Магнитные синусные плиты для станков: ГОСТ, видео, фото
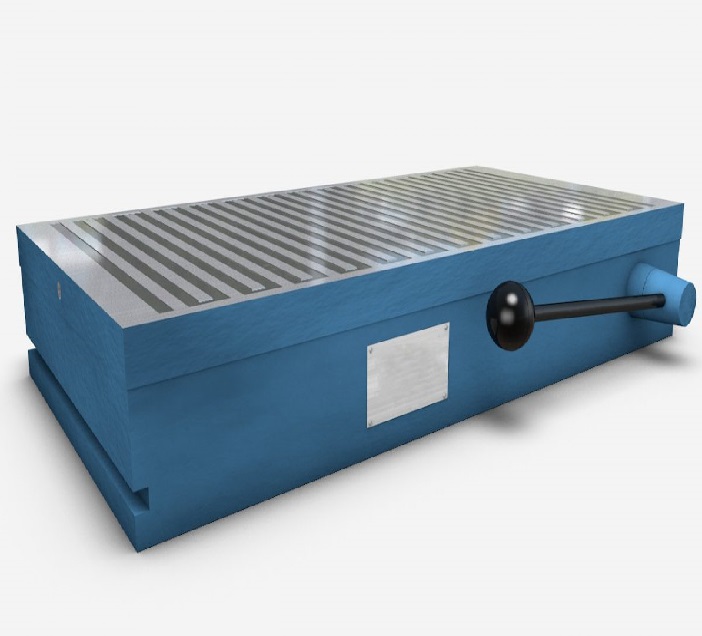
Надежно закрепить деталь во время обработки способна плита электромагнитная, механически не повреждая поверхности. Ферромагнитный материал заготовки удерживается в зоне прохода рабочего органа металлорежущего станка под нужным углом, установленным оператором.

Принцип действия
Фиксация осуществляется действием магнитного потока, созданного электромагнитными катушками, закрепленных на латунных полосах под синусной площадью. Высокая точность обработки достигается свободным тепловым расширением обрабатываемого материала. В механическом зажиме такая свобода не достижима.
Конструкционные решения
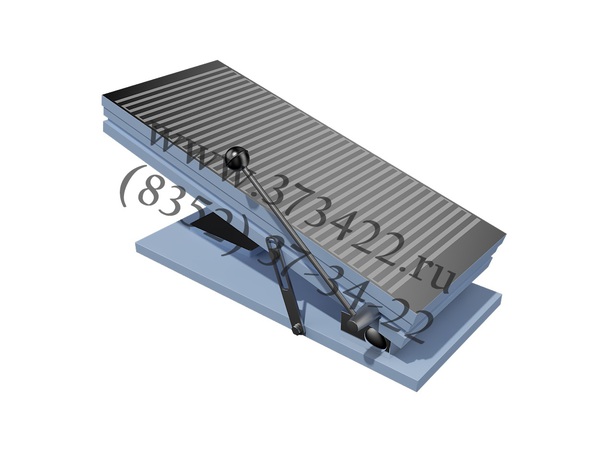
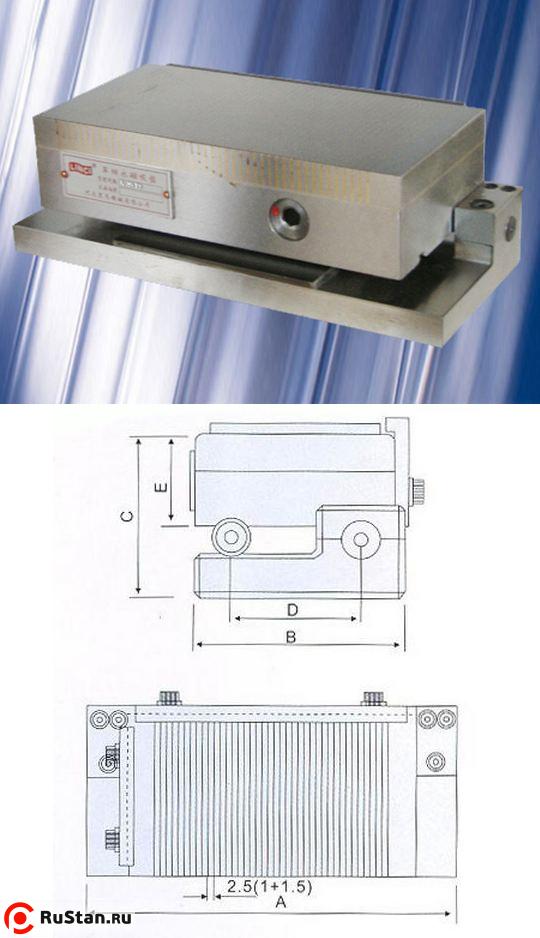
Требуемое расположение заготовок под проход резца станка получается благодаря подвижности частей электромагнитной удерживающей плиты. Перемещение происходит в поперечной (0°- 30°) и продольной (0° — 45°) плоскости. Угол устанавливается высотой набора концевых мер, заданные значения которой сведены в таблицу.
