Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
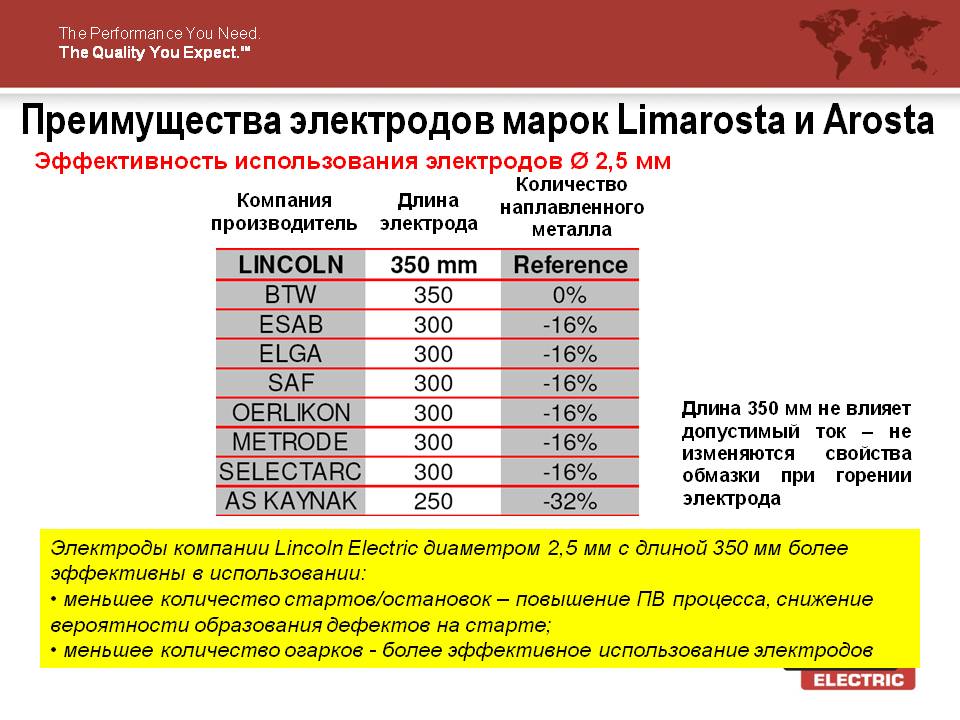
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.
ОЗЛ-8
На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
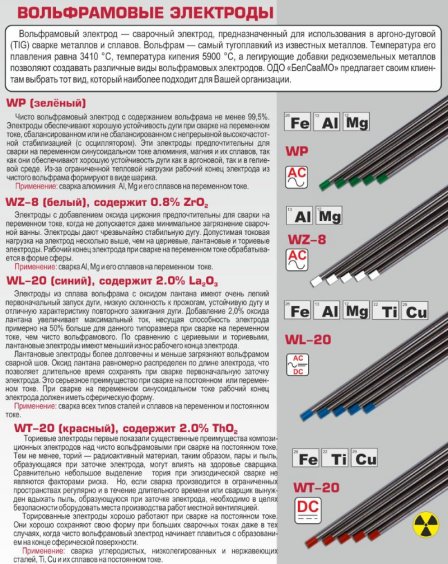
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.
ОЗЛ-14А
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
1 Сложности при сварке изделий из чугуна
Под чугуном понимают сплав углерода и железа. В нем, как правило, также имеются некоторые (обычно несущественные) количества фосфора, марганца, кремния, серы. Кроме того, в интересующих нас сплавах присутствуют и легирующие компоненты (магний, ванадий, хром, алюминий, никель и иные). Марки чугуна без специальной термической обработки либо те, в которых нет указанных легирующих добавок, отличаются малой твердостью, прочностью, пластичностью в сочетании с повышенной хрупкостью.

