
Как сделать лазерный резак в гараже
Все гениально просто, поэтому для создания такого оборудования, которое способно вырезать красивейшие узоры в прочных сталях, можно сделать из обычных подручных материалов. Для изготовления обязательно потребуется старая лазерная указка. Помимо этого, следует запастись:
- Фонариком, работающим на аккумуляторных батарейках.
- Старым DVD-ROM, из которого нам потребуется извлечь матрицу с лазерным приводом.
- Паяльник и набор отверток для закручивания.
Первым шагом будет являться разборка привода старого дисковода компьютера. Оттуда нам следует извлечь прибор. Будьте аккуратны, чтобы не повредить само устройство. Привод дисковода должен быть пишущим, а не просто читающим, дело в строении матрицы устройства. Сейчас в подробности вдаваться не будем, но просто используйте современные нерабочие модели.
Советуем изучить — Электрооборудование сверлильных станков с ЧПУ
После этого, вам обязательно нужно будет извлечь красненький диод, который прожигает диск во время записи на него информации. Просто взяли паяльник и распаяли крепления этого диода. Только ни в коем случае не бросайте его. Это чувствительный элемент, который при повреждениях может быстро испортиться.
При сборке самого лазерного резака следует учесть следующее:
- Куда лучше установить красный диод
- Каким образом будут запитываться элементы всей системы
- Как будут распределяться потоки электрического тока в детали.
Решается эта дилемма просто. Диод из указки меняется красной лампочкой из привода. Разобрать указку следует с той же аккуратностью, что и дисковод, повреждения разъемов и держателей, испортят ваш будущий лазер для резки металлов своими руками. Когда вы это сделали, можно приступать к изготовлению корпуса для самоделки.
Для этого вам потребуется фонарик и аккумуляторные батарейки, которые запитают лазерный резак. Благодаря фонарику у вас получится удобная и компактная деталь, не занимающая много места в быту. Ключевым моментом оборудования такого корпуса является правильно подобрать полярность. Удаляется защитное стекло с бывшего фонарика, чтобы оно не являлось преградой для направленного луча.
https://youtube.com/watch?v=DhMxREbqobY
Последующим действием является запитка самого диода. Для этого вам необходимо подключить его к зарядке аккумуляторной батареи, соблюдая полярность. В завершении проконтролировать:
- Надежность фиксации устройства в зажимах и фиксаторах;
- Полярность устройства;
- Направленность луча.
Неточности докрутить, а когда все готово можно поздравить себя с успешной завершенной работой. Резак готов к использованию. Единственное, что нужно помнить — его мощность намного меньше, чем мощность производственного аналога, поэтому слишком толстый металл ему не под силу.
Преимущества
Технология лазерной сварки алюминия обладает рядом преимуществ, которые делают данный способ одним из наиболее приемлемых для этой сферы. Среди них стоит отметить:
- Высокое качество шва при соединении трудно свариваемого металла;
- Для соединения не нужно проводить длительные предварительные процедуры, а также нужна тщательная механическая обработка;
- Лазерная установка обладает высокой точностью проведения процесса;
- Есть возможность создавать швы сложной формы, которые будут практически не заметны из-за свой толщины;
- Установка работает в экологически безопасном режиме, так что не загрязняет окружающую атмосферу и не выпускает удушливые для людей газы;
- Технология обладает высоким уровнем производительности;
- Процесс происходит достаточно быстро и нередко является автоматизированным;
- Близлежащий к шву металл практически не подвергается тепловому воздействию, что помогает ему полностью сохранять изначальные свойства.
Недостатки
Помимо преимуществ, у технологии есть и ряд серьезных недостатков, которые усложняют ее распространение среди других сфер применения:
- Повышенная стоимость на технику для проведения процедур;
- Немалая себестоимость процесса;
- Плохо работает с большой толщиной металла;
- Подходит только для узкого перечня изделий из алюминия;
- Очень низкий коэффициент полезного действия, что приводит к высоким и нерациональным энергозатратам, эффективными из которых являются только 2%.
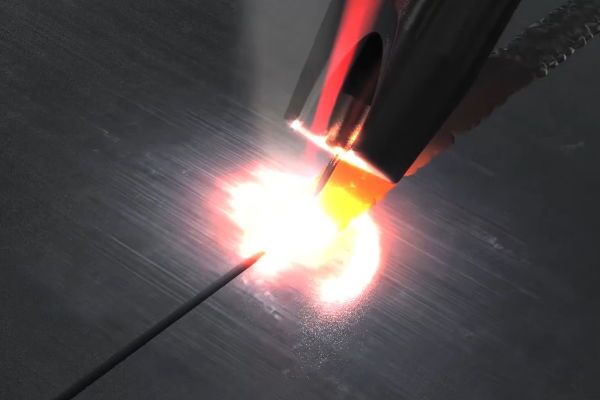
Принцип работы
Принцип работы лазерной сварки основан на тепловом воздействии лазера. Появилась эта технология, примерно, в 60-х годах, как только был изобретен лазер, который может работать непрерывно. В производстве сразу оценили его преимущество воздействовать узконаправленным лучом энергии на определенный участок. Силы мощных установок вполне хватало, чтобы расплавить металл.
Лазер зарождается в головке устройства, которая формирует тонкий пучок энергии.
Регулировка толщины пучка позволяет регулировать силу лазера, что в свою очередь обеспечивает установку различных режимов для сварки. Когда лазер включается и направлен на место создания шва, то при соприкосновении с поверхностью часть световой энергии отражается от металла. Остальная часть при соприкосновении с алюминием проникает внутрь него. Давление, которое создается лучом на конкретное место, приводит к тому, что преобразуется в тепловую энергию. Это приводит к разогреванию и расплавлению металла. В итоге, в намеченном месте плавятся кромки и металл расплавляется, образуя на месте соединения однородную массу.
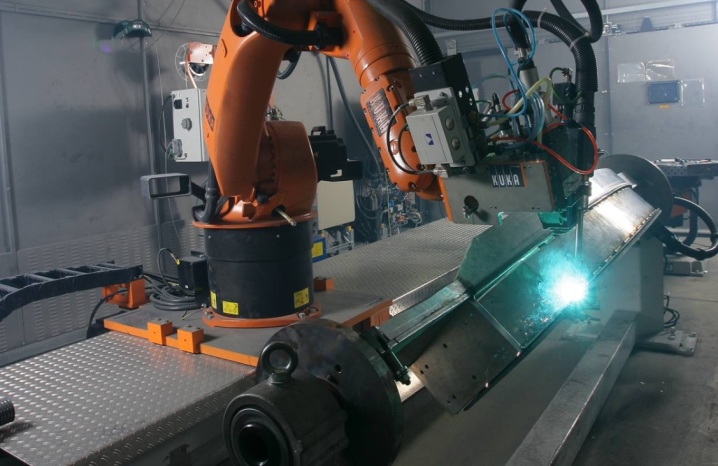
Лазерная сварка алюминиевых сплавов
Технология
Технология лазерной сварки алюминия и алюминиевых сплавов не требует создания условия вакуума в отдельной камере. Это быстрый процесс, который требует только тщательной подготовки. Поверхность металла следует очистить от загрязнений, пленок жира и прочих лишних вещей. Это касается преимущественно места соединения. Сварка может проходить практически в любом пространственном положении. Соединение должно быть стыковым, так как внахлест сварку провести не получится. Зачастую не требуется и наличие припоя, так как впритык соединенные кромки сплавляются в месте соединения, сами образуя наплавочный материал.
Техника безопасности
Установка должна быть исправно и ее нужно проверять перед использованием. Не стоит ее направлять на людей и легко возгораемые предметы. На пути лазера не должно быть ни каких посторонних предметов, что могло бы привести к травме или пожару.
Заключение
Лазерная сварка алюминия является одним из тех способов, которые помогают работать с этим металлом без особого риска возникновения брака. Практически все другие, более простые, виды сварки, не всегда справляются с этой задачей. С ее помощью легче всего работать с листовым металлом небольшой толщины.