Орган управления расположен на удобной в работе боковой стороне.
Электромагнитная удерживающая плита состоит из корпуса, полюсов, катушек, основания и выводной коробки.
Катушки электромагнитного пояса могут располагаться неподвижно под плитой, совершающей возвратно-поступательные движения на шлифовальном станке.
В моделях стола, автономных от электрической сети, индукционные катушки заменены на магнитные блоки.
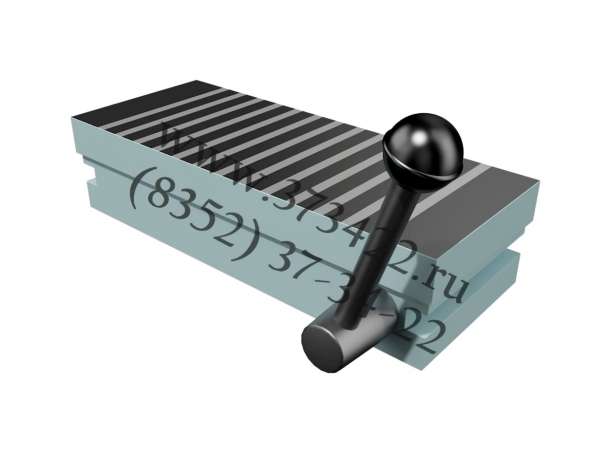
Как устроен магнитный блок
В корпус блока на 2 полосы установлены постоянные магниты. Расстояние между полюсами стола указывается в технических характеристиках изделия. Поворот управляющей рукоятки на 180° через эксцентрик подводит полюса к верхней кромке плиты. Деталь захвачена полем. Обратное действие разрывает контактирующие металлические части, освобождая заготовку.

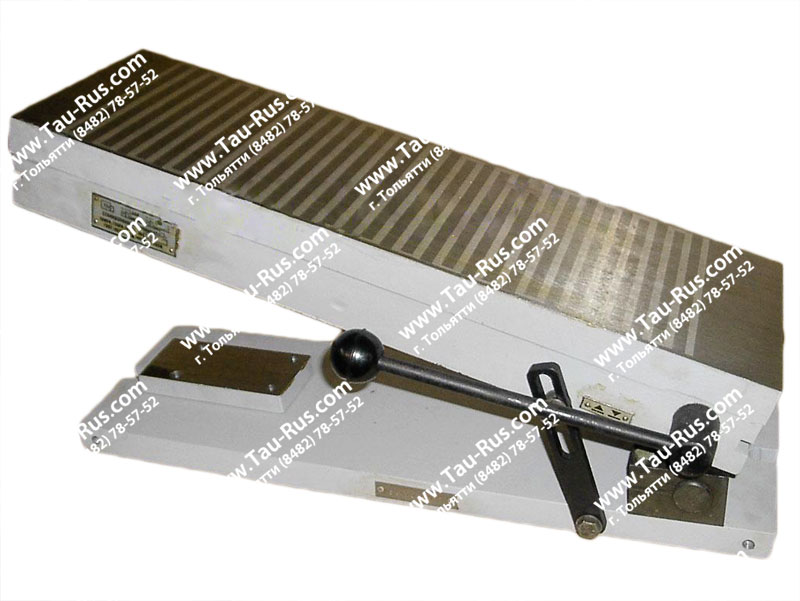
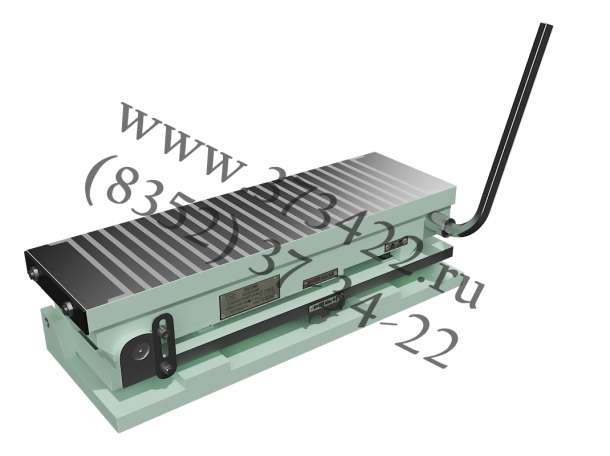
Электромагнитная синусная плита
Согласно ГОСТ магнитная синусная плита по типу управления выполняется:
- ручного переключения;
- дистанционного управления.
