
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой , специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.
Преимущества чугунного литья
Чугунное литье отличается от отливок из других материалов рядом преимуществ, таких, как:
- дешевизной
- высокой прочностью и износостойкостью
- высоким качеством поверхности, сводящим к минимуму последующую механическую обработку

Характеристики и применение чугуна
Важно отметить, что при использовании современных методов литья дешевле получается не только сама отливка, но и конечная продукция. Многие производства, в конце 20 века заменившие чугунные детали своих изделий на стальные, вернулись или планируют вернуться к проверенному временем материалу на новом этапе его развития
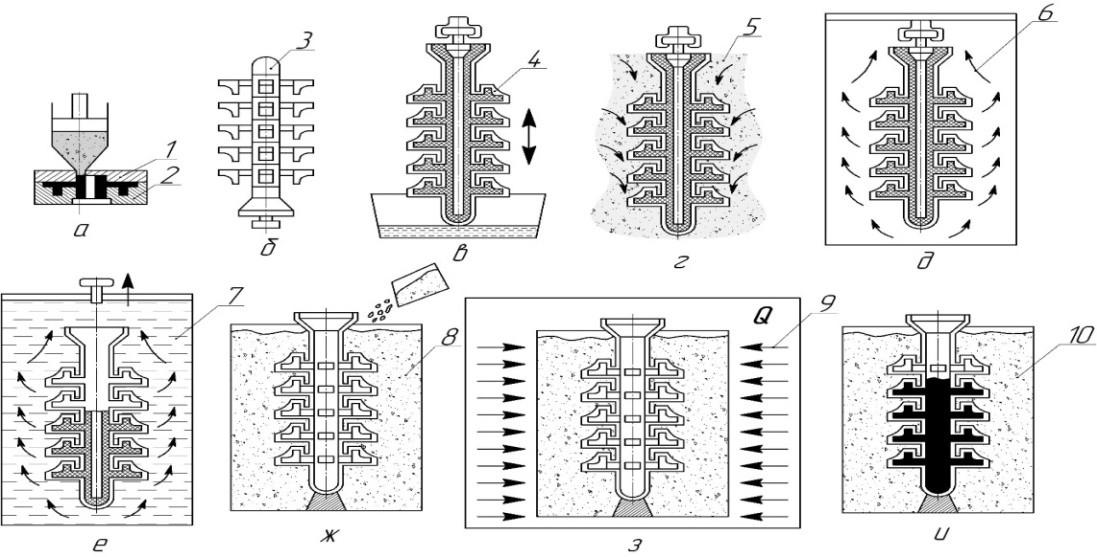
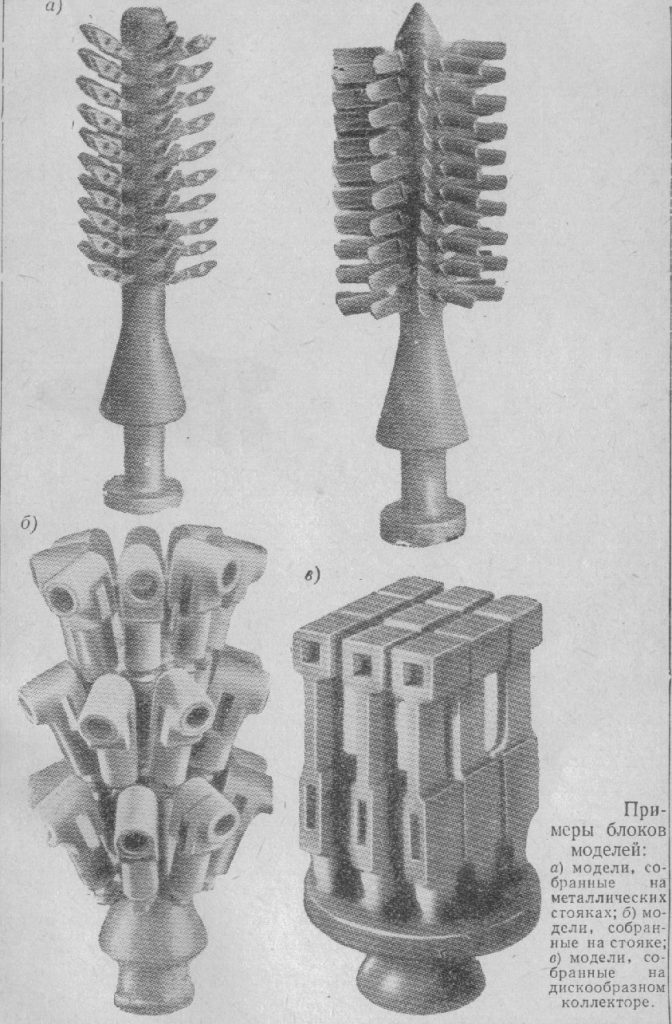
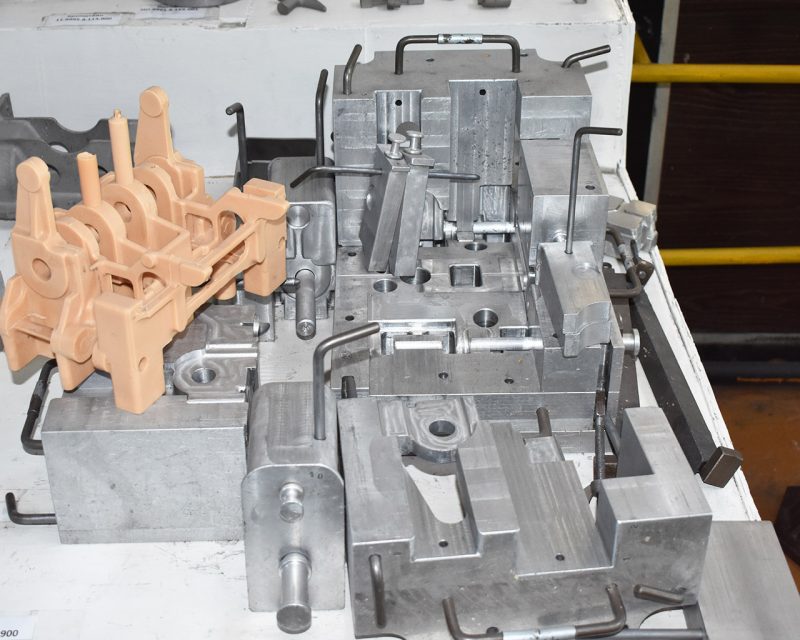
Сборка модельных блоков
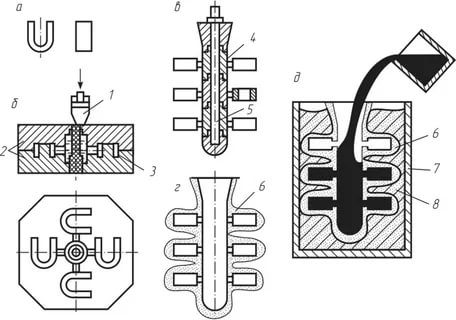
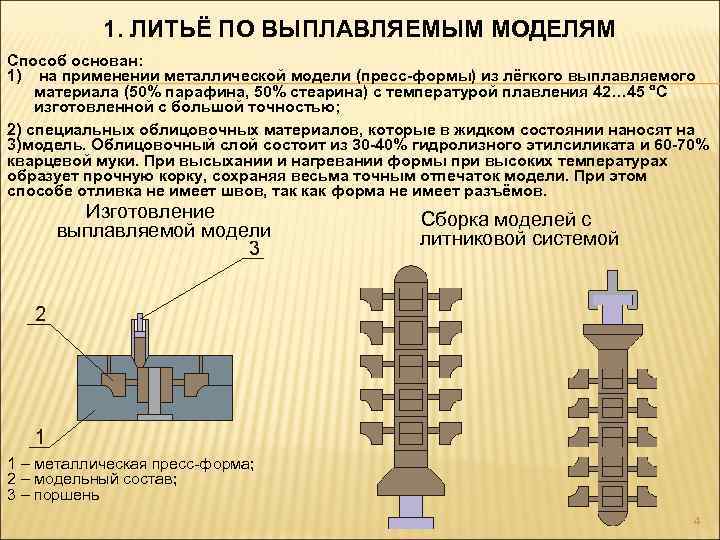
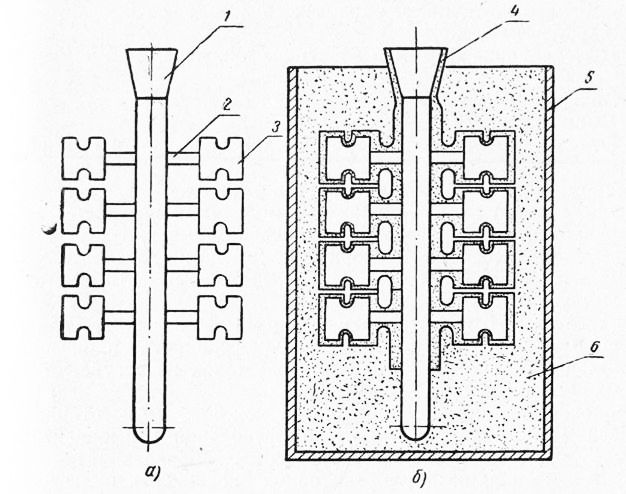
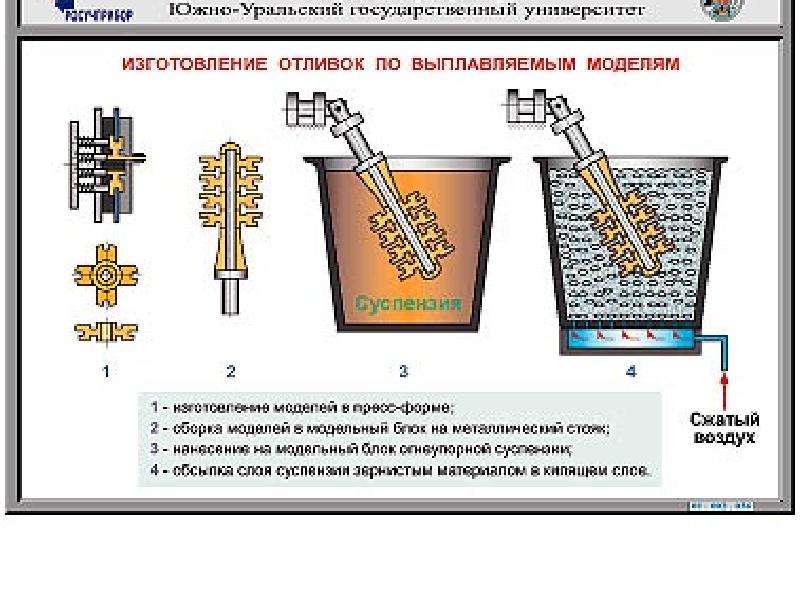
Для этого модели собирают в модельные блоки (рисунок 2.5, в) с общей литниковой системой. В один блок объединяют от 2 до 100 моделей. Соединяют модели в кондукторе, механически скрепляя или склеивая их. Одновременно ведется отливка литниковой системы.
Для сборки моделей в блоки в кондукторе выставляют металлические стояки из алюминия, наращивают на них слой модельного состава толщиной 25 мм и крепят к нему модели. Этот прием ведет к повышению прочности блока, сокращению расхода состава, обеспечению удобства транспортирования, хранения и просушивания блоков при нанесении обмазки.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением
Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав. Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.






Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Книги с тегом “Литье по выплавляемым моделям”
В учебнике описаны процессы производства модельных комплектов, приготовления формовочных и стержневых смесей, изготовления литейных форм и стержней, плавки, заливки, выбивки и очистки отливок. Приведены конструкции и методы расчета литниковых систем для отливок из различных сплавов.
Изложены основы теории литейных процессов, вопросы приготовления жидких сплавов, а также особенности производства отливок из ковкого чугуна, стали, цветных сплавов. Приведены общие сведения по спе-циальным способам литья.
Учебник написан в соответствии с учебной программой для техникумов по специальности «Литейное производство черных металлов» и предназначен для учащихся машиностроительных техникумов.
В рубрике Литье
Tags: ЛГМ, Литейные сплавы, Литник, Литье, Литье в кокиль, Литье по выплавляемым моделям, Литье под давлением, Литье стали, Литье чугуна, Отжиг отливок, Отливка, Плавка чугуна, Формовка, Формовочная смесь, Формовочный материал
Приведены основные сведения о металлах и литейных сплавах, плавильных агрегатах и технологии плавки. Дана характеристика формовочных материалов к типовых формовочных и стержневых смесей, противопригарных покрытий и др. Проанализированы вопросы проектирования технологии изготовления отливок.
Представлены основные сведения о прогрессивных технологических процессах, средствах их механизации и автоматизации.
Может быть полезен учащимся СПТУ, мастерам технологам литейного производства.
В рубрике Литье
Tags: ЛГМ, Литейные свойства, Литейные сплавы, Литье, Литье в кокиль, Литье в оболочковые формы, Литье по выплавляемым моделям, Литье стали, Отливка, Плавка чугуна, Сталь, Формовочная смесь, Формовочные пески, Центробежное литье, Чугун
Приведены основные сведения по техническим требованиям к отливкам из цветных сплавов, технологичности конструкции литых деталей, литейным цветным сплавам, шихтовым и формовочным материалам, оснастке и оборудованию, технологии литья и термической обработке, финишным операциям, контролю качества и технике безопасности.
Для инженерно-технических работников литейного производства может быть также полезен студентам вузов.
В рубрике Литье
Tags: Заливка форм, Литье в гипсовые формы, Литье в кокиль, Литье в оболочковые формы, Литье выжиманием и погружением, Литье по выплавляемым моделям, Литье под давлением, Литье под низким давлением, Особенности заливки, Пламенные печи, Приготовление лигатур, Проектирование отливок, Технические требования к отливкам, Цветное литье, Центробежное литье, Шихта, Электрические печи
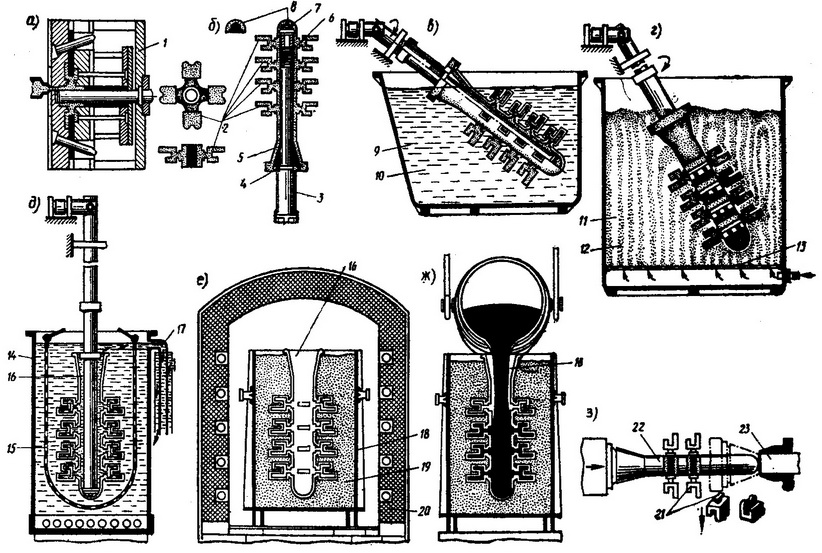
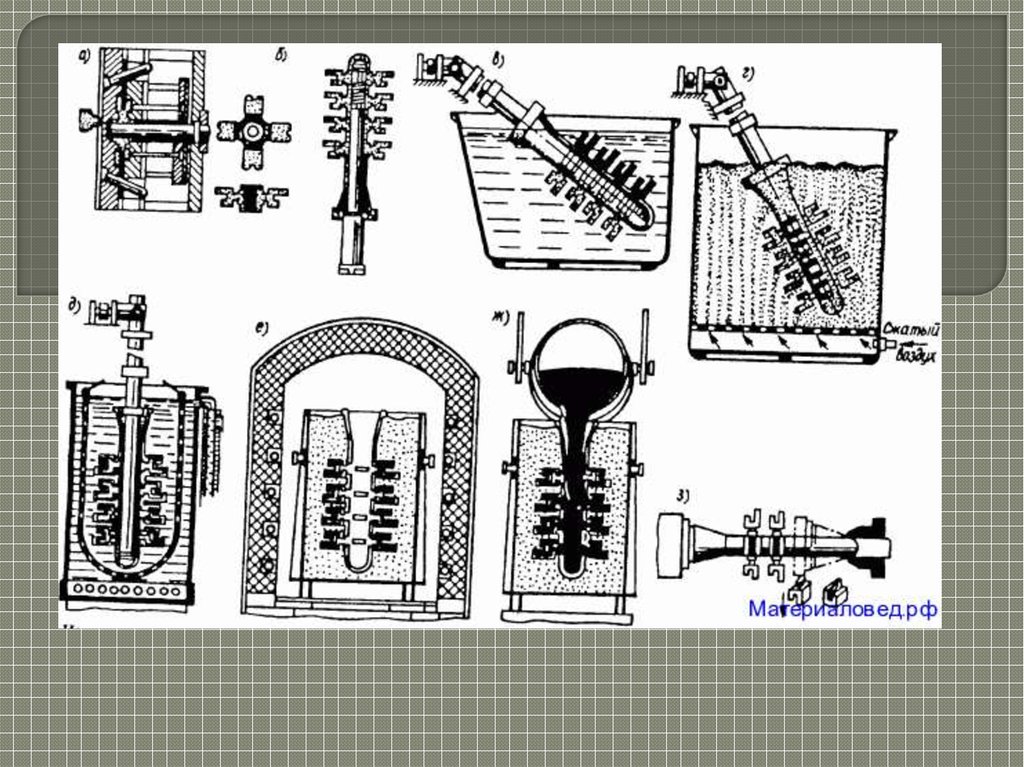
Оборудование для подготовки оболочек и осуществления литья
Следующий этап технологического процесса реализуется с помощью оборудования для сборки моделей в гирлянды. Скрепление может выполняться в кондукторе, механическим способом, спаиванием. Во многих случаях сборка выполняется вручную.


