
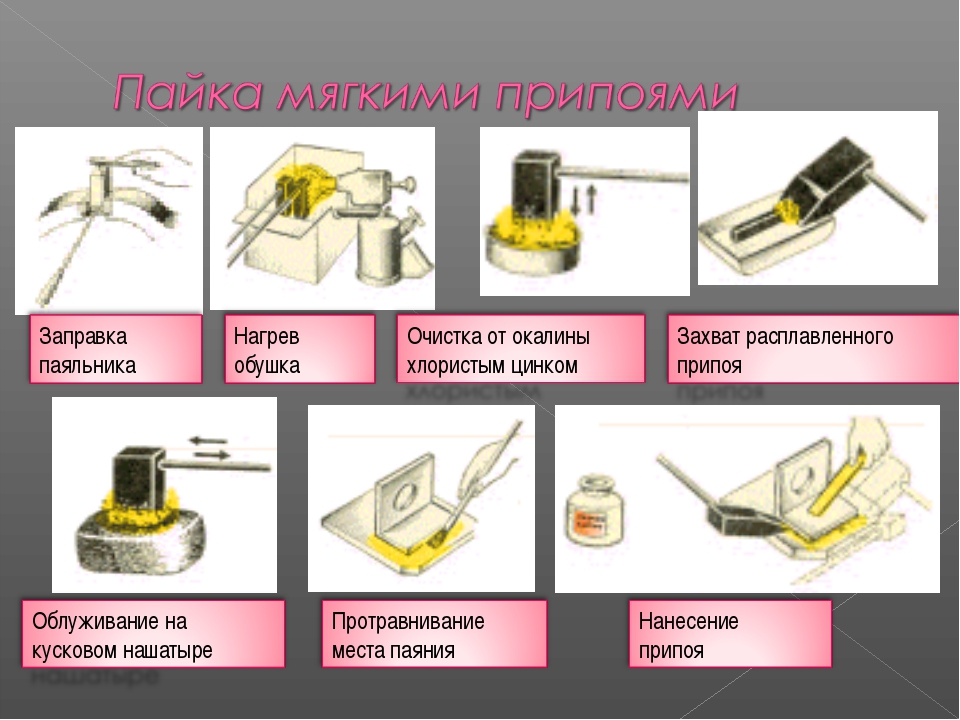
Последовательность операций

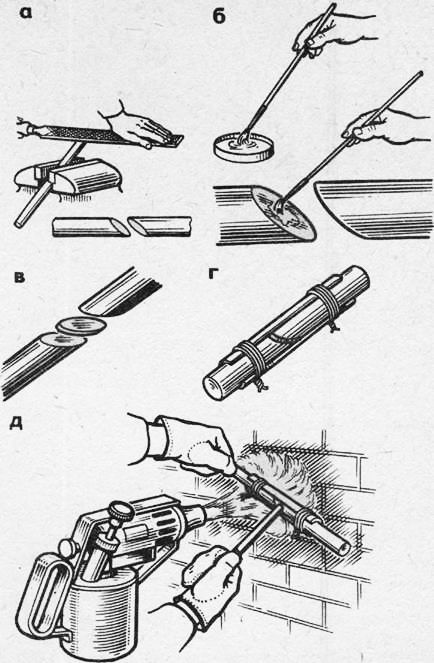
Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
После очистки и обезжиривания, на поверхность деталей наносится слой флюса. Если в качестве припоя служит олово, детали предварительно лудят. Лужение представляет собой равномерное смачивание поверхности расплавленным оловом.
После этого, детали собирают и надёжно фиксируют в том положении, в котором они должны находиться после соединения.
Далее, детали нагреваются подходящим способом. Нагрев производится до температуры, несколько превышающей температуру плавления применяемого припоя, который должен быть помещён в область соединения.
При расплавлении он затекает в зазор между деталями, образуя соединение. После остывания и кристаллизации припоя, шов зачищают, следы флюса удаляют.
Технология лужения металла
Процесс лужения разделяют на два этапа:
- Предварительная подготовка поверхности.
- Обработка изделия.