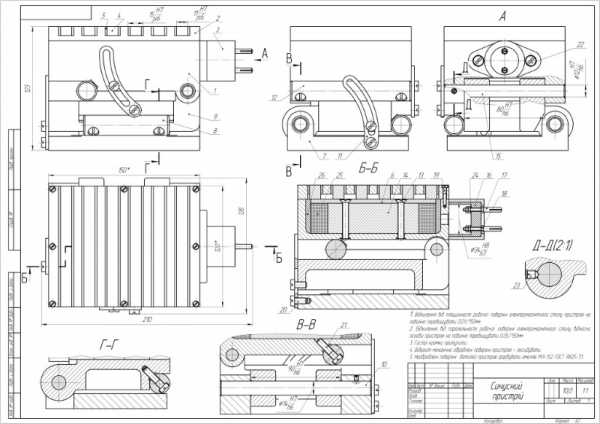
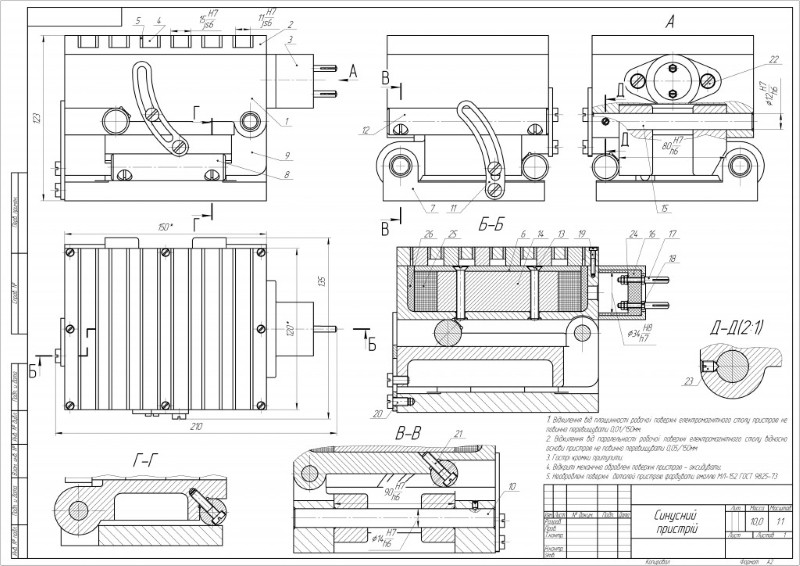
Чертеж синусной плиты
Различают 5 классов точности приспособления, у которых удельная сила притяжения стола соответственно ГОСТ 16528-87 равна:
- 50 Н/см² у класса В, А, С;
- 80 Н/см² у класса Н,П.
У всех моделей остаточный магнетизм не должен превышать 0,5 Н/см². Фактическое значение проверяется динамометром, соединенным с контрольной пластиной (сталь 10, по ГОСТ 1050). Отклонения допускаются ГОСТ не более, чем в 10% контрольных точек стола.
Различия
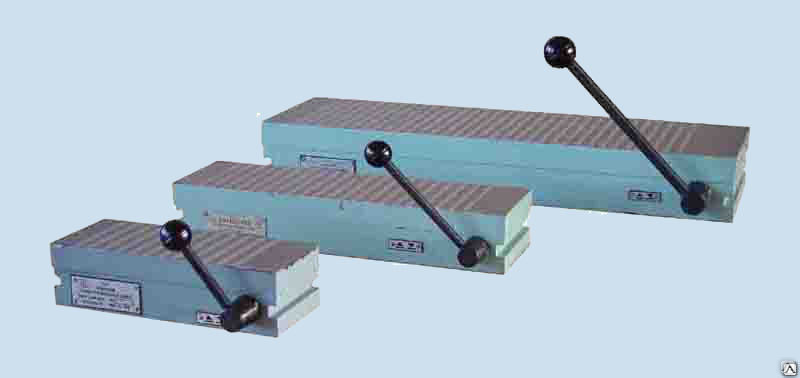
Технология обработки задает различные варианты расположения обрабатываемой детали. С этой целью выбирают:
- Одноповоротное устройство. Две основные части – основание, магнитная часть;
- Двухповоротная плита. Три составляющих – нижнее основание, средняя поворотная плита, магнитный удерживающий лист;
- Магнитный стол. Электромагнит различных размеров;
- Угол. Модифицированный магнитный стол из 2 поверхностей под заданным углом. Одна плоскость магнитная, другая – упорная.
Плюсы применения
Постоянный магнит в сравнении с электромагнитным приспособлением, выполняющим аналогичную задачу, имеет такие достоинства:
- Отсутствие подключения стола к источнику питания;
- Не требовательность к техническому обслуживанию;
- Электробезопасность;
- Продолжительное использование рабочих свойств;
- Простота и надежность.
По завершении шлифовки (фрезеровки) полученные изделия размагничивают, пропуская через катушку демагнетизатора тут же на станке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Плиты магнитные
Плиты магнитные – это оснастка металлорежущих станков, применяемая для точной фиксации деталей и заготовок при обработке режущими инструментами.
Действие плит основано на свойствах магнитного поля притягивать черные металлы и прочно удерживать в требуемом положении.
Соответственно от тисков и других типов фиксаторов их отличает отсутствие механического приложения сил к поверхностям заготовки, что исключает вероятность деформации и прочих повреждений.
Сфера применения
Магнитные плиты применяются при обработке металлов на станках различного типа.