Для приготовления огнеупорного покрытия литейной формы применяют установку 63431 или агрегат 662А, который непрерывно готовит суспензию из пылевидного кварца, этилсиликата, воды и ацетона. Выпускается также агрегат 63501 для хранения и транспортировки огнеупорного покрытия.
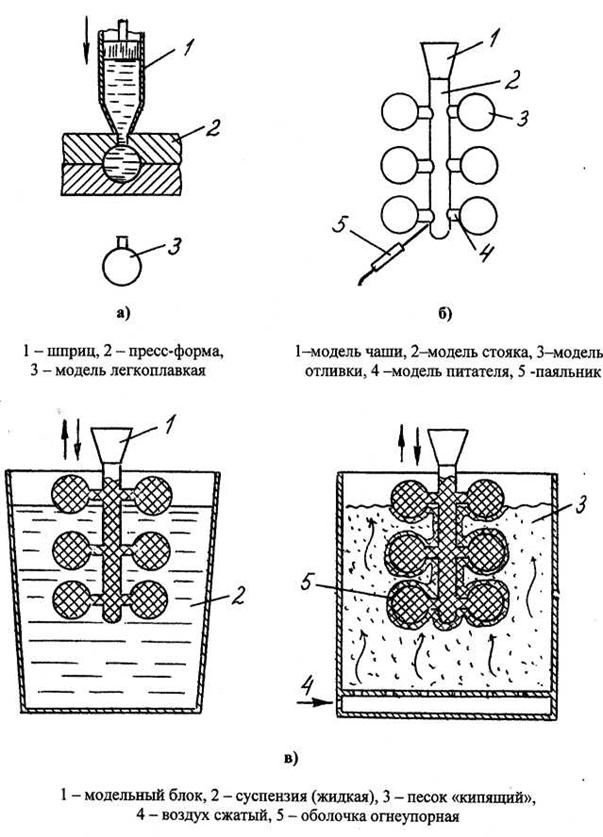
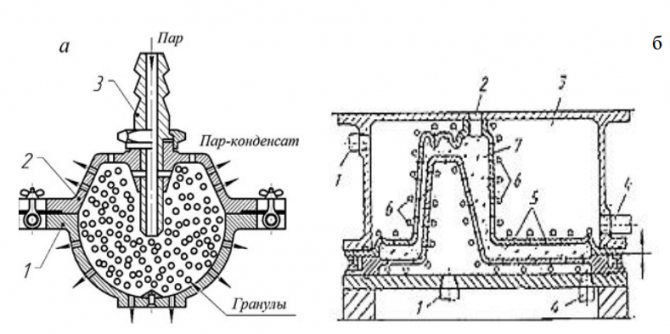
Нанесение огнеупорного покрытия (рис. 7) на модельные блоки осуществляется в автоматах 64105 и 64106 погружением блоков в емкость с клейким составом, а затем — в псевдокипящий слой песка (через слой песка снизу пропускается сжатый воздух; песчинки разделены воздухом, и блоки погружаются в песок без значительного сопротивления; размер зерен 0,25 мм, а для первого слоя — до 0,16 мм) или в автоматах 64104 и 64107 — пескосыпами.
Рис. 7. Модельные блоки с нанесенным на них огнеупорным покрытием
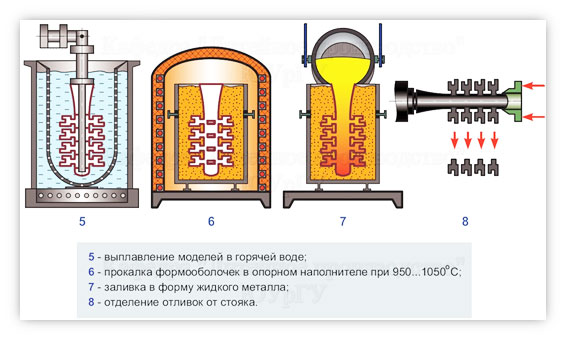
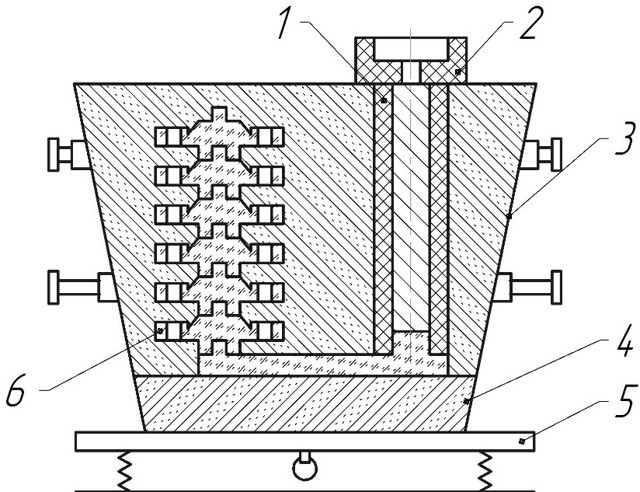
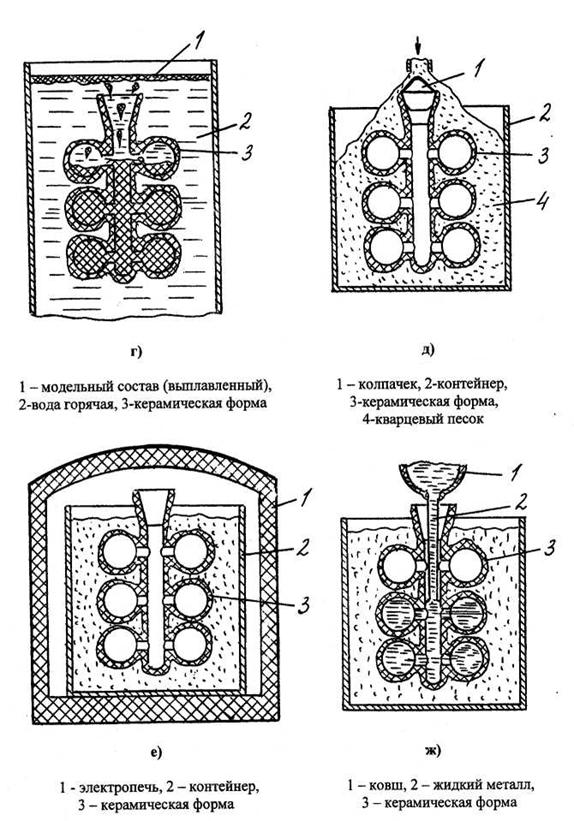
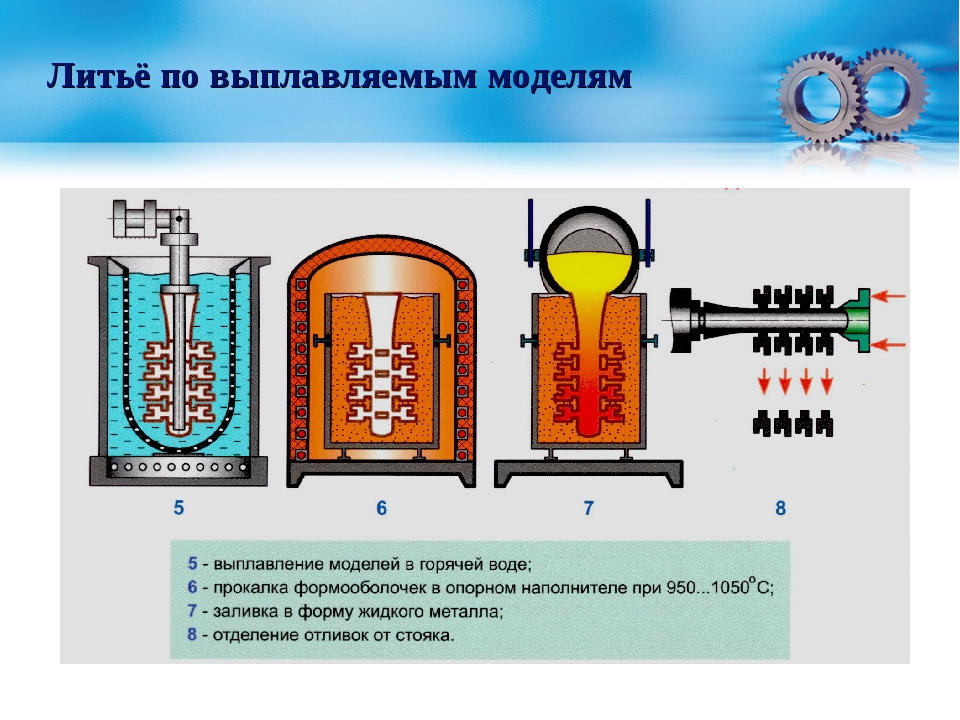
Сушка слоев (их бывает от 2 до 7; создают стенку толщиной более чем 8 мм) огнеупорного покрытия производится в установке непрерывного действия 6А84 на подвесном конвейере или в установке периодического действия 683 воздействием теплого воздуха, потом в среде, насыщенной аммиаком. На третьей стадии выветривается форма. Затем надо удалить модель из оболочки. Выплавление модельного состава произвотся горячей водой в ванне, а в крупносейном и массовом производстве — на установке 64511 или паром в бойлерклаве модели 64501 или аналогичном (рис. 8). Применение бойлерклава требует выполнения ручных операций. Поэтому его следует использовать лишь там, где из-за больших потерь форм или модельного состава другие способы неприемлемы.