Типы лазеров
При сваривании металлов применяют лазеры двух типов:
- твердотельные;
- газовые.
Тот или иной тип лазера подбирается в зависимости от цели использования оборудования.
Твердотельный
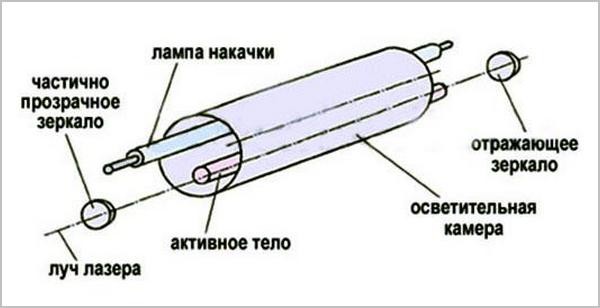
В данном случае активным телом выступает рубиновый стержень со стеклом и примесью неодима или же алюмо-иттриевого граната, который легирован неодимом или иттербием. Стержень располагается в осветительной камере. Чтобы возбудить атомы активного тела, применяют лампу накачки, которая создает мощные световые вспышки.



На торцах активного тела находятся два зеркала:
- частично прозрачное;
- отражающее.
Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
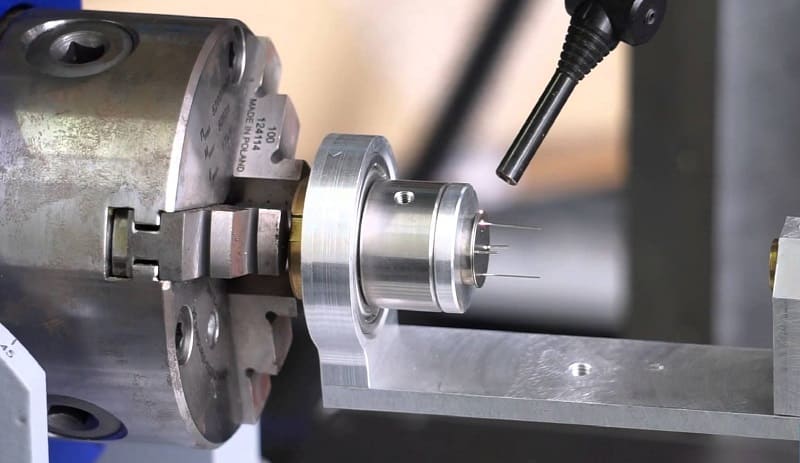
С помощью данных лазеров свариваются только мелкие и не толстые детали, чаще всего — это объекты микроэлектроники, например, тонкие проволочные выводы с диаметром 0,01−0,1 мм на основе нихрома, золота или тантала. Допускается и точечная сварка изделий на основе фольги с диаметром точки порядка 0,5−0,9 мм. Таким же способом выполняется герметичный катодный шов на кинескопах современных телевизоров.
Катод — это трубка с длиной в 2 мм, диаметром 1,8 мм и толщиной стенки 0,04 мм. К такой трубке приваривают дно толщиной в 0,12 мм на основе хромоникелевого сплава. Такие мелкие изделия варят благодаря высокой степени фокусировки луча, а также точной дозировке энергии посредством регулирования длительности импульса в определенных рамках.
Газовый
Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Основной минус оборудования с продольной прокачкой газа — это его габариты. А вот лазеры с поперечной прокачкой газа более компактные. Общая мощность может составлять от 20 кВт и больше, благодаря чему можно соединять металлы с толщиной до 20 мм на большой скорости — порядка 60 м/ч.
Самые мощные конструкции — газодинамические. В них для работы применяют газы, которые нагреваются до температуры от 1000 до 3000 К. Газ в них быстро истекает через сопло Лавля, в итоге происходит адиабатическое расширение, а затем газ охлаждается в зоне резонатора. При охлаждении возбужденные молекулы переходят на более низкий энергетический уровень, при этом испускается когерентное излучение. Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
Советуем изучить — Явление электромагнитной индукции в картинках
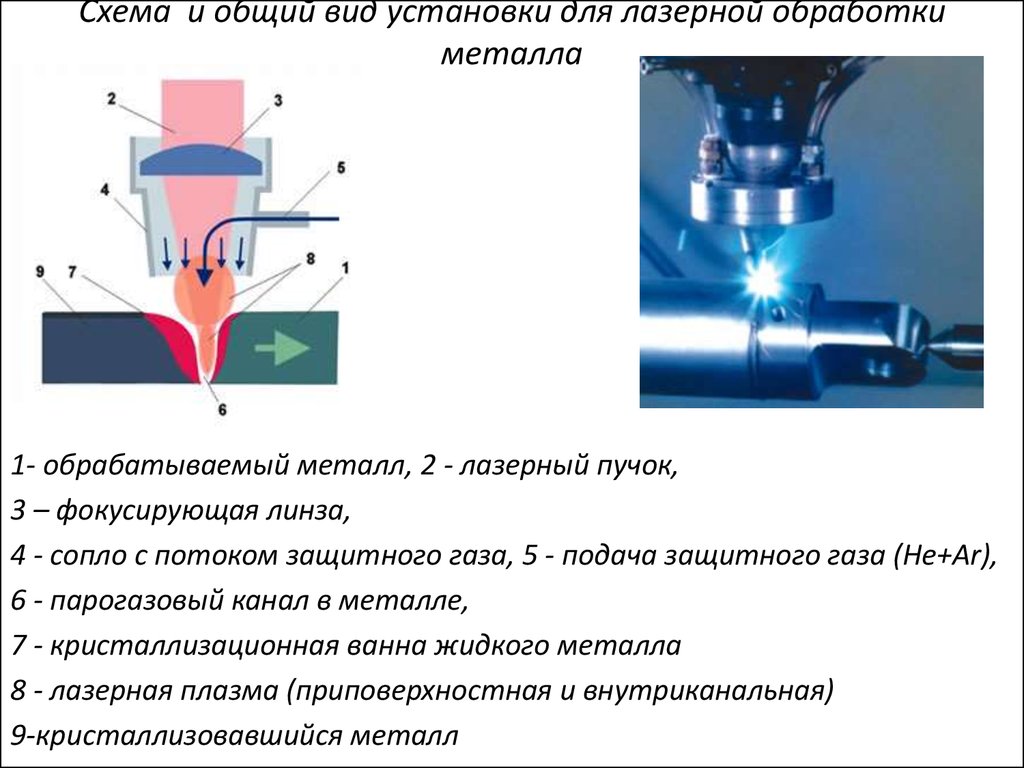
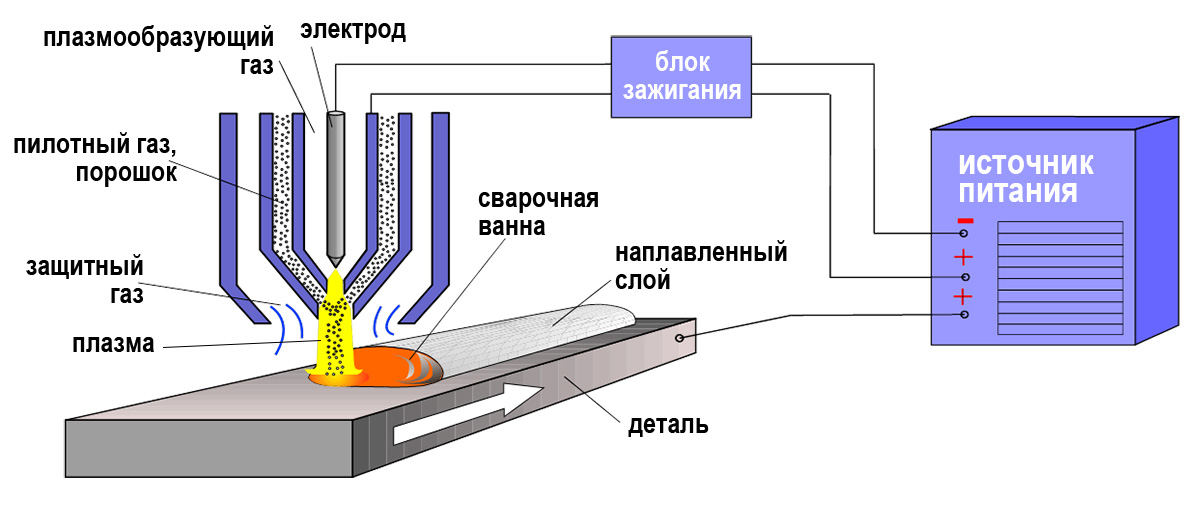
Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Поэтому в условиях применения высокомощного оборудования в зону сварки, кроме защитного газа, также подают и плазмоподавляющий газ. Им обычно выступает гелий, который намного легче аргона и не будет рассеивать луч. Чтобы упростить процесс нужно, использовать специальные газовые смеси, обладающие плазмоподавляющей и защитной функцией. В таком случае горелка должна подавать газ так, чтобы он мог сдувать ионизированный пар.
