
Особенности устройства
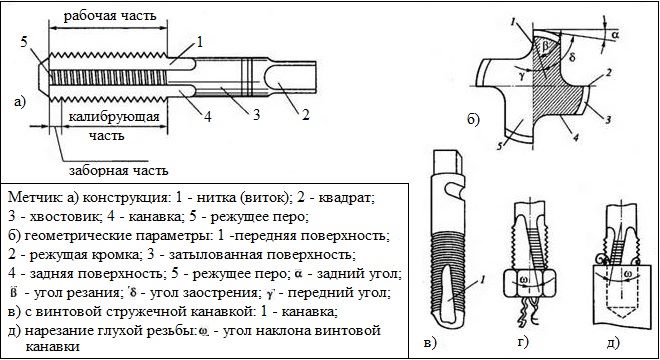
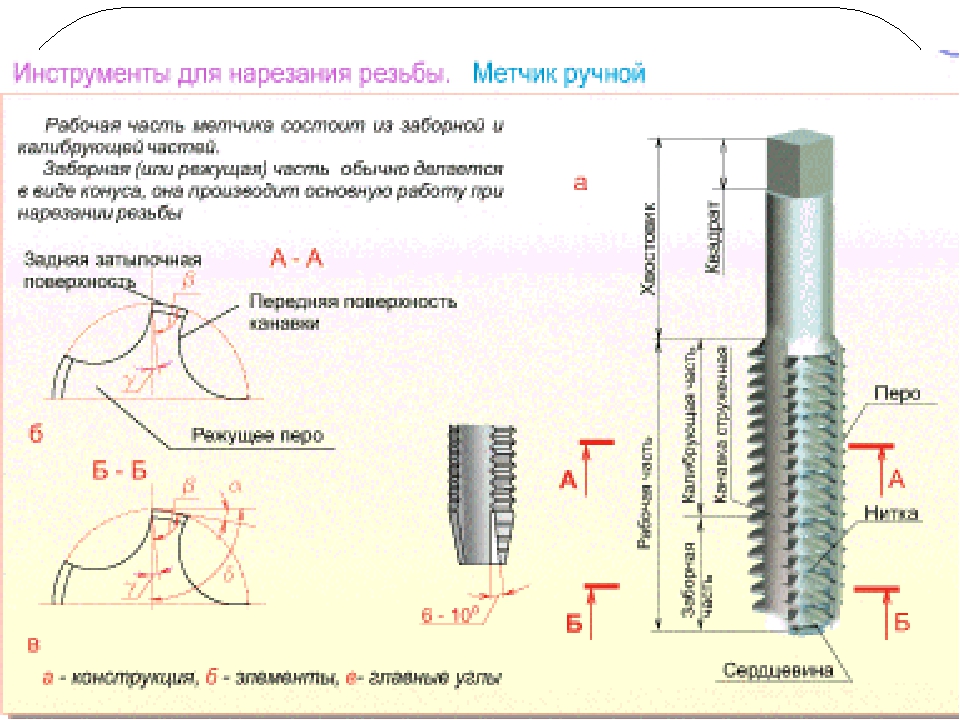
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
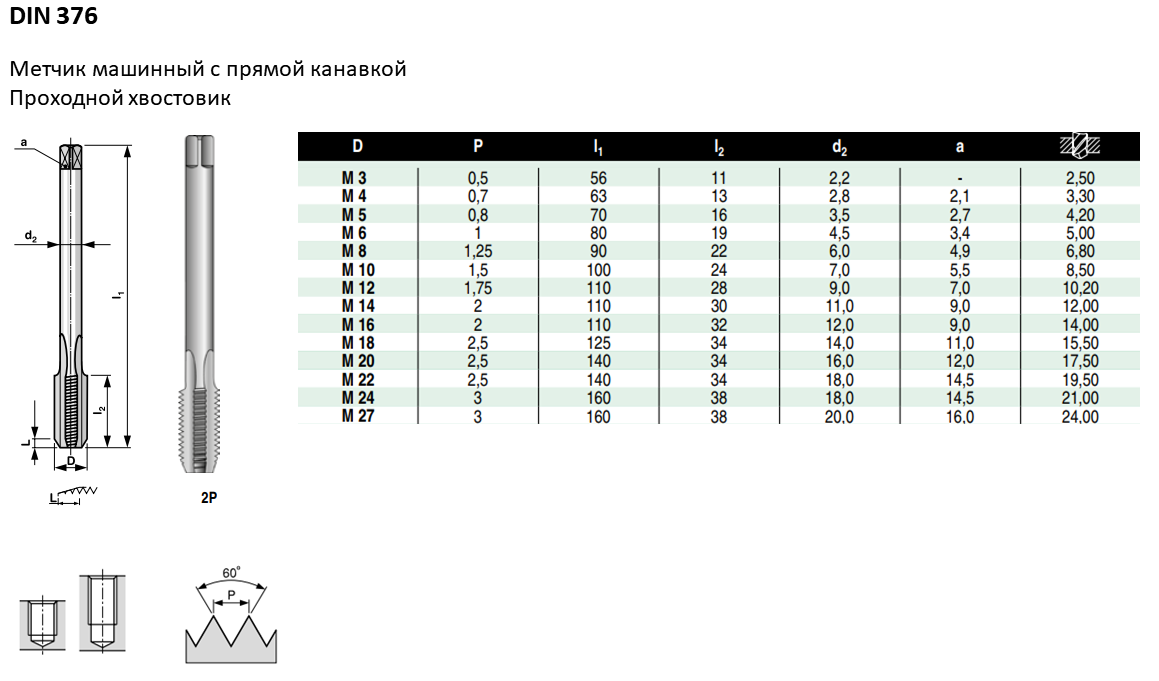
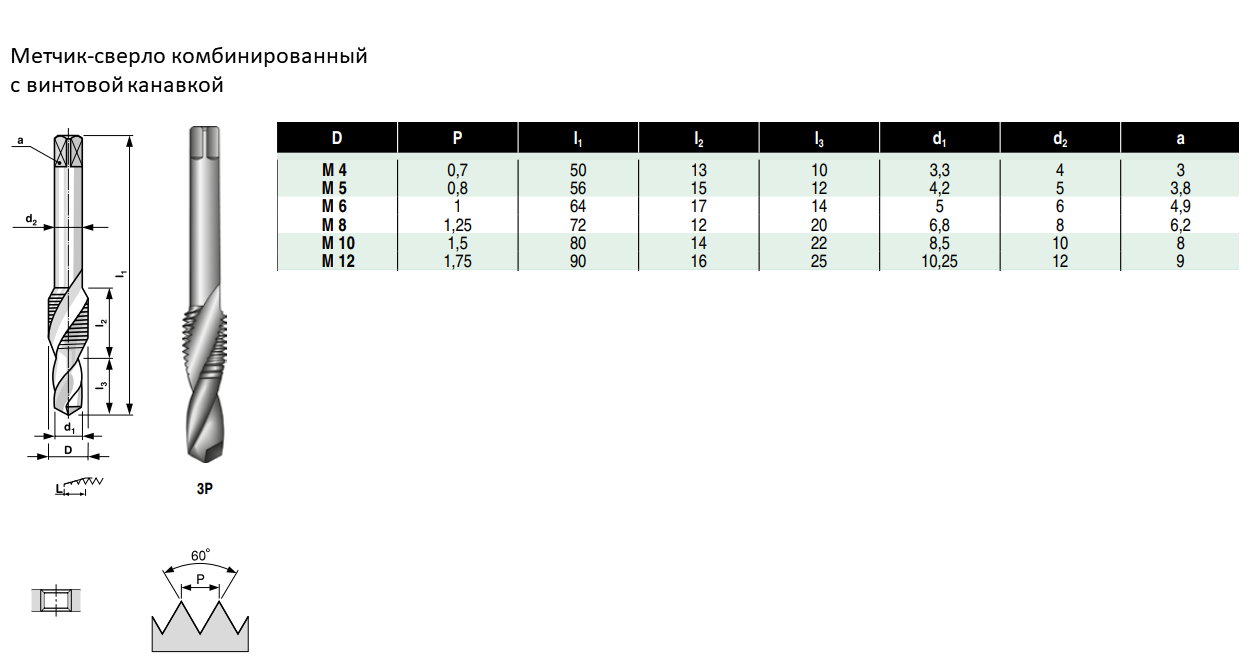
Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Как нарезать резьбу метчиком — нарезка внешней резьбы
Взяв необходимую деталь, зажимаем ее в тиски. С одной стороны напильником делаем небольшую фаску, смазываем эту сторону маслом, керосином или скипидаром (в зависимости от материала).
В плашкодержатель вставляем и фиксируем плашку. Приставляем плашку к нужному концу трубы и в нужном нам направлении медленно вращаем одной рукой, второй рукой обязательно прижимаем верх плашки к трубе.
Когда плашка прочно села на трубу, проверьте ее перпендикулярность трубе, возьмитесь за плашкодержатель обеими руками и сделайте 3-4 оборота вперед, а потом пол оборота назад.
При нарезке внешней резьбы есть один нюанс, во время последних витков не делайте вращение назад, это позволит гайке прочно зафиксироваться на трубе.
Обратите внимание, свеженарезанную резьбу не стоит трогать голыми руками, на ней могут быть очень острые заусеницы и есть большая вероятность пореза. Информация на заметку: Клупп для нарезки резьбы , Как крепить анкерный болт
Информация на заметку: Клупп для нарезки резьбы , Как крепить анкерный болт
Нарезание резьбы плашкой
Смотрите это видео на YouTube