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий
От степени чистоты поверхности зависит прочность антикоррозийной защиты и надежность крепления припоя. Стандартный способ подготовки плоскости – механическая обработка металлическими щетками и специальными насадками на болгарку.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
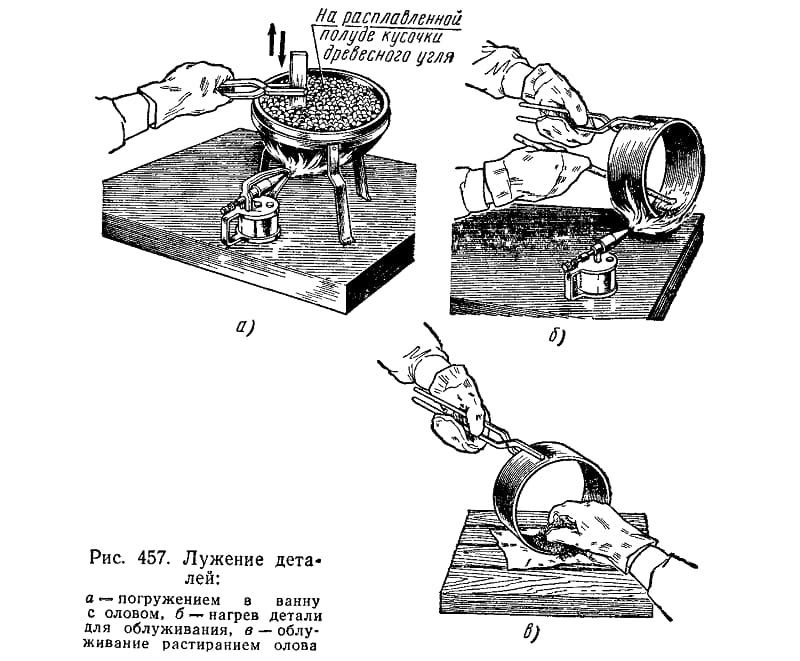
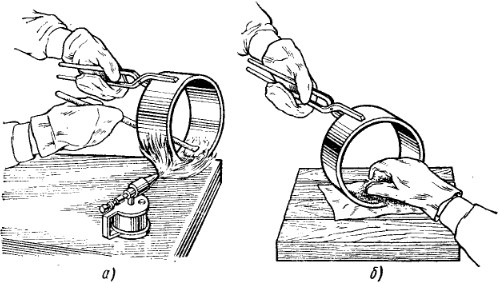
Растирание и погружение
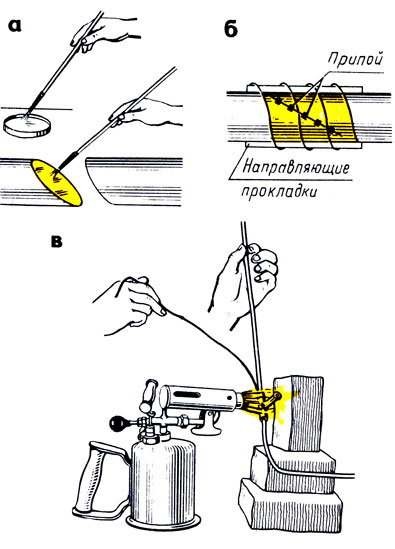
В процессе растирания расплавленного олова по поверхности используют специальный флюс, в состав которого входят хлористый аммоний и цинка хлорид. Алгоритм применения флюса выглядит следующим образом:
- Хлорид цинка наносят на поверхность и разогревают паяльной лампой или иным доступным способом.
- По достижении точки кипения в соль добавляют припой, который расплавляется под воздействием высокой температуры.
- Следом добавляют порошок хлористого аммония.
- Состав равномерно распределяется по рабочей поверхности.
Это интересно: Мангал своими руками — чертежи мангалов из кирпича, из металла
Что такое токоведущие шины?
При использовании меди можно столкнуться с рядом проблем, таких как коррозионная устойчивость токоведущей (заземляющей) шины и допустимость контактов с другими материалами.
Так, например, контакт меди и алюминия недопустим по ряду причин:• Алюминий больше склонен к окислению на воздухе, чем медь и его оксидная пленка хуже проводит электричество. В результате место контакта будет иметь значительное сопротивление. проходящий в цепи электрический ток еще больше ускоряет окисление алюминия.• Место контакта меди и алюминия начинает сильно греться.• Электропроводность при нагревании падает, при остывании – увеличивается. Появляется нестабильность электрического тока. • Кроме этого, соединение меди и алюминия является коррозионно-активным очагом в присутствии влаги, т.к. алюминий – очень электроотрицательный металл, а медь – электроположительный. В результате при их контакте появляется коррозионная гальванопара, что укоряет окисление и разрушение контактов.
Все это может привести к чрезвычайным ситуациям и несчастным случаям при эксплуатации электрооборудования с незащищенными медными контактами и шинами, особенно при их сопряжении с алюминием.
Входом из данной ситуации является использование оловянного или никелевого покрытия на шинах и электрических контактах (лужение или никелирование). Рассмотрим в данной статье оловянирование и никелирование медных шин и преимущества покрытой шины перед непокрытой.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.





