
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Особенности материала
Чугун по своему составу — соединение элементов железа и некоторого количества углерода. Но, в сравнение со сталью, последнего в нем свыше 2,14 %.
В зависимости от составов чугуны бывают белые и серые.
Белый чугун по своей сути полуфабрикат и используется для производства ковкого металла. Он очень хрупкий и изделия из него не производят.
Серый вид этого металла чаще всего применяют в промышленности и изготовлении различных вещей.
Также есть ковкие и высокопрочные чугуны.
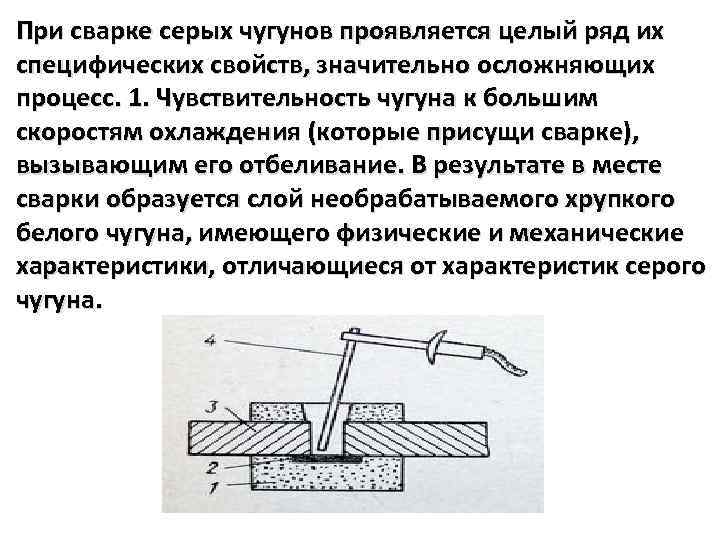
В чем особенности этого материала в сварочных работах? Главное — это трудности с получением качественного шва, связанные со следующими проблемами.
- Чугун в силу своей неоднородной структуры склонен к растрескиванию в месте сваривания. Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).
- Вследствие высокотемпературного влияния электрической дуги происходит выгорание части углерода в составе металла, как следствие — в сварном шве образуются поры. Это не добавляет прочности такому соединению и качество значительно ухудшается.
- При расплавлении чугун очень текуч, что не позволяет сформировать правильный шов. Чем выше процентный состав углерода, тем текучесть будет выше.
- Также при сварке могут образовываться окиси в составе шва, которые тоже не упрочняют соединение. К тому же, окислы более тугоплавки.
Такие особенности значительно затрудняют сварочные работы по чугуну. Главная сложность — это непредсказуемость результата в итоге сварки. Чаще всего образовываются трещины на поверхности уже во время остывания металла.
Определить такие виды металла можно проведя рукой по излому. При большой вместимости графитов чугун «мажется».








Но, несмотря на трудности, сварное соединение все-таки возможно. Как проводиться сварка чугуна?
Способы соединения
Существуют следующие способы сварки чугуна:
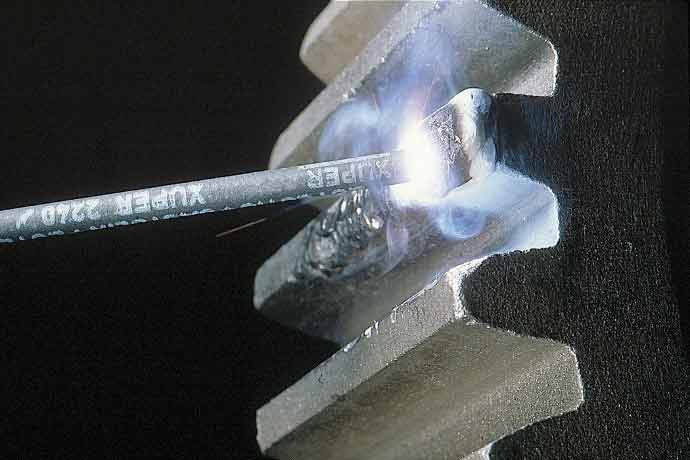
- Газовая сварка чугуна. Необходима там, где нужно ликвидировать дефекты литья. Особенности сварки чугуна таким образом заключаются в том, что используются пропан-бутан либо ацетилен, а для работы можно применять несколько горелок. Для газовой сварки чугуна присадочной проволокой стоит использовать материал, который содержит большое количество кремния.
- Ручная сварка при помощи дуги. Перед началом дуговой сварки детали придают температуру 600-650 градусов по Цельсию. Это обеспечивает равномерные нагрев и охлаждение. Наиболее популярна сварка чугуна аргоном.
- Механизированная сварка при помощи дуги. Деталь также предварительно нагревается до высоких температур. Чтобы из сварной ванны не вытекал жидкий металл, подлежащий сварке участок детали можно формовать пластинами из графита.
- Электрошлаковая сварка. Технология сварки чугуна включает в себя использование пластинчатых электродов и фторидных флюсов. Для предварительного прогрева детали применяют пламя газовой горелки либо неплавящийся электрод .
