Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
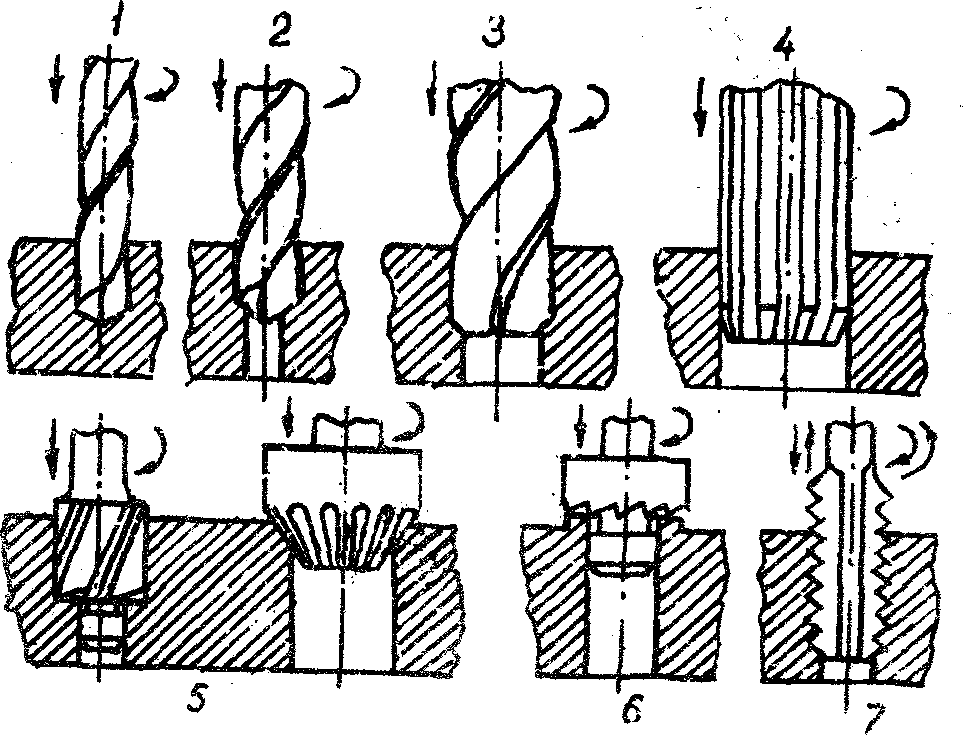
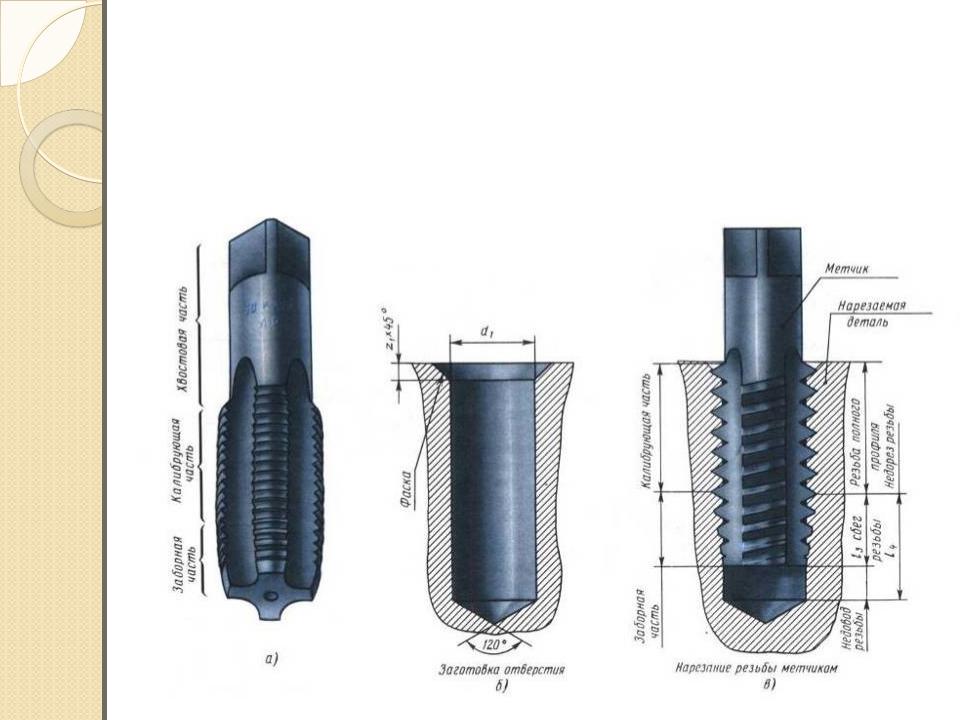
Применение метчика
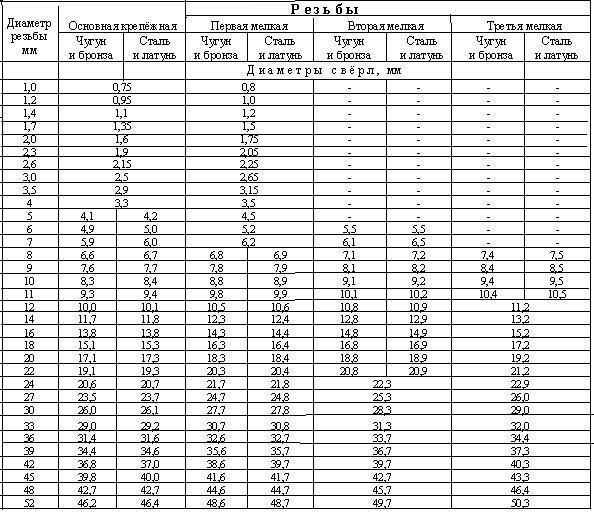
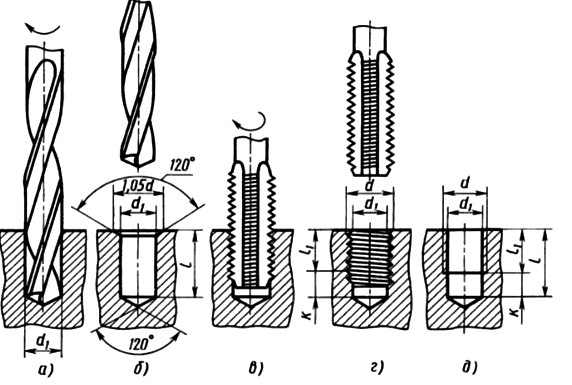
