всего существует 14 классов, при этом первый класс – наиболее грубый, четырнадцатый – максимально чистый.
Степень неровности поверхности определяется посредством трех числовых критериев:
- L – длина участка поверхности (мм);
- Rz – высота неровности (мкм);
- Ra – среднеарифметическое отклонение профиля (мкм).
Показатель среднеарифметического отклонения свидетельствует о степени шероховатости поверхности. Классы чистоты обработки металла с 6-го по 14-й имеют три разряда (а, б, в), поскольку характеризуются минимальными погрешностями.
Таблица. Значения параметров Ra и Rz, соответствующих той или иной категории шероховатости. Стоит отметить, что теоретически лучше использовать в качестве контрольного показателя Ra вместо Rz.
| Класс чистоты обработки металла | Базовая длина l, мм | Ra предпочт., мкм | Ra допустимые, мкм | Rz, мкм |
| 1 | 8,0 | 50 | 80; 63; 40 | 320; 250; 200; 160 |
| 2 | 8,0 | 25 | 40; 32; 20 | 160; 125; 100; 80 |
| 3 | 8,0 | 12,5 | 20; 16,0; 10,0 | 80; 63; 50; 40 |
| 4 | 2,5 | 6,3 | 10,0; 8,0; 5,0 | 40; 32; 25; 20 |
| 5 | 2,5 | 3,2 | 5,0; 4,0; 2,5 | 20; 16; 12,5; 10,0 |
| 6 | 0,8 | 1,6 | 2,5; 2,0; 1,25 | 10,0; 8,0; 6,3 |
| 7 | 0,8 | 0,80 | 1,25; 1,00; 0,63 | 6,3; 5,0, 4,0; 3,2 |
| 8 | 0,8 | 0,40 | 0,63; 0,50; 0,32 | 3,2; 2,5; 2,0; 1,60 |
| 9 | 0,25 | 0,20 | 0,32; 0,25; 0,160 | 1,60; 1,25; 1,00; 0,80 |
| 10 | 0,25 | 0,10 | 0,160; 0,125; 0,080 | 0,80; 0,63; 0,50; 0,40 |
| 11 | 0,25 | 0,050 | 0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 |
| 12 | 0,25 | 0,025 | 0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 |
| 13 | 0,08 | 0,012 | 0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 |
| 14 | 0,08 | 0,012 | 0,010; 0,008 | 0,050; 0,040; 0,032 |
Что такое квалитет в системе допусков?
Квалитет в системе допусков определяет то минимальное значение точности, которого будет вполне достаточно для надёжного функционирования предмета.
Это позволяет:
- Сэкономить на производстве;
- Оптимизировать процесс;
- Добиться допустимого уровня надёжности;
- Не выполнять «лишнюю» работу.
Теоретически, всё должно быть идеально. Но добиться таких результатов в суровой реальности невозможно. Поэтому приходится мириться с действительностью и определяться, какой уровень качества нас устроит.
Это ни в коем случае не значит, что производитель не стремится сделать всё в лучшем виде. Нет, просто в ходе долгих исследований были уточнены параметры, которые соответствуют допустимому уровню точности.
Успокоить себя можно тем, что ни один производитель не рискнёт пустить в продажу некачественные изделия – удар по репутации и финансовые потери.