
Линейка Мультиплаз (техподдержка)
Здравствуйте, коллеги
Открываю данную ветку для техподдержки наших изделий. Конкретные вопросы — конкретные ответы. Рядом со мной в соседних комнатах сервисники, электронщики, сварщики, конструкторы… Так что — от ремонта до технологии.
Для затравки — пояснения по некоторым вопросам, которые я тут увидел в других темах.
Мультиплаз-3500, Мультиплаз-2500
Ответ: В Сервисном центре можете купить удлинители для кабеля горелки (не путать с сетевым). Длина 3м. Есть как 3500-го, так и для 2500-го. Телефон и адрес Сервисного найдете в Руководстве по эксплуатации. Характеристики просаживаются на такой длине допкабеля — незаметно.
Ответ: Да, бывали такие случаи. Этот винт имеет металлическое тело и пластиковую головку. Металл поставить туда нельзя — техника безопасности. Мы с самого начала писали в Руководстве, чтобы затягивали все соединения «без излишних усилий», но наши мужики силушку имеют могучую… Сейчас заменили материал головки винта на очередную хайтековскую суперпрочную пластмассу. Пока случаи прекратились. Если проблема все-таки возникнет — обращайтесь в Сервис за новым винтом (сами ногами придете и купите или вам вышлют).
Налет на кварцевых трубках — это или испарившаяся медь, или углерод. Второй очищается просто. С первым сложнее. Наружную поверхность трубки наши сварщики чистят нулевой шкуркой. Если же сильное напыление произошло — вымачиваем в уксусе или хлорном железе. Есть еще один нюанс. И омеднение, и пробои по омедненной кварцевой трубке возникают в передней части горелки (в районе сопла). Поэтому если чистить лень или некогда — переверните трубку омедненным концом внутрь (второй-то конец трубки у вас еще чистый!) и поработайте дальше. Ну, а когда оба конца «загадятся» — извините, техобслуживание никто не отменял
В комплекте есть косое сопло (сопло с дыркой на боковой стенке). Ничего необычного, но существенно уменьшает предельное расстояние «до стенки», на котором можно работать. Удивительно, но большинство пользователей на него внимания не обращают.
++++++++++++++++++++
По воздушно-плазменным резакам Мультиплаз 7500 и 15000 уже от себя.
Просьба к пользователям не лениться проводить техобслуживание. Половина всех ремонтных случаев в сервисной службе по этим моделям связаны с тем, что внутренность блока питания оказывается забита металлической и оксидной пылью, образующейся при резке. По ней и происходят пробои. Мы осознанно не ставим гарантийные пломбы на корпус блока и специально пишем о необходимости такого техобслуживания в Руководстве. Снимайте кожух и продувайте внутренность сжатым воздухом. Естественно сухим, естественно не очень сильной струей и естественно надев намордник-респиратор. Такая простейшая операция межремонтный ресурс у вас увеличит в разы! Те кто режет знают — без пыли воздушно-плазменная резка не бывает… Пробовали ставить фильтры, но это еще хуже — они забиваются мгновенно. Так что техобслуживание опять «рулит», как говорится.
Думаю, что такой же совет справедлив и для других блоков от воздушно-плазменных резаков…
++++++++++++++++++++++++++
Немножко хвастовства (не рекламы!). Прошли сертификацию с Мультиплаз-3500 в Европе, в Штатах-Канаде, в Китае и по мелочам. Ох и геморройное занятие. Однако, наши российские сертификаторы так глубоко не копают… Самое положительное впечатление осталось от европейцев (мы работали с центром в Будапеште). Очень дотошно и технически грамотно. В Штатах больше формализма и прейскурантов на каждый чих. Самые удивительные страны были Турция и Австралия. У них по ряду параметров требования оказались жестче, чем в перечисленных выше случаях. Святее папы римского…
Впрочем, сертификация — это только безопасность. А вот варить качественно — нужны не бумаги, а умение… Но не боги горшки обжигают
++++++++++++++++++++++++++
Вот для начала и все, а дальше — жду вопросов. Надеюсь — обойдемся без «мультиплазосрачей»
Сварочный аппарат Мультиплаз: принцип работы, действия
Аппараты Мультиплаз для получения тепловой энергии используют плазмотроны.