Технологическая свариваемость чугуна находится на низком уровне, что обуславливается следующими факторами:
- Формирование тугоплавких оксидов в сварочной ванне (на ее поверхности), вызываемое окислением различных элементов (в частности кремния). Такие окислы способны стать причиной появления непроваренных участков.
- Охлаждение околошовной области и непосредственно сварного шва очень быстрыми темпами. Из-за данного явления на металле образуются высокотвердые зоны с выделениями цементита, которые специалисты называют отбеленными участками. Эти участки не позволяют впоследствии осуществлять эффективную механическую обработку чугунных конструкций.
- Трудности с формированием шва и с удержанием металла, расплавляющегося под действием высокой сварочной температуры, которые обусловлены тем, что чугун причисляется к жидкотекучим материалам.
- Реальный риск появления трещин в околошовной зоне и в самом шве при неравномерном охлаждении и прогреве металла.
- Вероятность (и немалая) образования пор в месте сварного соединения из-за активного выделения из сварочной жидкой ванны газов.

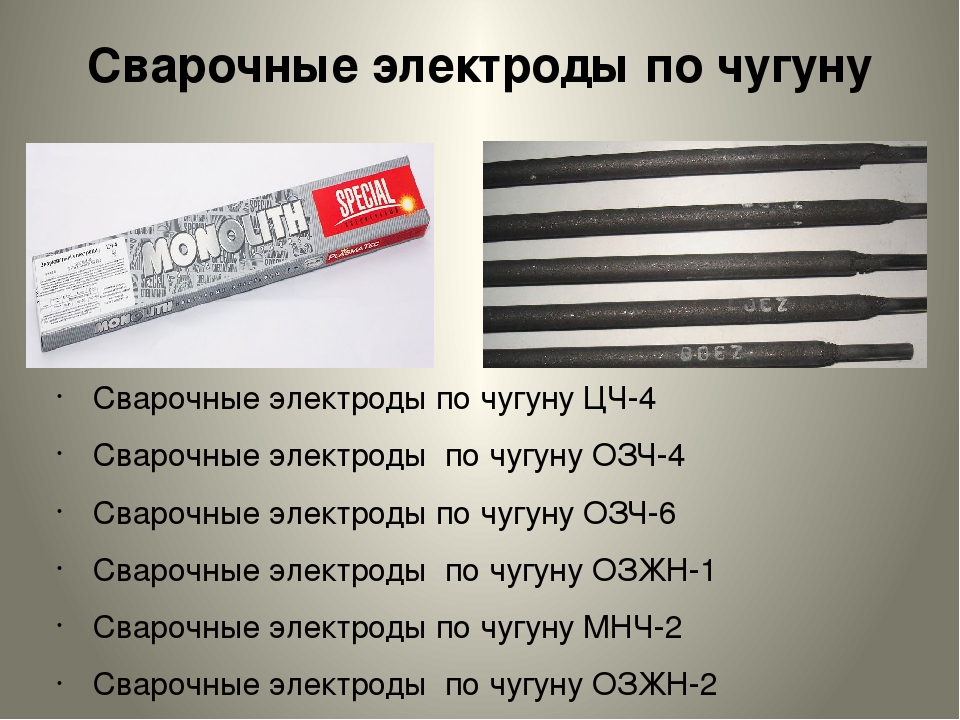
3 Электроды по чугуну – какими бывают?
Сварочные электроды для работы с чугунными деталями описываются и выбираются по используемому виду стержня. Он может быть сделан из следующих материалов:
- проволока из сталей легированного класса;
- сварочная стальная проволока;
- чугунные прутки;
- проволока из меди либо сплавов данного химического элемента.
Сварочные электроды из стали обязательно имеют покрытие, в котором в немалых количествах присутствует ферросилиций. Его наличие в покрытии дает возможность получить при сварке серый чугун. Стальные стержни обычно применяются при соединении несложных по форме деталей, которые планируется эксплуатировать в дальнейшем при малых нагрузках. Если сварочные работы с такими электродами производит опытный специалист, полученное соединение отличается превосходной плотностью, что позволяет осуществлять механическую обработку изделия.






