
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
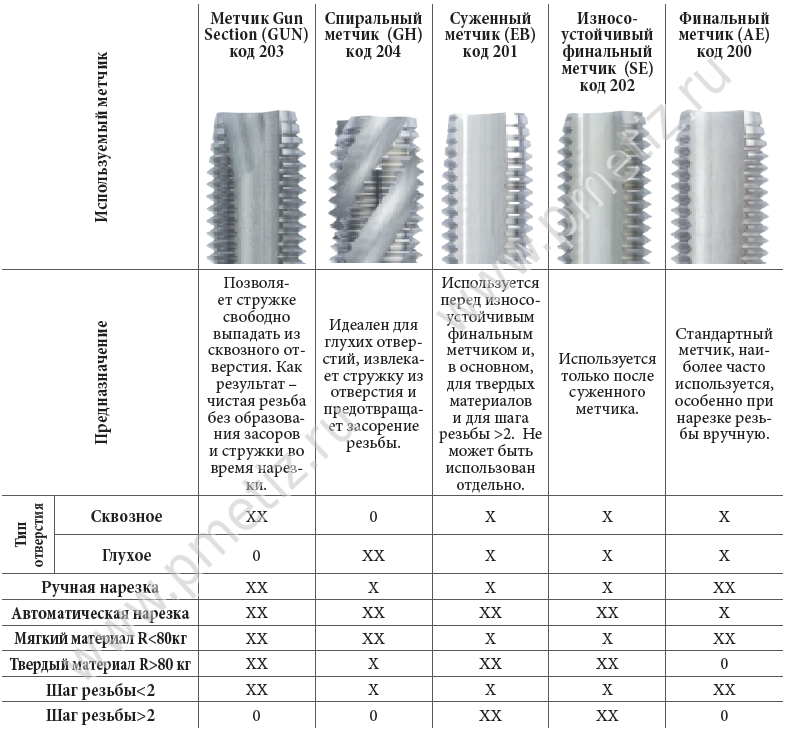
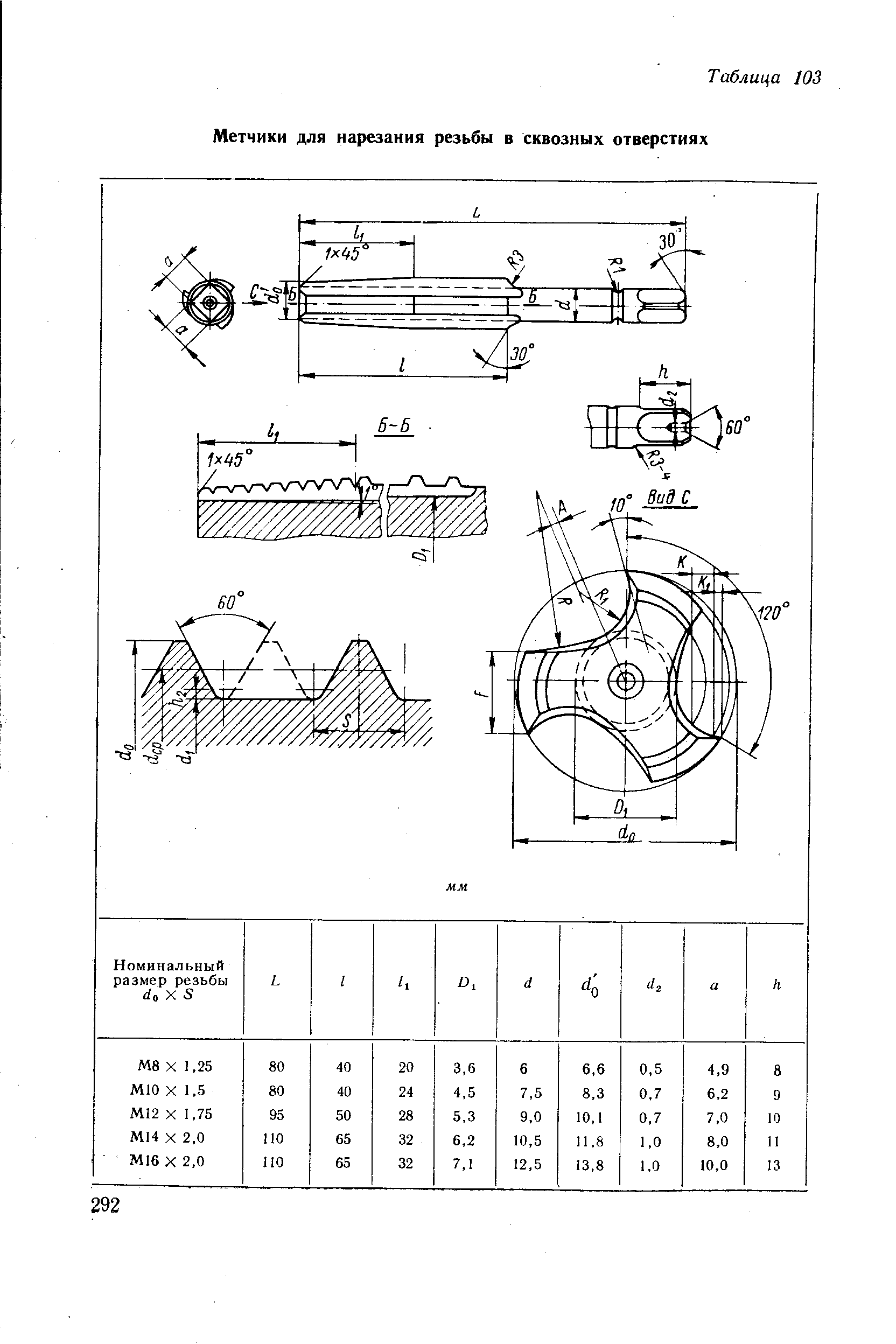
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Это интересно: Выбор электрического отбойного молотка — познаем главное
Виды метчиков
По назначению
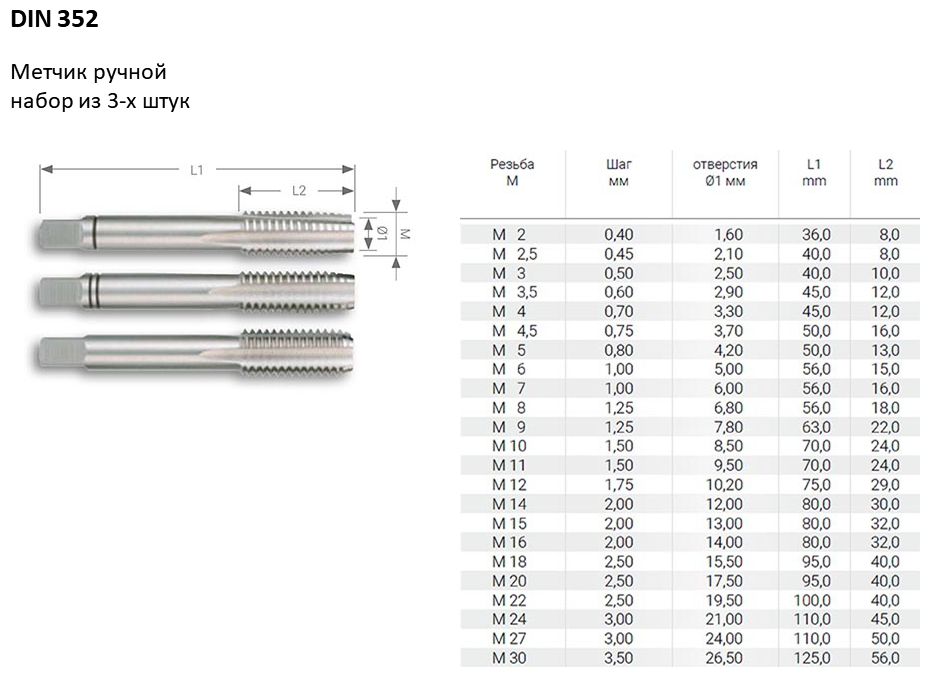
Слесарные (ручные) метчики
используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
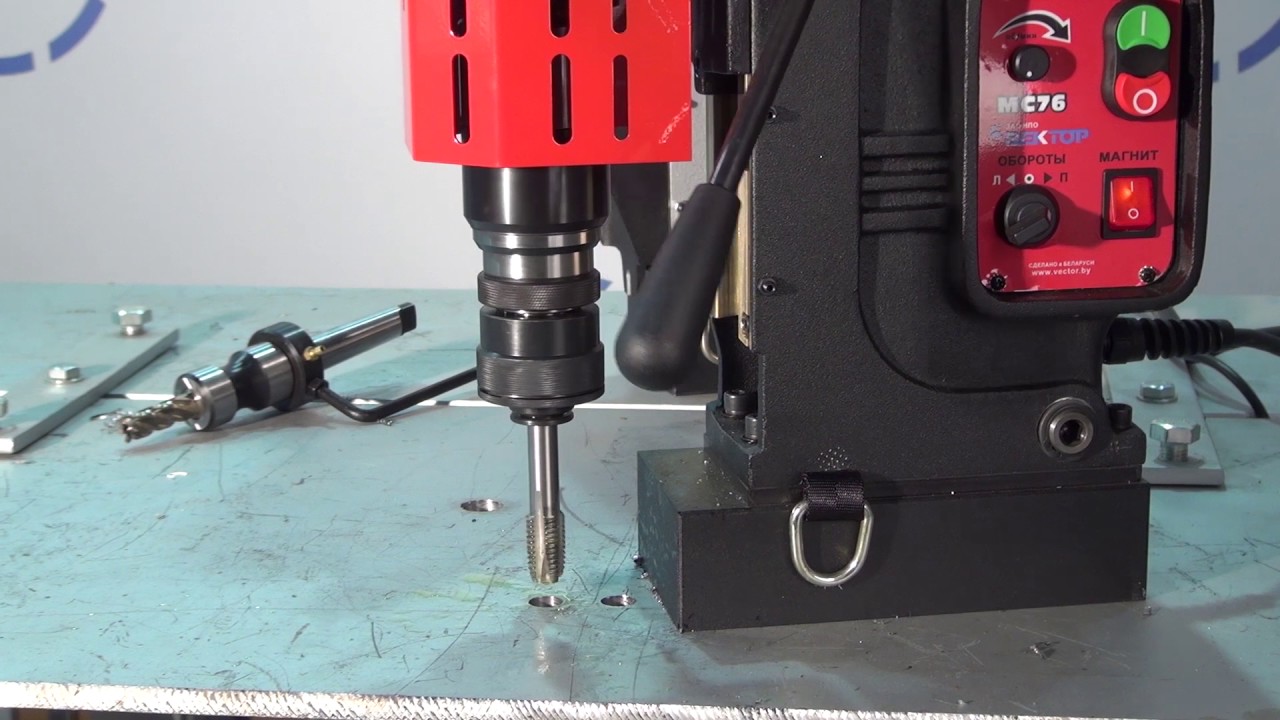
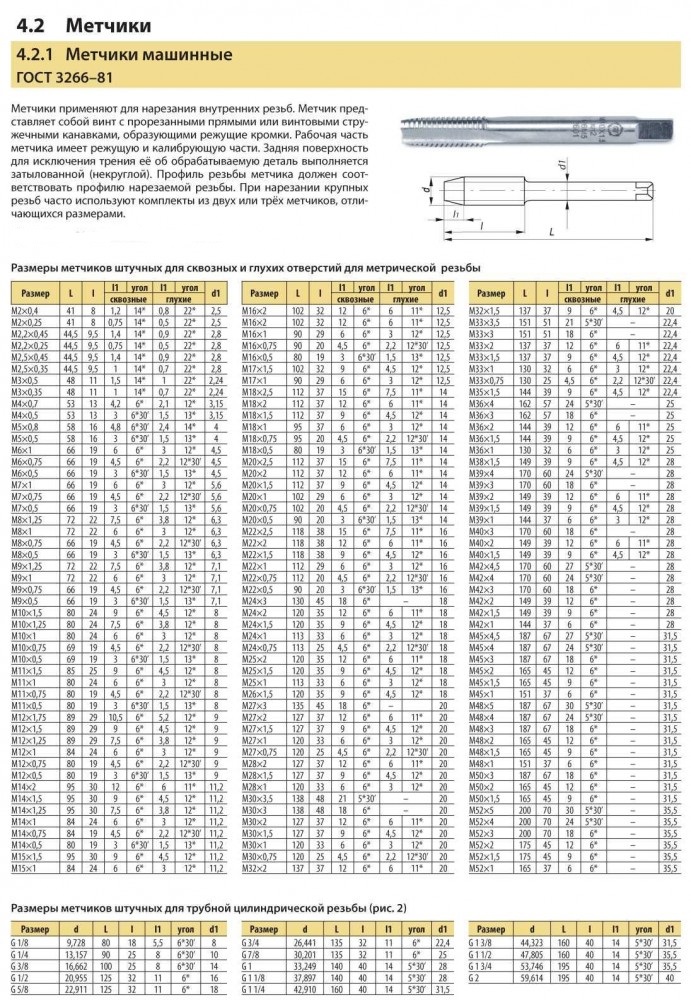
Машинные (машинно-ручные)
. Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
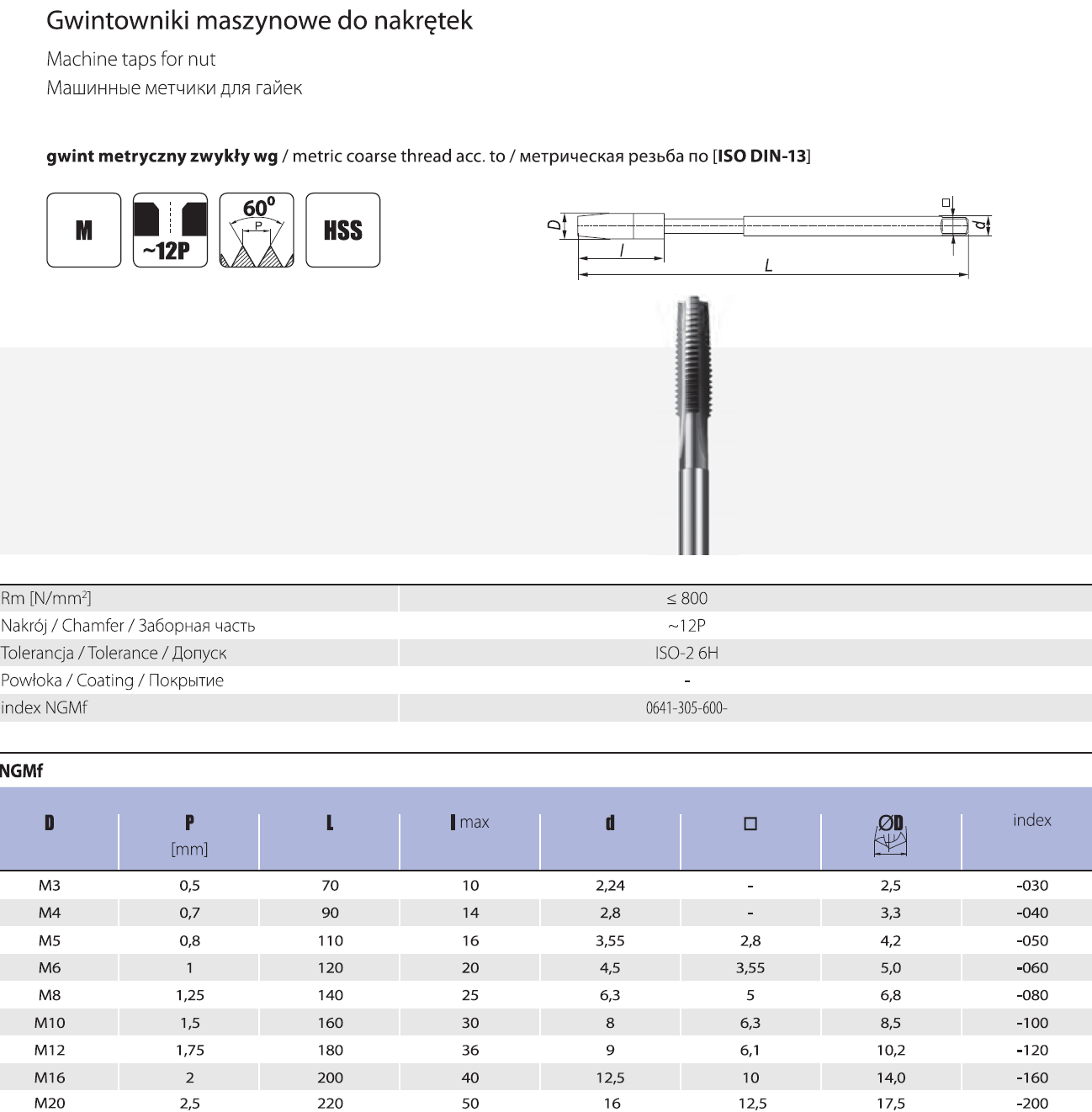
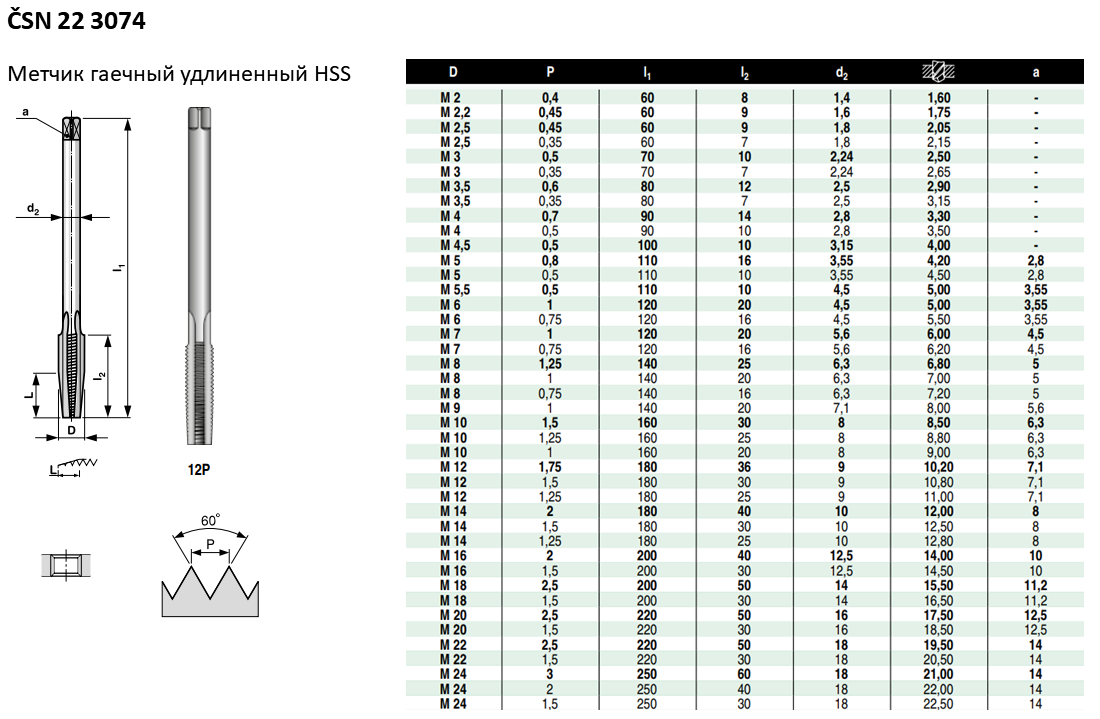
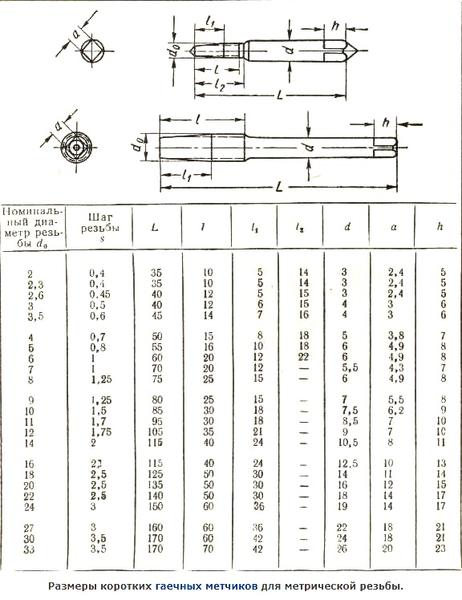