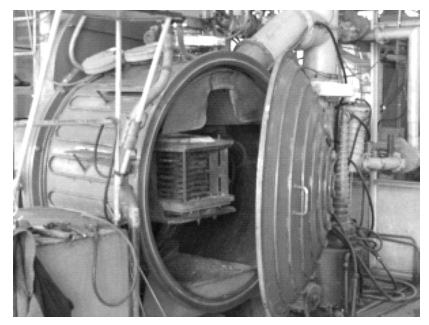
Рис. 8. Бойлерклав для выплавления модельного состава
В бойлерклаве за счет быстрого набора (в течение 3 . . . 4 с) в рабочей камере температуры и давления пара до 0,6 МПа расплавление воска в первую очередь происходит по границе раздела «воск — керамика», прежде чем начнется объемное расширение модельной массы в форме. Благодаря этому сводится к минимуму растрескивание керамических форм. Вторым фактором, снижающим вероятность растрескивания керамических оболочковых форм в результате объемного расширения модельной массы, является то, что высокое рабочее давление пара в камере сжимает керамическую форму снаружи, противодействуя ее растяжению из-за объемного расширения модельной массы.
Керамические формы прокаливают для удаления из них влаги и остатков модельного состава, наличие которых привело бы к браку Для этой цели применяются печи: электрическая 66103 или газовая 66102.
Заформовка керамических форм в ящики с дробью или песком производится на формовочном столе 66231. В крупносерийном и массовом производстве для формовки, прокаливания, заливки блоков и охлаждения отливок применяются линии 66001 и 66002 (рис. 9).
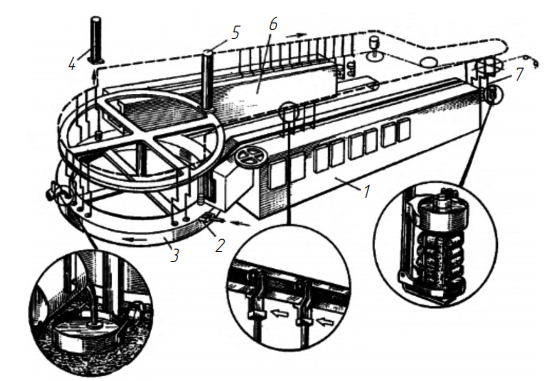
Рис. 9. Агрегат для прокаливания, формовки, заливки металлом, выбивки и охлаждения отливок: 1 — печь с газовым подогревом; 2 — форсунки для подачи сжатого воздуха в «кипящий» слой песка; 3 — заливочная карусель; 4, 5 — вытяжная вентиляция; 6 — ограждение; 7 — подвесной конвейер.
Заливка форм расплавленным металлом выполняется как обычно. Выбивка отливок из ящиков с дробью производится на установке 66232 или подобной. Отделение керамики от отливок производится пневматическим вибратором на установке 67101 или др. Применяется также дробометная очистка.