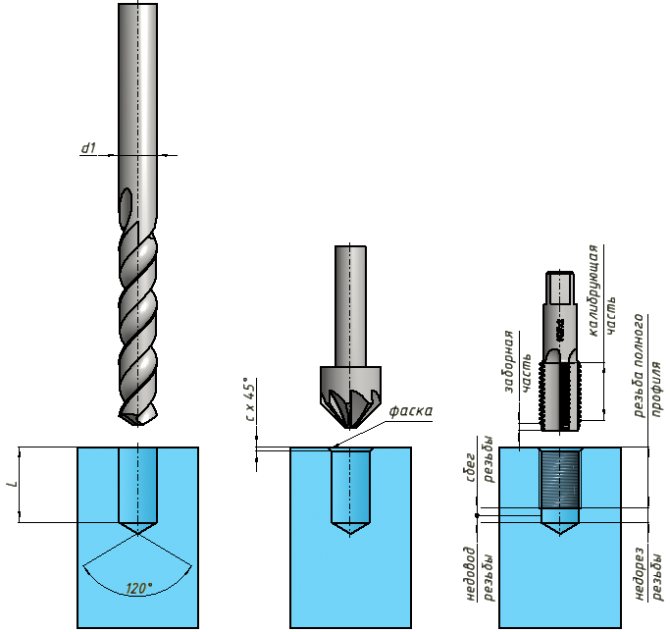
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
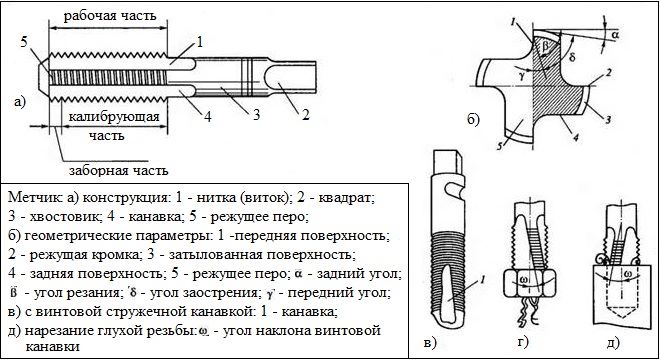
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
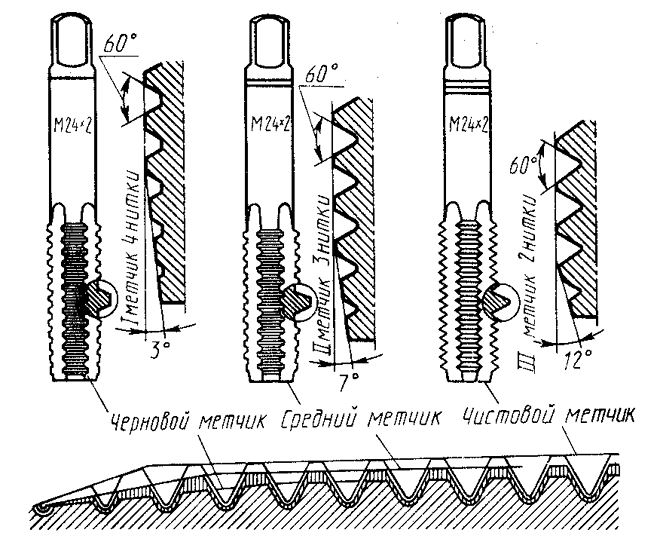