- Термитная сварка. Особенности сварки чугуна таким образом состоят в использовании для нагрева очень горячего металла, полученного при горении термитов. Варится чугун при условии, что термитная смесь нагрета до температуры выше 1300 градусов по Цельсию.
 электроды МНЧ-2 для сварки чугуна
электроды МНЧ-2 для сварки чугуна
Какой полярностью варить чугун? Прежде чем ответить на этот вопрос, подчеркнем, что выбор полярности зависит от вида электродов, а не от пространственного положения или других критериев. Например, электроды МНЧ-2 требуют применения прямой полярности. В остальных случаях выставляется полярность обратная.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.
Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня. В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.







Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими
Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
- металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
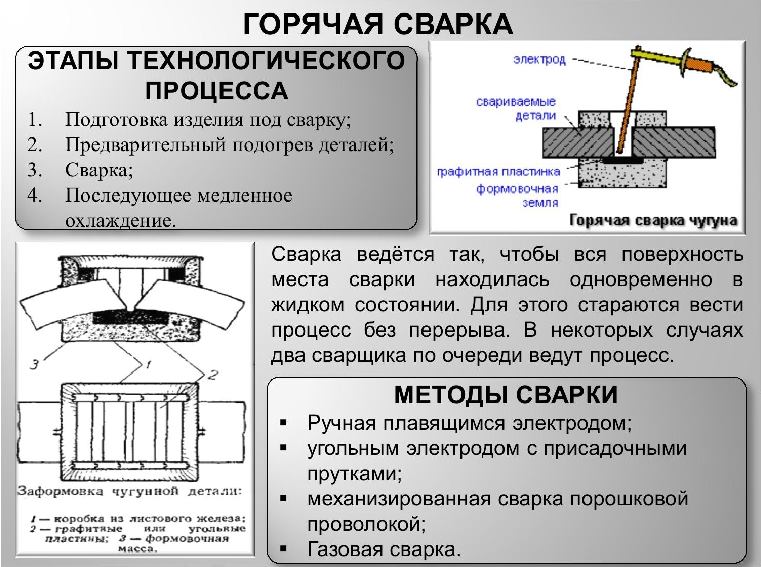
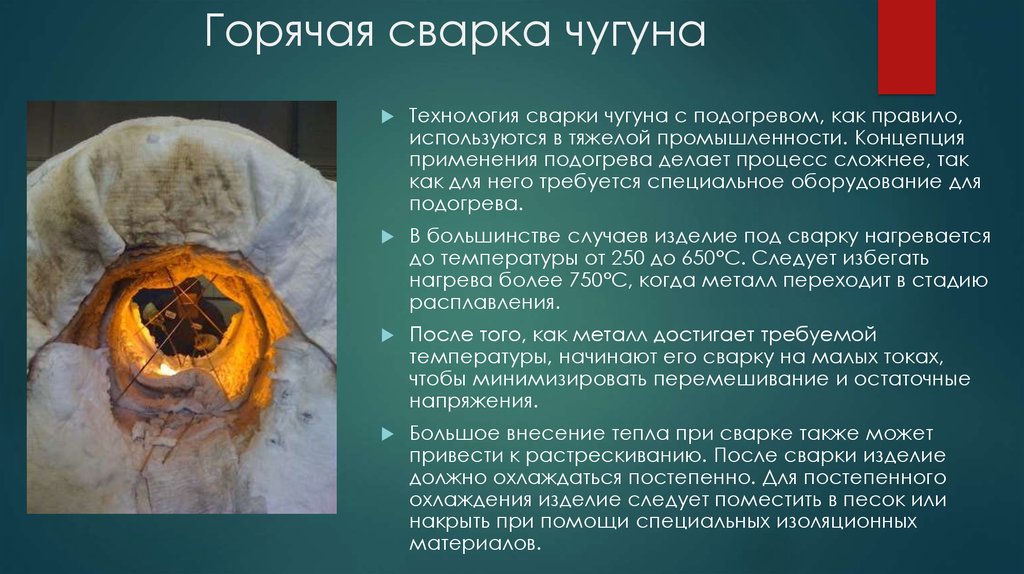
- Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
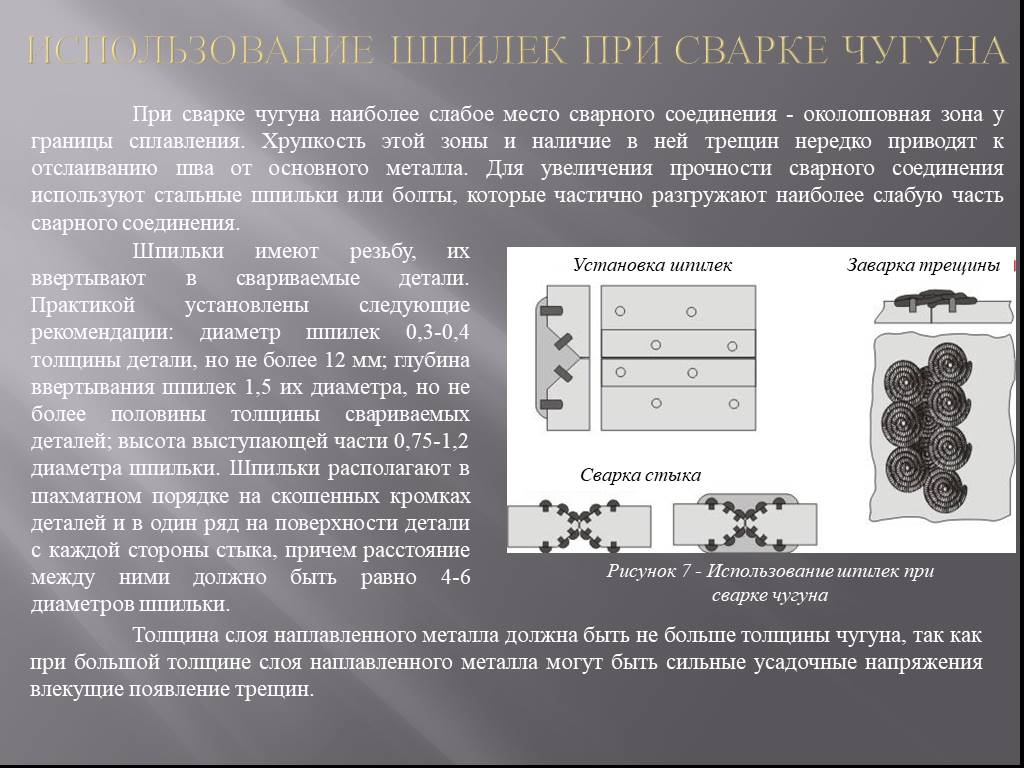
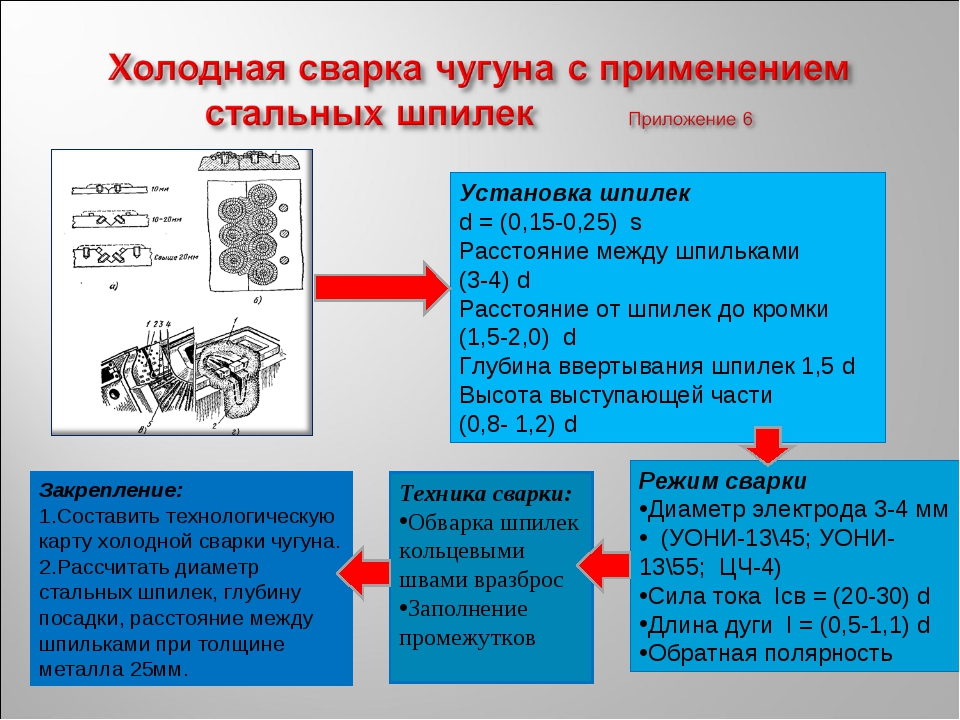
- Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.
Как делать шов?