Маркировка сварочных электродов для чугуна из стальной проволоки – Св-08А и Св-08. Также к данной категории сварочных стержней относят изделия:
- ЭМЧС. Стержень этих электродов сделан из проволоки (низкоуглеродистой), а специальное покрытие состоит из трех слоев – газообразующего и шлакоформирующего, легирующего, газозащитного. ЭМЧС позволяют не выполнять предварительный нагрев заготовок, они идеальны для сваривания деталей малой толщины (до 10 миллиметров и не более того).
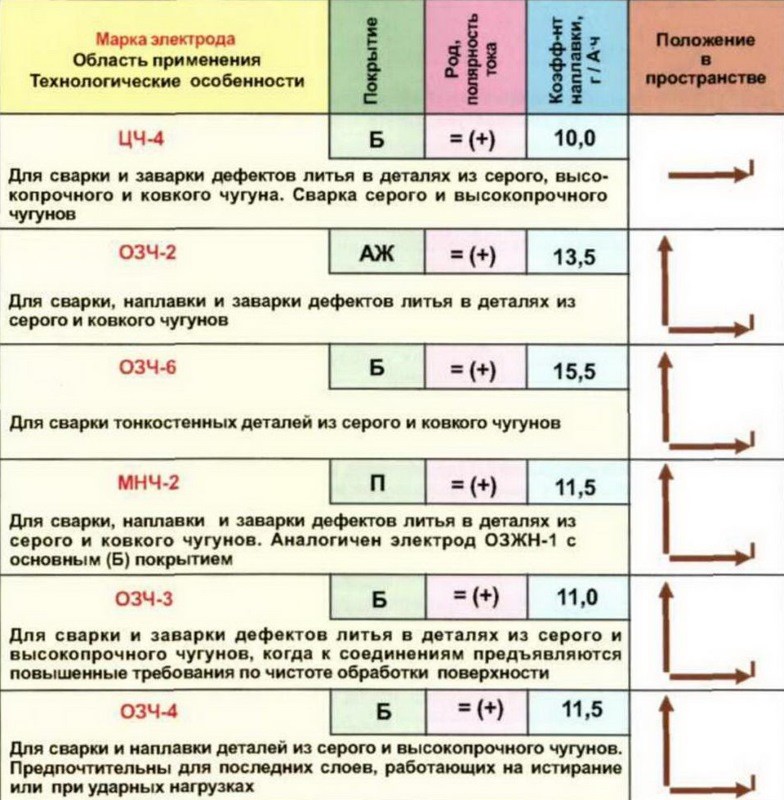
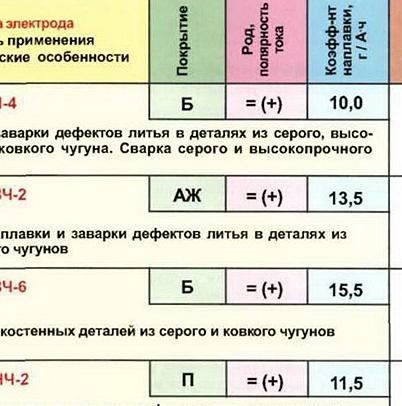
- ЦЧ-4. Самые, пожалуй, распространенные электроды с особым покрытием из компонентов, вступающих очень интенсивно в соединение с углеродом. В процессе такой химической реакции формируются нерастворимые в железе карбиды.
- МНЧ-1. Электроды из монель-металла (от 60 до 70 процентов никеля и от 25 до 30 процентов меди) обеспечивают стойкость материала к формированию трещин, характеризуются качественной обрабатываемостью наплава. Наличие в стержнях из монель-металла никеля и меди способствует процессу графитизации, а также снижению растворимости в железе углерода (и это при том, что указанные элементы с углеродом никаких соединений не образовывают). Озвученные процессы гарантируют значительное снижение опасности отбеливания.
- Чугунные стержни. На них наносятся покрытия двух видов: из 24 % (примерно) углекислого бария и 55 % карборунда, соединенных жидким стеклом, и из графитообразующих компонентов.
Информация о том, какими электродами варить чугун, будет неполной без описания комбинированных сварочных стержней. К таковым относят далее приведенные изделия:
- ОЗЧ-1: железомедные стержни сечением 4–5 миллиметров с покрытием из 50 % железного порошка и такого же количества специальной смеси УОНИ-13;
- пучки стержней для сварки (стальной электрод плюс два прутка из меди, реже один);
- медные виды электродов с жестяной оплеткой.
Сварка чугуна электродом: технология, нюансы