- Обработка щетками. Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование. Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание. Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
После подготовки можно проводить лужение деталей.
Электролизер для выделения олова
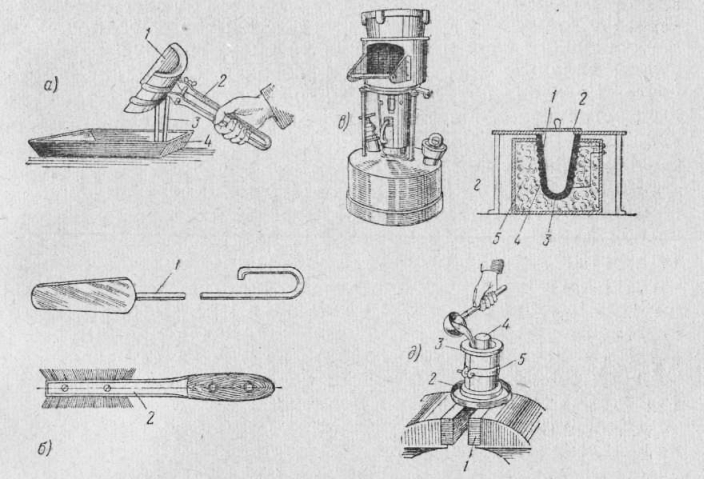
Для получения олова достаточно количества, следует взять консервную банку побольше, например, банку от повидла (3 или 5 литров). Изготовить крышку из диэлектрического материала и поместить в ее центре угольный катод. Анод подключается к корпусу банки. Предварительно банка должна быть очищена от наклеек, краски и грязи, что можно сделать с помощью кипячения в растворе крепкой соды.
В банку наливается приготовленный электролит, вставляется катод и подключается питающее напряжение 4В, либо от нескольких батарей, либо от регулируемого источника питания. Для увеличения количества выделяемого олова, можно нарезать консервные банки на небольшие кусочки и засыпать в электролизер, исключив контакт с катодом (одна консервная банка, в среднем, содержит 0,5 грамма олова). На катоде начнет выделяться губчатое олово. По завершении процесса выделения, полученное олово собирается и переплавляется в тигле в серебристый металл.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию
Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Рекомендации специалиста
Перед началом работ по лужению и пайке кузова желательно ознакомиться со следующими рекомендациями профессионалов:
- при пайке кузова автомобиля паяльник не следует нагревать до сильного каления, так как это может вызвать испарение части олова. В результате перегрева входящая в состав заготовок медь окисляется, а качество пайки снижается;
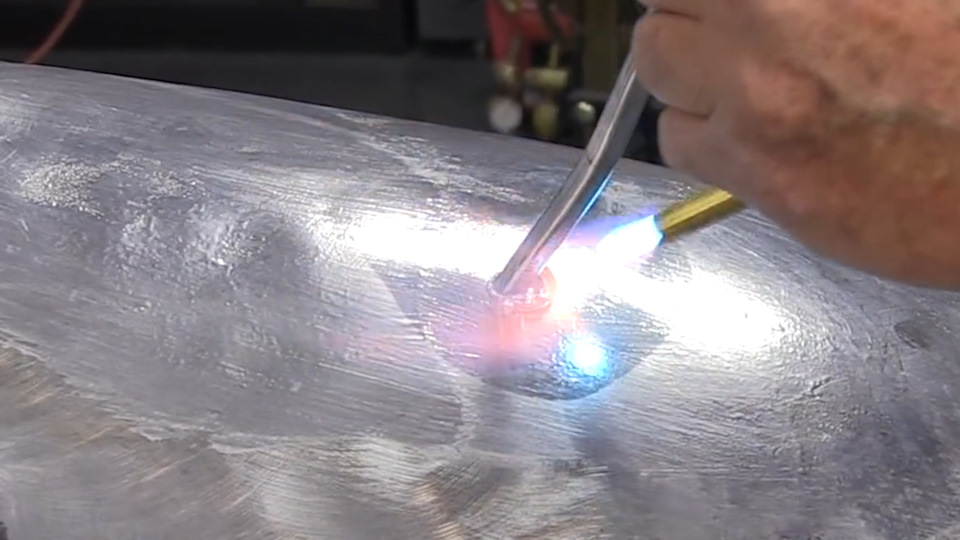
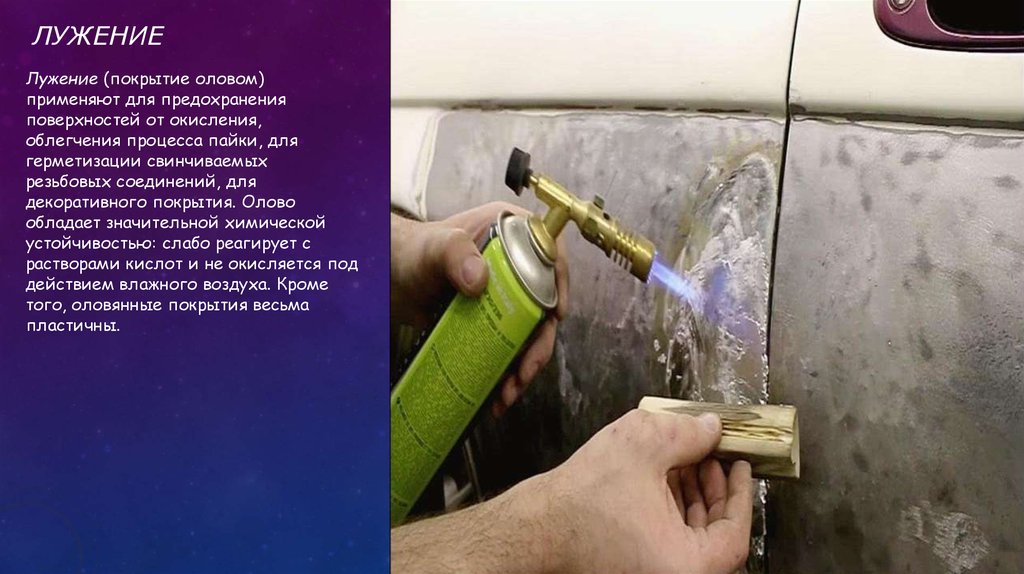
- для нагрева паяльного инструмента удобнее всего воспользоваться газовой горелкой;
- в процессе нагрева жало паяльника должно непрерывно смачиваться в припое;
- перед тем как приступать к пайке, нужно залудить все подготовленные детали автомобиля, независимо от того, в каком виде они представлены (как листовые заготовки или отдельные конструктивные элементы).
В заключение отметим, что во время проведения ремонтных работ необходимые для лужения и пайки компоненты всегда должны располагаться под рукой (это касается как припоя и флюса, так и других расходных материалов).