Классификация
В строительных магазинах можно увидеть инструменты разных видов. Оборудование классифицируется по таким критериям:
- конструкции корпуса;
- способу создания витков на поверхности заготовки;
- форме оснастки.
Если говорить о классификации по форме, можно выделить следующие виды инструментов:
- круглые плашки;
- трубчатая оснастка;
- квадратные плашки;
- оснастка в форме многогранника.
Говоря о конструкции инструмента, можно выделить следующие группы:
- Цельная оснастка. Самый популярный вариант. Представляет собой круглую литую форму, у которой нельзя разобрать корпус. Она имеет несколько отверстий для закрепления воротка. Популярность этот вид инструмента получил благодаря простоте использования, надёжности, долговечности. Заточка резцов сохраняется длительное время.
- Разрезные инструменты. Специальные приспособления, которые имеет определённые особенности конструкции. Благодаря этому процесс создания резьбы упрощается.
- Раздвижные конструкции. Представляют собой современные приспособления, которые можно раздвигать до необходимого диаметра. Это дорогие модели.
Ещё одна классификация касается предназначения оснастки. Выделяется 3 группы:
- изготовление круглой резьбы;
- создания цилиндрического резьбового соединения;
- изготовление конической резьбы.
Приспособления делаются на заводах с соблюдением ряда стандартов, указанных в государственных документах ГОСТах.