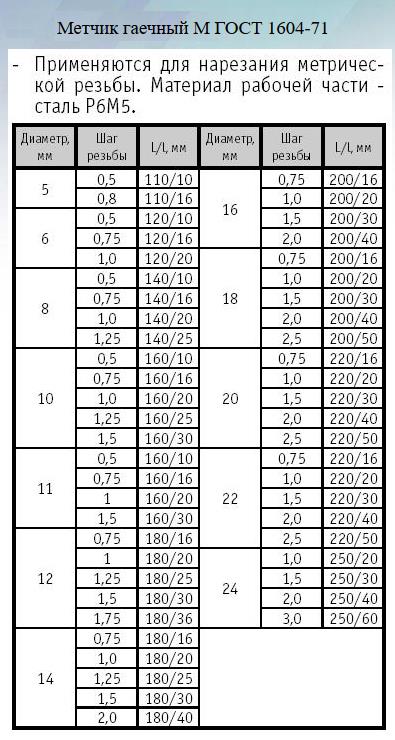
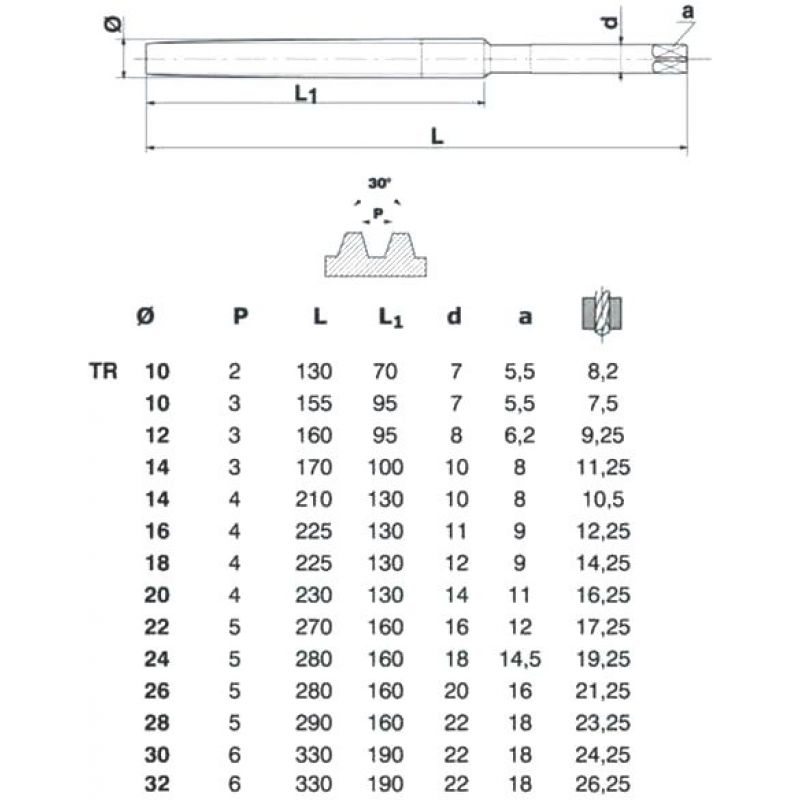
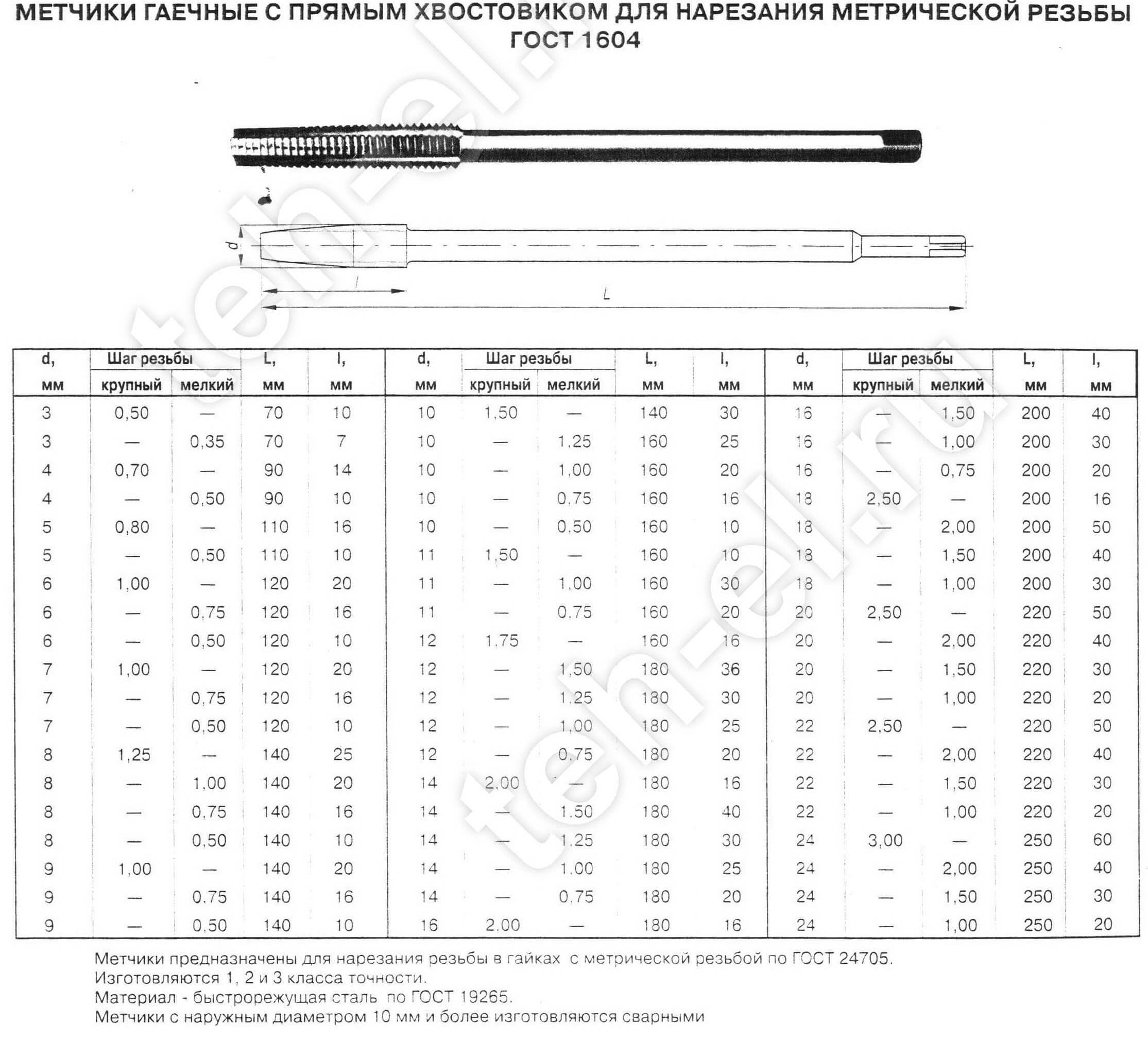
Гаечные
. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
Конструктивные исполнения
Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
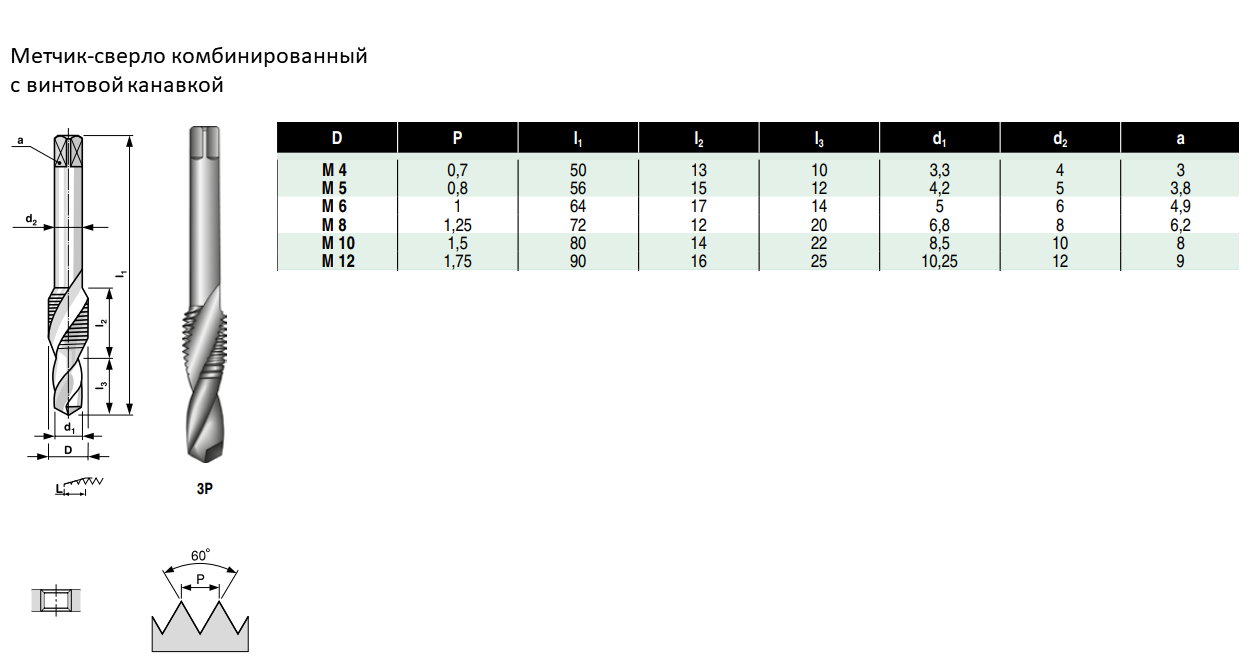
Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