Лужение
 Известно, что многие металлы легко окисляются. Находясь на поверхности при контакте с воздухом в присутствии влаги, они превращаются в оксиды, затем гидроксиды, постепенно разрушаются.
Известно, что многие металлы легко окисляются. Находясь на поверхности при контакте с воздухом в присутствии влаги, они превращаются в оксиды, затем гидроксиды, постепенно разрушаются.
Еще в давние времена научились защищать металлические изделия нанесением покрытий из стойких металлов. Для лужения олово и его сплавы в большинстве случаев применяли и используют по настоящее время.
Раньше лудили котлы, посуду для приготовления пищи. Сейчас для изготовления кухонной утвари применяют многие металлокерамические композиты, которые не ржавеют. Луженых котлов и кастрюль на рынке почти не бывает.






Постоянно покрывают слоем оловянных сплавов консервные банки. Иначе вместо консервов потребители смогли бы увидеть ржавую массу. Оловянные защитные покрытия применяют в радиоэлектронике. Пайка изделий на такой поверхности проходит без труда.
Существует несколько технологий лужения оловом. Покрытие можно формировать из расплава, раствора, мокрым способом или с применением гальванических ванн. При выборе метода ориентируются на размеры изделия, условия его эксплуатации, наличие производственных условий.
Правила безопасности труда при лужении
Основные правила безопасного проведения лужения металла:
- К работам допускаются совершеннолетние лица, обученные и прошедшие инструктаж по безопасности.
- В ходе работ могут возникнуть такие вредные и опасные факторы, как выделение паров, разбрызгивание флюсов и припоев, повышенная температура, может повыситься взрыво- и пожароопасность среды. Поэтому работники обеспечиваются респираторами, спецодеждой, защитными очками.
- В помещениях необходима общеобменная и местная вентиляция. Освещенность должна соответствовать категории выполняемых работ.
- Выполнение работ разрешается только при наличии исправного инструмента и оснастки, а также качественных материалов.
При лужении в домашних условиях обязательно выполнять такие требования:
- Не вдыхать пары нашатыря и кислот. При возможности использовать респиратор.
- Избегать попадания кислот на одежду и кожу.
- Работать в защитных перчатках.
- Для работы с нагретыми элементами пользоваться клещами.