Виды плашек для нарезки резьбы
Технология и приемы нарезания резьбы вручную
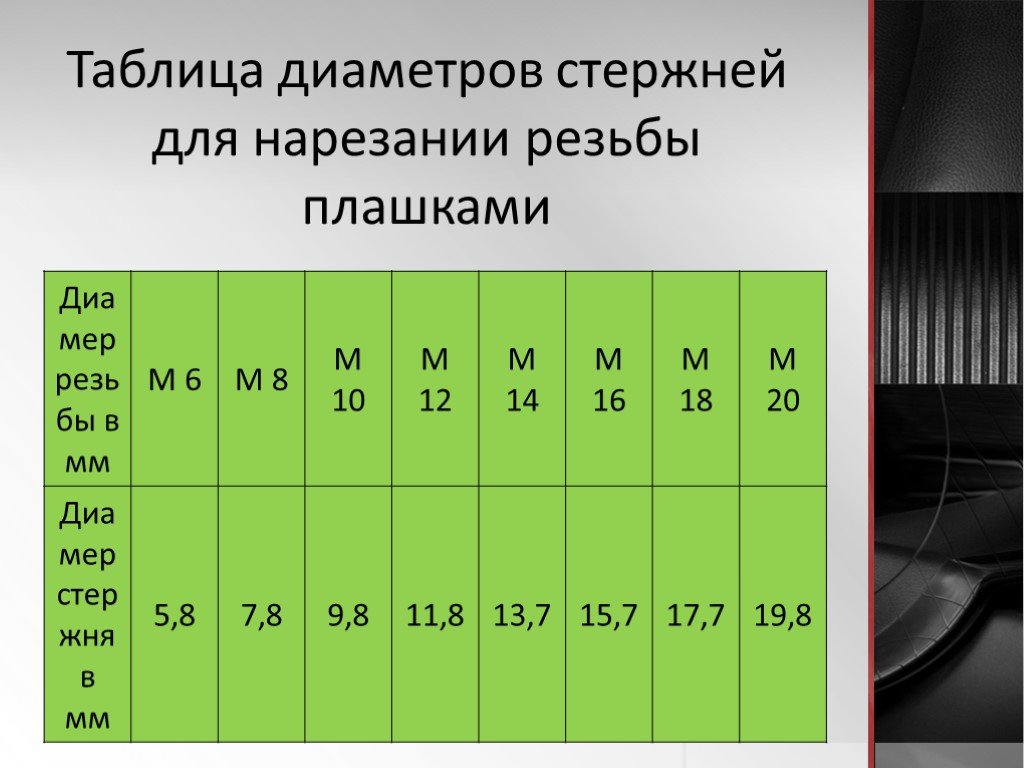
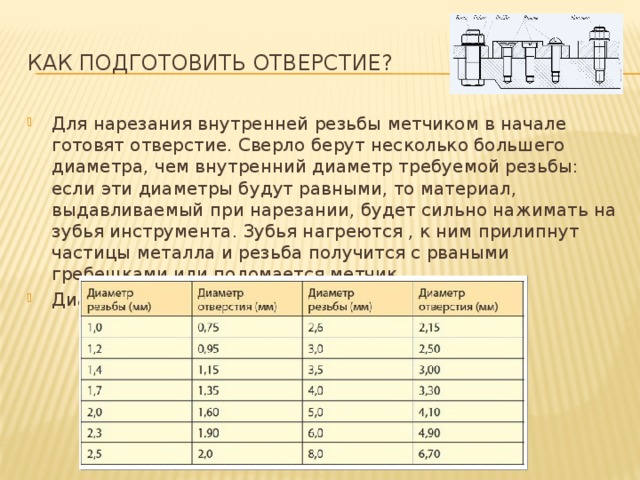
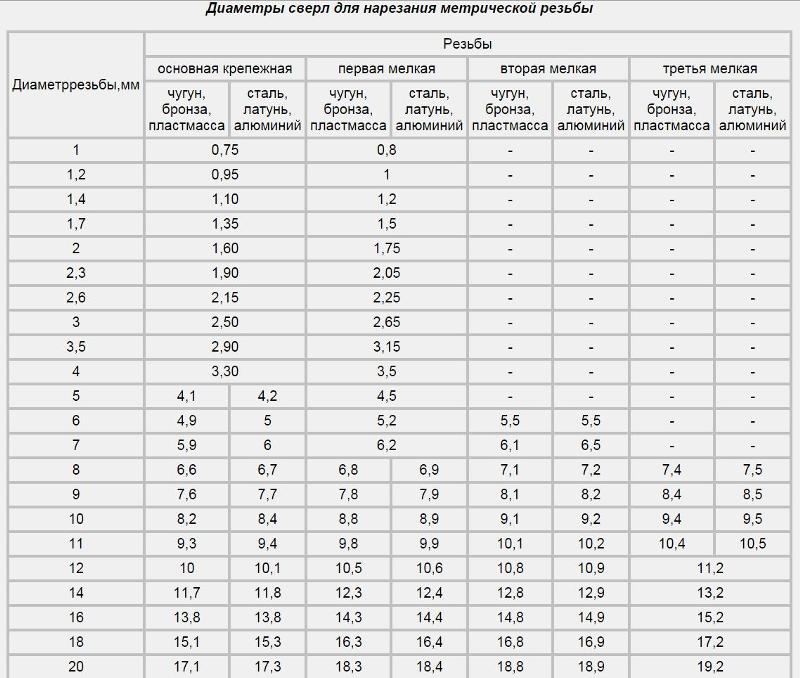
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.





Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187
Разновидности инструмента
Инструмент, который используется для создания резьбы называется метчиком. Это цилиндрические стержни из металла, на краях которых присутствуют острые резцы, расположенные в определенной последовательности. Метчики разделяются по нескольким факторам:
- Способ использования. В комплекте с ручными инструментами поставляется специальный вороток для проведения работ. Оснастка для станков закрепляется в патроне благодаря цилиндрическому хвостовику.
- По типу обрабатываемых отверстий. Разделяются приспособления на две группы. Одни используются для обработки сквозных отверстий, другие для глухих.
- Для нарезания внутренней, метрической, трубной резьбы.
Форма метчиков может быть как цилиндрической, так и конической.
Разновидности и сферы применения метчиков
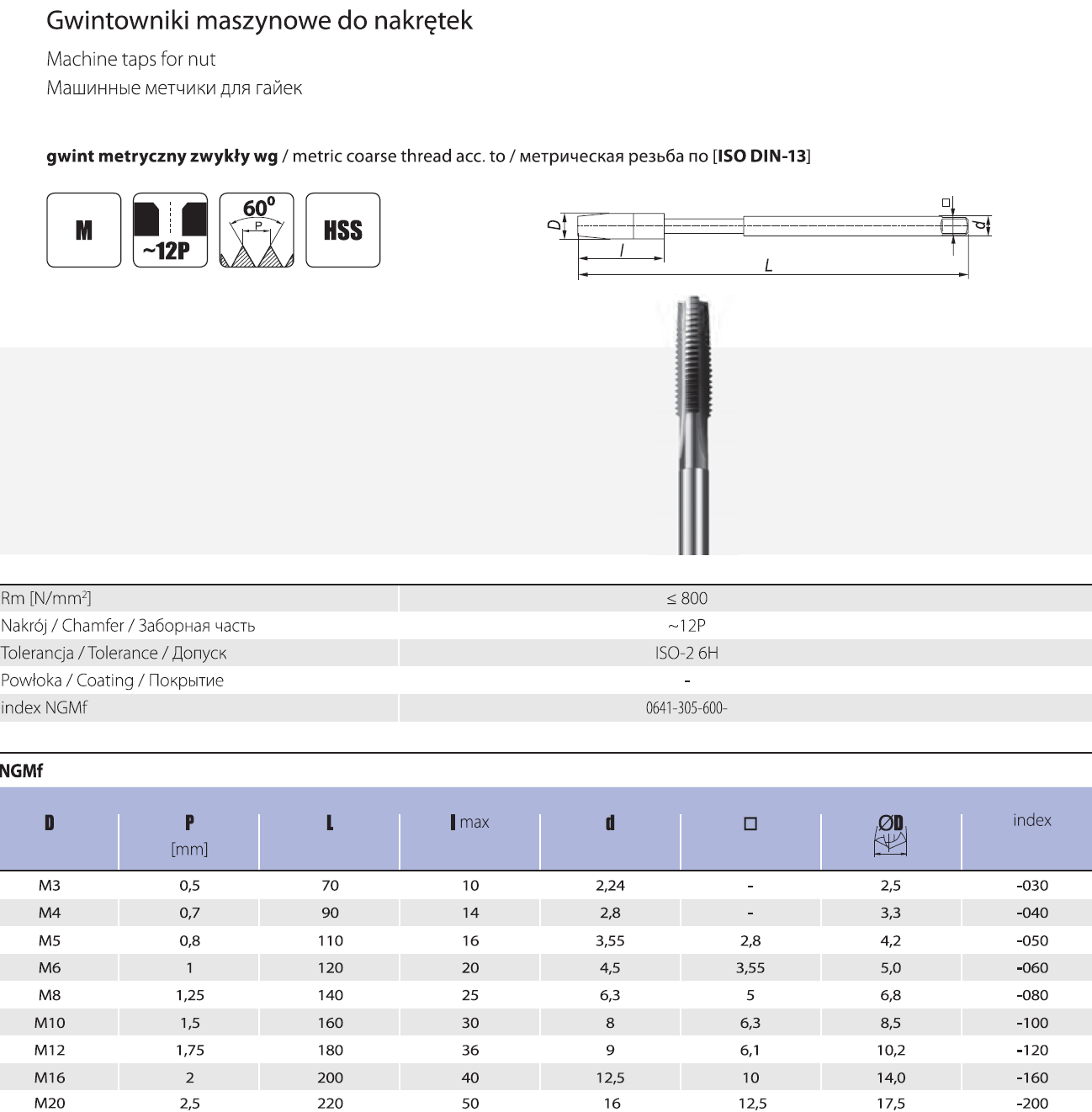
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
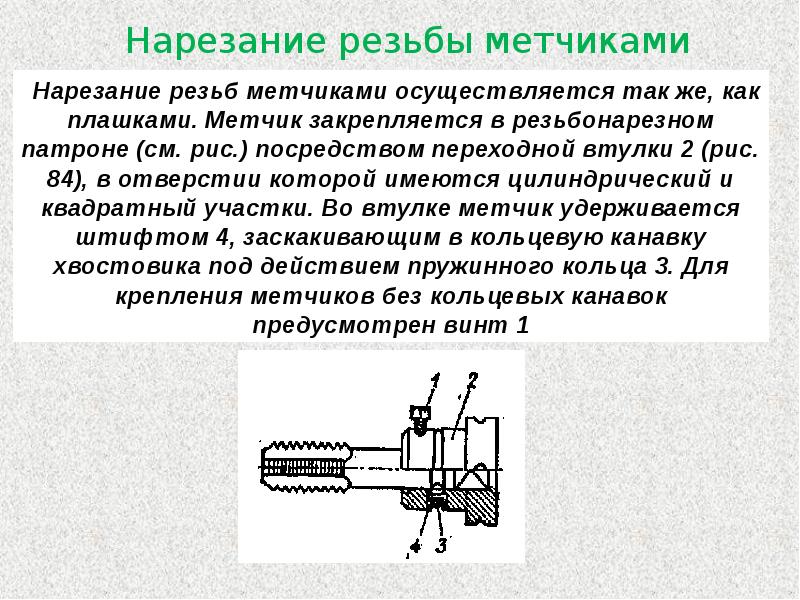
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
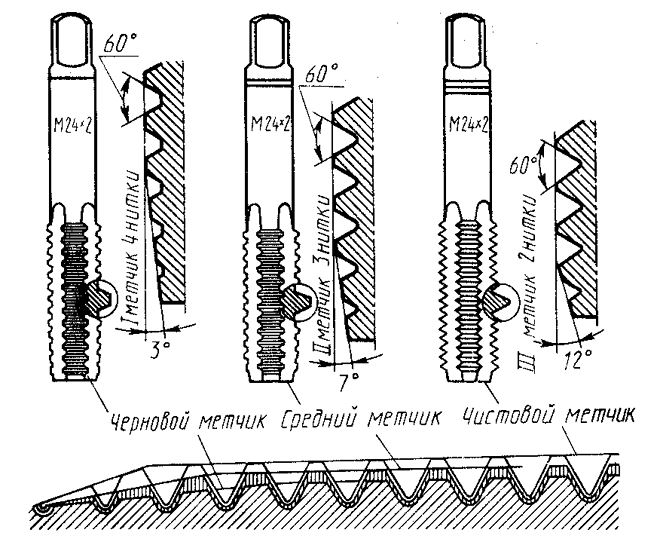
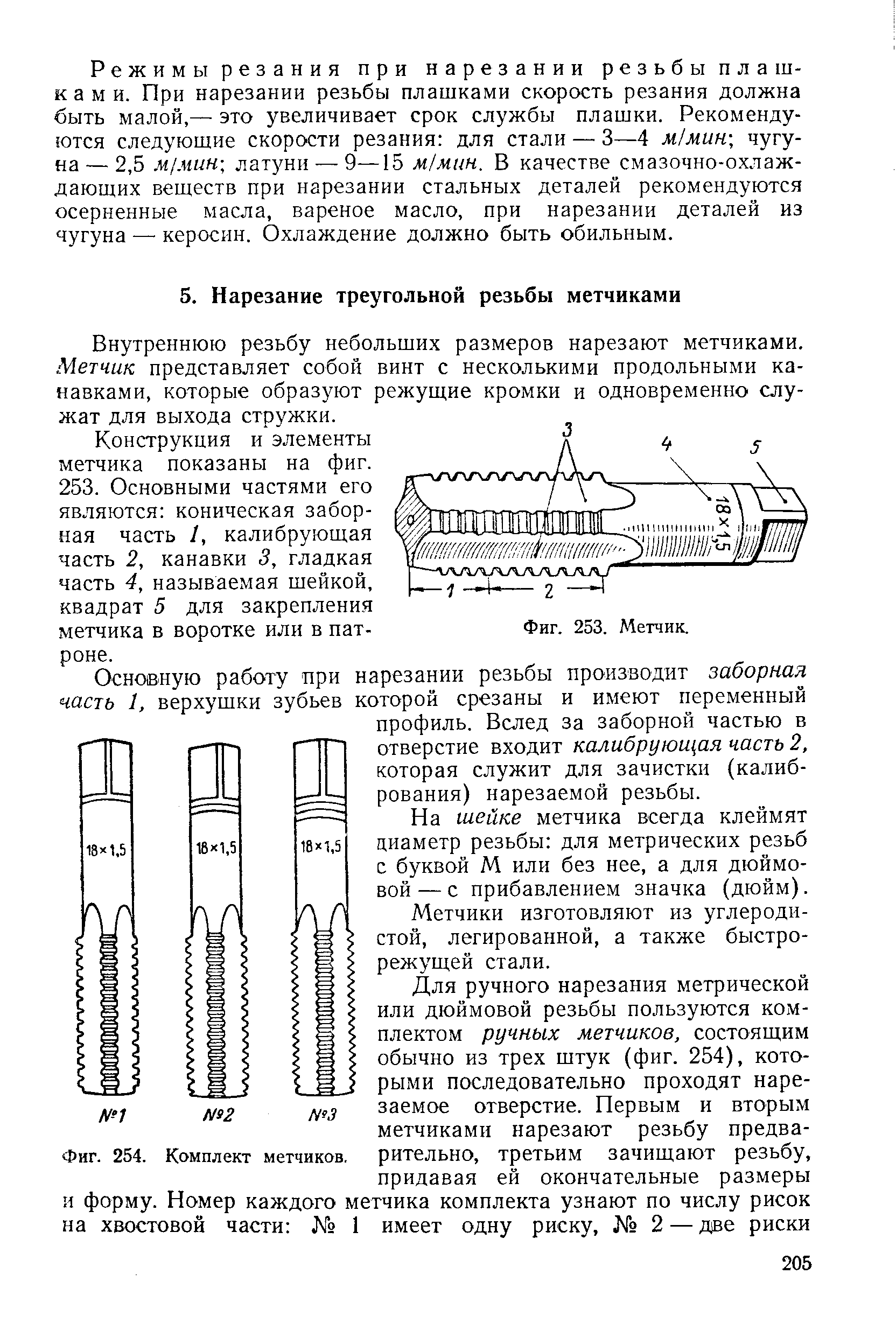
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Особенность нарезания резьбы на трубах
В трубной нарезке резьбы используются 3 вида: на токарном станке, с помощью плашки или трубного клуппа. На практике чаще всего встречается резьба треугольного типа:
- дюймовая, с измерительными расчетами в дюймах. Резьба отличается высокими показателями прочности из-за большого шага и крупного профиля. Используется для водопроводных труб;
- метрическая, измеряется в миллиметрах, используется для крепежных элементов труб.