Процесс сварки чугуна, в связи с его высокой текучестью производится как правило в нижнем положении свариваемых деталей. Исключение — использование специальных электродов.
Поэтому, при необходимости выполнения с нескольких сторон изделие приходится кантовать. Чтобы при этом не происходило разрушение уже выполненного шва, детали помещают в общий каркас, не дающий им сдвигаться.
При значительной толщине изделий, выполнить их соединение либо заварить трещину с одного раза невозможно. В таких случаях первый шов кладут непосредственно по разрезу. Затем, отступив вправо и влево, с промежутком укладывают еще два шва. После чего заполняют расстояние между ними.
Если стык не заполнен операцию повторяют, накладывая еще один слой, и так далее.
Чтобы снизить перегрев деталей, шов по чугуну ведут отдельными отрезками.
Горячий способ
Горячая сварка чугуна намного сложнее холодной технологии. Несмотря на возникающие трудности, ее в последнее время применяют крайне часто, так как подобный метод позволяет избежать трещин в переходных областях шва. Рекомендуется проводить равномерный нагрев металла, что и позволяет избежать появления разломов и трещин.







Горячая сварка чугуна
К особенностям подобной технологии можно отнести нижеприведенные моменты:
- Перед нагревом материала следует закрепить в подготовленном каркасе. За счет этого снижается вероятность возникновения напряжений. Именно напряжение приводит к появлению трещин.
