
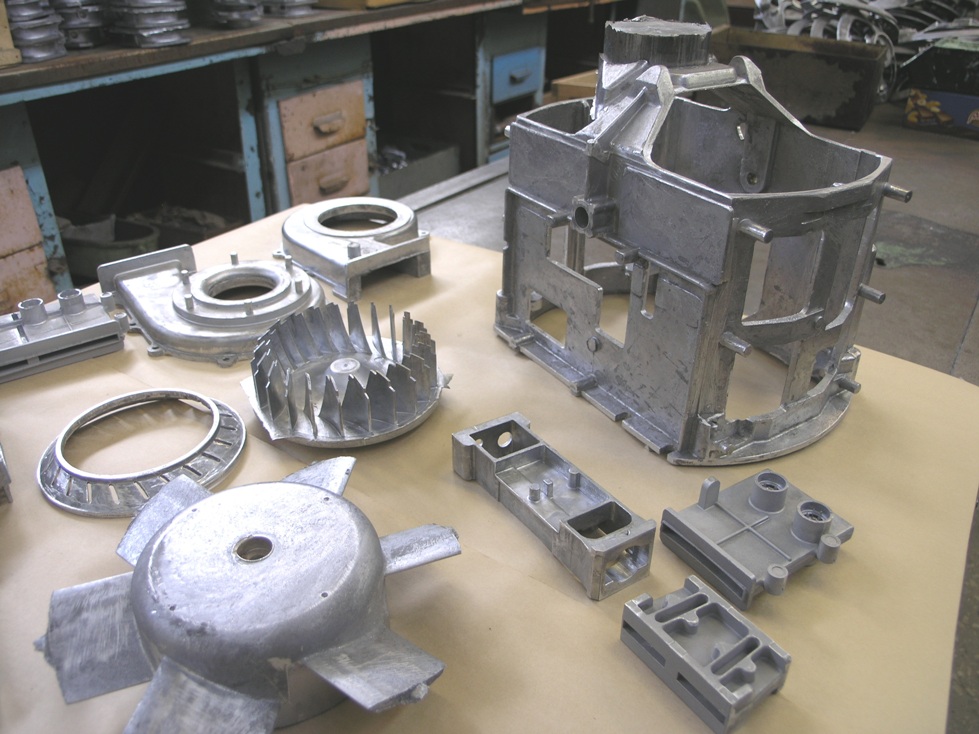
Виды литейных моделей и их свойства
В самом простом случае в качестве модели для литья в землю используют оригинал изделия. Однако при этом благодаря литейной усадке невозможно соблюсти точные размеры отливок.
Обычно же делают модель (или макет) — масштабную копию будущего изделия, увеличенную на значение литейной усадки.
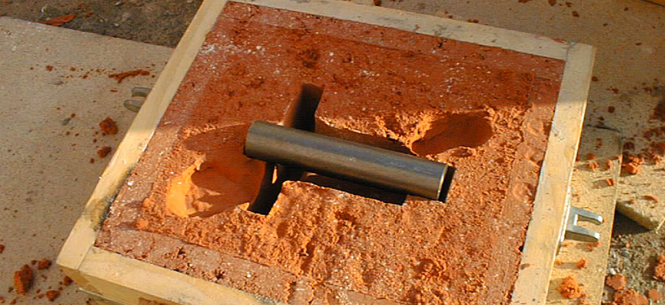
Модель для литья в землю
Материалы для моделей должны легко формоваться для придания нужной конфигурации и легко обрабатываться для передачи деталей рельефа. Традиционно их изготовляют из дерева, воска, гипса и металлов. Не так давно стали использовать также различные пластики. Печатают их и на 3D-принтерах.
Основные свойства моделей:
- Прочность — необходима при трамбовке земли, чтобы сохранить конфигурацию изделия и его размеры.
- Легкость вынимания из формы. Поверхность макета тщательно обрабатывают, покрывают особой смазкой. При сложной конфигурации используют разборную модель.