Рис. 10. Автоклав производства компании LBBC Technologies (Великобритания) для удаления керамических стержней
Остатки керамического покрытия из труднодоступных мест отливки удаляют выщелачиванием (промыванием отливок в теплом растворе щелочи) в установках 6Б95 и 67 501. Для этого применяются и автоклавы, аналогичные показанному на рис. 10. Обрубка, очистка, контроль и исправление дефектов производятся обычными методами
Просмотров:
2 035
Литье по газифицируемым (выжигаемым) моделям из сополимера и пенополистирола. ЛГМ-процесс.
ЛГМ-процесс (POLICAST) – современная технология производства высокоточных отливок, позволяющих значительно уменьшить расходы на передел и снизить себестоимость готовой продукции. Пенополистирол относится к так называемым твердым пенам или ячеисто-пленочным дисперсным системам, которая в физической химии определяются как дисперсия газа в твердом веществе.
Метод литья ЛГМ: модель из сополимера или полистирола (пенопласта), полученная в модельных автоматах или автоклавах, покрывают противопригарной краской, засыпают песком в вакуумной опоке и накрывают полиэтиленовой пленкой для создания разряжения. Вакуумная опока подключается к насосу вакуумной системы. Производится заливка жидкого металла в форму и замещение расплавом пенополистирольной модели, которая испаряется в газ. Получаемая отливка имеет чистоту поверхности Rz40 до 7-ого класса точности.
- чугун практически всех марки от СЧ15 до ВЧ50;
- стали от низко- и среднеуглеродистых низколегированных (с содержанием углерода от 0.20%) до высоколегированных, жаропрочных марок сталей и спецсталей;
- цветные металлы: медь, алюминий, бронза, латунь.
Преимущества технологии ЛГМ (POLICAST-process):
- Главные достоинства – возможность производства отливок высокой точности и качества при значительном снижение трудозатрат и себестоимости изготовления.
- Практически безотходное производство – примерно 97% песка повторно используется в системе пескооборота. Потери песка составляет всего 3%, которые складываются на отсев мелкой фракции, обеспыливание и потери в виде просыпи.
- Простая технология формовки без связующих компонентов и формовочных смесей. В технологии ЛГМ для формовки используется только песок.
- Высокая точность литья позволяет минимизировать затраты на финишную мехобработку или даже отказаться от нее.
- Используется для изготовления сложных и точных отливок, которые другими способами получить затруднительно. Очень выгодно эта технологии нашла применение для изготовления шнеков, корпусов, звездочек, головок и блоков цилиндров двигателей, художественных и другие отливок.
Этапы проектирования и изготовления комплекса ЛГМ:
- разработка технического задания на проектирование;
- проектирование и изготовление комплекса ЛГМ;
- проектирование и изготовление литейной оснастки;
- поставка оборудования;- монтаж и пусконаладка на площадке Заказчика;
- обучение персонала и запуск оборудования;- отработка технологии литья;
- ввод оборудования в эксплуатацию и постановка на гарантийное обслуживание.
Комплекс литья по газифицируемым моделям состоит из 2-х основных участков: «Белый цех» и «Черный цех». «Белый цех» – это участок изготовления пенополистирольных моделей, покраски и сушки модельных блоков. «Черный цех» – участок формовки и заливки модельных блоков, включающий линию формовки и систему пескооборота.