- Обязательно следует использовать жесткий каркас в том случае, если проводится локальный нагрев рассматриваемого материла.
- В большинстве случаев нагрев проводится при помощи индуктора с использованием токов промышленной частоты. Кроме этого, могут применяться пламенные горелки и паяльные лампы, горны.
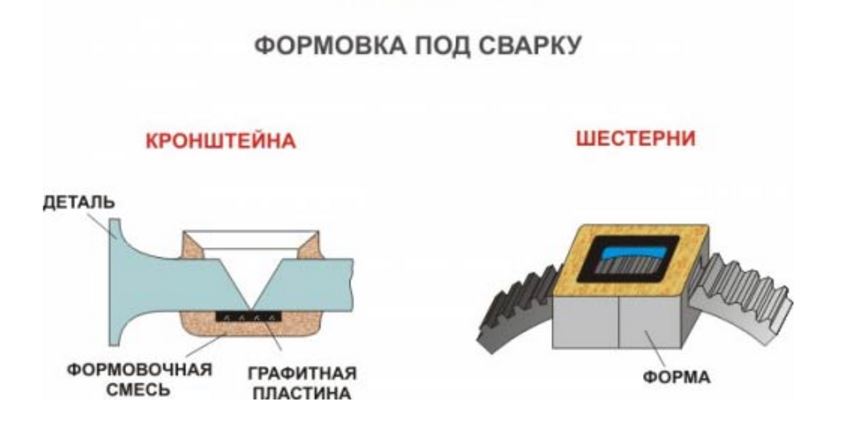
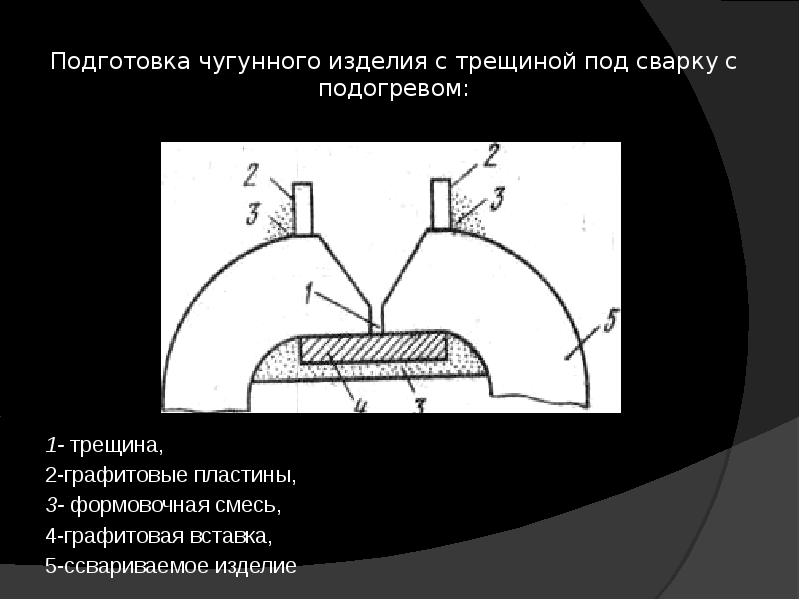
- Для заварки сквозных трещин применяются графитовые формы. При их изготовлении принято применять графитовые пластинки, которые соединяются с формовочной смесью.
- Перед проведение сварочных работ следует подготовить место шва. Подготовка предусматривает удаление пыли и грязи, которые могут стать причиной ухудшения качества получаемого шва.
Также выделяют несколько рекомендаций, связанных с особенностями рассматриваемой технологии:
- Нужно контролировать объем расплавленного материала во время проведения работы. Для этого во время сварки расплавленный состав смешивается с концом присадочного стержня или электрода.
- Охлаждение следует проводить равномерно. Для того чтобы исключить слишком быстрое остывание металла заготовка засыпается древесным углем или горячим песком. Как показывает практика, на остывание небольших деталей уходит от 3 до 40 часов, более крупные могут остывать в течение 5-ти суток.
- На момент нагрева металл может окисляться. За счет этого существенно повышается температура плавления, что усложняет процесс сварки. Для исключения вероятности окисления металла применяются флюсы на борной основе.
https://youtube.com/watch?v=qr72k7UjqPU
Газовая сварка чугуна имеет довольно большое количество особенностей, которые определяют популярность технологии. К особенностям этой технологии отнесем нижеприведенные моменты:
- Газовая сварка позволяет получить качественное соединение. Для этого можно использовать горелку, которая работает на различном типе горючего.
- Подобная технология позволяет провести восстановление деталей. Примером назовем случай, когда к изделию нужно присоединить поврежденную часть.
- При применении подобной технологии можно провести более равномерный нагрев заготовки. За счет этого получаемый шов будет качественным также менее хрупким.
Эта информация определяет то, что при применении технологии ручной дуговой сварки газом проводится нагрев обрабатываемой поверхности. В качестве присадочного материала применяются литые чугунные прутья.
К особенностям технологии отнесем следующие моменты:
- Процедура предусматривает применение различного флюса, который не позволяет образоваться окиси.