Клупп – инструмент ограниченного функционального назначения, используется только для нарезания резьбы на трубах.
На токарных станках процесс построен следующим образом: труба фиксируется в шпинделе, затем отрезным резаком устраняется все лишнее, выбирается соответствующий шаг и наносится резьба.
Немного теории
Прежде всего, необходимо выбрать подходящий инструмент. Ассортимент всевозможных режущих приспособлений достаточно широк – это шлифовальные круги, фрезы, напильники, метчики, плашки и другие. Часто и специалисты, и народные умельцы легко пользуются многими из них, тогда как нарезать резьбу умеют далеко не все.
При изготовлении гайки либо в любом другом случае, когда требуется внутренняя резьба, используют метчики. Внешний вид метчика вполне ожидаемо напоминает винт – совершенно верно, именно винт вкручивается в гайку!
Но в данном случае этот «винт» превращен в режущий инструмент. Изготавливают метчики из твердой инструментальной стали, и режущие кромки у него достаточно острые. Если метчик изношенный, со следами коррозии или стертыми режущими кромками, то нарезать хорошую резьбу не получится.
 Как правильно нарезать резьбу метчиком фото
Как правильно нарезать резьбу метчиком фото
Вершина метчика имеет форму конуса – это облегчает центрирование инструмента в процессе нарезания резьбы, а по бокам расположены специальные канавки, в которые попадает образующаяся стружка. Надо сказать, что существуют и «бесканавочные» метчики.
Метчики выпускают ручные и машинные
Важное отличие ручного инструмента в том, что метчик прорезает заготовку не на всю глубину профиля, а делит его на части. Потому существует несколько метчиков на размер одной резьбы, и различаются они по количеству кольцевых канавок, нанесенных на «хвост» инструмента (соответственно – номер первый, номер второй и т.д.) Существует и специальный «черновой» метчик, который маркируется кольцевым ободком
Простой способ нарезки резьбы на металлической трубе
Я покажу как просто нарезать резьбу на водопроводной трубе обычному домашнему мастеру, без каких-либо навыков в этом деле и с минимальным набором инструментов.
К примеру, при замене батареи центрального отопления, как в моем случае. В этом нет абсолютно ничего сложного и метод доступен почти каждому. Итак, вы обрезали трубу болгаркой или другим инструментом, типа ножовкой.
Главное, чтобы срез был ровный и перпендикулярный.
Понадобится
- Клупп под нужный диаметр трубы.
- Разводной ключ (газовый).
Клупп — резьбонарезной инструмент, типа плашки, только это насадка с направляющей юбкой. Его необходимо приобрести к сантехническом магазине. Дефицита на них нет, поэтому найдете без проблем, даже в поселке.
В данном случае представлен китайский вариант, довольно неплохой.
Стоит такая штука в районе 200-500 рублей. Все зависит от диаметра и наценки. Ходовые модели под диаметры 1/2, 3/4 дюйма и дюймовая как в моем варианте.
Можно спросить у сантехников советский аналог, если есть такая возможность. Тогда для вас это будет в обще бесплатно.
Нарезаем резьбу на трубе
Старую краску можно не снимать. Смазываем место, где будет резьба твердой или жидкой смазкой: солидол, литол, моторное масло.
Также промазываем резцы на клуппе.
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться. Надеваем клупп направляющей на трубу.
По идее клупп вращается специализированным инструментом — трещоткой, но так как у нас разовая работа, приобретать дорогой инструмент будет не выгодно. Берем разводной ключ, и подгоняем его размер под заднюю юбку клуппа.
Вращаем инструмент, делая несколько оборотов вокруг трубы. Теперь резцы вошли в зацепление.
Если труба хлипкая и неустойчивая, ее нужно удерживать другим разводным ключом вот так:
А другим разводным ключом вращать насадку. Последовательность нарезки такая: 2-3 оборота клуппа вперед, 1 назад. Это нужно сделать обязательно, чтобы стружка сломалась, отвалилась и не мешала дальнейшей нарезке. Если этим пренебречь, стружки могут замять витки резьбы.
Всего нужно нарезать 4-5 полных витков резьбы.
В итоге резьба на трубе нарезана.
Так же учтите, что резцы в клуппе имеют небольшой конус. Это нужно для того, чтобы можно было с легкостью начинать и нарезать резьбу. В итоге я веду к тому, что конечные витки могут быть не полными и недорезанными по глубине. Поэтому, чтобы получить 3-4 полноценных витка резьбы на трубе, визуально лучше нарезать 6-7 витков.



После всех работ резьбу можно проверить навинтив на нее любой переходник или штуцер.
Чем толще труба, тем большее усилие приходится прилагать для проворачивания насадки. Способ не хитрый, должных навыков почти не требуется, справиться даже новичок. Перекосить резьбу невозможно, так что бояться не стоит.
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.