Литьё по газифицируемым моделям — способ получения отливок, использующий модель, изготовленную из материала, который газифицируется при заливке расплавленного металла в литейную форму. Самым распространённым материалом для моделей является пенополистирол.
Литьё по газифицируемым моделям как новый технологический процесс появился в середине 50-х годов. Его главным назначением было повысить точность литья при значительном уменьшении затрат на оборудование и материалы по сравнению с технологией литья по выплавляемым моделям.
Способ литья по газифицируемым моделям (ЛГМ) обладает рядом преимуществ [ источник не указан 3332 дня ] :
- Резко уменьшить затраты на оборудование
- Сократить число технологических операций
- Благодаря использованию в качестве формовочного материала оборотного кварцевого песка и упрочнения формы вакуумом исключается использование стержней и оборудования для их изготовления
- Сократить операции финишной обработки отливок
- Снизить до минимума количество отходов производства
- Сократить трудозатраты в 2—4 раза
- Снизить потребление электроэнергии в 2—3 раза
- Сократить и оптимально использовать производственные площади
- Уменьшить затраты на вспомогательные материалы в 3—5 раз
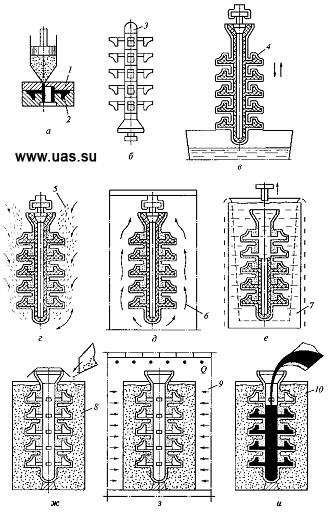
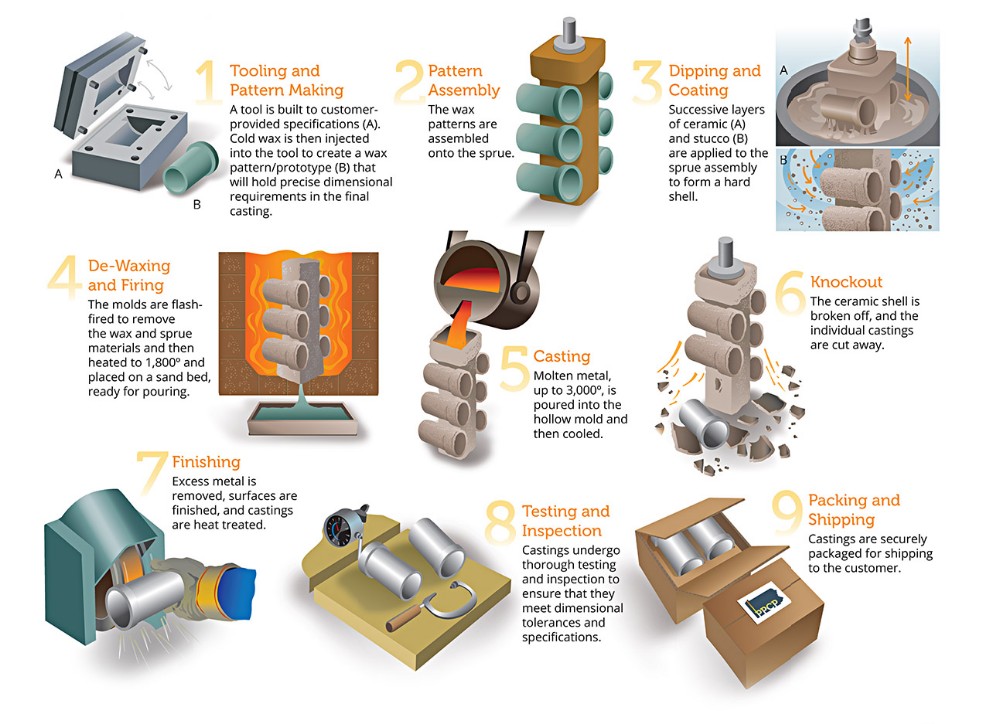
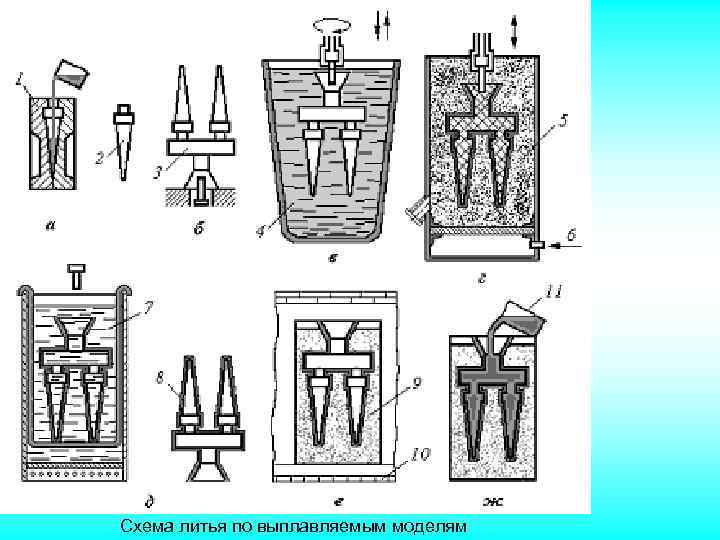
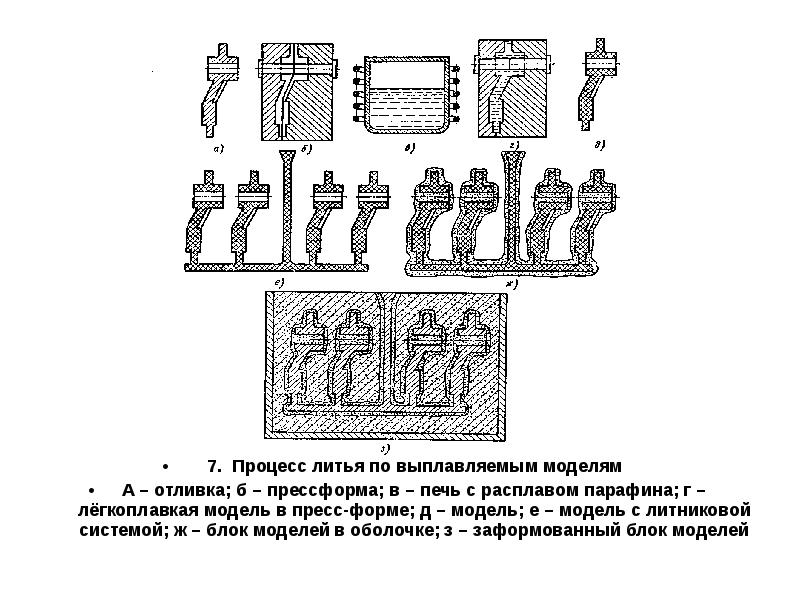
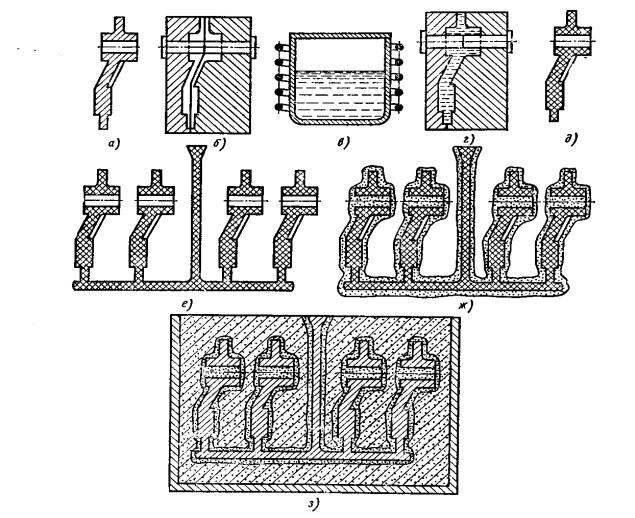
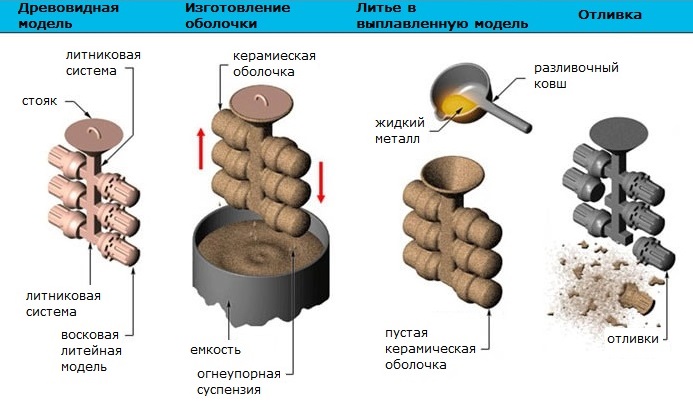
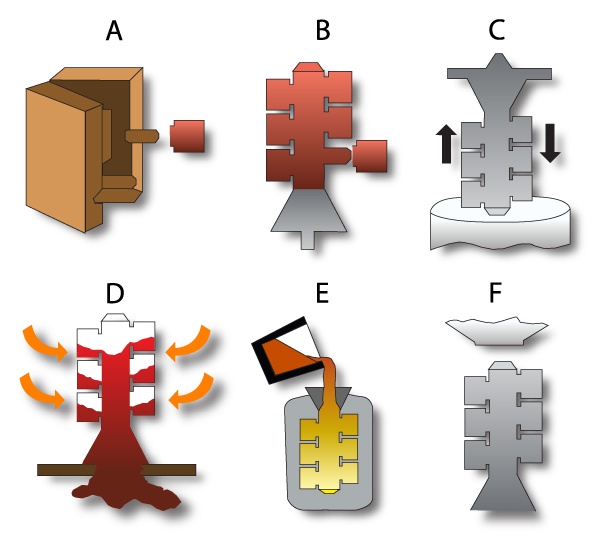
Техпроцесс литья по выплавляемым моделям
Технология литья по выплавляемым моделям состоит из нескольких этапов:
- Создание модели для литья.
- Получение формы с изготовленной модели.
- Получение литейной формы.
- Изготовление готовой отливки.