- Кромки обрабатываемых трещин следует нагреть до температуры около 900 градусов Цельсия, после чего поверхность покрывается флюсом.
- Следующий шаг заключается в обработке краев латунью.
Вся приведенная выше информация определяет то, что сварка чугуна затруднена. Лишь только соблюдение всех рекомендаций позволяет получить качественное соединение, которое прослужит дольше.
https://youtube.com/watch?v=cEy9j8ucsdo
В заключение отметим, что для проведения сварки следует выбирать менее тугоплавкий чугун. Примером можно назвать ковкий чугун, который менее восприимчив к образованию внутренних дефектов.
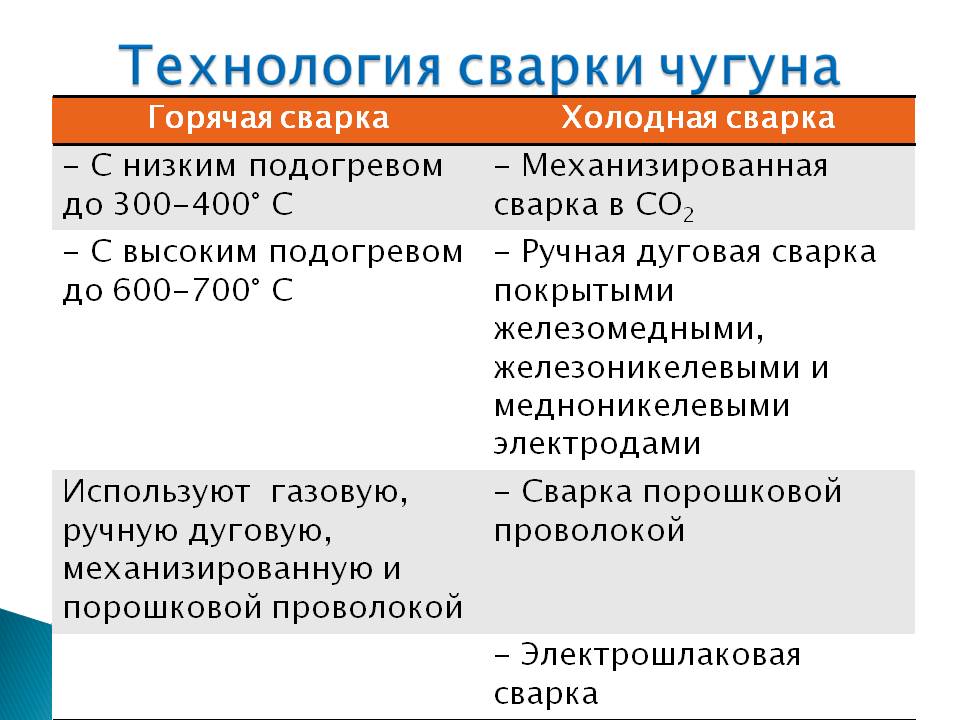
Основные виды сварки
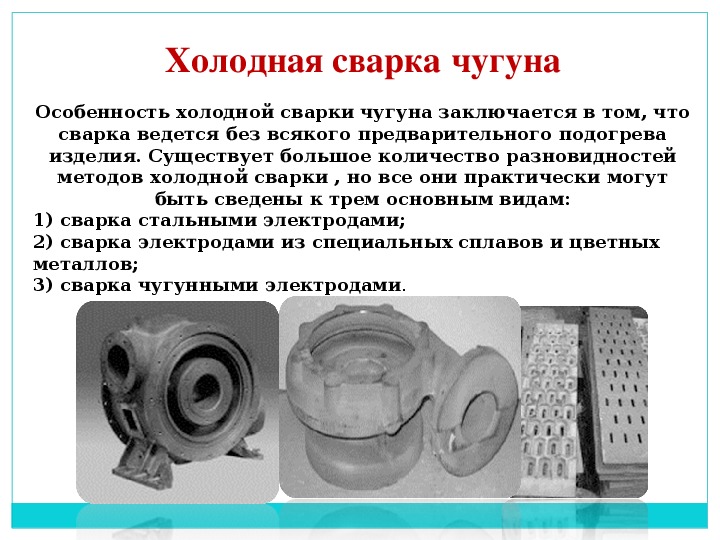
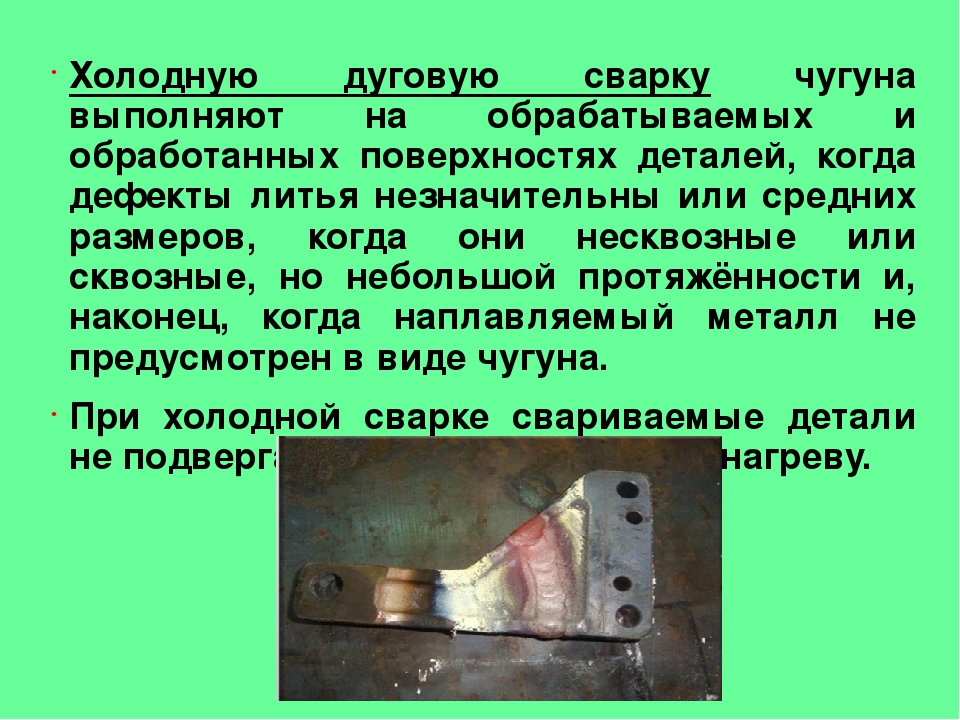
Специалисты используют 2 вида сварки чугуна – холодный способ и горячий. При холодной сварке необходимо применение электродов, специально предназначенных для сварки чугуна.
Можно сваривать чугунные изделия в холодном состоянии (без подогрева) с применением стальных электродов, изготовленных из низкоуглеродистой стали, но это требует больших усилий от сварщика и понимания им процессов, которые происходят в зоне сварки. Обусловлено этой свойствами чугуна. Металл после окончания сварки быстро охлаждается и это приводит к его хрупкости, что может вызвать появление трещин.
| Состав низколегированных прутков | |||||
| Марка | С | Si | Ni | Sn | Cu |
| I | 3.2-3.6 | 3.4-4.0 | 0.1-0.2 | 0,3-0,5 | — |
| II | 3.0-3.4 | 3.0-3.6 | 0.4-0.6 | — | 2.0-3.5 |
| III | 3.0-3.4 | 3.0-3.6 | 0.2-0.5 | 0,1-0,3 | 1.0-2.0 |
Кроме того, между швом и основным металлом образуется отбеленный чугун, а за ним следует закаленный, что может вызвать появление пор, которые являются недопустимыми дефектами.