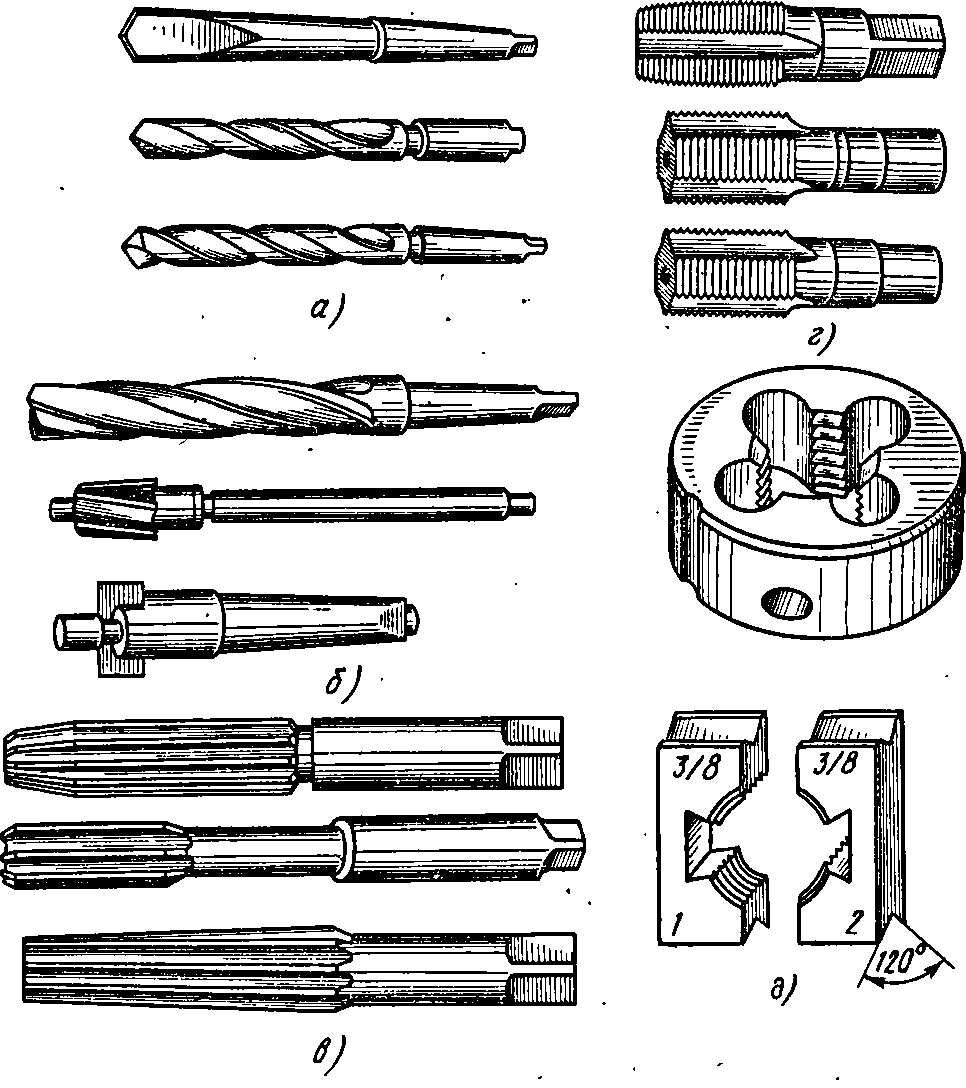
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Назначение мини токарных-станков
Токарный станок — это станок для обработки из металлов в виде тел вращения резанием(точением) заготовок.