Литье титана по выплавляемым моделям
Создание модели
Для изготовления первичной формы применяют материалы, обладающие низкой температурой плавления. Чаще всего применяют парафины, воск и пр. То есть те вещества температура плавления не превышает 100 градусов, например, состав ПС 70 – 30. При такой температуре парафин в состоянии всю изложницу. Так, называют деталь, в которой изготавливают литейную форму.
После того как модель обрела необходимую твердость можно приступать к изготовлению литейной формы. Для этого используют состав, выполненный на основании керамики. Форма должна иметь определенную стойкость к температурным воздействиям. Для этого, на поверхность модели наносят песок мелкой фракции, для повышения характеристик формы в песок добавляют цирконий.

Песок мелкой фракции
Процесс нанесения песка может повторяться от 3 до 7 раз. Оптимальная толщина такого покрытия может составлять порядка 7 мм.
На этом этапе необходимо обеспечить выполнение следующих условий:
- Распределение состава по поверхности модели должно быть равномерным.
- Нельзя допускать появление внутренних пустот. Их наличие может привести к ошибкам в конфигурации отливки.
- Форма должна выдержать температуру, которая должна быть выше чем температура металлического расплава. Она должна находиться в диапазоне от 900 до 1200 градусов.
- После того как формирование будет прекращено, необходимо проделать отверстия, через которые будет происходить удаление парафина.
- По окончании всех работ, связанных с получением формы, ее помещают в печь. В ней происходит испарение парафина и происходит дополнительный дожиг формы.
Процесс получения отливки
Перед началом литья расплавленного металла по выплавляемым моделям необходимо форму прогреть до определенной температуры. Нагрев должен быть выполнен равномерно по всей форме.
Для литья выплавляемым моделям в форме необходимо заранее подготовить горловину заготовки. В ранее сформированную горловину заливают металл. Остывание должно происходить естественным путем. Принудительное остужение недопустимо.