При сварке холодным способом еще используют электроды, изготовленные из аустенитного чугуна и из цветных металлов.
Электроды изготовляют из прутков круглой формы, выполненных методом литья, марка применяемого чугуна при этом А или Б. Их диаметр лежит в пределах 4 ÷ 12 мм, при этом прутки Ø 4 мм имеют длину 250 мм, Ø 6 мм – 350, остальные имеют длину 450 мм. Прутки из чугуна марки А применяются при проведении газосварочных работ и являются материалом для изготовления стержней электродов, применяемых при сварке чугунных изделий горячим способом. Прутки марки Б помимо сварки чугуна в горячем состоянии, могут применяться для изготовления стержней электродов, которые используются при проведении сварки полугорячим и холодным способами.







| Состав чугунных стержней для сварки чугуна | ||||||||
| Марка | С | Si | Мn | Р | S | Сr | Ni | Назначение |
| А | 3.0-3.5 | 3.0-3.4 | 0.5-0.8 | 0.2-0.4 | До 0.08 | До 0.05 | До 0.3 | Для горячей сварки |
| Б | 3.5-4.0 | 0.3-0.5 | Для горячей и полугорячей сварки |
Сваривать такими электродами можно только в одном положении — нижнем. Сила тока зависит от Ø электрода и находится в пределах 270 ÷ 650 А. Из электродов, изготовленных из цветных металлов, при сварке чугуна используют медные электроды, изготовленные из монель-металла и из никелевого чугуна, имеющего аустенитную структуру.
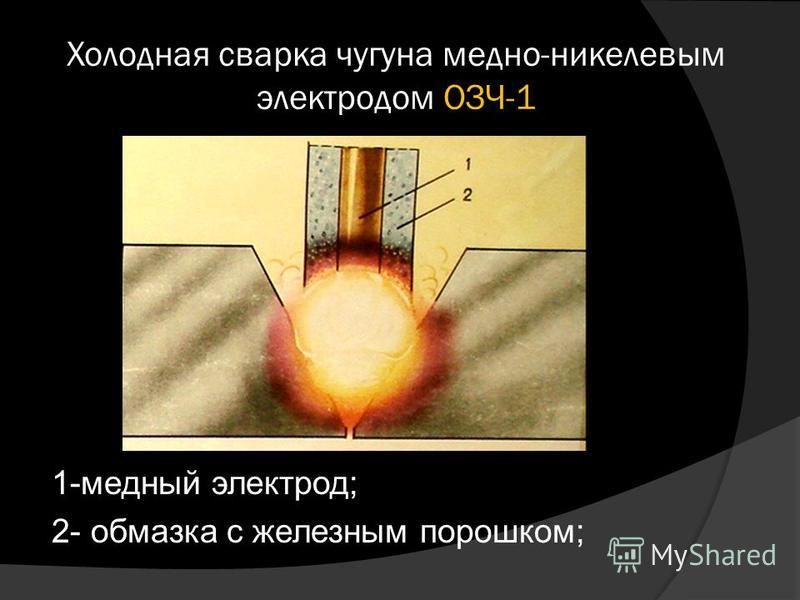
Медные электроды рекомендуется применять для сварки изделий, которые должны иметь плотные швы и работающих при незначительных статических нагрузках. Их изготавливают из стержней меди Ø 3 ÷ 6 мм, обернутых стальной проволокой или лентой, имеющих низкое содержание углерода. На стержень наносят специальное покрытие — меловое или состоящее из сложного состава.