Технология сварки чугуна позволяет пользоваться стальными низкоуглеродистыми электродами, среди преимуществ которых можно отметить их дешевизну и доступность. Их можно использовать для работы с элементами неответственных деталей и с изделиями, имеющими незначительные дефекты. Однако качественная сварка требует выполнения первого плакирующего слоя в разделке с помощью электродов марки ЦЧ-4.
Чаще всего используются обычные электроды марок АНО-4, УОНИИ 13/45 и др., но в этом случае не обойтись также без медной проволоки. Ее наматывают непосредственно на электрод (ее масса должна быть в 4-5 раз больше массы электрода) либо используют как присадочный пруток.
Сегодня многие производители выпускают специальные электроды, предназначенные для работы с чугуном. Они представляют собой железные, никелевые или медные стержни, поверх которых нанесен тонкий слой обмазки. Изготавливаются, в основном, в соответствии с техническими условиями предприятий-производителей.
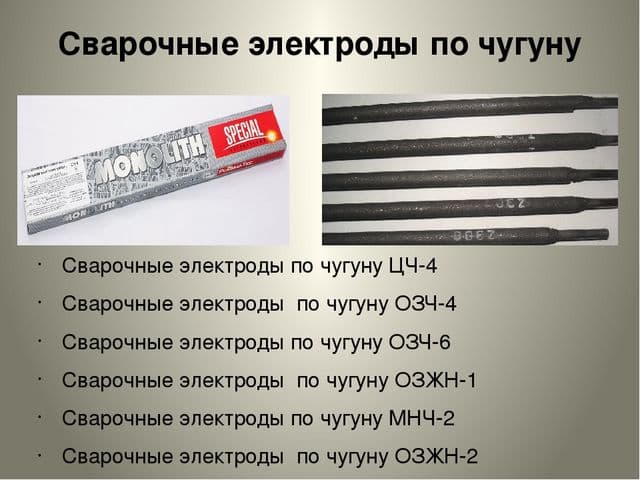
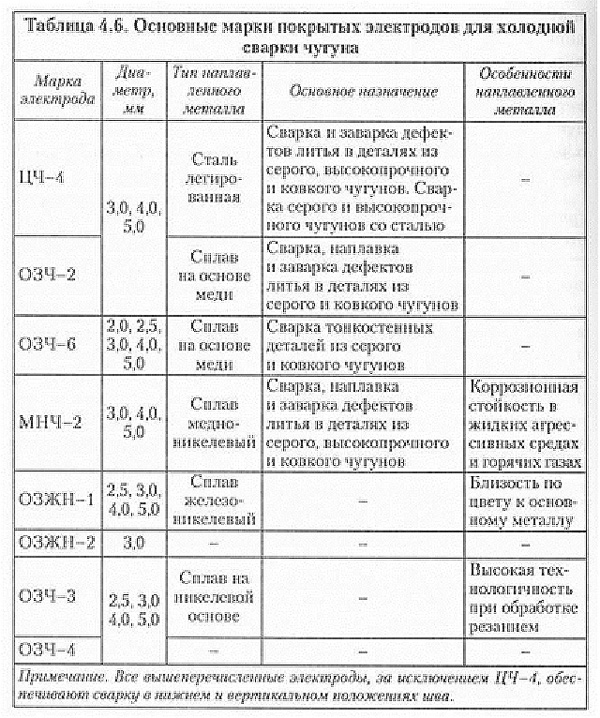
Состав обмазки включает железный порошок. Эта группа представлена электродами по чугуну марок ЦЧ-4, ОЗЧ-2, ОЗЧ-3, ОЗЧ-4, ОЗЧ-6, ОЗЖН-1, ОЗЖН-2, МНЧ-2. Выпускаемые электроды имеют диаметр от 2 до 20 мм, и длину – 300, 350 и 450 мм. Они формируют отличный сварочный шов. Использование большинства перечисленных марок позволяет сваривать детали внахлест, встык, соединять их под углом.
На величину сварочного тока (от 50 до 600 А) влияет диаметр электрода. Чаще всего выбирают ток в пределах 50–90 А на 1 мм диаметра электрода. Для сварки используют валики (до 50 мм), которые впоследствии охлаждаются до +50 °С. Технология сварки чугуна требует проковки швов молотком, весящим не более 1,2 кг и имеющим закругленный боек. Учтите, что первый и последний слои при многослойной сварке не проковываются, чтобы не вызвать появление трещин.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Качество сварки чугуна зависит в том числе и от равномерности наложения шва. Перед началом работ кромки пластин необходимо разделать. Корневой шов выполняют прерывистым способом, но без колебаний. При повторном проходе завариваются непройденные участки. Последующие слои накладывают в шахматном порядке, используя для этого валики. Обработанный участок равномерно прогревается и насыщается металлом с меньшим содержанием углерода.
При производстве особо ответственных изделий используют технологию шпилек. Она более эффективно обеспечивает равномерный прогрев по сравнению с перечисленными способами, однако требует большего количества времени для выполнения.
Для правильного размещения шпилек на пластинах можно посмотреть соответствующее видео. Технология сварки чугуна предполагает их вкручивание по краям кромок и на некотором отдалении от стыка.