Мини токарный станок — это станок, являющийся уменьшенной копией крупного промышленного оборудования. Копией, которая: по стоимости гораздо ниже; по функциональности мало уступает полупрофессиональным и профессиональным моделям.
Данный тип оборудования подходят для изготовления деталей малых размеров. Мини станки не предназначены для токарного производства, например, единичного или мелкосерийного производства. Предназначение они нашли в мастерских при школах на уроках труда, гаражных кооперативах, в экспериментальных мастерских и автомастерских.

Рис. 1 Мини токарный станок
Популярные статьи
Стекло: основные свойства и характеристики
С давних пор для осветления и придания жилому помещению
Как и чем выпиливать кривые и круги
Вырезания круглых отверстий в фанере
Нередко, при ремонте
Шлифованное лаковое покрытие
С тех пор как появился лак для матовых покрытий, техника
Угловые соединения рамок
Проще всего сделать рамку, соединив планки под прямым углом.
Соединение встык по длине
Если повнимательнее присмотреться к массивной старинной
Как работать ручной пилой
Пилу нужно вести, иначе она начнет «гулять». Это надо
Прикрепить сиденье стула
Как правило, мягкое сиденье стула — это признак дорогостоящего,
Обращение с дисковой пилой
(adsbygoogle = window.adsbygoogle || []).push({});





(adsbygoogle = window.adsbygoogle
Размеры метчиков или что учесть при работе?
Работа, которую выполняют данные инструменты, может быть серийной, поэтому большинство приспособлений – это метчики машинно-ручные, то есть ими можно пользоваться и на станках, и в домашнем хозяйстве. Причем несложно догадаться, что с таким объемом работ может справиться только очень крепкий материал, поэтому изготавливают их из твердых сплавов, чтобы износ был минимальным, либо быстрорежущих сталей, чтобы процесс происходит быстрее и легче.
Чтобы получить качественную нарезку, желательно подбирать размеры метчиков под отверстие. Если предстоит создавать резьбу большого диаметра, то для лучшего эффекта последовательно нужно использовать несколько размеров, чаще всего хватает двух-трех. Если вы обрабатываете мягкий материал, то придется «растянуть» удовольствие от работы на пять метчиков. Когда отверстия вовсе нет, сначала используется сверло, метчик вступает в игру уже позже. Причем для металлических заготовок сверло тоже должно быть довольно крепким.
Не стоит путать метчики для сквозных и глухих отверстий, потому что при неверном выборе деталь отправится в брак
Также при нежелании использовать универсальный резьбовой инструмент, приобретая машинный или ручной метчик, обращайте внимание на хвостовик, подойдет ли он для вашего крепления. Иногда стружечный вариант образования резьбы не подходит, тогда можно использовать накатывание, где формируются канавки, вследствие пластических деформаций
Для этого также необходим особый метчик.
Комбинированный инструмент
Кроме обычных метчиков и сверл на практике применяют особые комбинации. С их помощью досверливается отверстие до нужного размера. Этот же прибор нарезает резьбу. Для легких сплавов, а также низкоуглеродистой стали подобные устройства применяют не только мастера в собственных мастерских. Их используют на крупных предприятиях, где приходится изготавливать разные изделия серийно.