В первую очередь это шлифовальные станки, где применение магнитного способа фиксации позволяет обеспечить максимальный доступ к обрабатываемым поверхностям и исключить их механическое повреждение.
Также они используются на фрезерных и токарных станках, при проведении сварочных работ, при сборочных операциях и в других случаях.
Широкое применение магнитные плиты получили благодаря надежной фиксации при сравнительно компактных размерах.
Ещё одно важное преимущество – сохранение точности установки на протяжении всего срока эксплуатации изделия. Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия. . Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Основные виды и параметры
В зависимости от способа фиксации существует два основных типа плит – магнитные и электромагнитные. В последних прижимное усилие создают две группы катушек формирующих электромагнитное поле.
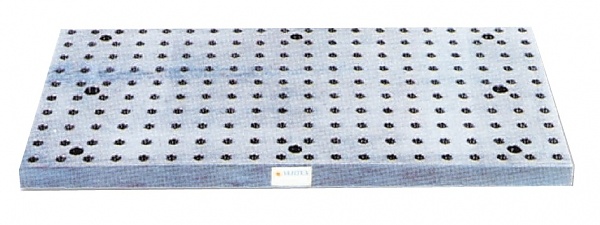
Магнитные конструктивно схожи с электромагнитными и также имеют две группы магнитов с различной полярностью. Но магнитное усилие действует постоянно и в нерабочем положение ему препятствует блоки из немагнитного материала.
После установки детали блоки смещаются, и деталь фиксируется на рабочей поверхности.
Основные параметры оснастки:
- Габаритные размеры и масса. Размер варьируется в пределах от 100х250 мм до 320х1000 мм.
- Прижимающее усилие. Как правило, данный параметр находится в пределах от 50 до 120 Н/см².
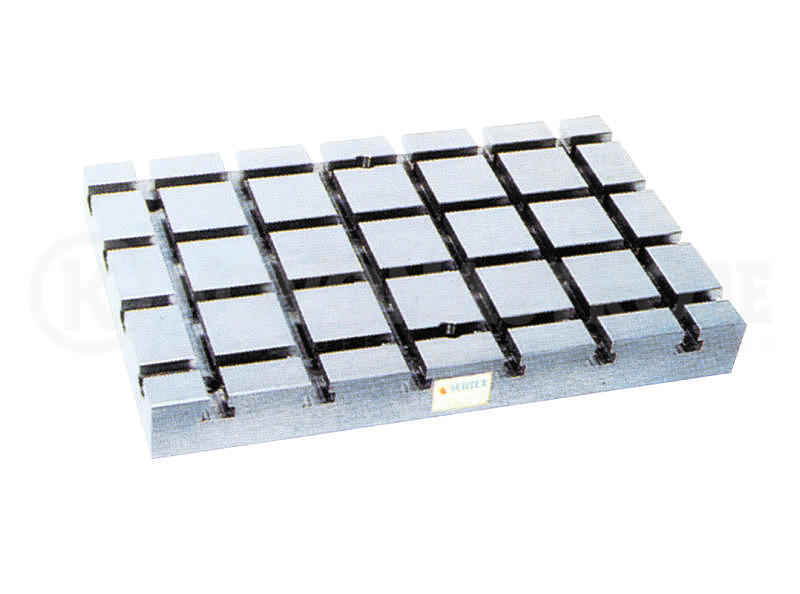
- Расстояние между полюсами магнитов или катушек. От этого зависит минимальный размер обрабатываемой заготовки.
Особенности конструкции и эксплуатации
Основой конструкции магнитной плиты являются магнитные блоки и корпус изделия. Блоки могут быть подвижными и стационарными, что определяет возможность изменения расстояния между полюсами магнита. Они состоят из металлических пластин, внутри которых расположены керамические магниты. Остальное пространство заполнено материалом не имеющим магнитных свойств.





Для перемещения магнитных блоков внутри корпуса расположен специальный эксцентриковый механизм. Для управления перемещением магнитов есть рукоять. Блок управления плитой расположен в электрошкафу. Он регулирует частотность для прижима детали.
Помимо этого мощные плиты оснащены и блоком управления размагничивания, который посылает обратные кратковременные импульсы и снимает остаточное намагничивание.
В противном случае, особенно если обрабатывается небольшая по площади деталь, после отключения электромагнита её очень сложно оторвать от поверхности.
Отметим следующие особенности эксплуатации электромагнитных плит:
- Возможность изменения геометрии заготовки под действием электромагнитных сил. Это необходимо учесть перед обработкой изделий, предельно аккуратно снимать и устанавливать деталь.
- При активации электромагнитов происходит нагрев поверхности плиты и заготовки. При сильном перегреве возможен выход из строя плиты и изменение свойств металла детали. Это необходимо учесть при эксплуатации оборудования.
- Со временем возможна шлифовка поверхности плиты с восстановлением её первоначальных значений шероховатости или подогнать под особенности обрабатываемых деталей.
Действующие ГОСТы
Технические условия производства плит магнитных общего назначения регулирует ГОСТ 16528-87. В нём установлены основные параметры плит с различным типом управления. Также действуют и другие отраслевые и государственные стандарты.