- Легкоплавкость и испаряемость (в случае выплавляемых/ выжигаемых моделей)
По сложности конструкции различают следующие виды моделей:
- Цельные
- Разъемные
- С отъемными частями
- Для пустотелых отливок
Цельные модели
Применяются для несложных изделий, без заметных выступов и впадин. Извлечение такого макета в ходе формовки не вызывает затруднений.
Цельные модели
Используются для макетирования простых деталей, а также барельефов, постаментов и других простых художественных отливок.
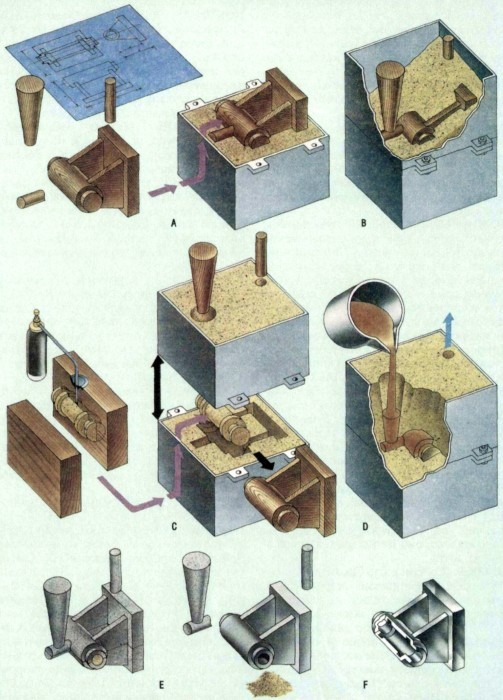
Разъемные модели
Применяются для литья сложной геометрии, со значительным рельефом поверхности, обычно линия разъема проходит по плоскости симметрии детали. Модели для таких изделий делают из двух и более составляющих, которые формуются в разных опоках
Для литья в землю очень важно, чтобы части макета не сместились друг относительно друга. Для этого при изготовлении подмодели ее снабжают шипами и отвечающими им пазами
Пары пазы-шипы и фиксируют компоненты во время формовки.
Разъемные модели
Для литья в землю изделий с особо сложной пространственной конфигурацией применяют макеты с отъемными частями. Так, для вазы ручки не дадут извлечь модель из формы. Поэтому их изготовляют из дерева повышенной плотности из двух или более частей. Ручки извлекаются внутрь полости, в начале нижние их части, а за ними — и верхние. Чтобы получить полость в изделие, используют специальную часть формы, называемую стержнем. К материалу для стержней предъявляются особые требования — он каждой стороной прикасается к поверхности отливки, поэтому их делают из прочных сортов дерева. Стержень должен легко выходить из отливки.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением
Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.









Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
- Грубая поверхность отливки, тёмный цвет, трудности с отбеливанием.
- низкая температура расплава;
- грязный металл.
- Вспыхивание.
- Слишком быстро происходит процесс накрывания и давления;
- Влажность в опоке;
- Прогрев слишком быстро.
- Отливка не целая, отлились только фрагменты.
- Процесс проходит слишком быстро;
- Присутствие влажности;
- Недостаточно металла;
- Температура слишком низкая.
- Слишком много металла.
- Металл пористый, раковины.
- Буры слишком много;
- Металл не чистый;
- Температура слишком высокая;
- Присутствие влаги.
1. После выбора необходимой ювелирной опоки из каталогов компании Ювелин, учитывайте что вес в каталоге указан с технологическим запасом.
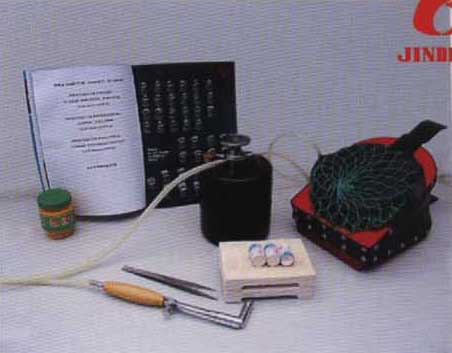 рис. Установите опоку воронкой вверх на подставку из огнеупорного материала.