Применение метчика
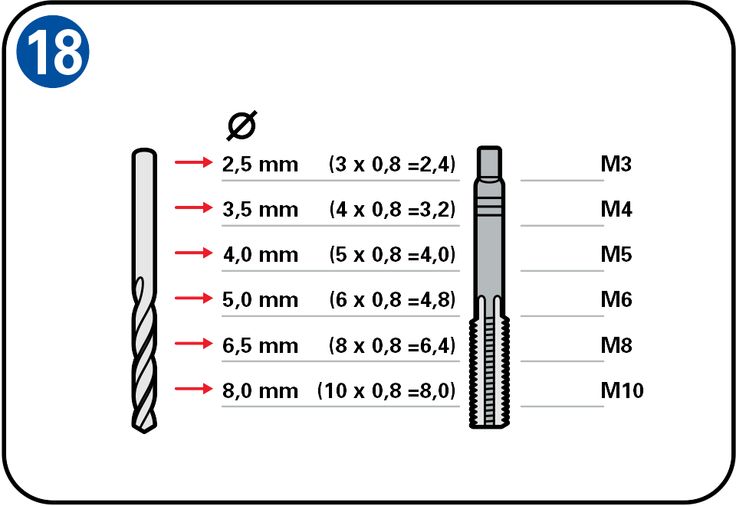
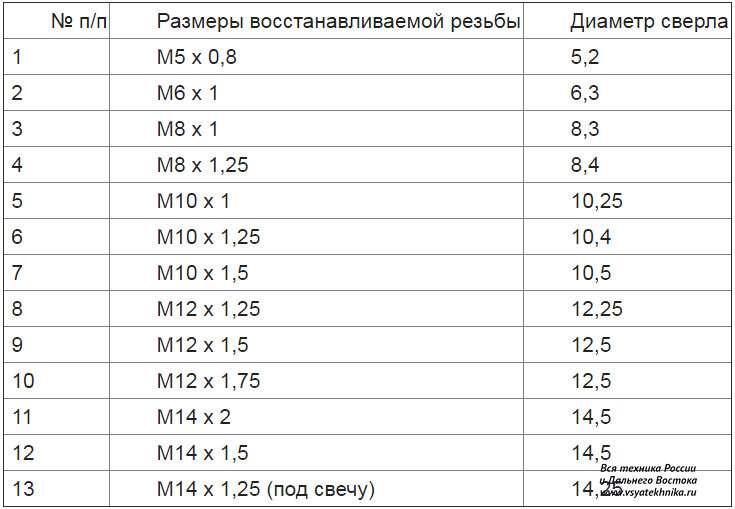
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
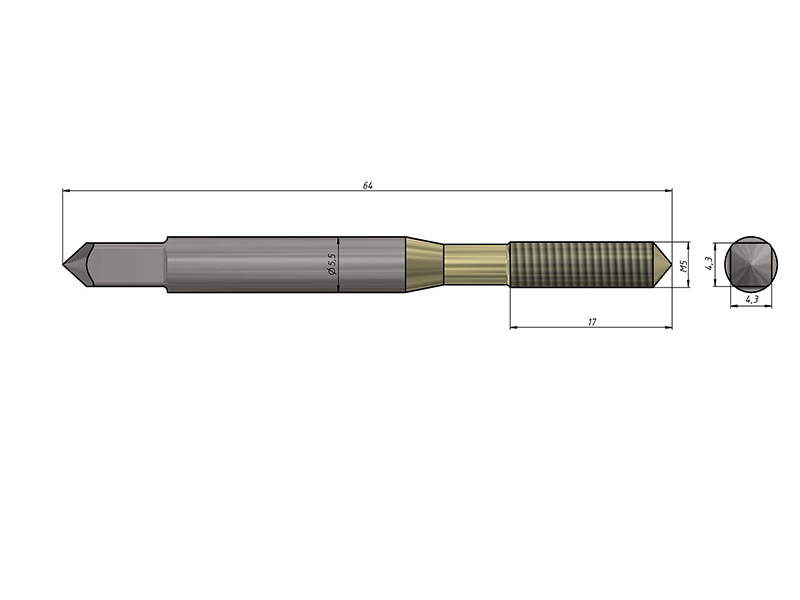
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
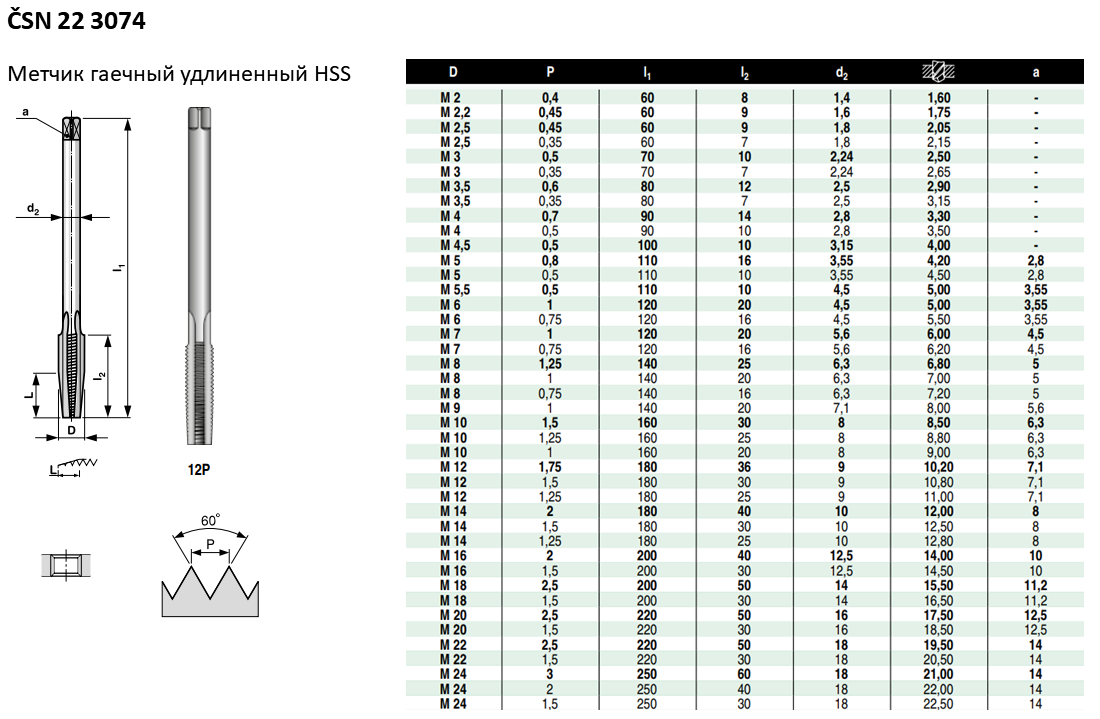
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
Как нарезать внутреннюю резьбу?