Такого же диаметра и длины изготавливают стержни из монель-металла (медно-никелевые) и никелевого аустенитного чугуна.Сварка может выполняться как на постоянном токе, так и на переменном.
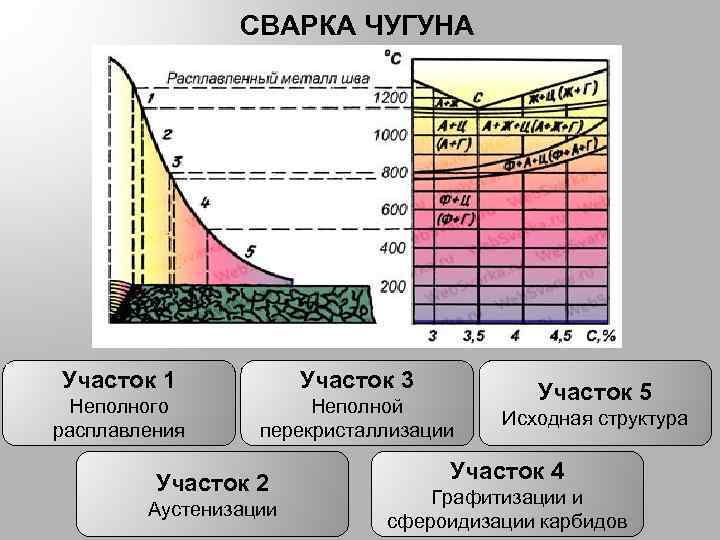
Отбеливание чугуна и появление закалочных структур можно избежать, применив более продуктивный вид сварки – горячую. В зависимости от температуры предварительного подогрева изделия перед сваркой, различают следующие виды горячей сварки:
- теплую (не более 200 0С);
- полугорячую (нагрев в районе 300 ÷ 400 0С);
- горячую (500 ÷ 600 0С).
В любом случае температура предварительного подогрева не должна превышать 650 0С, чтобы избежать структурных превращений в самой структуре чугуна.
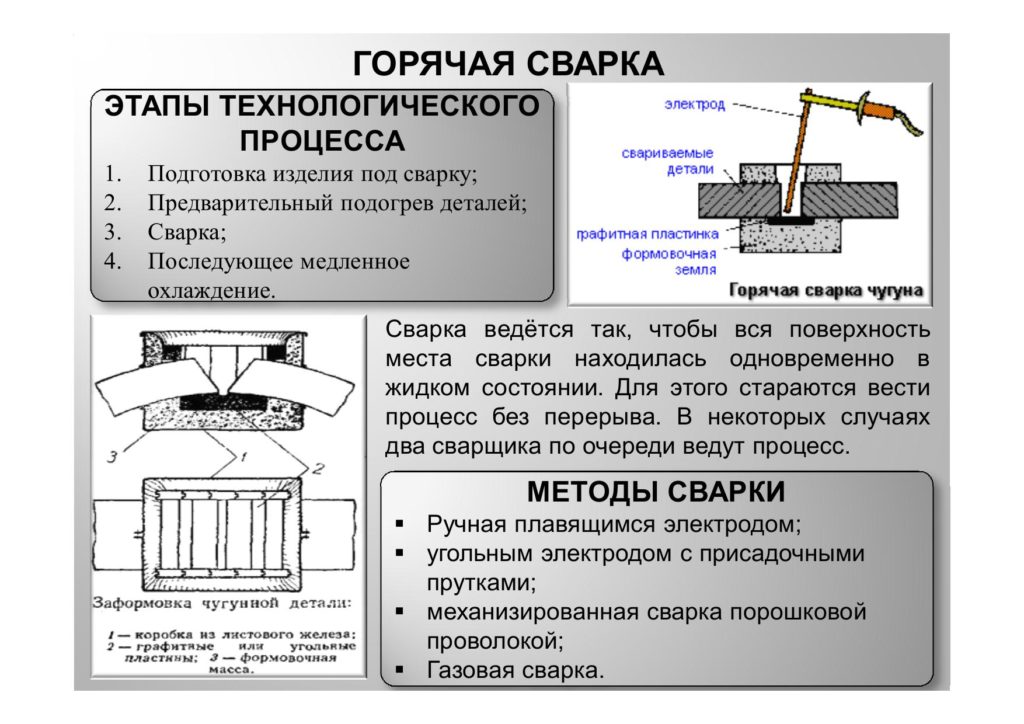
Формовка места сварки (1-деталь, 2-формовка, 3-графитовые пластины) A — несквозной раковины B — облицовка графитовыми пластинами C — недолива кромки
Этапы процесса проведения горячей сварки следующие:
- подготовка изделия к сварке;
- прогрев до необходимой температуры (в горне, муфельной печи, нагревательном колодце и т.д.);
- сборку (с применением струбцин или прихваток) и установку изделия под сварку;
- собственно сам процесс сваривания;
- охлаждение (медленное).