Во время работы луч медленно углубляется в деталь и оттесняет жидкий металл сварочной ванны на заднюю стенку кратера. Это обеспечивает «кинжальное» проплавление при условии большой глубины и малой ширине шва.
Большая концентрация энергии в луче позволяет достичь высокой скорости работы, а также обеспечивает хороший термический цикл и высокую прочность металла шва.
https://youtube.com/watch?v=u1GKNo9wa1w
Особенности работы с тонкостенным металлом
При сваривании заготовок средней и большой толщины необходимо проплавление материала на всю толщину. Для этого используют излучение высокой интенсивности. Особенностью сварки лазером тонкостенных металлов является высокий риск прожигания листа. Чтобы избежать этого, необходимо строго контролировать следующие характеристики:
- мощность излучения;
- скорость движения луча;
- фокусировка рабочего пятна.
Сваривание тонкостенных заготовок проводят на минимальной мощности. При непрерывном режиме повышают скорость движения рабочего пятна
В импульсном режиме сокращают длительность импульса и повышают их скважность

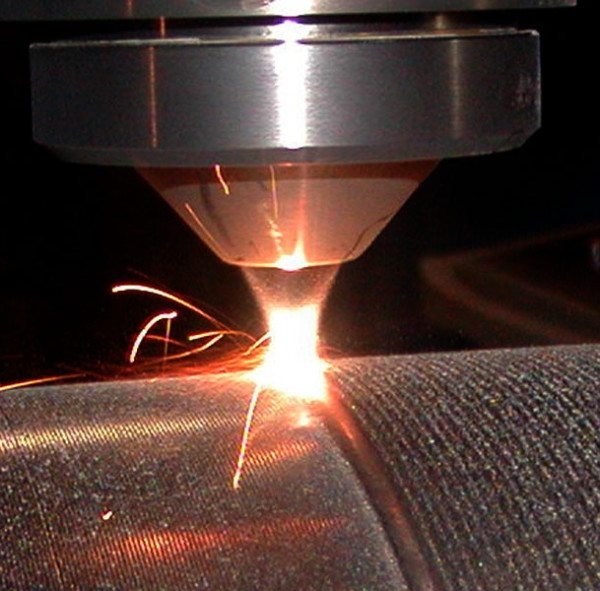
Лазерная сварка тонкостенных металлов
Если же на минимальной мощности плотность потока все равно слишком высока — используют преднамеренную расфокусировку луча. Это снижает КПД, но исключает прожигание листа и разбрызгивание металла.






Сварка сталей
Качество и надежность сварных соединений, выполняемых лазерным лучом, в значительной степени определяются точностью сборки элементов под сварку. Необходимая точность сборки достигается подготовкой свариваемых кромок на металлорежущих станках (строганием, фрезерованием, точением).
Поверхность металла в зоне сварки следует очищать от окалины, ржавчины, других загрязнений, а также от влаги. Указанные загрязнения и влага создают условия для образования пористости, оксидных включений, а в некоторых случаях и холодных трещин в металле шва и зоне термического влияния за счет насыщения водородом.
Зачищать свариваемые поверхности следует щетками из нержавеющей стали на участке не менее 10—15 мм как выше, так и ниже свариваемых кромок. Зачищаются также торцевые поверхности, прилегающие к свариваемым участкам. После зачистки место сварки рекомендуется обезжирить.
Сборка под сварку должна обеспечивать возможность тщательной подгонки кромок по всей длине шва с минимальным зазором и перекосом кромок. При толщине свариваемого материала >1,0 мм зазор не должен превышать 5—7% толщины (не более 0,2—0,3 мм). Смещение одной кромки относительно другой по высоте не должно превышать 20—25 % от толщины свариваемых деталей (не более 0,5 мм).
При сборке под сварку не рекомендуются прихватки. В случае необходимости прихватки следует выполнять лучом лазера.
Предпочтительное соединение — стыковое. Нахлесточные и замковые соединения углеродистых сталей не рекомендуются из-за высокой чувствительности к концентраторам напряжений.
Защищать поверхности шва от окисления следует гелием или смесью гелия с аргоном в соотношении 2:1, а также аргона с углекислым газом при соотношении 3:1, подаваемыми через специальное сопло. Корень шва с обратной стороны рекомендуется защищать аргоном. В некоторых случаях при сварке низкоуглеродистых сталей допускается отсутствие защиты шва.
Характерные режимы непрерывной лазерной сварки некоторых сталей обеспечивают сочетание качественного формирования шва, высокой технологической прочности и высоких механических свойств сварного соединения (табл. 6.1).
Таблица 6.1. Характерные режимы непрерывной лазерной сварки сталей
Как следует из табл. 6.1, оптимальные режимы сварки сталей обеспечиваются сравнительно высокими (80—120 м/ч) скоростями сварки. При этом мощность лазерного излучения может быть ориентировочно подобрана из условия 1 кВт на 1 мм толщины свариваемой детали.
Представленные в табл. 6.1 режимы даны для стыковых сварных соединений, но в первом приближении их можно использовать и для угловых, тавровых, прорезных и других видов соединений.
Технология лазерной сварки
Соединение деталей из нержавейки с легкостью осуществляется аргоновой сваркой или полуавтоматами. Однако в задачах формирования швов на достаточно тонком металле отмеченные методы оказываются малоэффективными. Высокая температура, возникающая в аргоновой сварке, способна попросту расплавить изделие или же деформировать его.
В данном случае наиболее эффективной является лазерная сварка металлов. С ее помощью удается сформировать тонкий шов, а дефекты, связанные с действием температуры, будут минимальны.
Итак, каков же принцип работы и в чем преимущества лазерной технологии?
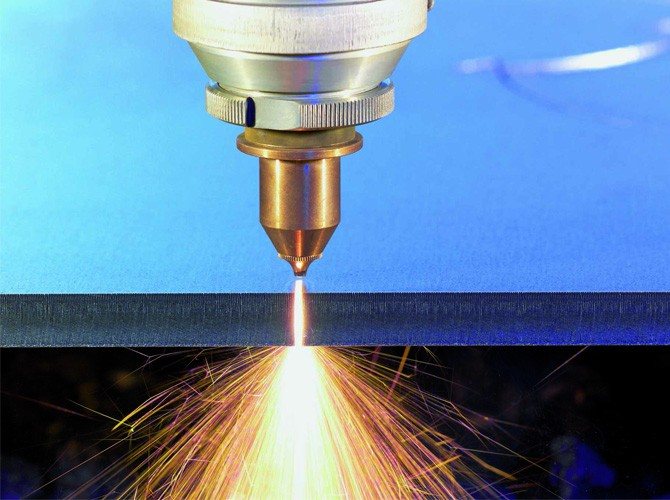
Суть метода заключается в расплавлении тонких кромок металла с помощью лазера. Он формируется посредством испускания фотонов атомами. Такое явление называется индуцированным излучением.
Полученный световой поток позволяет плавить кромки материала и соединять их между собой. Кроме того свечение можно подавать в зону сварки импульсно с высокой энергией или же постоянно с меньшей силой воздействия.