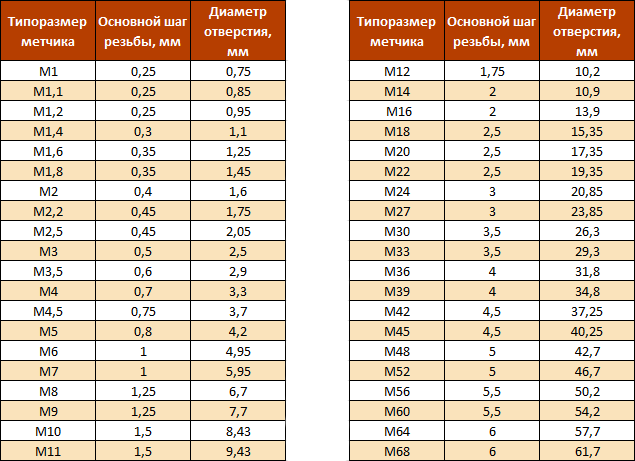
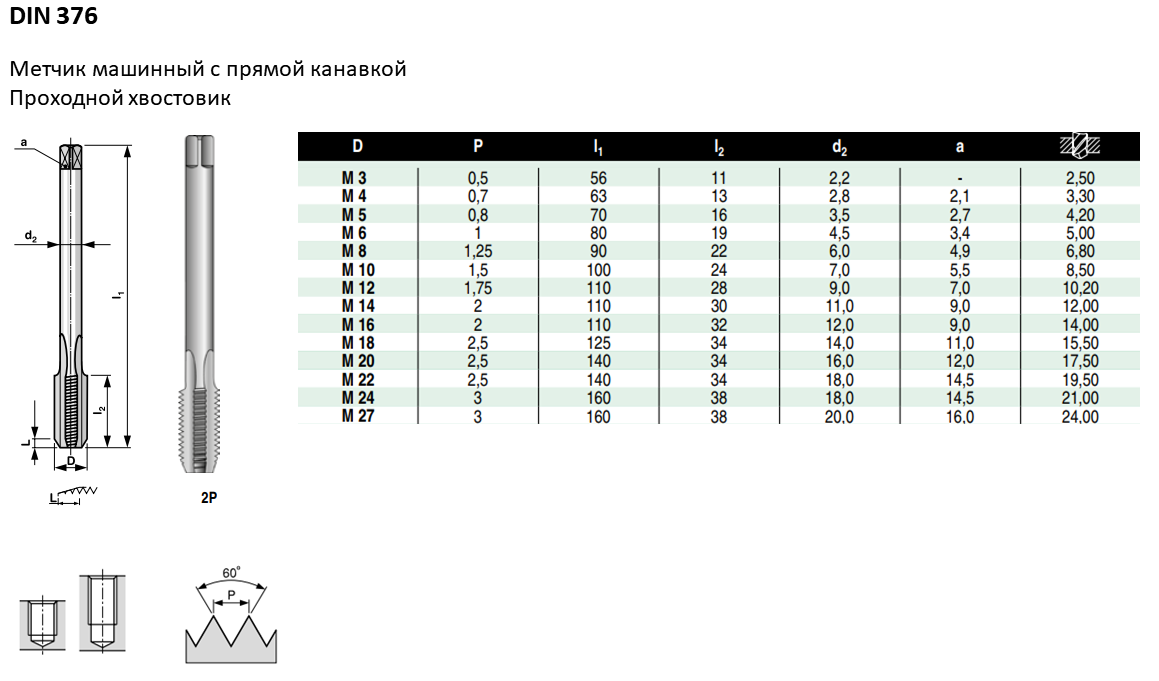
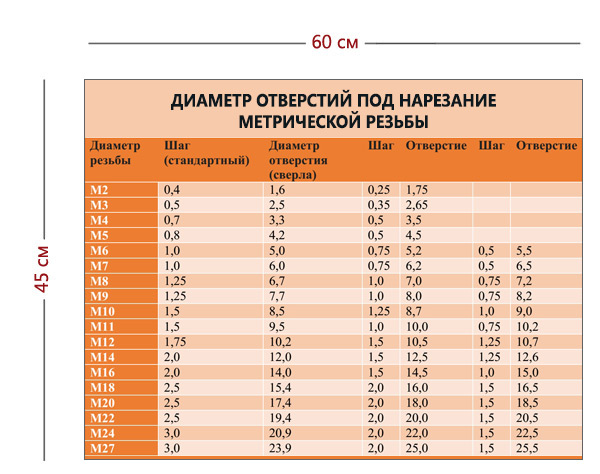
Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах
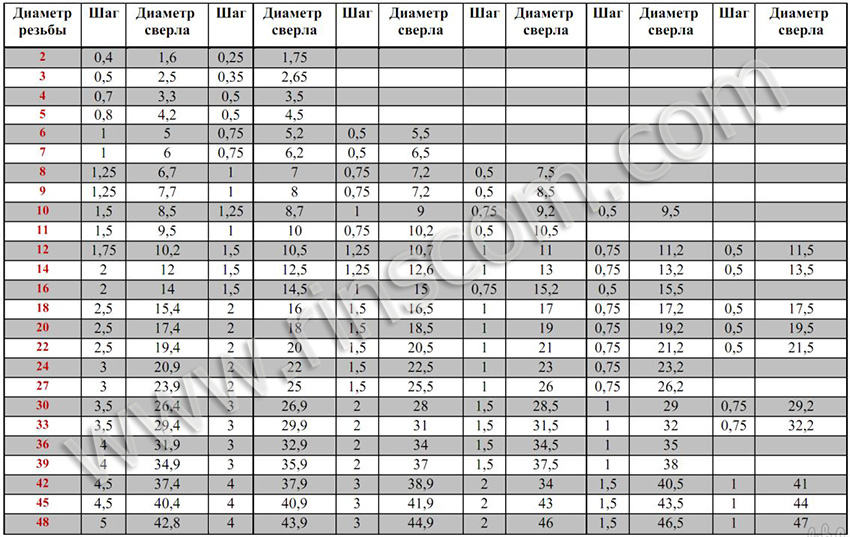
. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм)
, а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб
. Шаг также выражается в нитках на 1 дюйм.
Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше
. Резьба нарезается до упора.
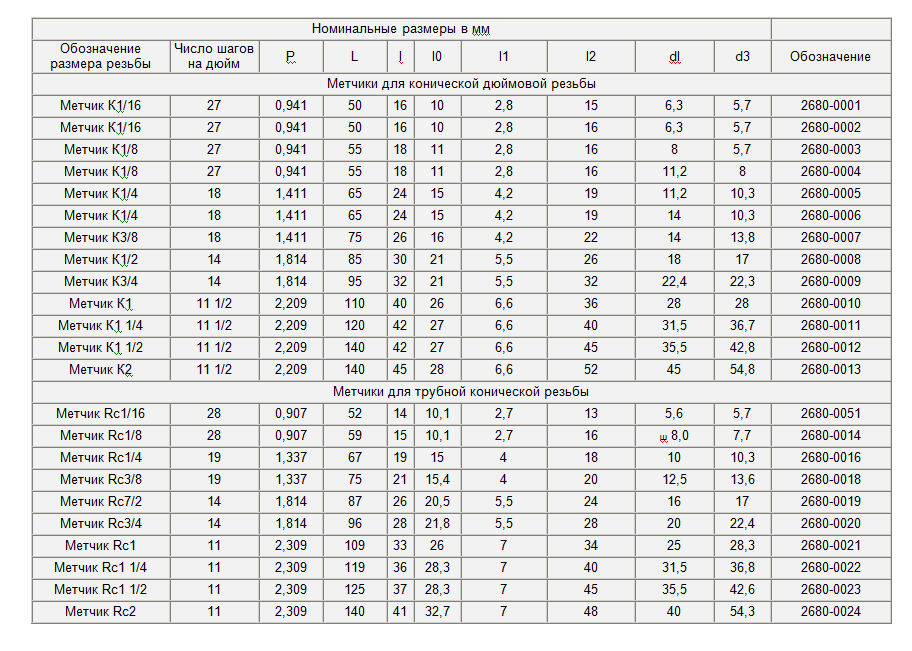
Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
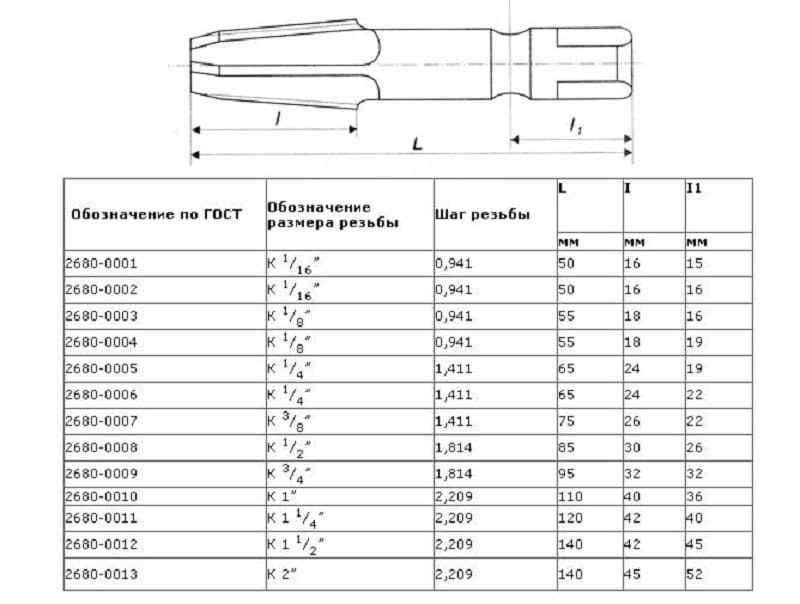
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Как правильно использовать
Размеры метчиков варьируются в зависимости от поставленной цели, однако для всех типов необходимо придерживаться общей технологии использования:

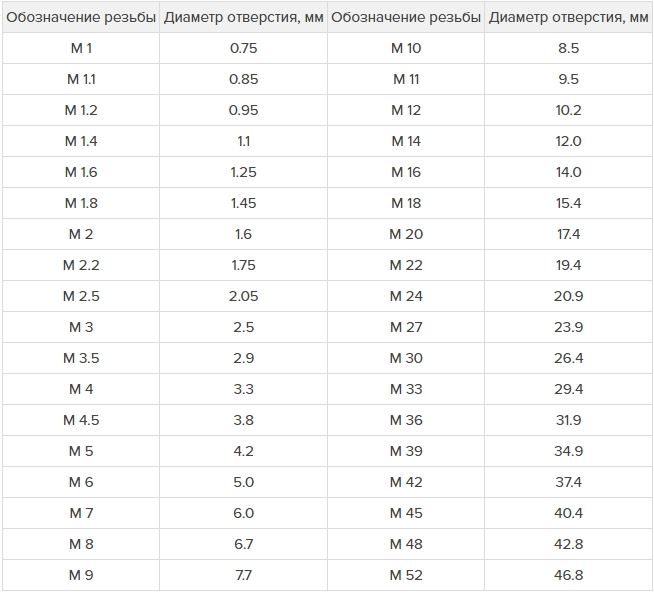
Определить требуемый диаметр отверстия. Подобрать метчик и сверло с нужными размерами.



В отверстие последовательно вставляется черновой метчик с крупными режущими элементами для удаления 3/4 материала, а затем чистовой для окончательной обработки.
 Хвостовик должен быть прочно закреплен в метчикодержателе ручного аппарата.
Хвостовик должен быть прочно закреплен в метчикодержателе ручного аппарата.

Рукоятка аппарата вращается плавно с предварительной обработкой отверстия и рабочей части смазкой. Регулярно следует удалять стружку.

Резьбонарезные инструменты помогают быстро решить проблемы с подгонкой крепежных элементов. Они могут быть ручными и механическими
При покупке этих приспособлений следует также уделять особое внимание качеству изготовления. Среди ручных моделей рекомендуют использовать продукцию Jonnesway, FIT, MATRIX или STAYER
В результате их использования созданное крепление будет прочным и надежным.
Назначение
Режущие перья изготавливаются в виде зубьев, имеющих конфигурацию механических резцов, обладающих всеми элементами для обработки металла. Они режут основной шаг резьбы, располагаясь по всей окружности метчика. Канавки – это продольные проточки между режущими перьями.
Данные компоненты образуют кромки резания. Через них удаляется стружка, циркулирует охлаждающая жидкость. Метчики с наружным сечением до 20 миллиметров производятся с тремя канавками, более 20 и до 40 миллиметров – с 4-мя. Конструктивное устройство каждого предопределяется его функциональным назначением.
Практически, метчик представляет собой винт с канавками на наружных плоскостях. Метчик ГОСТ с винтовыми канавками намного приоритетнее своего аналога с прямыми канавками. Винтовая структура инструмента обеспечивают более благоприятные условия нарезки резьбы. Они предпочтительнее по следующим характеристикам:
- Нарезка сложных ниток.
- Особо точные работы.
- Высокое качество исполнения.
- Лучше отводят стружку.
- Испытывают меньшие температурные воздействия.
Итак, на какие виды делится метчик? Существует два больших направления:
- нарезание резьбы внутри детали;
- наружное нарезание: прогонки, плашки, винторезные доски.
- станочные;
- для ручных слесарных операций.
Промышленность производит наборы ручных изделий для нарезания ниток. ГОСТ на метчики для метрической резьбы регламентирует, чтобы любой набор включал два либо три инструмента.
Каждый должен иметь свое индивидуальное назначение. В комплекте они называются: первый, второй, третий.
Относительно расположения продольных канавок резьбонарезные инструменты классифицируются как винтовые и прямые.
Наиболее точная резьба получается тогда, когда ее выполняют винтом. Левая резьба нарезается метчиком с левой резьбой, и наоборот.