Комбинированный метчик-сверло
Подобный инструмент применяют, когда требуется незначительно увеличить диаметр в заготовках. Подобные операции часто приходится выполнять при работе с отливками. Там уже имеются отверстия, получаемые за счет стержневых смесей. Но они часто не обладают требуемой формой и размерами. Применив метчик-сверло, выполнят сразу две операции.
Широкое применение на производстве и в домашнем хозяйстве электрических шуруповертов привело к созданию специальных сверл-метчиков и для этого удобного инструмента. Можно приобрести целые наборы.
Сверло-метчик для шуруповерта
Производители пишут, что подобные изделия лучше применять для пластиков и алюминиевых сплавов. На самом деле при наличии смазки подобные инструменты неплохо справляются с конструкционными сталями с невысоким содержанием углерода.
На большинстве крупных предприятий процедура нарезания резьб максимально механизирована. Используют специальные машинные метчики. Их отличает длинный хвостовик, а также наличие не только гребенок врезания. Тут присутствует и калибрующая часть.
Видео: как подобрать сверло под нарезку резьбы метчиком?
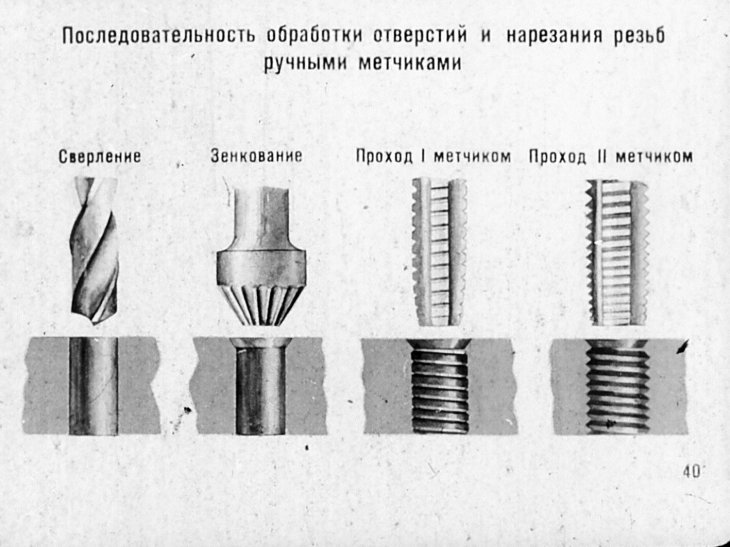
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Система резьб
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы, предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
Изучается маркировка применяемого инструмента
Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.. Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Приспособления
Нарезание может происходить двумя способами – на станке, и вручную. В первом случае оператор производит несколько действий:
- зажимает заготовку в тисках;
- задает на пульте управления нужные параметры;
- получает готовую деталь.
Процедуру можно проводить на различных материалах – дерево, пластик, но в статье описана процедура поиска диаметров свёрл для нарезания резьбы в металле. Самый простой пример – это различный металлический крепеж – шурупы, винты, саморезы, а также гайки (и другие детали с внутренней нарезкой). На более сложные массивные конструкции наносится аналогичным образом, только в увеличенном масштабе.






Второй способ требует специального инструмента – плашки и метчики. Первые представляют собой круглую основу с внутренними лезвиями, расположенными асимметрично. Внутрь отверстия необходимо установить заготовку и вращать приспособление. Для этого на торцах плашки есть отверстия, в них помещается рабочий инструмент, который будет заменять рычаг. В домашних условиях это часто бывает отвертка.Как мы можем увидеть, размерами они также отличаются. Они маркируются аналогично. Посмотрим по таблице, какие сверла для наружней резьбы (плашки) по металлу применяются в зависимости от диаметра прутка:
| Сечение, мм | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| Размер стержня, заготовки, мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Второе приспособление называется метчик. Оно предназначено для того, чтобы делать внутреннюю нарезку, предположим, на гайку. Их разновидностей очень много, под разные цели и назначения. Но все они построены по одному принципу. Требуется просверлить отверстие, а затем вкручивать в него инструмент, который имеет 1, 2 или 3 режущие части. Соответственно появляется заданное количество нитей.
Материал изготовления – высокопрочная углеродная инструментальная сталь. Только она длительное время не нуждается в заточке и может резать другие металлы. Желоба и канавки имеют острые края, они создают зеркальное отображение собственным виткам на заготовке.