Плиты магнитные. Справочник
Плиты прямоугольные магнитные ГОСТ 16528-81
Размеры, мм
| Исполнение 1 | Исполнение 2 |
| Обозначение плиты | Исполнение | В | L | Н | B1 | L1 | L2 |
| 7208-0001 | 1 | 100 | 250210 | 80 | 160 | 250 | 320 |
| 7208-0002 | 2 | ||||||
| 7208-0003 | 1 | 125 | 400250 | 190 | 400250 | 530380 | |
| 7208-0003 | 1 | ||||||
| 7208-0004 | 2 | 360 | 400 | 530 | |||
| 7208-0005 | 1 | 160 | 400 | 240 | 600 | ||
| 7208-0006 | 2 | 360 | |||||
| 7208-0007 | 1 | 500 | 500 | 710 | |||
| 7208-0008 | 2 | 450 | |||||
| 7208-0009 | 1 | 200 | 500 | 90 | 280 | ||
| 7208-0109 | 1 | 400 | 400 | 600 | |||
| 7208-0010 | 2 | 450 | 500 | 710 | |||
| 7208-0011 | 1 | 630 | 630 | 850 | |||
| 7208-0012 | 2 | 560 | |||||
| 7208-0013 | 1 | 250 | 630 | 100 | 340 | ||
| 7208-0014 | 2 | 560 | |||||
| 7208-0015 | 1 | 800 | 800 | 1000 | |||
| 7208-0016 | 2 | 710 | |||||
| 7208-0017 | 1 | 320 | 800 | 420 | |||
| 7208-0117 | 1 | 630 | 630 | 980 | |||
| 7208-0018 | 2 | 710 | 800 | 1000 | |||
| 7208-0019 | 1 | 1000 | 1000 | 1320 | |||
| 7208-0020 | 2 | 900 |
Примечание.
Плиты имеют классы точности Н, П, В, А. В обозначении плит приводится буквенный индекс классов точности П, В, А; буквенный индекс класса точности Н не указывается.
Инструкция по эксплуатации
Магнитную плиту следует расконсервировать и изучить паспорт на оборудование.
- Поместить её на столе станка.
- Проверить правильность крепления и начать работу.
- Заготовку из ферромагнитного материала необходимо разместить на рабочей поверхности в необходимом положении и повернуть рычаг на 180 градусов. Проверить надёжность крепления.
- Начать обработку заготовки.
- Металлическую стружку, образующуюся при работе, можно удалить щёткой после поворота рукоятки на 180 градусов. Затем очистив поверхность необходимо снова зафиксировать заготовку с помощью рукоятки.
- По окончании работ повернуть рукоятку и снять заготовку.
Важно!
Недопустимо воздействие ударной нагрузки на заготовку, закреплённую на магнитной плите, т. к. это приводит к снижению намагниченности отдельных элементов и соответственно к снижению сил притяжения плиты в целом.

Общие сведения о конструкции
Главным преимуществом магнитных плит является хороший показатель фиксации заготовки, а также их относительно небольшие размеры. Для комплектации станков применяются два типа: электромагнитные и магнитные. Они имеют существенные конструктивные различия.
Плита имеет достаточно простой принцип работы. На ее поверхности создается магнитное поле, которое удерживает металлосодержащие заготовки на поверхности стола. Это позволяет выполнить обработку не только внешней плоскости материалов, но и торцевых областей. В некоторых случаях возможно одновременное шлифование нескольких деталей. Благодаря магнитным свойствам на рабочую поверхность можно установить дополнительное оборудование или вспомогательные устройства.
Конструктивные особенности магнитных плит различного типа:
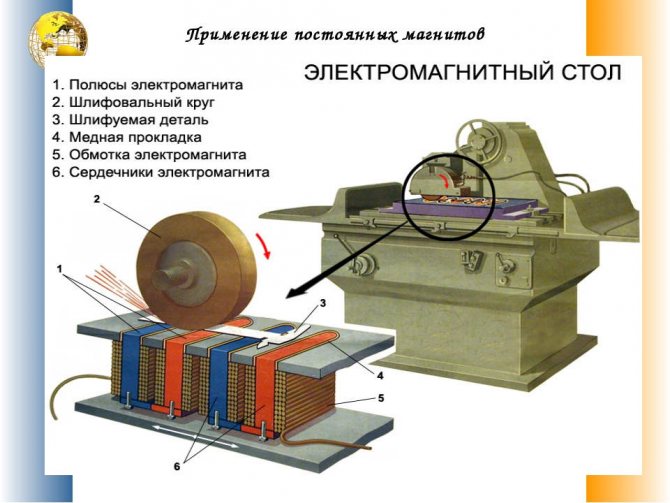
- плита электромагнитная. Она состоит из корпуса, внутри которого расположены две группы электромагнитных катушек. Они разделены немагнитной прослойкой. При подаче электричества на установленную деталь, формируется электромагнитное поле, которое фиксирует заготовку. Недостатком подобной конструкции является отсутствие сцепления в случае отключения электроэнергии. Поэтому рекомендуется установить реле деактивации станка при возникновении подобной ситуации;
- магнитная плита. Конструктивно она напоминает электромагнитную модель. В ней также установлены две группы магнитов, отличающихся полярностью. На рабочей поверхности плиты установлены блоки из немагнитного материала. В нормальном положении они препятствуют возникновению магнитного поля. С помощью механического устройства происходит их смещение, в результате чего заготовка надежно фиксируется на столе.