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь. Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии
Сперва следует подготовить заготовку – убрать лишние загрязнения
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения. Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
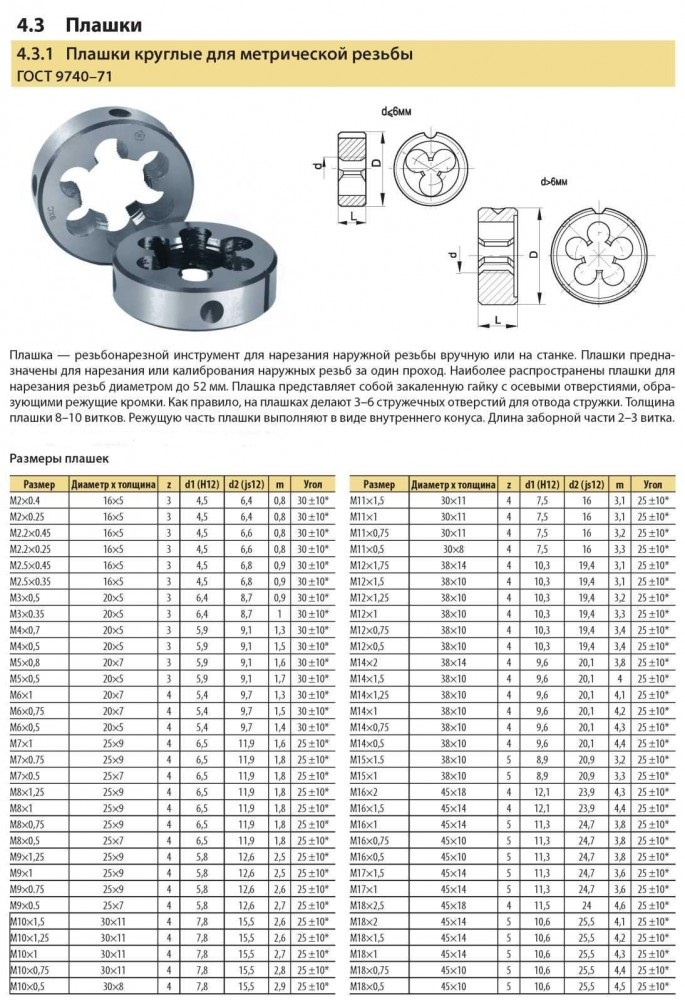
Все о плашках
Плашка или лерка — это приспособление, которым нарезается наружная резьба разного типа. Представлена маленькой гайкой, на которой находится кромка и стружечный отвод. Резьбовое приспособление может быть с размерами резьбового шага от восьми до десяти.
Шаг резьбы — это расстояние между соседними резьбовыми витками.

Областью работы плашек являются железные трубы и стержни. У резьбы бывает коническая и цилиндрическая форма. Для получения качественно выполненной резьбы нужно нарезать одним прохождением. Плашка имеет режущую кромку. Чтобы выполнить цилиндрическую резьбу пользуются плашками с двумя частями рабочей области — калибрующая и режущая. Калибрующей частью формируется конечный диаметр и резьбовой профиль.
Классификация плашек

Лерки делятся на: трубчатые, квадратные, круглые и шестигранные.
Также их разделяют по структуре:
- цельная;
- раздвижная(призматическая);
- разрезанная.
Круглая лерка имеет самое широкое распространение. Ей нарезается резьба одним прохождение, а не несколькими как раздвижными. Эти плашки могут нарезать резьбу с разными шагами. А также ими можно сделать нарезку трубной и дюймовой резьбы. Рабочая часть круглых плашек не подвергается шлифовке. Наружный диаметр будет зависеть от размера стружкоотводчиков и от размера требуемой резьбы.
Инструментальный материал, из которого изготавливают метчики
Инструмент должен обладать достаточной прочностью, износостойкостью, чтобы обрабатывать крепежные детали. Выпускают его из высокоуглеродистых сталей, например, из У10А, У12А, ХВГ и других. Такие изделия оптимальны для устройств ручной работы.
При машинной обработке металла применяются более высокие скорости вращения, поэтому изделия этого класса делаются из быстрорежущих сталей типа Р6М5, Р9М4, Р18. По стоимости они несколько дороже ручных аналогов.
На некоторых производствах применяются изделия с твердосплавными напайкам, однако в продаже их можно увидеть редко. Хорошими эксплуатационными характеристиками обладают и изделия из порошковой стали, выполненные путем спекания под высоким давлением.
Нарезание резьбы метчиком как нарезать резьбу вручную
О том, как нарезать резьбу резьбонарезным устройством рассказывалось ранее. Резьбонарезное устройство от устройства метчика отличается сильно, но принцип нарезания резьб и тем и другим инструментом остаётся прежним.
Метчик, это слесарно-токарный инструмент, по своей форме чем-то напоминающий длинный стержень. Внутри этого самого стержня расположены режущие элементы, при помощи которых и происходит нарезание резьбы вручную.
Метчик можно использовать не только лишь для того, чтобы нарезать новую резьбу. При помощи этого инструмента можно также восстановить резьбу, сделав её как «новую».
По принципу работы, метчики бывают ручными и машинными. Машинные метчики закрепляются на токарный станок, а нарезание резьбы происходит в автоматическом режиме.
Как выбрать тип метчика?
Для нарезания резьбы вручную, сначала нужно правильно выбрать тип метчика. Выбор метчика для нарезания резьбы зависит, прежде всего, от:
- Шага резьбы;
- Профиля;
- Формы резьбового соединения;
- Допуска;
Кроме этого, на выбор конкретного метчика влияет и материал изготовления деталей, на которых будет нарезаться резьба. Основной же выбор метчика, в первую очередь зависит от диаметра нарезаемой резьбы.
Нарезание резьбы метчиком вручную
Нарезание резьбы метчиком происходит следующим образом. Деталь, на которой необходимо нарезать резьбу закрепляется в тиски или другое устройство. Главное чтобы деталь была надежно зафиксирована в устройстве, поскольку при нарезание резьбы метчиком нужно будет прикладывать большое усилие.


Затем в детали для нарезания резьбы метчиком высверливается отверстие в зависимости от типа резьбы — глухое или сквозное. По диаметру высверливаемое отверстие должно быть несколько меньше, чем диаметр режущих элементов метчика.
Обязательно на верхней кромке отверстия для нарезание резьбы метчиком нужно снять фаску. После этого, берется метчик и устанавливается в высверленное отверстие, которое должно располагаться в тисках фаской вверх.
Нарезание резьбы метчиком производится по часовой стрелки, всё время, вдавливая метчик в отверстие. Вдавливать метчик необходимо плавно, без лишних рывков, постепенно проворачивая его, таким образом, до получения чистой и ровной резьбы.
Сделав несколько поворотов метчиком по часовой стрелке, его возвращают в обратном направлении, тем самым, избавляясь от скопившейся металлической стружки.
Во время нарезания резьбы необходимо своевременно охлаждать метчик, в противном случае можно легко испортить инструмент. Если нарезается алюминиевая резьба, то метчик охлаждается керосином, если режется резьба на медной детали, то скипидаром, при нарезании же стальной резьбы, охлаждать метчик лучше всего эмульсией.
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Граверы электрические. Какой выбрать?
Пневмозаклёпочник. Быстро и надёжно!
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:
ручные;
машинные;
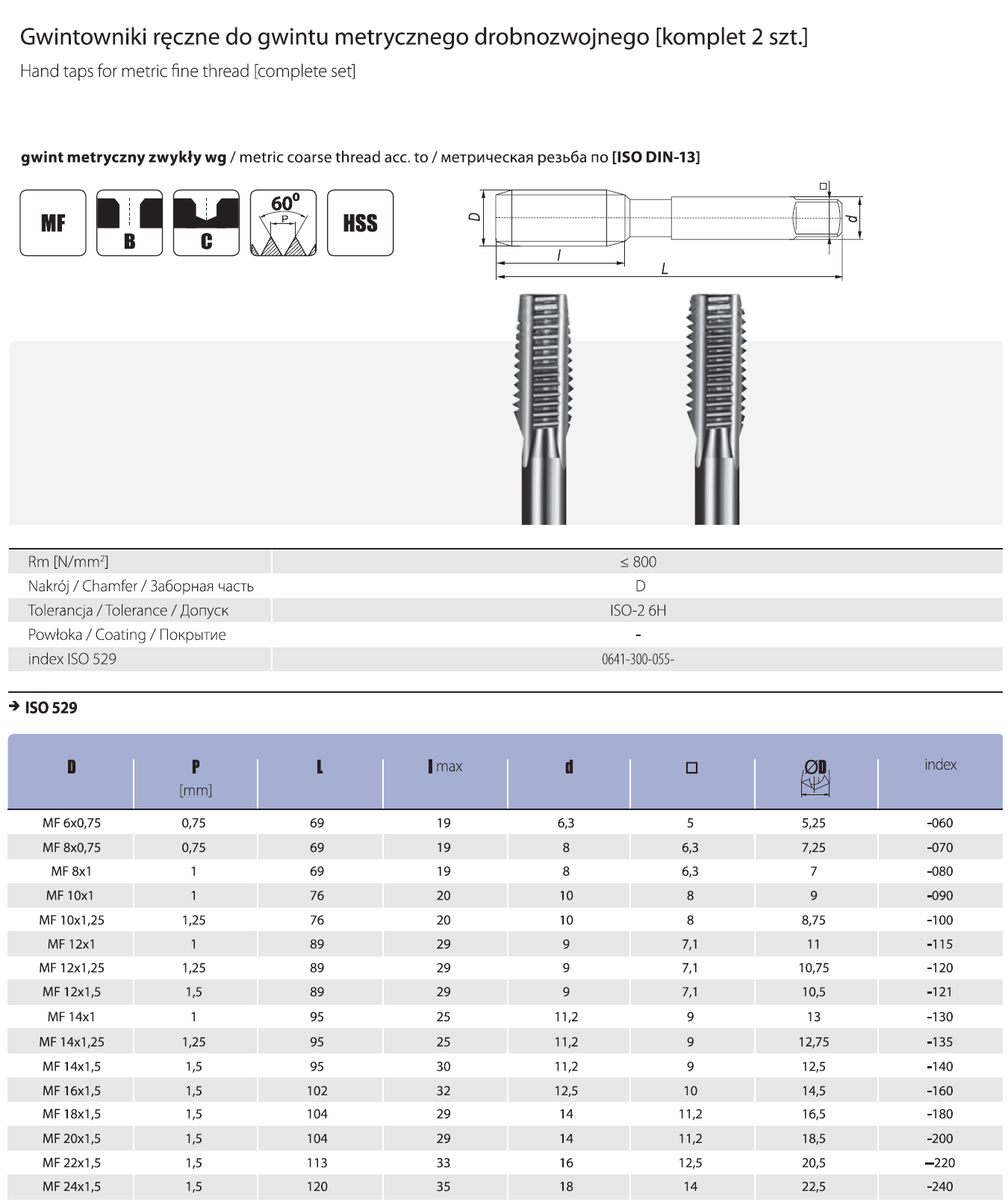
машинно-ручные;
гаечные.
Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.

Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
с укороченными канавками для вязкого материала (алюминия, легированных сталей);
с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
со ступенчатыми канавками, где каждый участок выполняет свою функцию;
метчики-протяжки для машинной обработки больших партий изделий;
комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.

По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент
Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
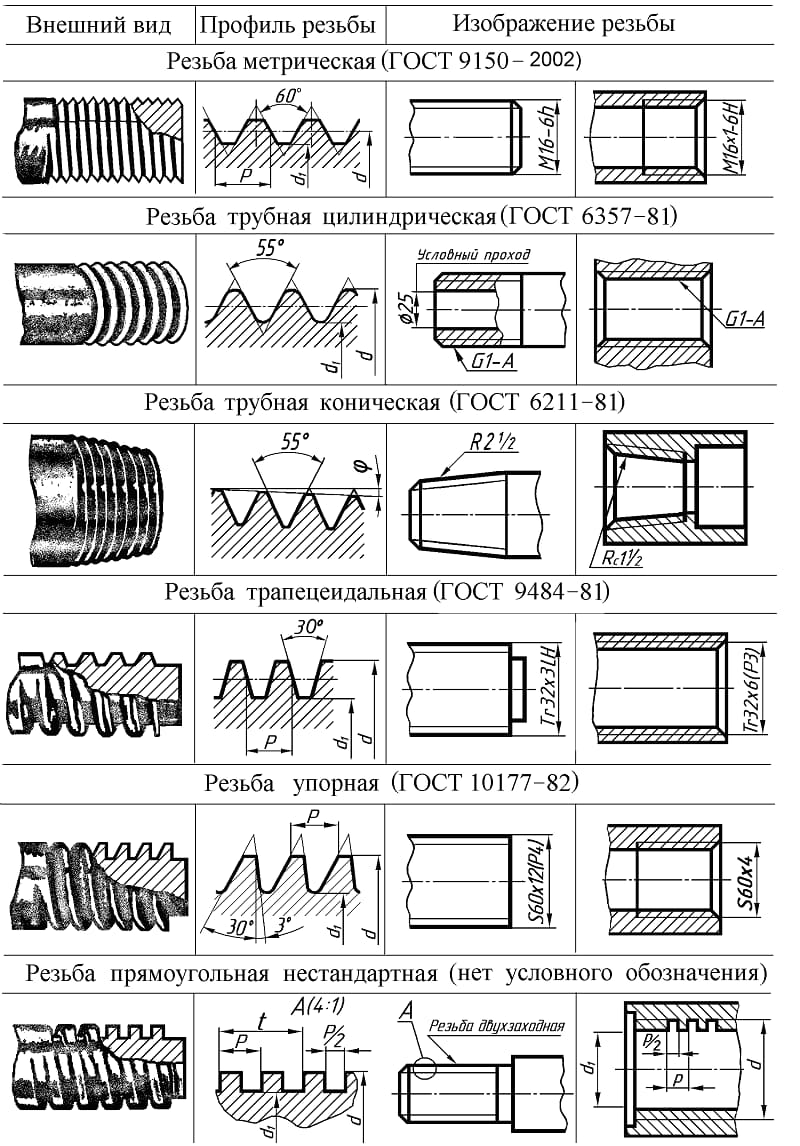
Виды резьбы
Существуют и другие типы резьбы для специальных применений
Параметры – диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
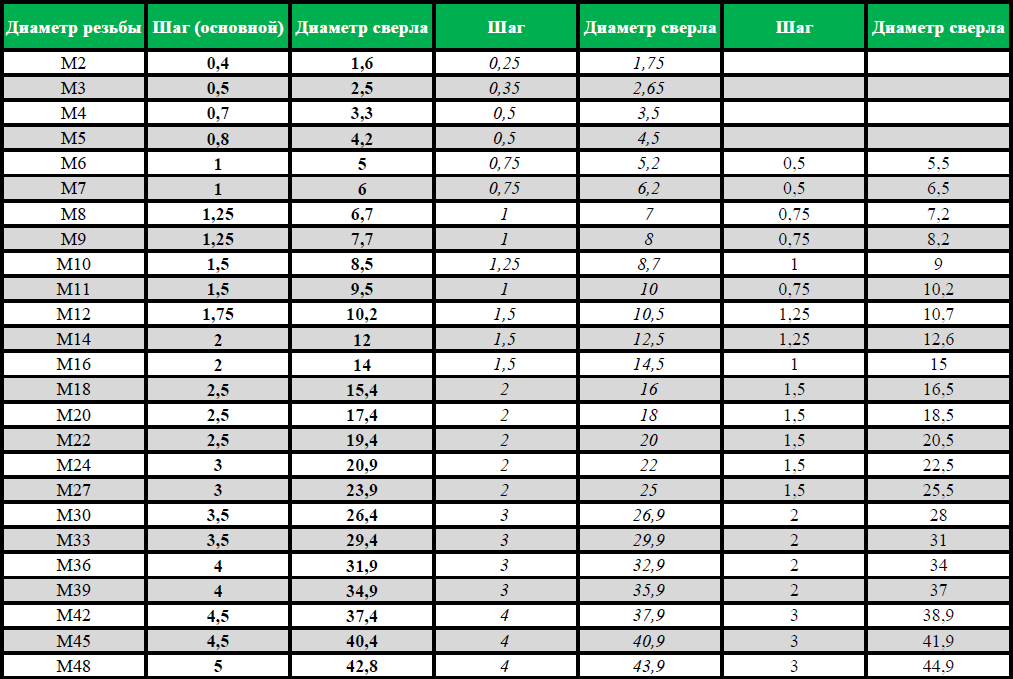
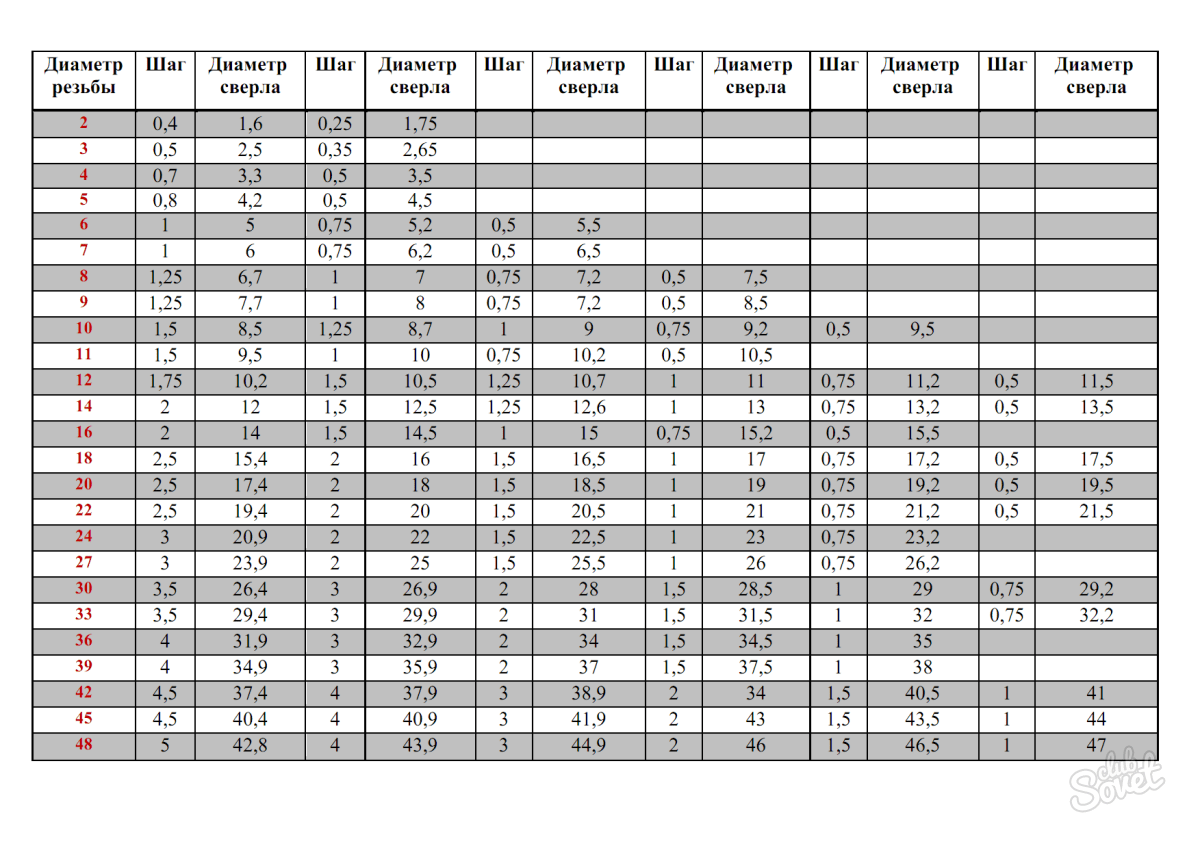
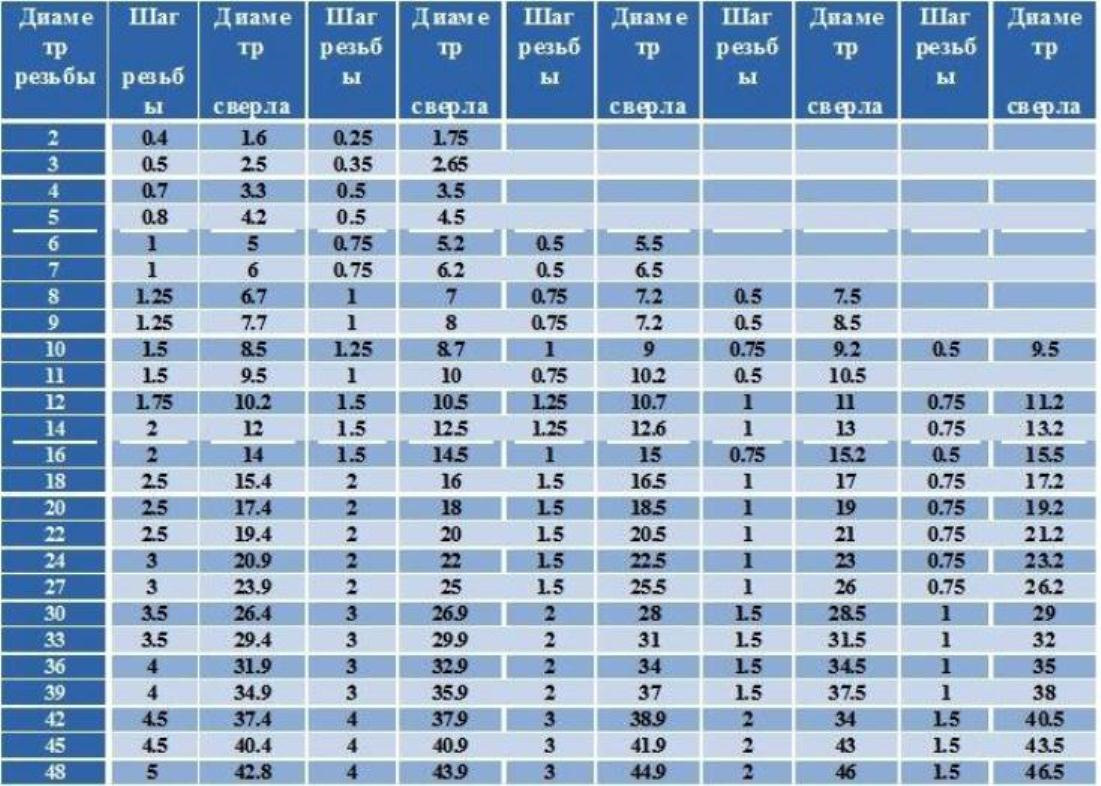
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой. Но если использованы индивидуальные параметры, то придется искать уникальные саморезы или винты. Приведем таблицу размеров (шага) в зависимости от диаметра сверла для нарезания метрической резьбы под метчики:

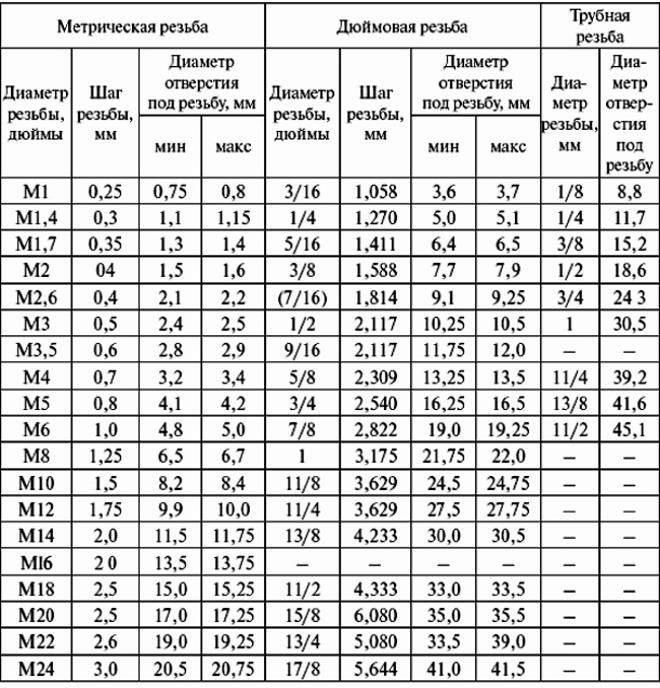
| Название | Окружность, мм | Шаг, мм (В скобках указано дополнительное значение для мелкой нарезки) |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Использование метчиков
В реальной практике на производстве, а также в разных мастерских чаще всего используют метчики. В них реализован принцип последовательного внедрения режущих кромок в тело обрабатываемой детали. Но имеется не один ряд зубьев, как у гребенки. Используют мощное тело, способное центровать инструмент внутри отверстия.

Метчик:
а) конструктивные элементы: 1 – нитка нарезной части; 2 – квадратный хвостовик для передачи крутящего момента; 3 – цилиндрическая часть хвостовика; 4 – канавка для сбора стружки; 5 – режущие кромки (перья); б) геометрические параметры режущей части: 1 – передняя поверхность, обращенная к детали; 2 – режущая кромка, зубья треугольного типа; 3 – затылованная часть, задняя поверхность; 4 – обратная часть, образующая опору; 5 – перо; α – задний