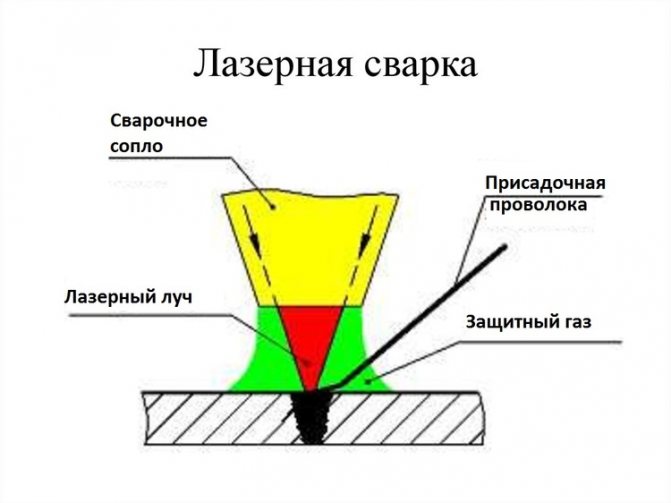
Фокусировка излучения осуществляется с использованием специальной оптики. Сварочные работы по этой технологии можно проводить как с применением присадочного материала, так и без него.
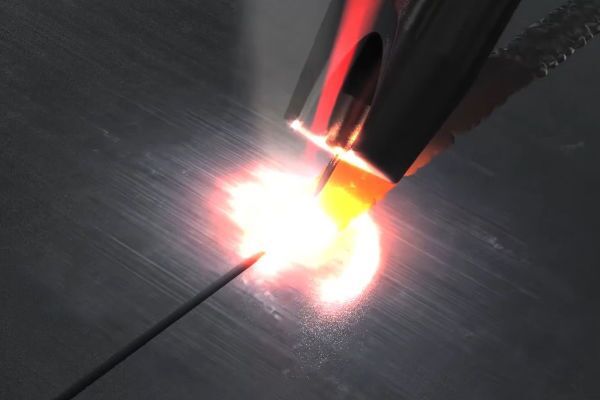
В гибридных версиях сварки присадочная проволока может также создавать дугу, расплавляющую ее кончик. Световой пучок, в свою очередь, будет укладывать расплавленный присадочный материал в шов.
Обычно сварочную ванну защищают инертным газом. В этих целях применяется гелий или аргон. Однако тут есть и некоторые особенности. Взаимодействие лазера с металлом приводит к его нагреву и испарению. В результате луч может экранироваться и преломляться.
Избежать подобной ситуации позволяет гелий. Газ принудительно поступает к сварному соединению, снижая испарение металла.
Технология лазерной сварки.
Данная технология нашла широкое применение в различных отраслях промышленности и производства. Она используется для соединения изделий из алюминия, титана, меди лазером. Сфокусированный луч позволяет расплавлять кромки деталей толщиной от 0,1 мм до 10 мм.





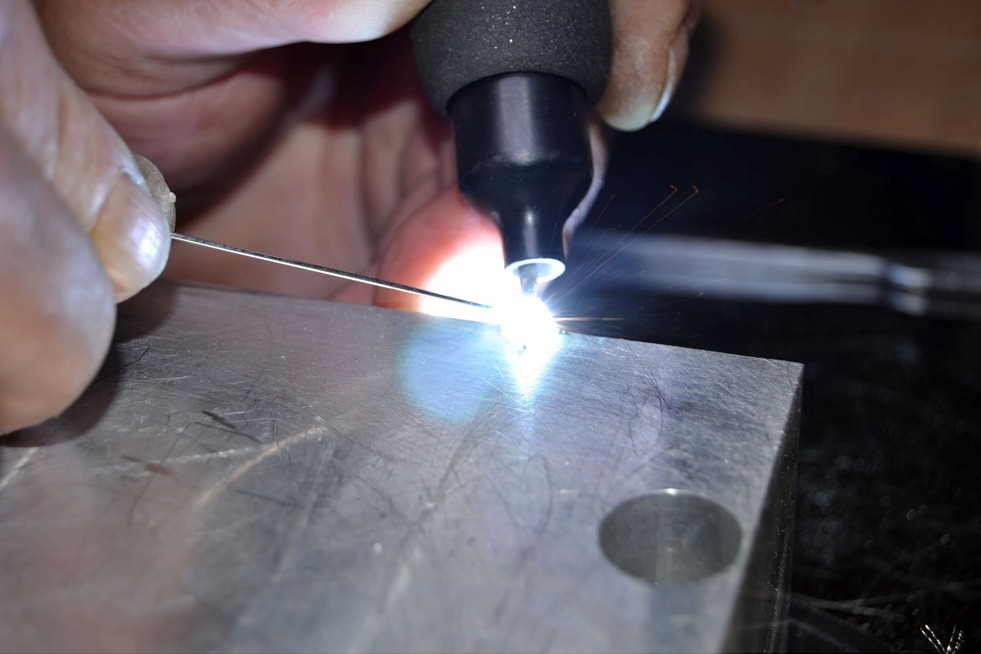
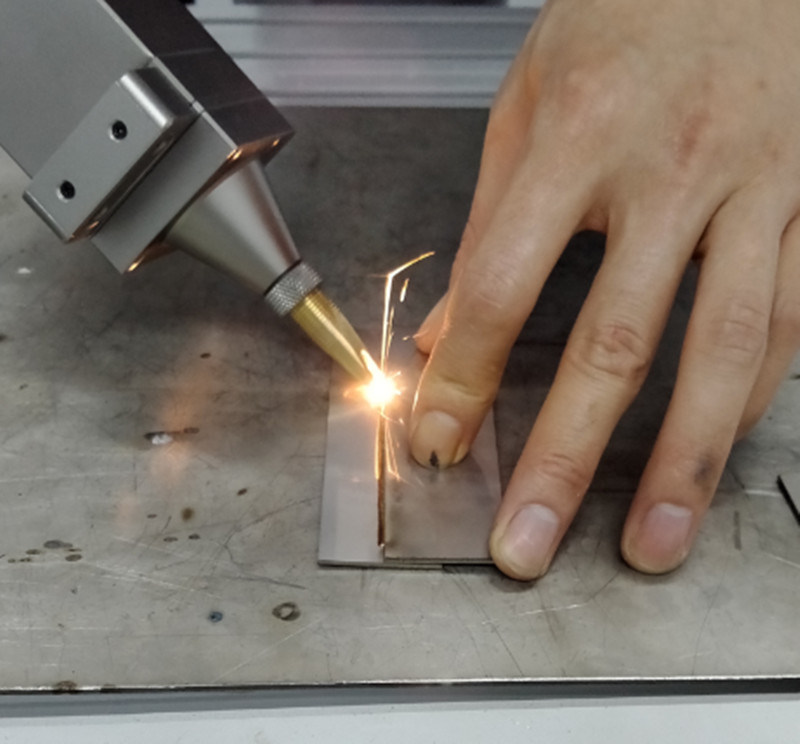
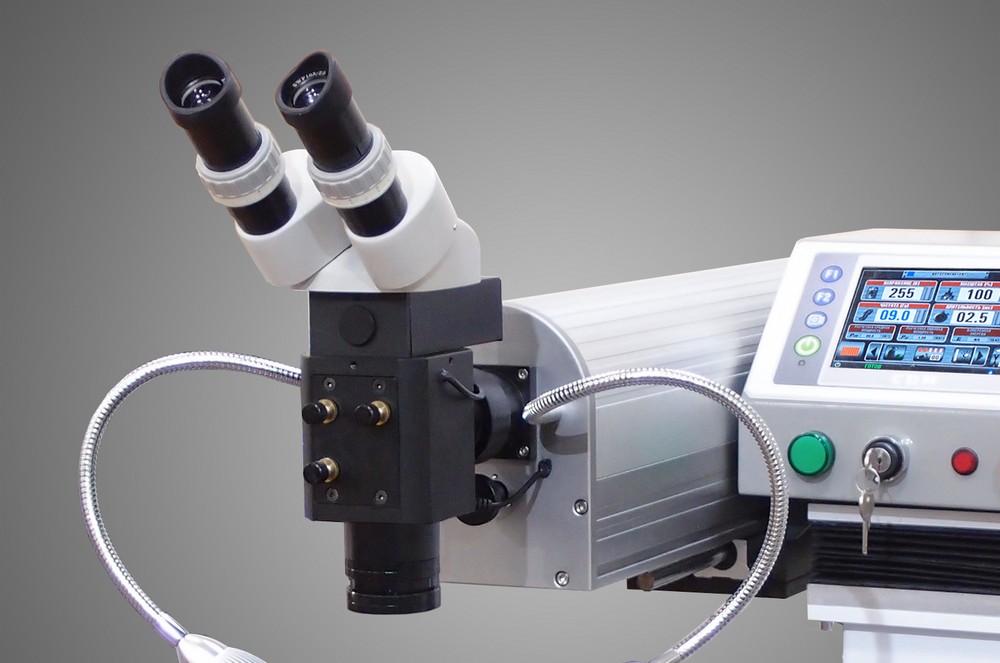
Благодаря возможности формирования тонких аккуратных швов эта технология получила широкое распространение в ремонте ювелирных изделий и оправ очков. В этих целях используются специальные малогабаритные настольные установки.