рис. Установите опоку воронкой вверх на подставку из огнеупорного материала.
2. Проверьте аппарат для плавки и топливо в нём. Убедитесь что прессовочная смесь нормальной влажности и однородная.
 рис. Нормальная вязкость пасты соответствует вязкости пластелина.
рис. Нормальная вязкость пасты соответствует вязкости пластелина.
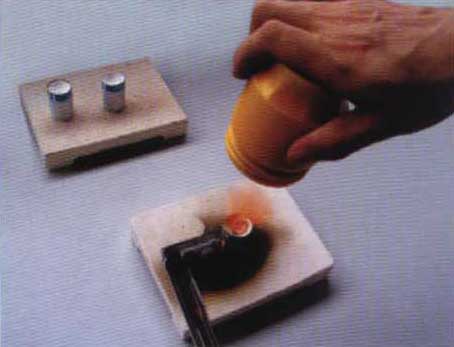
3. Поместите необходимое количество металла в опоку, настройте пламя, прогрейте опоку со всех сторон (для больших моделей можно использовать две горелки или предварительно прогреть опоку на газовой плите).

Затем направьте пламя на металл и нагревайте его до нужной температуры (до жидкого состояния). Для получения более качественного расплава, добавьте 1-2 крупинки буры.
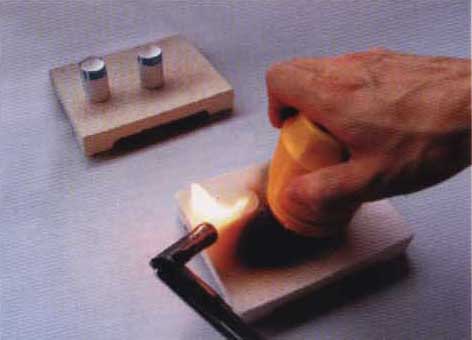
4. Когда металл окончательно расплавился, медленно вдавите прессовочную смесь в опоку (старайтесь не убирать горелку, сколько это возможно).
Для удаления формомассы погрузите опоку в ультразвуковую ванну.
1. Не повреждайте опоку давлением, ударами, влажностью. 2
Уделяйте достаточное внимание прессовочной смеси: она должна быть однородной, не очень мягкой и слегка влажной. 3
Не делайте очень сильное пламя в начале прогрева. 4. Во время прессовки не нажимайте слишком сильно и быстро. 5. Литье должно проходить без встрясок и вибраций. 6. Количество металла не должно быть большим, чем указано + допуск. 7. Для производства одного изделия идет столько опок, сколько указано номеров под каждым изделием в каталоге. Иногда требуется 2 или 3 опоки.
Пример изготовления изделия на дому: подготовительный этап
Литье по выплавляемым моделям в домашних условиях не потребует глубоких знаний в металлургии. Для начала подготовим модель, которую хотим повторить в металле. В качестве макета сойдет готовое изделие. Также фигурку можно изготовить самостоятельно из глины, скульптурного пластилина, дерева, пластика и других плотных пластичных материалов.










Устанавливаем модель внутри скрепленной струбцинами либо кожухом разборной емкости. Удобно использовать прозрачную пластиковую коробку или специальную пресс-форму. Для заливки пресс-формы воспользуемся силиконом: он обеспечит отличную детализацию, проникая в мельчайшие трещинки, отверстия, впадины и формирует очень гладкую поверхность.

Процесс плавки серебра
Надо заранее приготовить форму. Смешивается кварцевый песок и гипс в пропорции 7:1. Готовая смесь разводится водой до консистенции сметаны. Далее следует подобрать коробочку для формы. Ее размеры должны быть не сильно большими, но и достаточными для свободного размещения изделия. Коробочка должна иметь объемную крышку, в которую тоже сможет поместиться изделие. Можно взять 2 одинаковых коробка. В один коробок наливается подготовленная смесь. По его уголкам устанавливаются гвоздики. Заранее выбранную модель изделия надо покрыть мыльным раствором и подсушить.