Таким образом, лужение – доступный способ защитить металлические изделия от коррозии или подготовить их к пайке. Несмотря на затратность и трудоемкость, выполнение операций лужения доступно в домашних условиях.
Хитрости пайки
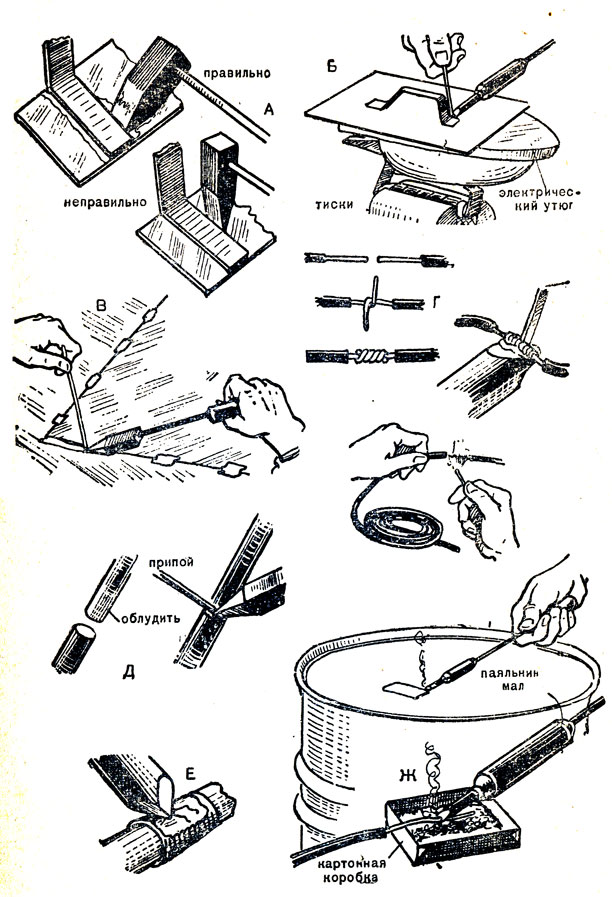
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
Области и особенности применения
Токсичность и вред хлорного олова стали причиной отказа от него работников медицины. Однако, кроме этой сферы, вещество используют в пищевой и промышленной областях. Хотя, следует отметить, что многие страны уже отказались от применения данного вещества для изготовления продуктов питания.
Пищевая промышленность
В пищевой промышленности хлорид олова используется достаточно давно. В международных стандартах его маркируют кодом Е512. Данная добавка выступает в качестве стабилизатора и эмульгатора. Часто используется для придания кондитерским изделиям устойчивой формы и увеличения сроков их хранения.
Хлорид олова также добавляют в соусы, т.к. он способен соединить и удержать вместе, добавляемые в них ингредиенты, например жиры и воду. Ниже представлен список продуктов, в которых может присутствовать хлорид олова (Е512):
- выпечка длительного хранения, например, кексы, круасаны или рулеты в упаковках;
- консервная продукция;
- джемы, конфитюры и желе;
- соусы, такие как майонез и подобные ему.
 Хлорное олово используют в консервах Несмотря на то, что в большинстве стран, в том числе и в России, использование добавки Е512 запрещено, она может присутствовать в продуктах из других государств. Например, в импортируемых дешевых товарах из стран Южной Америки, Китая, Индонезии, Малайзии на этикетках не всегда пишут реальный состав продуктов. Поэтому, покупая китайские рыбные консервы или аргентинский майонез, есть высокий риск «полакомиться», хоть и малой, но дозой хлорида олова, который весьма вреден для здоровья.
Хлорное олово используют в консервах Несмотря на то, что в большинстве стран, в том числе и в России, использование добавки Е512 запрещено, она может присутствовать в продуктах из других государств. Например, в импортируемых дешевых товарах из стран Южной Америки, Китая, Индонезии, Малайзии на этикетках не всегда пишут реальный состав продуктов. Поэтому, покупая китайские рыбные консервы или аргентинский майонез, есть высокий риск «полакомиться», хоть и малой, но дозой хлорида олова, который весьма вреден для здоровья.
Другие сферы применения
Вторыми в списке тех, кто активно использует в своих целях хлорид олова, являются химическая и легкая промышленность. Вещество применяется для:
- производства стекла и керамики;
- отбеливания соли и сахара;
- обработки и окраски тканей из шелка и синтетики;
- изготовления мыла и косметических отдушек;
- при производстве лаков и красок.
Кроме этого из хлорида олова получают пропитку для обивочных тканей. Благодаря этому с мягкой мебели легко убираются различные загрязнения.