Место воздействия пучка в оборудовании отмечено точкой, под которую мастер подносит соединяемые детали и включает прибор. В результате происходит точечная сварка.
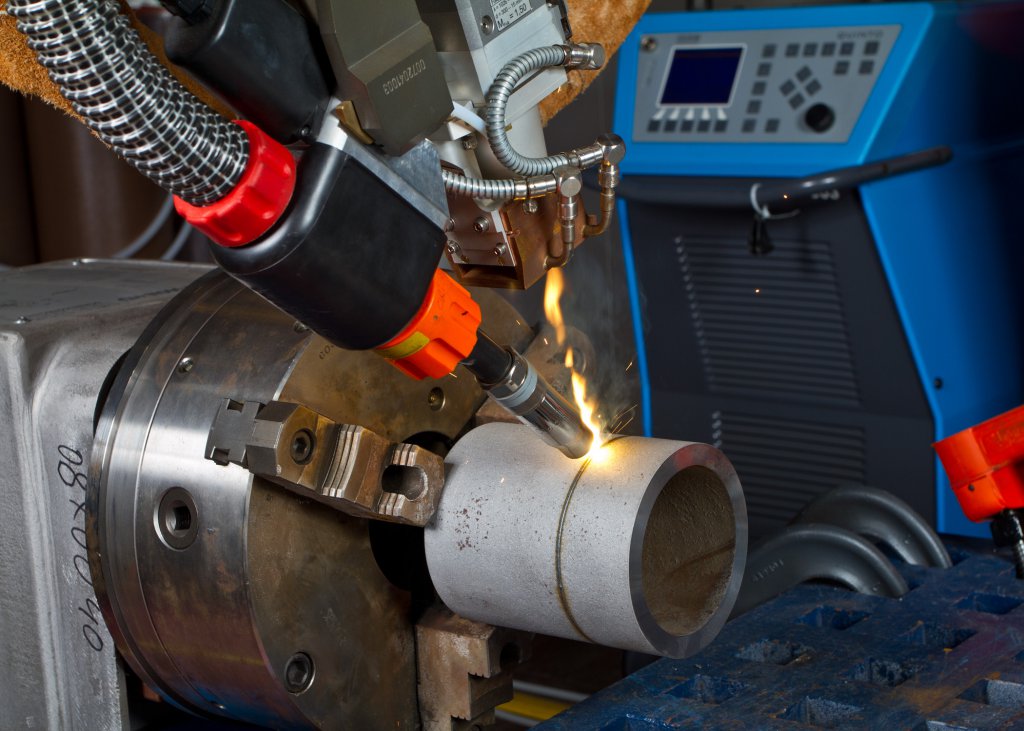
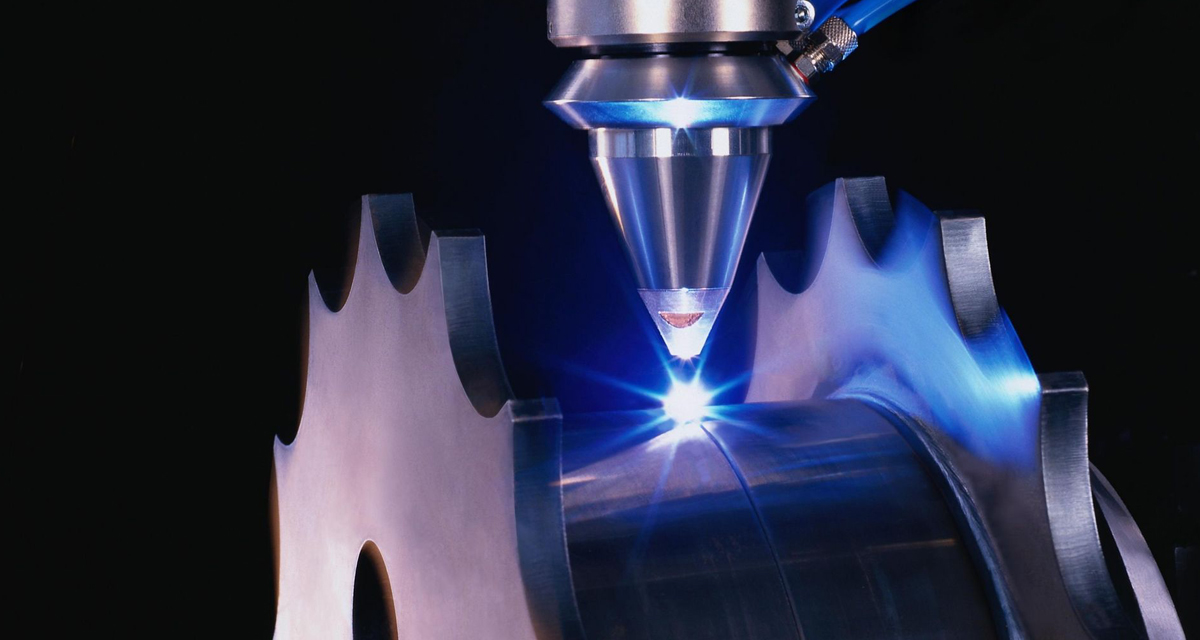
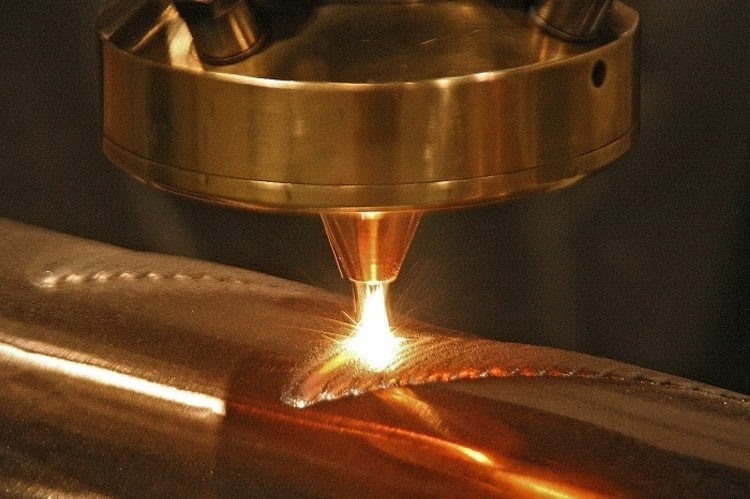
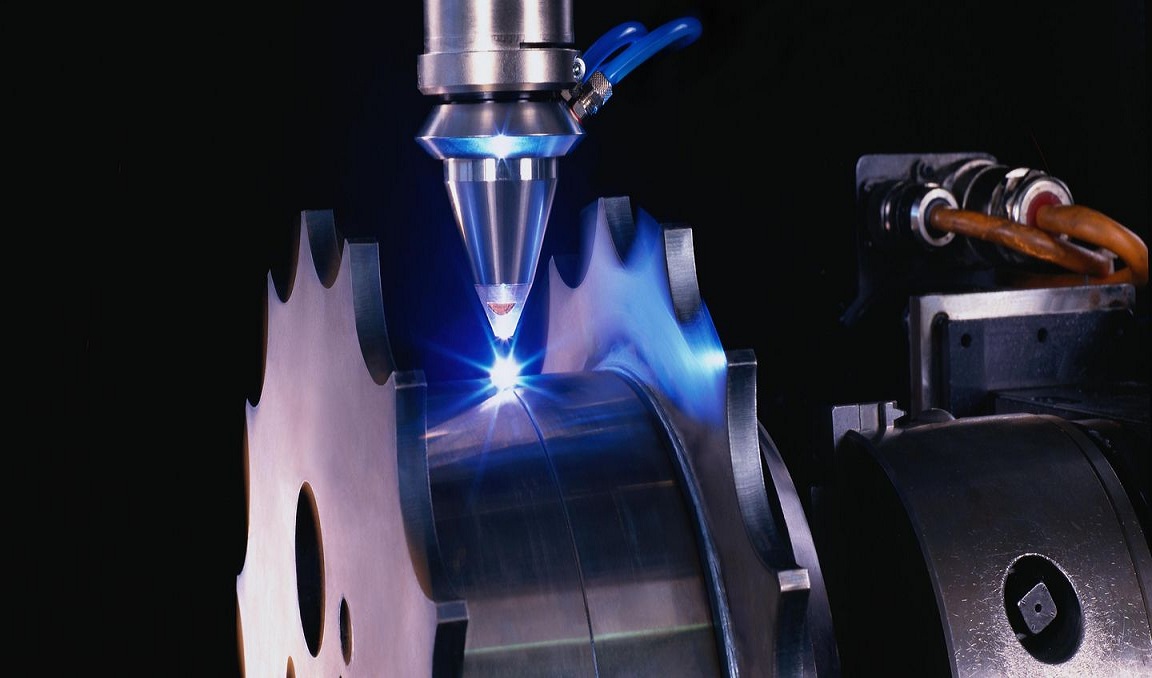
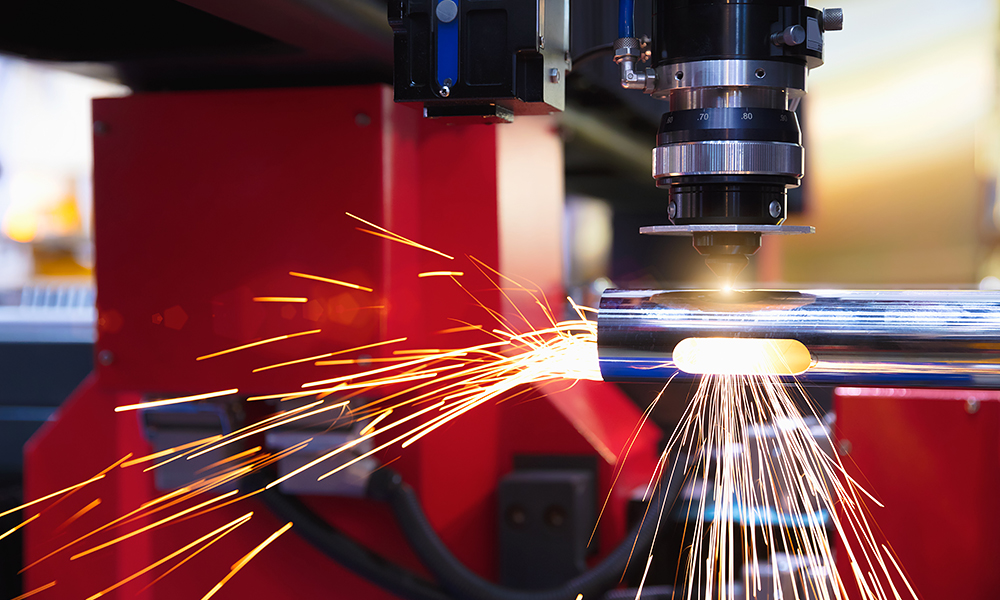
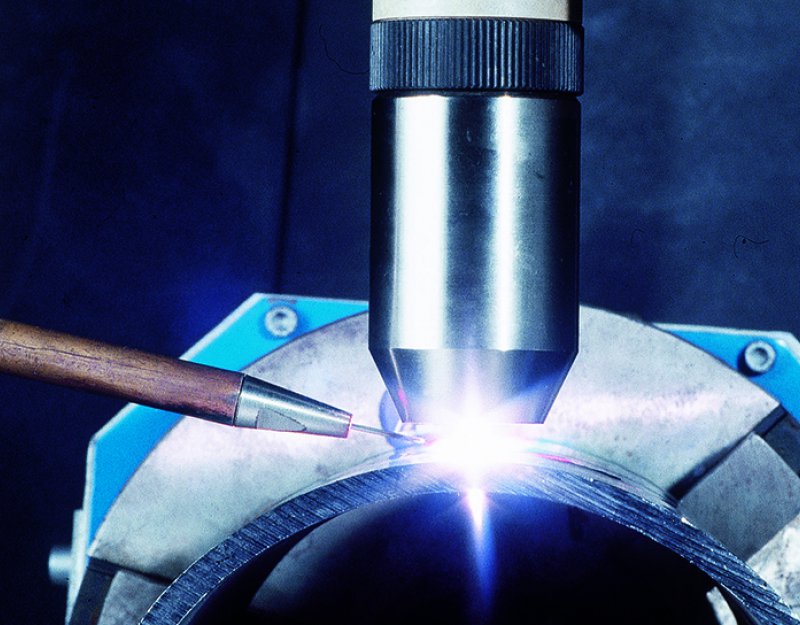
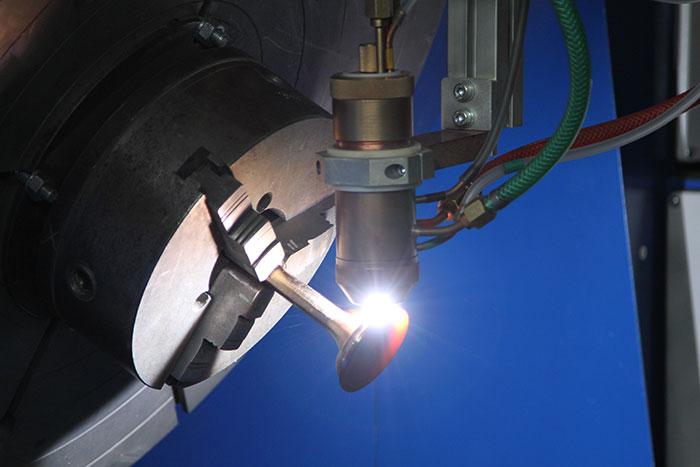
В промышленных целях метод используется в соединении различных деталей машин и коррозионно-устойчивых труб. Для отмеченных задач делают специальные большие приборы, которые монтируются на кронштейнах.
В случае необходимости создания шва на круглых изделиях, они вращаются с помощью специального оборудования во время сварки.
Данная технология сварки имеет ряд преимуществ. Благодаря им она выделяется на фоне других методов.
К основным достоинствам следует отнести следующие:
- возможность получения узкого и высокого шва, чего невозможно добиться полуавтоматами;
- глубокий провар без наплывов с другой стороны изделия;
- маленькая область взаимодействия света с деталью позволяет ей не перегреваться во время сварки, что исключает появления дефектов, связанных с термическим воздействием;
- высокая скорость работы и производительность;
- возможность соединения тонких деталей;
- безопасность;
- простота использования.
К недостаткам метода следует отнести его высокую стоимость. В связи с этим данная технология оказывается наиболее эффективной на производстве, где она достаточно быстро окупается.
Технология лазерной сварки
Принцип работы лазерной сварки основывается на следующих свойствах:
- когерентностью. В основе этого показателя лежит взаимосвязь фаз теплового поля луча лазера в разных зонах;
- монохроматичностью. Данное свойство характеризуется небольшой шириной спектральных линий, которые излучаются источником;
- направленностью. При проведении сварочного процесса не происходит рассеивание луча при его движении от источника к свариваемому изделию.