В некоторых случаях требуется внутренняя резьба, которая также может быть нарезана при применении ручного инструмента. Зачастую для подобной работы выбирается метчик, который состоит из трех основных частей:
- Заборной.
- Калибрующей.
- Хвостовой.
Заборная применяется непосредственно на момент резки, калибрующая направляет инструмент и обеспечивает его вертикальное положение. Хвостовая часть требуется для того, чтобы закреплять плашку в специальном держателе.
Внутреннюю резьбу можно образовать следующим образом:
- Труба закрепляется в вертикальном положении.
- Метчик обрабатываемая заготовка смазываются.
- Приспособление размещают строго вертикально, после чего делается несколько вращений по часовой стрелке, и один против.
Метчик для внутренней резьбы
На момент работы следует время от времени добавлять масло. За счет этого обеспечивается плавный ход инструмента.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.




Ручные инструменты
Ручные приспособления являются основным видом для нарезания резьбы в быту, их применение имеет следующие особенности:
- Доступность. Ручные приспособления имеют самую низкую цену среди устройств подобного типа поэтому доступны любому хозяину.
- Функциональность. При нанесении нарезки используется основное устройство (плашкодержатель, вороток), в которое вставляется режущий инструмент с нужными параметрами.
Рис. 5 Плашка Зубр и метчики в наборах резьбонарезного инструмента
Компактность. Ручные приспособления занимают мало места и не требуют для проведения операций большого пространства.
Промышленность выпускает готовые наборы из метчиков и плашек разных размеров для нарезки резьбового профиля – это существенно упрощает задачу поиска необходимых приспособлений.
Инструменты для ручной обработки – метчик
Метчик является основным устройством для прорезания внутренней резьбы, которая редко используется в трубопроводных линиях. Порядок работы с метчиком состоит из нескольких простых этапов:
- Смазывают внутренние стенки заготовки машинным маслом, помещают метчик в вороток и вставляют в отверстие, следя за тем, чтобы не было перекосов. Рабочий конец метчика имеет конусную форму, поэтому снимать внутреннюю фаску нет необходимости.
- Совершают несколько вращательных движений по часовой стрелке в направлении витков, затем вращают метчик обратно. Процедуру повторяют несколько раз, делая 3 – 4 прохода вперед и назад.
- Извлекают метчик наружу и очищают его кромки от стружки, такую же операцию проводят и с внутренними стенками заготовки. Если элементы не очищать от стружки, профильные зубцы могут быть повреждены из-за ее попадания в канал.
Рис. 6 Ручной резьбонарезной инструмент для труб в работе
Использование плашки
С помощью плашки удобно делать внешнюю нарезку на заготовках малого диаметра, перед проведением процедуры элемент с нужными параметрами вставляется в плашкодержатель, дальнейшие операции выполняются в следующем порядке:
- Напильником, наждачной бумагой или болгаркой снимают фаску с торца внешних стенок заготовки, машинным маслом смазывают резцы и обрабатываемую поверхность.
- Помещают плашку поверх детали и делают несколько оборотов, стараясь держать инструмент строго по центральной оси заготовки. Затем отворачивают ее обратно и снова вращают вперед, проходя большее расстояние.
- После 3 – 4-х проходов в разных направлениях плашку снимают и очищают поверхность детали и резцов от стружки.
При резке плашкой или метчиком рационально использовать отдельные элементы для черновой и чистовой обработки – это упрощает процесс и повышает качество профильной поверхности резьбовых витков.
Рис. 7 Клуппы трубные
Применение клуппа
Клупп является ручным резьбонарезным инструментом, современной модификацией плашки и работает по одинаковому с ней принципу. Его основные отличия от плашки:
- направляющая цилиндрическая часть с ребрами;
- возможность установки в специальную трещотку с прочной удобной ручкой;
- длинные резцы, с неполным сечением с краю и постепенно переходящие в основной профиль, поэтому резьба режется постепенно, что упрощает и облегчает проведение работ;
- возможность замены изношенных резцов в головке на новые;
- проблемы при нарезании короткой резьбы из-за неполной прорезки поверхности в конечной части. В этом случае дополнительно используют плашку или обрезают клупп до зубцов с полным профилем.
Проведение работ клуппом при нарезании аналогично действиям с плашкой, его можно проворачивать электроинструментом, трещоткой с ручкой или разводным газовым ключом, зажимая ребра цилиндрической направляющей части.
Рис. 8 Трубные электрические резьбонарезные клуппы
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
 Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.