 Хлорное олово используется при производстве лаков и красок
Хлорное олово используется при производстве лаков и красок
Если контакт, не совсем полезного, вещества с кожей будет минимален, то это не приведет к негативным последствиям, а вот употребление с хлоридом олова продуктов питания нужно исключить.
Метки: лужение плат жидкое олово
Комментарии 26
Сейчас пробую лудить именно таким препаратом, такой же фирмы. Гавно редкое! В ютубе куча роликов, где плата покрывалась мгновенно, только опустили ее в раствор. И те растворы были прозрачные. А тут мачмала какая то мутная, цвета сыворотки.
Эх можно было бы облить Жигули этой дрянью…
Облить можно, но дорого и без толку ))) Т34 один у вас или еще есть и другие?
Господа химики вы лучше скажите, можно ли пользоваться этим раствором без последствий и если возможны последствия то какие? Например дальнейшее окисление и уничтожение медного слоя в тонких участках или какие нибудь испарения особо вредные для здоровья. И еще, кто знает, как происходит процесс лужения в промышленных условиях? Ведь там не дураки и давно знают про всякое жидкое олово. Поэтому и применяют оптимальный во всех отношениях вариант.
лужёный слой в 1 мкм — это сооовсем мало! в идеале можно добиться 4-5 мкм, но это тоже совсем мало, ногтём содрать можно. Далее получается пористая плёнка, а не сплошная. Цитат натрия — используется в пищевой промышлености, так что дышать над ним можно, но не пить само собой)) Последствия будут при минус 30-40 градусах, так называемая оловянная чума)) она кстате была причиной гибели одной из экспедиций на полюс земли, когда горючее запечатаное в банках вытекло, потому как стыки были паяные оловом
K, Na, Ba, Ca, Mg, Al, Mn, Zn, Fe, Ni, Sn, Pb, H, Cu, Hg, Ag, Au, Pt Электрохимический ряд активности металлов Из 8го класса: CuSO4 + Fe -> FeSO4 + Cu(в осадок) CuSO4 + Zn ->ZnSO4 + Cu(в осадок)
В электрохимическом ряду напряжений олово стоит правее железа, поэтому при образовании электрохимической пары (при попадании влаги на царапину) электрохимическая реакция пойдёт в сторону окисления железа(ржавчина = оксиды гидрооксиды Fe)…и проест дырку в месте царапины Поэтому железо не лудят, а цинкуют, цинк — левее
Для того чтобы восстановить Олово из соли при помощи Cu необходимо для начала “сделать” Cu более электроотрицательным, нежели Sn. При осаждении Sn на Cu в сильнокислой среде становится возможным окисление меди кислородом воздуха и её последующем растворении. Т.е. имеем раствор солей олова и отчасти растворённой меди. Образование же плёнки олова происходит на поверхности подложки (у вас медь), состоящей из микрокатодных и микроанодных участках. на участках микроанодов происходит растворение более электроотрицательного металла(см. первую строчку), а на участках микрокатодов происходит восстановление более электроположительного металла из раствора. Воот. Процес растворения-осаждения находятся в динамическом равновесии, поэтому происходит растворение металла подложки(меди) на микроанодных участках поверхности подложки и восстановление основного металла(олова) и меди(растворённой на аноде) на микрокатодных участках. реакция длится 1-2 часа. С образованием пористой поверхности плёнки, типа на вершинах зерно олова а по краям зерна углубления образовавшиеся на медной подложки.