Благодаря этим показателям повышается мощность лазерного луча, он обеспечивает точное размеренное плавление и испарение металлов в зоне сваривания. Источник может быть на некотором расстоянии от свариваемой зоны, а в области сварочной лазерной ванны не требуется присутствия вакуума.

Так как работает лазерная сварка? При соединении изделий с применением лазерного луча наблюдаются следующие процессы:
- Элементы, которые подготовлены для соединения, плотно соединяются друг с другом вдоль линии будущего соединения.
- Далее на область стыка наводится лазерный луч.
- Включается генератор. Во время этого начинается равномерное разогревание, плавление и испарение частиц на кромках.
- В связи с тем, что сечение лазерного луча имеет небольшие размеры, расплавленный металл заполняет все микронеровности и дефекты изделий, которые попадают в зону действия лазерного луча.
Важно! Сварка лазером имеет положительную особенность – во время нее образуется сварное соединение с большой плотностью. А вот пористость, и прочие дефекты, которые присущи другим методам сварки, во время этой технологии отсутствуют
В связи с тем, что лазерный луч перемещается по соединяемым поверхностям с высокой скоростью, в ходе сварочного процесса не возникает окисления металла. При помощи луча можно делать два вида шва – сплошной и прерывистый. При помощи первого варианта сваривают трубы из нержавеющей стали, где необходима высокая герметичность. Второй вид используется при сваривании небольших конструкций, которые имеют поверхностные повреждения.
Особенности и применение
Разделение на технические, технологические и физические особенности сваривания металлов прописано в ГОСТ 19521-74.
В свою очередь, характеристики физического характера делятся по классам:
- Термический класс — подразумевает процесс сваривания металлов с использованием тепловой энергии и плавления;
- Термомеханический – процесс осуществляется под давлением и с применением тепловой энергии;
- Механический – используется механическая энергия и давление.
Лазерное сваривание также имеет свой ГОСТ, относится к первому классу.
Ее особенности в большей мере зависят от особенностей лазерного луча, таких, как направленность, монохроматичность, когерентность.
Благодаря этому луч может концентрироваться точечно и обрабатывать небольшие по площади поверхности. С помощью оптических систем происходит управление лазером.
Лазерная сварка имеет некоторые сходства со сваркой электронными лучами, перед которой имеет определенные преимущества, например, вакуумная среда для более эффективной работы не создается, а цена работ сваривания металла с помощью лазера сопоставляется с классическими способами.
Такой метод сваривания металлов нашел свое применение в автомобильном производстве, поскольку лазерная сварка позволяет экономить материалы, а также обеспечивает герметичность алюминиевого корпуса машины.
Сваривание труб удобно в том плане, что установка сварки может находиться удаленно от непосредственного места соединения.
Чаще всего, лазер используется для сваривания проблемных металлов: нержавейки и алюминия.
Потому что при сваривании нержавеющих материалов и алюминия происходит их быстрое окисление, что в последствии ведет к образованию некачественных швов.
Лазерные лучи не допускают подобных дефектов, поскольку отличаются скоростью обработки поверхности.
Сваривание лазером подразделяется на точечное и шовное (см. видео).






Точечная сварка позволяет обрабатывать даже очень мелкие детали (менее 100 мкм), отвечает требованиям ГОСТ 28915-91. Точечная сварка применяется в создании электронной аппаратуры.
Видео:
Тонкие материалы также подвергаются именно такому методу сваривания, но при этом необходимо выставить определенные параметры для того, чтобы плавление нержавеющих сталей не было глубоким.
Точечная сварка производится очень быстро.
Как уже говорилось выше, шов при лазерной обработке получается очень аккуратным и небольшим. Дефектность шва проверяется по ГОСТ Р ИСО 5817-2009.
Оборудование, которое применяется для сваривания труб, нержавейки и других материалов, имеет свои разновидности и принципиальные отличия.
Промышленную сварку труб см. на видео.
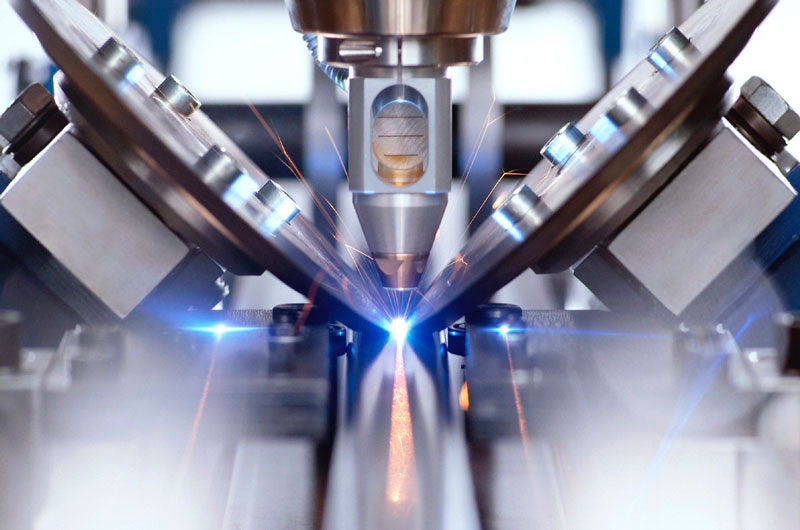
Технология
Физические характеристики
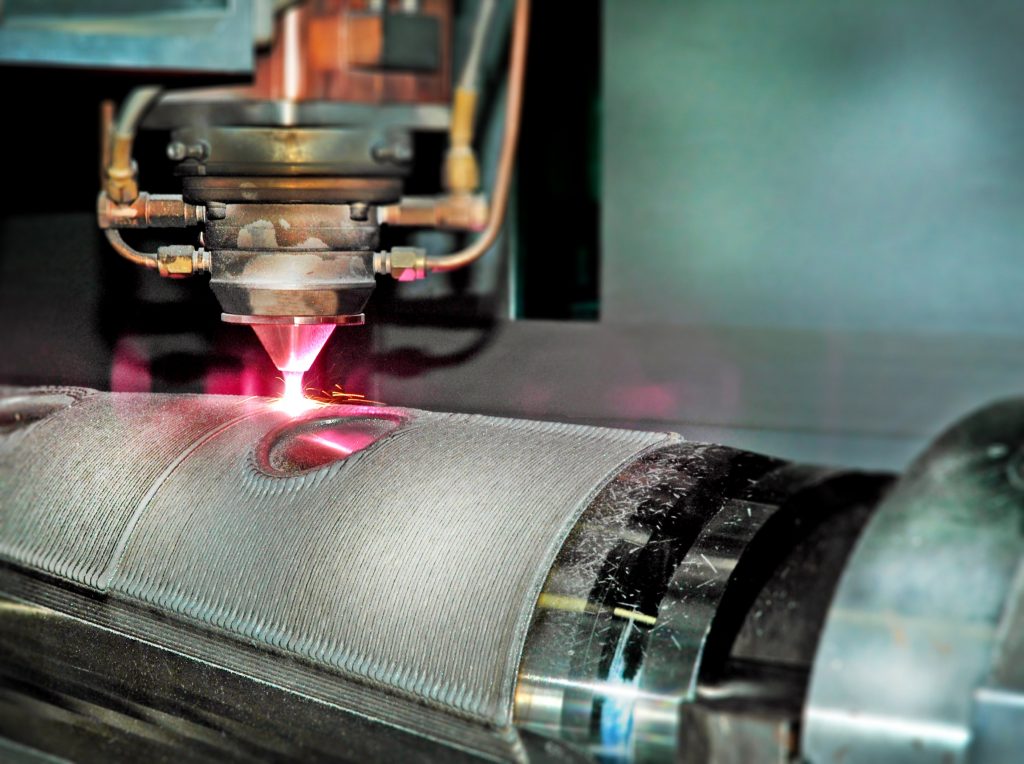
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Лазеры с твердым активным элементом
Такие установки могут излучать световой поток как непрерывно, так и дискретными импульсами. Активный излучатель делают из розового искусственного рубина, смешивая оксид алюминия и ионы хрома. Торцы стрежня полируют, создавая на них зеркальные поверхности, отражающие свет. Ионы хрома, облучаемые излучением лампы накачки, переизлучает свет на частоте работы лазера.