Все виды горячих способов сварки требуют медленного охлаждения изделия или конструкции после проведения сварочных работ. Это позволит избежать нежелательного отбеливания чугуна, что делает его хрупким. Чаще всего изделие сразу после сварки отправляют в печь и там охлаждают, выключив печь. Иногда такое охлаждение может происходить сутками — зависит от габаритов изделия. В домашних условиях пользуются специальными средствами, которые защитят изделие от быстрого остывания (теплосберегающий материал, например, асбест, шлак, сухой кварцевый песок, древесный уголь).
Сварку осуществляют на постоянном токе обратной полярности. Иногда сварку проводят переменным током, но только в том случае, если длина кабелей от сварочного трансформатора не большая, а напряжение холостого хода более 70 В.
Сварка чугуна электродом: технология, нюансы
Технология сварки чугуна позволяет пользоваться стальными низкоуглеродистыми электродами, среди преимуществ которых можно отметить их дешевизну и доступность. Их можно использовать для работы с элементами неответственных деталей и с изделиями, имеющими незначительные дефекты. Однако качественная сварка требует выполнения первого плакирующего слоя в разделке с помощью электродов марки ЦЧ-4.
Чаще всего используются обычные электроды марок АНО-4, УОНИИ 13/45 и др., но в этом случае не обойтись также без медной проволоки. Ее наматывают непосредственно на электрод (ее масса должна быть в 4-5 раз больше массы электрода) либо используют как присадочный пруток.
Сегодня многие производители выпускают специальные электроды, предназначенные для работы с чугуном. Они представляют собой железные, никелевые или медные стержни, поверх которых нанесен тонкий слой обмазки. Изготавливаются, в основном, в соответствии с техническими условиями предприятий-производителей.
Состав обмазки включает железный порошок. Эта группа представлена электродами по чугуну марок ЦЧ-4, ОЗЧ-2, ОЗЧ-3, ОЗЧ-4, ОЗЧ-6, ОЗЖН-1, ОЗЖН-2, МНЧ-2. Выпускаемые электроды имеют диаметр от 2 до 20 мм, и длину – 300, 350 и 450 мм. Они формируют отличный сварочный шов. Использование большинства перечисленных марок позволяет сваривать детали внахлест, встык, соединять их под углом.




На величину сварочного тока (от 50 до 600 А) влияет диаметр электрода. Чаще всего выбирают ток в пределах 50–90 А на 1 мм диаметра электрода. Для сварки используют валики (до 50 мм), которые впоследствии охлаждаются до +50 °С. Технология сварки чугуна требует проковки швов молотком, весящим не более 1,2 кг и имеющим закругленный боек. Учтите, что первый и последний слои при многослойной сварке не проковываются, чтобы не вызвать появление трещин.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Качество сварки чугуна зависит в том числе и от равномерности наложения шва. Перед началом работ кромки пластин необходимо разделать. Корневой шов выполняют прерывистым способом, но без колебаний. При повторном проходе завариваются непройденные участки. Последующие слои накладывают в шахматном порядке, используя для этого валики. Обработанный участок равномерно прогревается и насыщается металлом с меньшим содержанием углерода.
При производстве особо ответственных изделий используют технологию шпилек. Она более эффективно обеспечивает равномерный прогрев по сравнению с перечисленными способами, однако требует большего количества времени для выполнения.
Для правильного размещения шпилек на пластинах можно посмотреть соответствующее видео. Технология сварки чугуна предполагает их вкручивание по краям кромок и на некотором отдалении от стыка.
В первую очередь обваривают ввинченные элементы, следя за тем, чтобы наплавка была минимальной. Работы выполняются в разброс. После обработки шпилек начинают сцеплять сами пластины. Эта технология сварки чугуна позволяет создать надежное соединение, для чего требуется постепенно накладывать валики, равномерно прогревать материал, а также использовать более податливый металл для сварных работ.
Технология сварки распространенного в промышленности серого чугуна требует обеспечения его медленного остывания. Для этого обработанное изделие засыпают золой или песком и оставляют до тех пор, пока его температура не сравняется с комнатной. Таким образом снимается напряжение в металле, предотвращается появление микротрещин.
Прежде чем приступить к варочным работам, линия соединения посыпается бурой или другими порошками-флюсами. Таким образом снижается соприкосновение воздуха с присутствующим в чугуне углеродом, уменьшаются поры. Помещение, в котором проводятся работы, должно быть оборудовано хорошей системой вентиляции, защищающей сварщиков от газового облака.