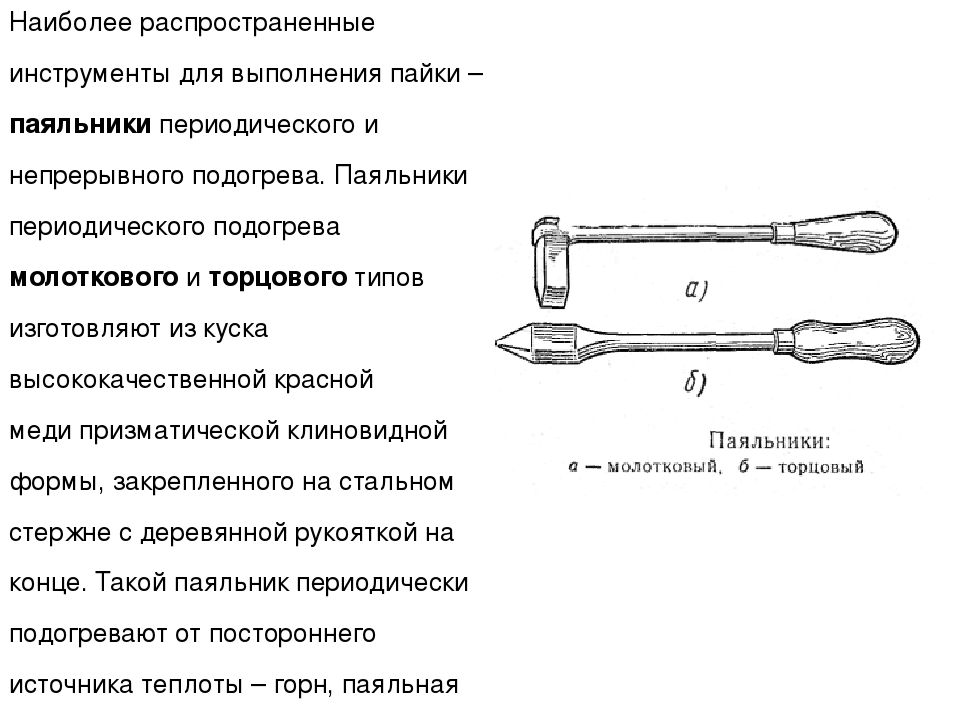
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…

Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.

Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.





Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Как подготовить паяльник к работе
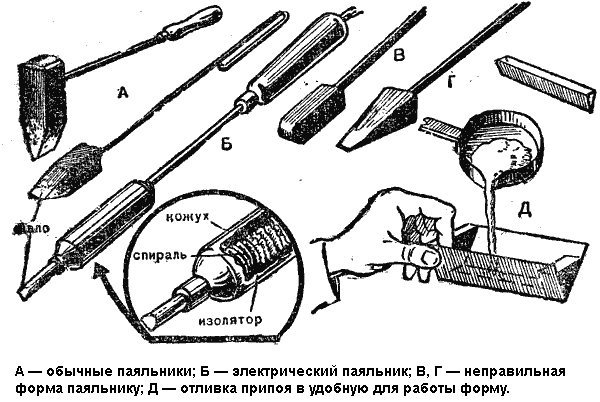
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
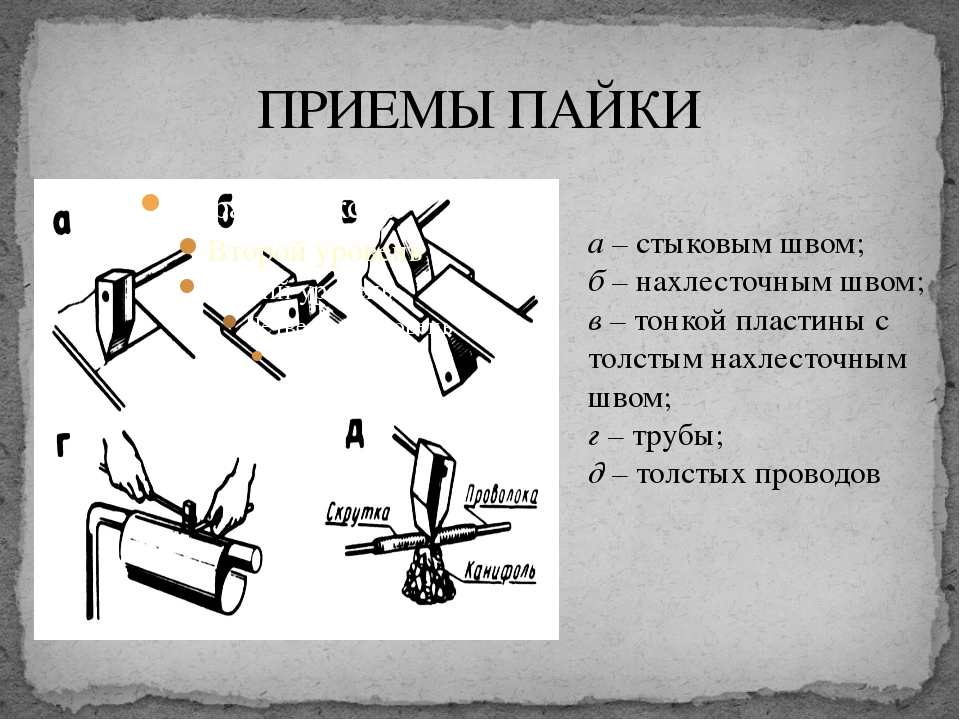
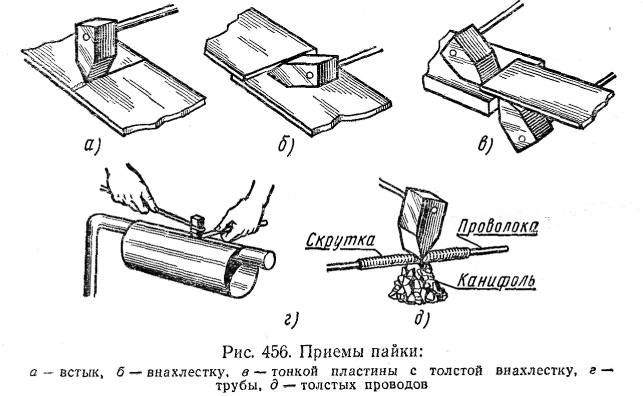
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Иммерсионные покрытия
 Пайка на печатных платах проводится после подготовки поверхности, которая может осуществляться разными способами.