Функционирование их проходит следующим способом:
- Стержнеобразный активный элемент помещен вместе с лампой накачки внутри рабочего корпуса.
- Энергия периодических вспышек лампы накапливается в активном элементе, фокусируясь и отражаясь от торцевых зеркал.
- По достижении порогового значения интенсивности светового пучка он проходит излучение рабочего импульса.
Лазер с твердым активным элементом
Аппараты с твердым активным телом работают на волне длиной 0,69 микрон. Мощность их достигает нескольких сотен ватт.





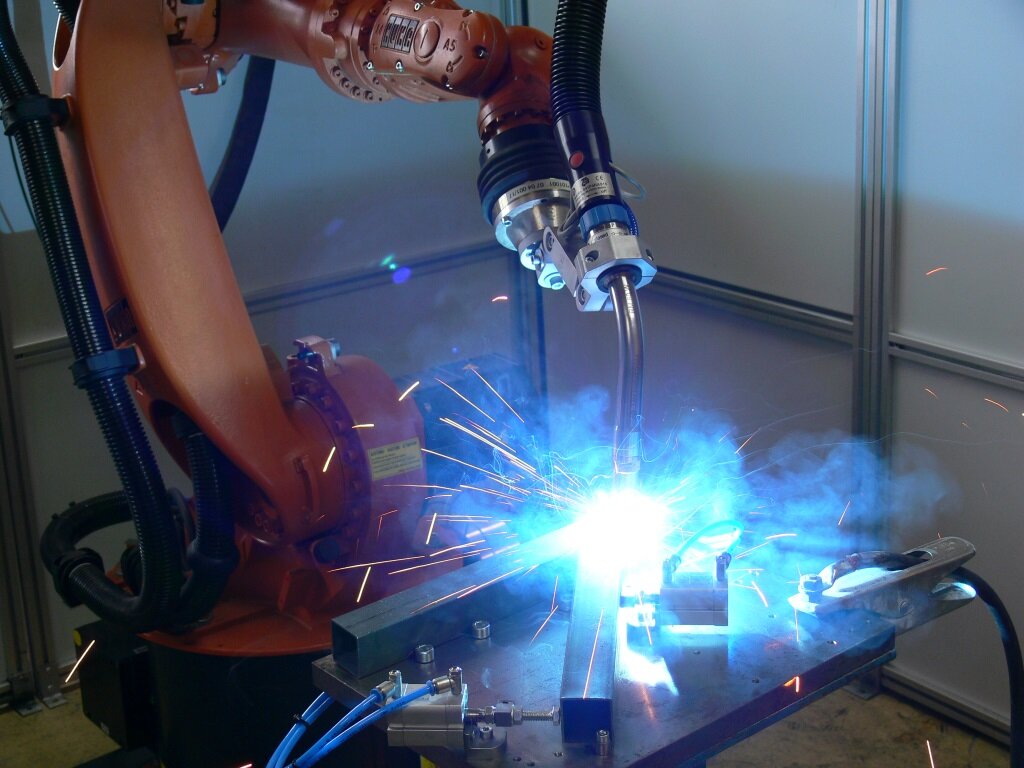
Оборудование для сварки
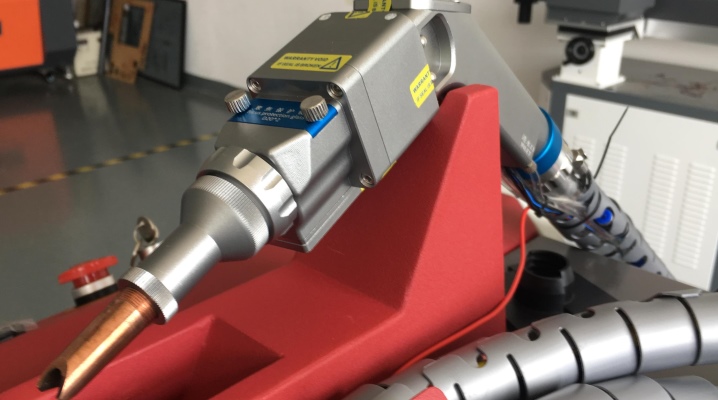
Комплект оборудования состоит из устройства, генерирующего лазерный луч, системы фокусировки излучения, а также системы, перемещающей сам луч и металлическую заготовку. Установка лазерной сварки может быть стационарная и мобильная (переносная).
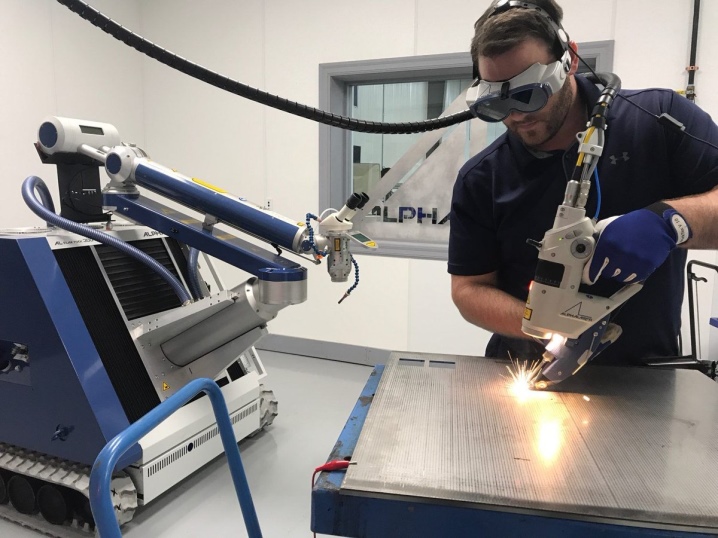
Со стационарной все понятно, она устанавливается в цеху и неподвижна. А если используется переносная установка, то такой метод принято называть ручным, или ручная лазерная сварка. На самом деле, мобильные установки с трудом можно назвать переносными, поскольку они весят очень много и зачастую не переносятся, а перевозятся на специальных тележках. Также модель аппарата может быть по умолчанию оснащена колесами для транспортировки.
Все оборудование, а именно сами лазеры, делятся на два типа: твердотельные и газовые. Чаще всего используются газовые установки. Они мощнее и проще в применении. Для их применения необходима смесь газов. А твердотельные лазеры нуждаются в стекле с присадкой ионов или в рубине.
Согласитесь, газовую смесь гораздо проще найти и приобрести. Особенно, если учесть, что газовые установки мощнее и способны варить толстый металл. Чего нельзя сказать о твердотельных установках.
Также существуют газодинамические лазеры, но они настолько дорого стоят, что редко встречаются на отечественных заводах. Также они являются самыми мощными, а такие показатели нужны только на специфических производствах.
Особенности применения
Мы будем говорить об особенностях применения именно газовых лазерных установок, поскольку они используются чаще всего.
Как вы могли догадаться, для сварки используется не только луч лазера, но и газ. Он необходим для защиты сварочной ванны от окисления. А металл будет активно окисляться, поскольку сварка производства в обычных атмосферных условиях. В качестве защитного газа чаще всего используют обычный аргон.
Помимо защитного газа дополнительно подается плазмоподавляющий газ. Он необходим, если применяются лазеры высокой мощности. Такие установки могут интенсивно испарять металл. Плазмоподавляющий газ позволяет справиться с этой проблемой. Для этих целей можно использовать гелий.
Естественно, аргон и гелий подаются не по очереди, а в виде газовой смеси. Рекомендуется смешить их в равной степени (50 на 50), чтобы и защитная, и плазмоподавлящая функция выполнялись в равной степени.
Это интересно: Маркировка электродов для сварки по нержавейке, чугуну: рассмотрим обстоятельно