После этого макет осторожно погружается в смесь до середины своей высоты. Нужно следить, чтобы гвоздики оставались направленными строго вверх
Затвердевшую смесь надо покрыть маслом. Таким же образом заполняется крышка коробочки. Затем коробочку с макетом надо соединить с крышкой, погрузив свободную часть макета в свежую смесь. Когда все хорошенько высохнет, готовые формы можно извлечь из коробочек. В одной из форм делается небольшое отверстие (диаметром до 5 мм) для заливки металла. После этого формы аккуратно соединяют и в таком положении закрепляют веревкой или резинкой.
После подготовки формы начинается процесс плавки серебра. В тигель складываются серебряные изделия. Предварительно их лучше разломать на одинаковые кусочки. Так металл будет прогреваться равномерно и процесс немного ускорится. Тигель нагревается на бензиновой или газовой горелке. Готовый для отливки металл похож на капельку ртути. Если такое состояние достигнуто, можно заливать серебро в форму. Для заливки нужно использовать специальную воронку. После того как расплавленный металл будет полностью залит, отверстие нужно очень быстро закрыть крышечкой. На внутренней стороне крышечки заранее надо поместить небольшой кусочек ваты. Моментально сгорая от высокой температуры, вата создаст в закрытой емкости давление. Благодаря этому давлению металл равномерно заполнит все уголки и изгибы формы.
Общая информация
В современной промышленной индустрии используется множество различных способов литья. Помимо оболочкового, применяется также литье по выплавляемым моделям, а также в металлические формы и еще несколько других способов. Общим преимуществом таких методов литья, если сравнивать их с работой с песчаными формами, состоит в том, что они дают возможность получать в результате более точные конечные материалы по своим формам, а также размерам. К тому же уменьшается количество шероховатостей на поверхности таких изделий. В более редких случаях, но все же бывает, что исключается необходимость в последующей механической обработке после выплавки. В дополнение ко всему применение литья в оболочковых формах и других методов способствует тому, что можно максимально механизировать данный процесс, вследствие чего повышается и его автоматизация. А это, конечно же, сильно увеличивает производительность любого промышленного объекта.
Свойства формовочных смесей
Формовочную смесь характеризуют основные свойства:
- Прочность определяет способность формы сохранять свою конфигурацию
- Пластичность — важна для способности формы повторять подробности контура и деталей поверхности модели.
- Газопроницаемость. Крупнозернистые составы легче пропускают газы.
- Огнеупорность. Материал не должен плавиться или спекаться, ухудшая однородность поверхности отливки
- Податливость
- Гомогенность. Однородность смеси гарантирует постоянство ее свойств в пространстве.
- Теплопроводность. Качественный материал имеет низкую теплопроводность. Это не дает примыкающему к форме слою отливки слишком быстро остывать, ухудшая свои свойства
- Долговечность особенно важна для многоразовых форм. Для одноразовых форм долговечность означает число циклов повторного использования земли после измельчения и просеивания.

Свойства формовочных смесей
Для смесей разных назначений на первый план выходят разные свойства. Так, для облицовочных важны пластичность, огнеупорность и теплопроводность, а для наполнительных важнее прочность и газопроницаемость.
Типы песчаных форм
Многообразие песчаных форм для литья позволило их разделить на несколько групп, предназначенных для получения отливок с разными характеристиками.

Песчаные литейные формы
Всего можно назвать 7 групп литейной технологической оснастки или модельных комплектов.
- Модельный набор, произведенный из металла, в состав, которого входят дополнительные приспособления для выполнения машинной формовки.
- Набор, выполненный из металла, в его состав включены дополнительные приспособления, которые предназначены для выполнения машинной и ручной формовки.
- Модельный набор, используемый для выполнения машинной и ручной формовки. Сами модели произведены из металла, а некоторые части, например, стержни для формирования полостей выполнены их древесины разных пород.
- Набор для производства ручной и машинной формовки. Модели и стержни, подвергаемые сильному износу, выполняют из металла.
- Набор для формовки отливок из твердых пород древесины.