Пайка на печатных платах проводится после подготовки поверхности, которая может осуществляться разными способами.
Качественный результат обеспечивает иммерсия – нанесение тонкого слоя металла из раствора его солей.
Плату погружают в раствор, который должен содержать компонент с меньшей электроотрицательностью, чем основной материал.
Толщина покрытия не превышает 1 мкм. Метод имеет недостатки, которые заключаются в возможности образования интерметаллических включений и микроскопических нитевидных кристаллов.
Для того чтобы не ухудшить условия проведения последующей пайки предварительно проводят осаждение крупных кристаллов олова. Другим вариантом избежать неприятностей является нанесение тонкого слоя металлорганических веществ перед осаждением олова. Принятые меры позволяют успешно проводить пайку.
Иммерсионное покрытие образуется при размещении платы в растворе хлорида олова. Процесс можно простимулировать введением в водный раствор небольших количеств комплексообразователей, например, тиомочевины.




Пайку нужно проводить не позднее, чем через 2 недели после иммерсии. Иначе образовавшиеся интерметаллические соединения не позволят провести работу успешно.
Облегчить проведение пайки может добавка в раствор солей висмута. В результате иммерсионный слой будет содержать олово и висмут. Поверхность платы можно обработать консервирующим лаком.
Последующая пайка может проводиться непосредственно по лакированному слою. Если возникают особые обстоятельства, требующие очень ответственного проведения пайки, слой лака можно легко удалить спиртом.
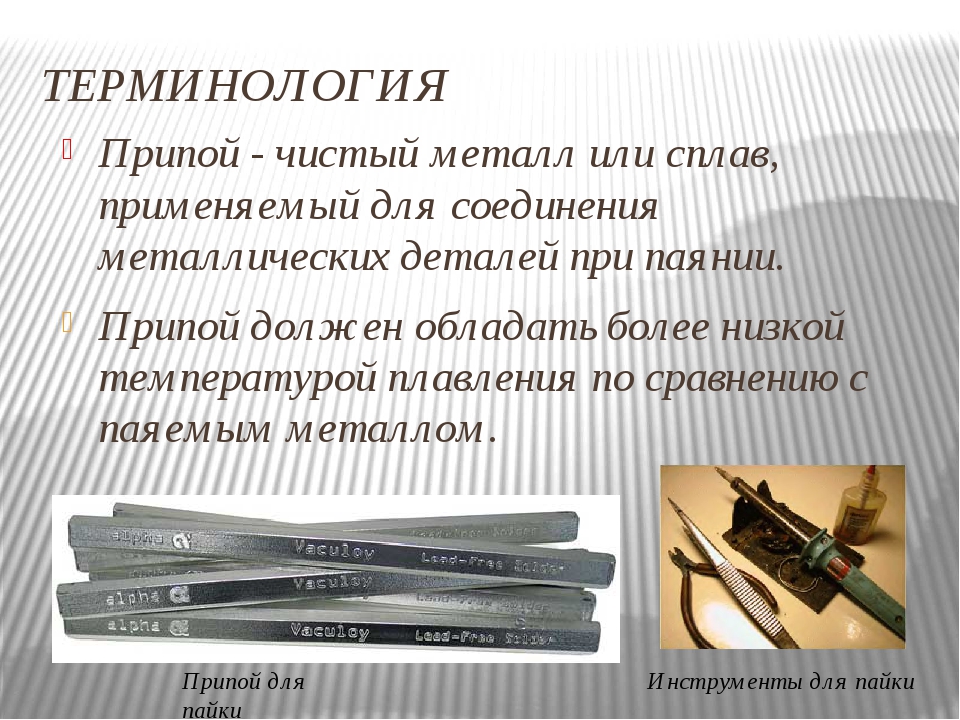
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы. Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |