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
Как правило, на торцевой поверхности создается небольшая фаска
Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
На 2-3 витка по ходу резьбы делается один оборот в обратном направлении
Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.
Работа плашкой
После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Нарезаю резьбу на трубе леркой, либо клуппом.
Для нарезки резьбы на трубе диаметром 15 (она же 1/2″, она же полдюйма), я обычно использую лерку в леркодержателе, которую надеваю на подготовленный срез трубы, той стороной, которая имеет грани, за счёт своей длины она выполняет роль направляющей, что важно для равномерного зацепа леркой. Слегка придавливаю в торец рукой и вращаю за грани разводным ключом, по часовой стрелке. Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки
В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба
Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки. В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба.
Можно нарезать резьбу и клуппом, но обычно труба этого диаметра используется на разводке, и использовать вороток из-за массивности не представляется возможным.

Всё для резьбы на трубе.
На трубе диаметром 20 (она же 3/4″, она же три четверти дюйма), резьбу нарезаю клуппом, хотя на всякий случай имею и трёхчетвертную лерку в леркодержателе. Из тех же соображений, что и в выше описанном пункте.
А трубы диаметром 25 (она же 1″, она же дюймовая) и диаметром 32 (она же 1 1/4″ , она же дюйм с четвертью), нарезаю только клуппами с воротком-трещоткой. Связано это исключительно с трудоёмкостью выполнения этой работы. Используя клуппы процесс гораздо упрощается, облегчается и ускоряется.
На фото помимо лерки и клуппов с воротком, представил, что использую для герметичности резьбового соединения, а именно универсальный, сантехнический герметик и сантехнический лён. После того, как нарезал резьбу, наношу на неё герметик, стараясь, распределить равномерно по всем виткам, и уже после этого наматываю лён, подробно об этом рассказываю (и показываю) в другой статье, ссылку оставлю ниже.
Соединения бывают не только резьбовыми.
В моей профессии приходится соединять полипропилен с чугуном, при монтаже канализации.
В основном это соединение осуществляется посредством переходной резиновой манжеты, которую промазывая герметиком вставляешь в раструб чугунной трубы или фитинга, а уже в неё вставляешь промазанный герметиком фитинг или трубу из полипропилена. За счёт этого соединение герметично.
На фото представлена каболка, различная по толщине, используется она также при монтаже канализации, посредством утрамбовывания в зазор между выше описанными материалами. Использование каболки удобно тем, что её можно распустить и выбрать прядь необходимой толщины. Актуально её применение в случае, когда переходная манжета не подходит по размеру, такие случаи не часты, но всё же встречаются.
Видео: клупп — инструмент для нарезки резьбы на трубе:
Возможно и эти статьи будут вам полезны:Как нарезать резьбу на трубе. 10 важных нюансовКак подмотать резьбу герметично (видео)Как проще резать болгаркой
Если есть вопросы или дополнения, пишите в графе комментарии. На сегодня всё, успехов в работе, с уважением Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая награда за мой труд.
Поделиться с друзьями в сети:
Механика процесса: изучаем детально
Попробуйте представить, что происходит с металлом заготовки в начале движения резьбонарезного инструмента. Его первые несколько витков сходятся конусом, образуя заходную часть. Достаточно небольшого усилия, чтобы острые и твердые зубья плашки или метчика продавили в металле небольшие канавки и прочно в нем закрепились.
Все, теперь инструмент, как говорится, «стал на шаг» и будет точно следовать спирали резьбы, закрепляясь тем сильнее, чем больше витков. Но дело в том, что металл не может деформироваться беспредельно. Если зубья инструмента врезаются слишком глубоко, они будут выдавливать лишнюю массу, образуя стружку. Если нарезать отверстие обычным закаленным болтом, стружка будет забивать только что нарезанную резьбу и инструмент придется постоянно выкручивать для прочистки отверстия. Метчик и плашка имеют специальные канавки для отвода стружки.

Очень важно понимать, что зубцы рабочей части не вырезают в металле канавки. Они их продавливают, выдавливая металл по обе стороны от себя
Удаление излишков производится выемкой между соседними зубцами: она придает пластичному металлу форму, а остатки отбрасывает в канавку для стружки.