В первую очередь обваривают ввинченные элементы, следя за тем, чтобы наплавка была минимальной. Работы выполняются в разброс. После обработки шпилек начинают сцеплять сами пластины. Эта технология сварки чугуна позволяет создать надежное соединение, для чего требуется постепенно накладывать валики, равномерно прогревать материал, а также использовать более податливый металл для сварных работ.
Технология сварки распространенного в промышленности серого чугуна требует обеспечения его медленного остывания. Для этого обработанное изделие засыпают золой или песком и оставляют до тех пор, пока его температура не сравняется с комнатной. Таким образом снимается напряжение в металле, предотвращается появление микротрещин.
Прежде чем приступить к варочным работам, линия соединения посыпается бурой или другими порошками-флюсами. Таким образом снижается соприкосновение воздуха с присутствующим в чугуне углеродом, уменьшаются поры. Помещение, в котором проводятся работы, должно быть оборудовано хорошей системой вентиляции, защищающей сварщиков от газового облака.
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
Химический элемент | Относительное содержание,% |
Углерод | 0,09 |
Марганец | 1,9 |
Кремний | 0,38 |
Никель | 12,8 |
Хром | 24,9 |
Сера | 0,011 |
Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:







Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
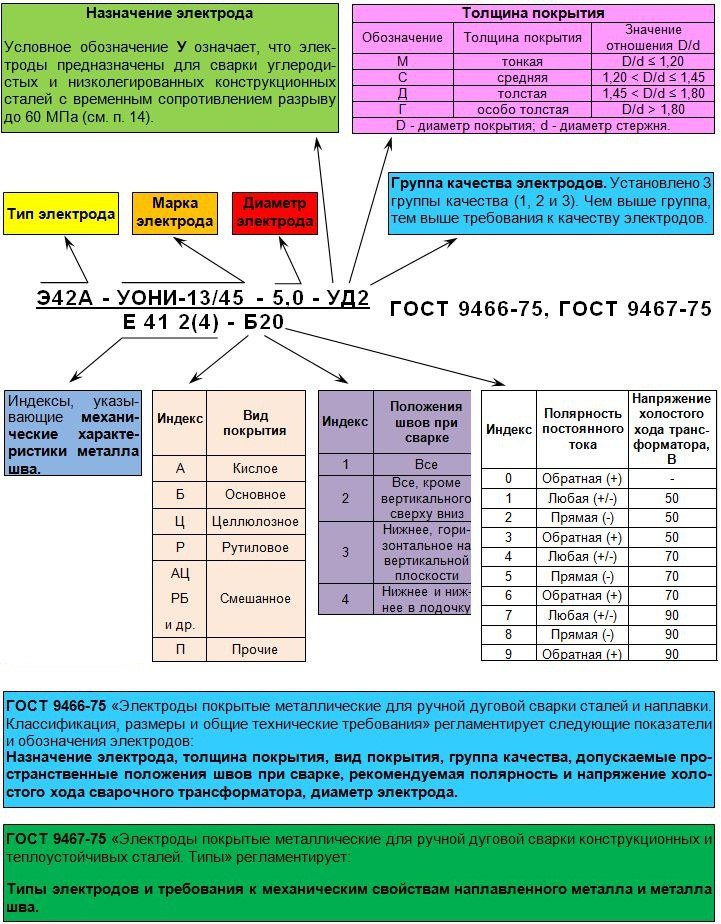
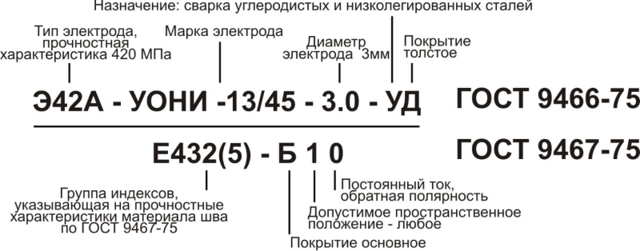
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
2 | 30…50 | ||
2,5 | 40…60 | ||
3 | 50…100 | 50…60 | 50…60 |
4 | 90…150 | 100…120 | 100…120 |
5 | 120…180 | 120…150 |
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:






| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.

Электрод для сварки чугуна МНЧ-2
ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.

Электрод ОЗЧ-2
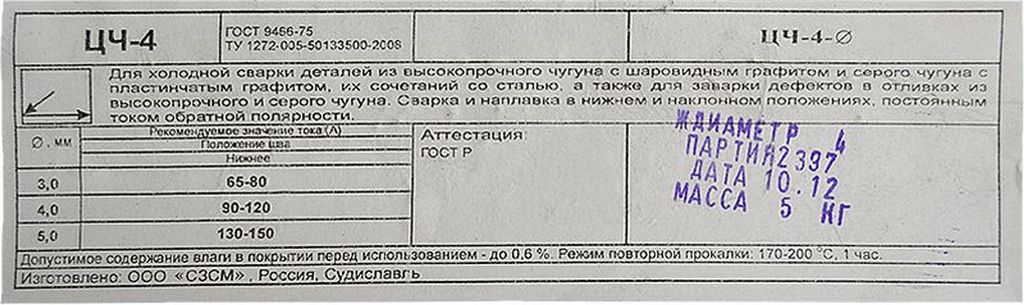
ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.

Электрод ЦЧ-4
ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.

Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия
Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.

Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
ВИДЫ НЕРЖАВЕЙКИ
Аустенитные стали. Они содержат не менее 20% хрома и 4,5% никеля.
Дуплексные стали. В них содержание хрома достигает 25%, 1,5%никеля и незначительной примеси азота.
Ферритные стали. В их составе допускается до 29% хрома.
Мартенситные стали. В них содержание хрома незначительное, не более 13%, а никеля максимум 4%.
Многокомпонентные стали. Минимальное количество хрома и никеля и включают широкий спектр прочих примесей-усилителей.
В данном случае хром является усиливающим компонентом, благодаря которому в значительной степени возрастают: прочность, устойчивость к коррозии. Упрощается холодная деформация и улучшаются сварочные возможности, внешний вид и устойчивость к изнашиванию.
Маркировка нержавеющей стали:
- Число указывающее на процентное содержание углерода;
- Буквенные обозначения, дающие представление о том, какая именно примесь содержится в данном сплаве:Х-хром, Н-никель и т.д. После них идут цифровые обозначения процентного содержания примеси.
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.
Заключение
Сварка чугуна – ответственный процесс, который требует особого подхода. От грамотного выбора электрода зависит качество будущего соединения и состояние околошовной зоны. Малейшая ошибка приведет к образованию пор и трещин.
Сварщик 6-го разряда Голинка Олег Романович Опыт работы 15 лет: За все карьеру я достаточно редко сталкивался с чугуном. В основном это касалось сварки корпусов монтажных лебедок. Во время проведения капитальных ремонтов металлургического оборудования сроки, обычно, очень сжаты. Малейшее их нарушение ведет к многомиллионным штрафам за срыв производственного процесса, а лебедки стояли на оживленных участках, где постоянно происходили какие-нибудь работы. Чугун – металл хрупкий. Он может пойти трещинами даже от случайного удара молотков. Для сварки мы пользовались электродами ЦЧ-4 – они зарекомендовали себя лучше всего. После проведения сварочных работ мы опускали деталь в нагретый песок – так она остывала гораздо медленнее, что сказывалось, в дальнейшем, на качестве шва