Механическая плита магнитная имеет большую степень надежности, но для ее включения/выключения необходимо поворачивать рычаг. Это влияет на оперативность смены положений деталей, и как следствие — производительность. Поэтому чаще всего электромагнитные модели используются при массовом производстве, а механические — для более точной обработки.
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются станки плоскошлифовальной группы.

Довольно сложный в изготовлении ленточный станок с отличным функционалом
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке
Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения

Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.

Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.
Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.

Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.








Синусная магнитная плита в категории запчасти и оснастка для станков в Беларуси
- По рейтингу
- Дешевые
- Дорогие
{}
- от 550 руб.
- Плиты магнитные синусные
- Нет отзывов. Добавить
- 5 926,60 руб.
- Синусный стол с магнитной плитой с малым шагом расположения ламелей
- 2 отзыва
Цену уточняйте
Плита магнитная синусная одноповоротная ХG42 150х150 сила напряжения 90 N/см кв.
100% положительных отзывов
(6 отзывов)
Цену уточняйте
Плита магнитная синусная
96% положительных отзывов
(24 отзыва)
Цену уточняйте
Плита магнитная синусная одноповоротная ХG42 150х300 сила напряжения 90 N/см кв.
100% положительных отзывов
(6 отзывов)
Цену уточняйте
Плита магнитная синусная одноповоротная ХG42 125х250 сила напряжения 90 N/см кв.
100% положительных отзывов
(6 отзывов)
100 руб.
Плита синусная магнитная Микротех 300х150 кол.поворотов 1
60% положительных отзывов
(11 отзывов)
Цену уточняйте
Плита магнитная синусная одноповоротная ХG42 125х250 сила напряжения 90 N/см кв.
100% положительных отзывов
(6 отзывов)
100 руб.
Плита магнитная синусная 1С.7208-0011 (200х630)
60% положительных отзывов
(11 отзывов)
Цену уточняйте
Прецизионная синусная плита Серия SAV 245.02
88% положительных отзывов
(9 отзывов)
100 руб.
Плита синусная магнитная Микротех 560х200
60% положительных отзывов
(11 отзывов)
Цену уточняйте
Прецизионная синусная плита Серия SAV 245.01
88% положительных отзывов
(9 отзывов)
100 руб.
Плита магнитная синусная 2С.7208-0003 (125х400)
60% положительных отзывов
(11 отзывов)
Цену уточняйте
Прецизионный синусный стол Серия SAV 245.04
88% положительных отзывов
(9 отзывов)
100 руб.
Плита синусная магнитная Микротех 300х150 кол.поворотов 2
60% положительных отзывов
(11 отзывов)
Цену уточняйте
Прецизионный синусный стол Серия SAV 245.06
88% положительных отзывов
(9 отзывов)
- Цену уточняйте
- Стол магнитный с наклоном 300х150 мм
- Нет отзывов. Добавить
3 400 руб.
Плита магнитная синусная 1С (200х630)
60% положительных отзывов
(11 отзывов)
Цену уточняйте
Прецизионный синусный стол Серия SAV 245.07
88% положительных отзывов
(9 отзывов)
2 600 руб.
Плита магнитная синусная 2С 7208-0003 (125х400)
60% положительных отзывов
(11 отзывов)
Цену уточняйте
Прецизионный синусный стол Серия SAV 245.09
88% положительных отзывов
(9 отзывов)
Цену уточняйте
Прецизионная синусная плита Серия SAV 245.02
88% положительных отзывов
(9 отзывов)
Цену уточняйте
Прецизионная синусная плита Серия SAV 245.01
88% положительных отзывов
(9 отзывов)
Цену уточняйте
Прецизионный синусный стол Серия SAV 245.07
88% положительных отзывов
(9 отзывов)
Цену уточняйте
Прецизионный синусный стол Серия SAV 245.04
88% положительных отзывов
(9 отзывов)
Цену уточняйте
Прецизионный синусный стол Серия SAV 245.06
88% положительных отзывов
(9 отзывов)
Цену уточняйте
Прецизионный синусный стол Серия SAV 245.09
88% положительных отзывов
(9 отзывов)
Плита электромагнитная 7208-0053М (ЭП-11Г)
Принадлежности к станкам и КПО. Станочные запчасти / Оснастка и принадлежности к станкам // Плита электромагнитная 7208 ///
| Плита электромагнитная 7208-0053М исполнение 2 (ЭП-11Г) предназначена для закрепления заготовок из из стали и чугуна при обработке их на плоскошлифовальных станках с применением смазочно-охлаждающей жидкости или без неё. Плита электромагнитная 7208-0053М — это станочное приспособление, применяемое при шлифовании деталей. Плита электромагнитная 7208-0053М применяется на операциях чистового, получистового и чернового шлифования. Плита 7208-0053М изготавливается в соответствии с техническими условиями и рабочими чертежами. При необходимости увеличения рабочей поверхности плиты электромагнитные 7208-0053М допускается стыковать. «Невидимая» часть плиты электромагнитной 7208-0053 расположена в электрошкафу станка — это блок управления электромагнитной плитой. Данный блок позволяет регулировать силу прижима детали. Когда эл. плиту 7208-0053 отключают, остаточное намагничивание может быть таким, что деталь от плиты не оторвать, особенно если деталь мелкая. Здесь вступает в дело блок управления размагничиванием — он отсылает на плиту электромагнитную 7208-0053 обратные кратковременные импульсы с затухающей амплитудой и периодом. Возникает затухающая обратная полярность, размагничивается и деталь и сама плита. Такой принцип применяется и на импортных плоскошлифовальных станках.
|

Другие электромагнитные плиты, поставляемые нашей компанией: Плита электромагнитная 7208-0058, 200х400; Плита электромагнитная 7208-0060, 200х560(630), исполнение 2 (ЭП-21Г); Плита электромагнитная 7208-0063, 320х630; Плита электромагнитная 7208-0064, 320х800, исполнение 1 (3Л722В-1600.827.000); Плита электромагнитная 7208-0064, 320х710(800), исполнение 2 (ЭП-31Г); Плита электромагнитная 7208-0065, 320х900(1000), исполнение 2 (ЭП-32Г); Плита электромагнитная 7208-0066, 320х1250, исполнение 1 (3Л722В.827.000); Плита электромагнитная 7208-0068М, 400х800, исполнение 1 (3Л723В-1600.827.000); Плита электромагнитная 7208-0069, 400х1250, исполнение 1 (3Л723ВФ2И.828.000); Плита электромагнитная 7208-0070М, 400х2000, исполнение 1 (3Б724.94.000); Плита электромагнитная 7208-0079, 630х2000, исполнение 1 (3Д725.861.000).







Пример условного обозначения плиты электромагнитной габаритными размерами 400 на 1250 мм, исполнения 1, массой не более 470 кг c удельной силой притяжения не менее 60 Н/см², для районов с умеренным и холодным климатом, категория размещения 4: Плита электромагнитная 3Л723ВФ2И.828.000 400×1250 УХЛ4.
магнитная плита — Оснастка и инструменты
У меня на станке используются вот такие плиты для фрезерования .
TEHNOMAGNETE
TEHNOMAGNETE
TEHNOMAGNETE 2
Мощность прижима такая что примагнитив плиту 100х100х15 можно фрезой со сменными пластинами диаметром 25 фрезеровать 10 мм в глубину на всю ширину фрезы с подачей 0.1 на зуб.
А если деталь будет чуть больше там можно драть как при прижиме планками .
Даже кувалдой очень сложно сбить.
Полюса можно удлинить обычными железками до 100мм высотой .
Магниты энерго независимы во время работы ,используют электричество только при намагничивании и размагничивании .
Детали устанавливать можно и на плиту и на проставки высотой до 100 мм сделанные из любого магнитного железа ,просто обычный кубик 50х50 h5-h200
В комплекте идут автоматические выравниватели для установки очень кривых заготовок ,которые автоматом подстраиваются под профиль детали .
За все время работы я использовал тиски всего пару раз и то только для того чтобы обработать нержавейку и цвет мет .Даже тиски ставлю на плиту .
Плиты для обработки идеальное решение но очень дорогое удовольствие.
Можно даже положив кругляк на плиту и уперев его в полюсные удлинители фрезеровать торцевой фрезой сверху .Изменено 27 июня 2011 пользователем SergeyKa777 www.chipmaker.ru
Магнитная плита. Как восстановить работоспособность? — Оснастка и инструменты
Немного не так выразился. Размагнитить не весь корпус, а только верхнюю, рабочую, плоскость. Есть такое прибор или приспособление? А то в голову ничего кроме аппарата для размагничивания кинескопов не приходит.
Со 100% вероятностью могу сказать, что разбирал и собирал рабочую. Там все просто: блок магнитов и эксцентрик, который его подымает и опускает. На работоспособность плиты разборка/сборка никак не повлияла.
У меня остаточный магнетизм на верхней плоскости плиты не меньше, чем на блоке магнитов.
Народ, подскажите как магниты намагнитить обратно?Изменено 17 марта 2013 пользователем cop511 www.chipmaker.ru
Особенности конструкции и эксплуатации
Основой конструкции магнитной плиты являются магнитные блоки и корпус изделия. Блоки могут быть подвижными и стационарными, что определяет возможность изменения расстояния между полюсами магнита. Они состоят из металлических пластин, внутри которых расположены керамические магниты. Остальное пространство заполнено материалом не имеющим магнитных свойств.