- Набор для формирования отливок, выполненный из мягких пород древесины.
- Наборы для выполнения ручной формовки отливок.
Сырая песчаная форма
Для производства литьевой оснастки используют смеси, состоящие из песка, воды, глины и какого-либо связующего материала. Типовой рецепт выглядит примерно так:
- 90% песка;
- 3% воды;
- 7% глины.

Сырая песчаная форма
Оснастку такого типа относят к весьма экономичным и широко используемым.
Подсушенная песчаная форма
Производство такой оснастки похоже на производство сырой формы, но в рецептуру вводят дополнительные материалы, предназначенные для связывания компонентов смеси.

Подсушенная песчаная форма
Рабочие поверхности оснастки просушивают прогреванием. Такой подход к изготовлению форм приводит к росту точности размеров заготовок и их качества. Производство таких форм требует больших затрат времени и в результате их стоимость растет, а выпуск деталей нижается.









Сухая песчаная форма
В оснастке такого типа используют добавки органического типа. Их задача связывание компонентов смеси в единое целое. Окончательную обработку производят в печи. К явным достоинствам этих изделий можно отнести точность выполненной отливки. Но надо понимать, что эти формы обладают высокой стоимостью изготовления и низкой производительностью выполнения отливок.
Химически твердеющая песчаная форма
В формовочный состав химически твердеющей оснастки вводят смолы. Они обеспечивают формирование модели на открытом воздухе без использования термической обработки.
Химически твердеющая песчаная форма
В основе смеси лежит кварцевый песок. Кроме, песка в состав смеси входит жидкое стекло и едкий натр. Добавление этого химиката оказывает влияние на технологические свойства литейной формы. В частности, будет продлен срок ее эксплуатации. После затвердевания, ее прочность будет выше, чем у смесей другого типа.
Patternless Casting Manufacturing (PCM) – литье металлов без применения модельной оснастки
При использовании PCM для производства отливок получается высокая точность размеров, допуски на механическую обработку, качество поверхности лучше, нежели при создании по стандартным технологиям. Процесс печати не только значительно сокращает время разработки и производства, но также снижает стоимость производства.
Технологические преимущества:
- возможность изготовления малых прецизионных отливок;
- возможность изготовления отливок сложной конструкции;
- возможность изготовления компонентов сложной геометрической формы.
«PCM – передовая технология литья, которая объединяет традиционную технологию литья в песчаную форму и 3D-печать»Производство 3D-песчаных форм (PCM) – передовая технология литья, которая объединяет традиционную технологию литья в песчаную форму и 3D-печать. Эта технология позволяет быстро создавать песчаные модели и стержни, которые эффективны для быстрого литья сложных деталей. PCM не нуждается в шаблоне и может уменьшить производственный цикл и стоимость. Кроме того, PCM также объединяет различные технологии, такие как проектирование модели CAD, 3D-печать, интеллектуальный ЧПУ, быстрое литье, новые материалы, механические и электрические технологии.
Первым шагом является создание модели пресс-формы из моделей деталей и преобразование ее в формат stl. Затем, с помощью программного обеспечения TOP 3DP, нарезается модель stl и выводится геометрическая информация для формирования слоев поперечного сечения. Эти слои сечения используются для генерации информации управления процессом. Терминальное устройство считывает эту информацию и создает форму с помощью 3D-печати.
01| Технология производства 3D-песчаных форм
Во время печати катализатор и песок равномерно перемешиваются, затем тонким слоем укладываются на платформу. Массив сопел точно распыляет связующее на слой, следуя геометрической информации поперечного сечения. Реакция отверждения происходит между катализатором и связующим. Это повторяется слой за слоем, пока объект не будет построен. Не отвержденный песок еще в виде порошка легко удаляется. После того как лишний песок удален, форма готова и может быть использована для литья металла.
02| Технология 3D-печати на песчаных формах
Связующие:
Фурановые / фенольные смолы, используемые при 3D-печати на песчаных формах, соответствуют стандарту жидкостей для песчаных форм. Эти связующие вещества полностью склеивают песок и создают сложные песчаные стержни, которые отвечают всем требованиям.
Песчаные материалы:
Выбор различных песков должен отвечать требованиям различной обработки литья, так как пески являются основным печатным материалом. Технолог может выбрать кварцевый или синтетический песок для удовлетворения различных требований к отливке, что помогает эффективно контролировать затраты, гарантировать качество.
Ключевые преимущества:
- подходит для разработки новых продуктов, опытного производства, настройки, мелкосерийного производства;
- подходит для изготовления различных сложных металлических компонентов, форм;
- заменяет создание модели;
- снижает затраты на разработку и производственный цикл, а также совместимо с гибкой производственной линией;
- подходит для изготовления различных цветных металлов (сплав Al, сплав Cu), черных металлов (HT, QT и RuT).
Основные производители оборудования: ExONE, VoxelJet, FHZL (Китай), Аддитивные технологии (Самара).
Пример применения:
Блок цилиндров двигателя был изготовлен на заводе FHZL для крупного автомобильного предприятия в Северном Китае в 2008 году. Первый образец был изготовлен за 15-дневный цикл производства, в последующем производственном цикле при использовании 3D-принтера понадобилось всего 20 дней для производства 2-х блоков. С учётом механической обработки. Это значительно сократило производственный цикл и снизило затраты и риски.
03| Блок цилиндров двигателя, изготовленый на заводе FHZL
Технологический процесс
- Обычно в изделиях серебро находится в виде сплава с другими металлами. Поэтому при плавке необходимо извлечь из соединения частицы стали или железа с помощью магнита. Это действие сократит время для перехода металла в жидкое состояние и обеспечит равномерный нагрев металла.
- Дальше необходимо соорудить плавильню, изготовленную из листового асбеста и состоящую из прямоугольных частей, отличающихся размером. Предназначается конструкция для выполнения роли тигля.
- Для защиты от попадания в сплав кислорода используют буру или флюс. Ее засыпают в емкость, выполняющую роль плавильни. После прогрева флюса или буры до состояния густой массы зеленого оттенка в нее помещают куски металлической заготовки.
- Сначала куски металла приобретают красный цвет, потом постепенно начинают оплавляться. Если в процессе плавки металл покрыт мутной пленкой, то он не начал плавиться. Для этого необходимо отрегулировать пламя горелки и прибавить температуру.
- Жидкий расплавленный металл, отличающийся ярким серебряным цветом, заливают в форму. При неудачной попытке плавки или изготовления изделия процесс необходимо остановить, предварительно остудить материал, после чего повторить действия с самого начала.
Особенности литья из серебра и золота
Золото и серебро отличаются превосходными техническими характеристиками. Из этих благородных металлов можно отливать и эксклюзивные ювелирные изделия, и оригинальные сувениры, и предметы интерьера. При литье драгметаллов существуют нормы производственных потерь:
- на чистоту – 1,8 %;
- на лом – 3,5 % (если вес золота меньше 30 граммов, то потери при литье могут быть до 5 %).
Для того чтобы соблюсти требования действующего законодательства по литью драгметаллов, необходима постановка на спецучет в ГИПН. Получить всю необходимую информацию об этом можно у специалистов нашей компании.










Компания 3D Avtozavod выполняет заказы в максимально короткие сроки, так как весь производственный цикл происходит на мощностях нашего предприятия. Литье из золота и серебра максимально заточено под потребности ювелиров, ювелирных мастерских и дизайнеров. Мы можем предложить целый комплекс профильных услуг:
- 3D-дизайн и 3D-печать до литья;
- снятие пресс-форм, гальванические покрытия и обработку под ключ после литья.
Компания 3D Avtozavod принимает заказы на литье из золота и серебра любых объемов. Для подачи заявки воспользуйтесь формой на сайте, напишите нам по электронной почте или позвоните по контактному телефону в Москве.
Золото 585 пробы 100 руб./гр. услуга временно недоступна
Золото 750 пробы 100 руб./гр. услуга временно недоступна >
Норма производственных потерь:
— на лом Au 3,5% (если менее 30 гр литья Au — 5%)
Серебро 925 пробы 30 руб./гр. услуга временно недоступна
Источник
Формовочная смесь для литья своими руками
Пользователь Регистрация: 05.05.2007 Откуда: Москва
Сообщений: 1113 В друзьях у: 1 Голосов: 17 / 0
Администратор Регистрация: 07.12.2004 Откуда: Москва
Сообщений: 2014 В друзьях у: 10 Голосов: 67 / 7
70-75% кристобалит (SiO2)25-30% гипс (CaSO4*2H2O)В пределах 1% – добавки, регулирующие скорость схватывания гипса, подавляющие пенообразование, влияющие на отмывку прокаленной формомассы после литья.
Это бесполезные знания, которые не помогут Вам сделать замену обычной формомассе – по крайней мере, сэкономить на ней. Не всякий гипс и кварц подойдут – это природные материалы, свойства которых сильно меняются. Важен размол частиц – слишком крупные портят поверхность литья, слишком мелкие портят качество шликера и ведут к потекам. Вам вряд-ли удастся произвести размол (я не говорю уже о размерах частиц) самостоятельно. Фактически, на свете существует 4 серьезных производителя формомассы и есть большая вероятность, что как минимум два из них закроются в течение ближайших двух лет (что может привести к серьезным изменениям на этом рынке и к этому надо быть готовыми всем потребителям). Функция этих производителей в основном заключается в очень сложном подборе и входном контроле качества сырья для каждой партии, проведении дополнительного размола и рассева, удалении влаги, смешивании для получения стабильного продукта из разных компонентов, постоянно плывущих по свойствам (и некоторые добавки приходится равномерно вводить в количестве 10 г на 10 тонн), фасовке и наконец контроле стабильного качества готового продукта. Для получения формовочных смесей подходит только кристобалит с двух месторождений в мире – английского и американского (давшего название минералу и расположенного в Cerro San Cristobal, Pachuca, Hidalgo, Mexico). Подбор кристобалита и чистота его кристаллической решетки очень важны, так как влияют на поведение формомассы в диапазоне температур 100-300 С, где кристобалит претерпевает наибольшее термическое расширение и может сделать Вашу форму состоящей из сплошных трещин.Вот фотография частиц “правильного” американского кристобалита с практически идеальной решеткой:
Для того, чтобы понять, как обстоят дела с гипсом, поищите в Google – миллионы вариантов, различная твердость после схватывания, различные коэффициенты линейной и объемной усадки, термического расширения. Трудно понять, какой Вам подойдет.
Про микродобавки не говорю.
Наконец, влажность полученной формомассы. После того, как компания SRS смогла добиться стабильного уровня содержания влаги в своих расфасованных мешках с формомассой ниже 0,5% (а влага есть не только в исходном минеральном сырье, бОльшая ее часть попадает в смесь на стадии фасовки готового продукта – именно поэтому эта часть технологии засекречена), она за два года смогла стать крупнейшим поставщиком формовочных смесей в мире. Для сравнения – среднее содержание влаги в лучших формомассах других производителей составляет около 1-1,5% и это существенно влияет не только на срок хранения, но и на качество получаемого литья. Разница в результате (зависящая от влажности) радикальна, просто сравните две формомассы, сделав замес и литье в один день, подряд.
Краткий итог. Если все же хочется попробовать самому – возьмите кварцевый песок помельче (70%) и гипс (30%). Так в старые времена делали в Красном, когда формомассу было не достать. Но все равно восковки покрывали с помощью кисточки тонким шликером из настоящей (очень дорогой и дефицитной по тем временам) формомассы, а уже потом формовали в эту самодельную смесь. Денег вы при этом не сэкономите. Риск загубить модель будет очень высок.Или купите себе мешок нормальной формомассы и не тратьте драгоценное время. Думаю, мешок могут доставить в любое место России, если вопрос в Вашеи расположении.









Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением
Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.