угол затылованной части; β – угол при вершине, его еще называют углом резания; δ – угол заострения кромок режущей пластинки (треугольника); γ – передний угол, обращенный к снимаемому материалу; в) метчик, имеющий прямую стружечную канавку: 1 – канавка для сбора стружки; г) метчик, имеющий винтовую стружечную канавку. Обычно бывает на машинных инструментах с подачей СОЖ под давлением; д) для нарезания глухих резьб на станках
Выбор той или иной конструкции обуславливается особенностями выполнения процесса. В арсенале большинства мастеров используются метчики с прямыми канавками. После выполнения одного прохода инструмент вынимается наружу. С него удаляются стружка и иные включения, которые могут оказаться в отверстии.
С одного прохода резьба не нарезается полностью. Обычно применяют черновой и чистовой метчики.

Виды резьбовых метчиков
Чтобы вращать метчик, расположенный в отверстии используется вороток. Конструктивное исполнение может быть самым разнообразным.

Типы воротков для ручного нарезания резьбы в отверстиях
Последовательность использования инструмента
Чаще всего в состав набора входят два метчика. Но для получения качественных резьб могут применять и комплекты, куда входят три инструмента. Некоторые производители кроме параметров нарезаемой резьбы указывают буквы: А, В, С. Другие наносят несколько рисок:
- 1 риска на черновом;
- 2 риски на основном;
- 3 риски на чистовом.
Кроме внешних обозначений вид метчика можно отличить по ряду признаков:
- черновой инструмент первого прохода имеет минимальный диаметр. Достаточно замерить с помощью штангенциркуля наружный размер, чтобы найти его в наборе. У него часть, входящая в первую очередь, имеет мелкие зубья, вершины срезаны почти до нуля;
- у второго метчика в наборе перьевые гребенки заметно длиннее. Значение диаметра будет средним из трех. Последние зубья нарежут резьбу полного профиля;
- у чистового метчика практически все зубья имеют одну высоту. Замыкающие не режут, а калибруют образованные винтовые канавки в отверстии.

Общий вид метчиков из набора
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.