Для перемещения магнитных блоков внутри корпуса расположен специальный эксцентриковый механизм. Для управления перемещением магнитов есть рукоять. Блок управления плитой расположен в электрошкафу. Он регулирует частотность для прижима детали. Помимо этого мощные плиты оснащены и блоком управления размагничивания, который посылает обратные кратковременные импульсы и снимает остаточное намагничивание. В противном случае, особенно если обрабатывается небольшая по площади деталь, после отключения электромагнита её очень сложно оторвать от поверхности.

Отметим следующие особенности эксплуатации электромагнитных плит:
- Возможность изменения геометрии заготовки под действием электромагнитных сил. Это необходимо учесть перед обработкой изделий, предельно аккуратно снимать и устанавливать деталь.
- При активации электромагнитов происходит нагрев поверхности плиты и заготовки. При сильном перегреве возможен выход из строя плиты и изменение свойств металла детали. Это необходимо учесть при эксплуатации оборудования.
- Со временем возможна шлифовка поверхности плиты с восстановлением её первоначальных значений шероховатости или подогнать под особенности обрабатываемых деталей.
Ремонт магнитной плиты плоскошлифа – Эксплуатация, обслуживание и ремонт оборудования
не согласен. :nea:
По заусенцам: есть такие детали, например из нерж.стали, которые шлифуются в чистовую отделку и там не допускаются даже мельчайшие царапины, т.к. внешний вид детали будет испорчен.
Эффект намагничивания и прилипания на СОЖ имеет место, но деталь при этом залипает на плите не так сильно как в нашем случае. В нашем случае Whait, скорее всего, чтобы снять деталь упирается в ее торец деревянным бруском и лупит по нему молотком. Такой же эффект будет, если он положит на плиту шлифованную и уже размагниченную деталь и без сож – она так же сильно прилипнет – сбивать нужно молотком.
Теоретический посыл desti про разнополярные магниты правильный (для большей наглядности посмотрите в архиве или еще где книгу “Станочные приспособления”, там устройство маг.плиты расжевано и нарисованы силовые линии магнитного поля) – поле плиты должно исчезать при наложении магнитных полей разнополярных магнитов (плиты и вкладыша). Только этого у вас не происходит. Болезнь этих плит – срабатывается палец на эксцентрике рукоятки и разбивается отверстие в ухе вкладыша. Таким образом ручка не додвигает вкладыш до нужного положения (чтобы пересеклись поля магнитов) и плита магнитит в выключенном состоянии.
Способ лечения: изготовить новую ось ручки и восстановить отверстие вкладыша (наплавка, расточка). Проблема при этом – точно вычислить центр отверстия после наплавки и положение пальца при изготовлении оси ручки, чтобы при работе вкладыш доезжал до своего правильного рабочего положения, иначе эффект не исчезнет.
Ну и последнее: рабочие внутренние поверхности должны быть чистыми, без задиров. Перед сборкой – смазать консистентной смазкой плоскости и палец эксцентрика. Разборку и чистку плиты производить раз в 1-2 года.
Изменено 3 сентября 2011 пользователем Trianon
Варианты самодельных устройств
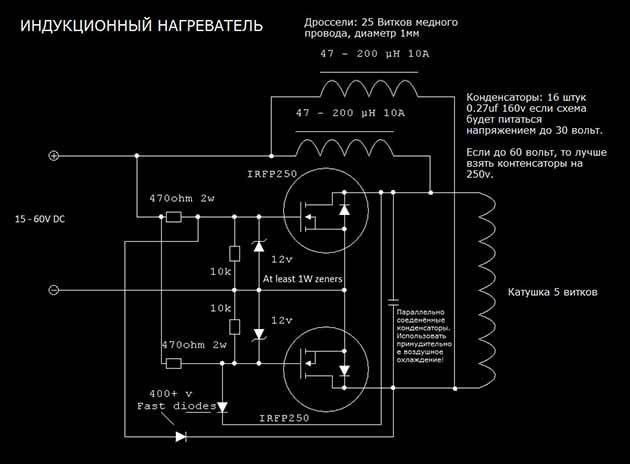
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.

Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.









Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Итоги
Магнитная плита для шлифовального станка способна на надежную фиксацию обрабатываемой детали, что отражается на качестве выполнения поставленной задачи. Интересно то, что технические параметры и эксплуатационные возможности такой конструкции не меняются с течением времени и увеличением срока эксплуатации оборудования. Это, отчасти, провоцирует повышенный интерес к электромагнитным плитам со стороны потенциальных покупателей.
Если вы ищите пути повышения производительности труда за шлифовальным станком – самое время задуматься о приобретении электромагнитной установки. В отличие от стандартных кулачков такая конструкция позволит обрабатывать сразу несколько деталей с предельной точностью и эффективностью. Всё это подтверждается практикой десятков тысяч мастеров.