Процесс литья по моделям
Через 5 – 6 часов по окончании отливки можно удалить оболочку. В заводских условиях для этого применяют вибрационный стол. После того деталь направляют на механическую обработку. То есть, отсекают литник, зачищают облой, если таковой имеется. Для этого применяют ручной и механизированный инструмент. Кстати, один из эффективных способов приведения детали в соответствии с требованиями конструкторской документации является пескоструйная обработка.
Техпроцесс литья по выплавляемым моделям
Технология литья по выплавляемым моделям состоит из нескольких этапов:
- Создание модели для литья.
- Получение формы с изготовленной модели.
- Получение литейной формы.
- Изготовление готовой отливки.

Литье титана по выплавляемым моделям
Создание модели
Для изготовления первичной формы применяют материалы, обладающие низкой температурой плавления. Чаще всего применяют парафины, воск и пр. То есть те вещества температура плавления не превышает 100 градусов, например, состав ПС 70 – 30. При такой температуре парафин в состоянии всю изложницу. Так, называют деталь, в которой изготавливают литейную форму.







После того как модель обрела необходимую твердость можно приступать к изготовлению литейной формы. Для этого используют состав, выполненный на основании керамики. Форма должна иметь определенную стойкость к температурным воздействиям. Для этого, на поверхность модели наносят песок мелкой фракции, для повышения характеристик формы в песок добавляют цирконий.

Песок мелкой фракции
Процесс нанесения песка может повторяться от 3 до 7 раз. Оптимальная толщина такого покрытия может составлять порядка 7 мм.
На этом этапе необходимо обеспечить выполнение следующих условий:
- Распределение состава по поверхности модели должно быть равномерным.
- Нельзя допускать появление внутренних пустот. Их наличие может привести к ошибкам в конфигурации отливки.
- Форма должна выдержать температуру, которая должна быть выше чем температура металлического расплава. Она должна находиться в диапазоне от 900 до 1200 градусов.
- После того как формирование будет прекращено, необходимо проделать отверстия, через которые будет происходить удаление парафина.
- По окончании всех работ, связанных с получением формы, ее помещают в печь. В ней происходит испарение парафина и происходит дополнительный дожиг формы.
Процесс получения отливки
Перед началом литья расплавленного металла по выплавляемым моделям необходимо форму прогреть до определенной температуры. Нагрев должен быть выполнен равномерно по всей форме.
Для литья выплавляемым моделям в форме необходимо заранее подготовить горловину заготовки. В ранее сформированную горловину заливают металл. Остывание должно происходить естественным путем. Принудительное остужение недопустимо.

Процесс литья по моделям
Через 5 – 6 часов по окончании отливки можно удалить оболочку. В заводских условиях для этого применяют вибрационный стол. После того деталь направляют на механическую обработку. То есть, отсекают литник, зачищают облой, если таковой имеется. Для этого применяют ручной и механизированный инструмент. Кстати, один из эффективных способов приведения детали в соответствии с требованиями конструкторской документации является пескоструйная обработка.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр. Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух. Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают. Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.

Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.







Составные элементы мини-завода и их технические характеристики
Российская предлагает организовать «под ключ» мини-литейный завод для осуществления литья металла кокильным способом. Такой комплекс может работать с алюминием, медью, сталью и их сплавами. На станках можно отливать изделия любой формы и конфигурации благодаря возможности самостоятельно изготавливать формы-матрицы.

Литейная машина фирмы KURTZ
В комплект мини- входит следующее оборудование:
- отражательная печь – она необходима для плавления металла. Технические характеристики: вариант энергоносителя – газ, электричество, отработанное топливо, солярка;
- энергопотребление – 1 баллон газа на 20 часов работы или 30 кВт/ч;
- емкость бункера – до 1 т;
- производительность – до 600 кг/ч;

Отражательная печь для литейного мини завода
- кокильный станок – необходим для непосредственной отливки изделий. Он может быть двух видов: однопозиционный – для изделий, которые не имеют обратных углов. Форма может раскрываться только в одну сторону;
- многопозиционный – предназначен для деталей сложных форм, кокиль раскрывается вверх и вниз.

Кокильная машина 82А505 Технические характеристики:
- потребляемая мощность – до 2,5 кВт/ч;
- оказываемое усилие на сжатие – до 190 т;
кокиль – форма для будущих изделий – при необходимости ее может изготавливать компания по индивидуальным чертежам.