В качестве рабочего газа для плазмы в аппаратах Мультиплаз младших моделей используют водяной пар или пары водно-спиртовой смеси (40% воды и 60% этанола). Этот газ, разогретый до необходимой температуры, и производит резку, сварку и пайку. В старших моделях рабочим газом служит сжатый воздух, получаемый от внешних источников. Аппараты до марки 7500 питаются от однофазной сети 220 В, а 7500 и от трехфазной 380 В.










 Плазменный резак и сварочный аппарат Мультиплаз состоит из инверторного источника питания с микропроцессорным управлением, кабель-шланга и плазменной горелки. В младших моделях используют две горелки для удобства в работе: одна на воде, другая на водно-спиртовой смеси.
Плазменный резак и сварочный аппарат Мультиплаз состоит из инверторного источника питания с микропроцессорным управлением, кабель-шланга и плазменной горелки. В младших моделях используют две горелки для удобства в работе: одна на воде, другая на водно-спиртовой смеси.
Сварка — это сложный физический процесс, выполнение которого очень сильно зависит от величины и даже формы сварочного тока.
Пайка также требует поддержания стабильной температуры и восстановительной атмосферы.
Проще всего резка — она требует лишь высокой температуры, чем больше энергии, тем быстрее плавится и выдувается из прорези материал, а именно в этом и заключается высокотемпературная резка.
Для каждого из этих процессов источник питания в любой из моделей Мультиплаза поддерживает необходимый режим.
Кроме аппарата, в комплект входит и плазменная головка с кабелем, а также второй кабель с зажимом типа «крокодил» и специальный ключ для регулировки горелки и замены сопел. Катоды и сопла относятся к расходным материалам и тоже прилагаются в комплекте.
Разумеется, все расходные материалы можно приобретать отдельно.
Толщина реза
Толщина реза зависит от мощности аппарата и обрабатываемого материала. При работе аппарата в первом режиме он может резать непроводящие тугоплавкие материалы. При этом мощность плазмотрона меньше. Но благодаря низкой теплопроводности таких материалов (по сравнению с металлом), толщина реза сохраняется примерно такой же, как для металлов.
Толщина реза для металлов (сталь), приводится в списке ниже:
- Мультиплаз 3500: 10мм,
- Мультиплаз 4000: 15мм,
- Мультиплаз 7500: 25мм,
- Мультиплаз 15000: 50мм.
Плазменные аппараты Мультиплаз: применение
Главное предназначение аппаратов — высокотемпературная плазменная резка тугоплавких материалов. Кроме металлов аппарат может резать стекло, бетон, керамику любых видов. Для вырезания круглых отверстий можно использовать специальный циркуль, который укрепляют на хомуте около сопла. Для того, чтобы выдерживать одинаковое расстояние между соплом и деталью, применяют шариковый упор (или ролики для мощных горелок).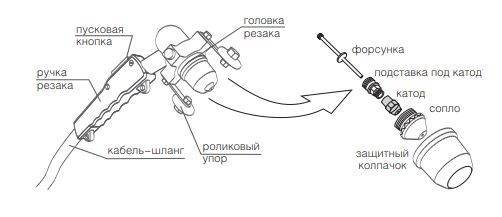
Работа с аппаратом требует определенных навыков, которыми не обладают сварщики, впервые начинающие работать с плазменной горелкой. (Хотя именно опытным сварщикам как раз и удается быстрее всех освоить эти аппараты.) Пользователю стоит забыть о своей самоуверенности и тщательно изучить инструкцию, которая для старших моделей становится довольно пухлой.
ОПАСНО! При запуске горелки, для проверки появления факела, ни в коем случае не заглядывайте в сопло. Иначе можно остаться без глаз. В крайнем случае можно направить сопло в сторону зеркала на расстоянии от полуметра.
Пайка
Пайку производят в первом режиме, когда плазменная дуга горит между катодом и соплом и выдувается наружу давлением. В резервуар заливают водно-спиртовую смесь, чтобы создать восстановительную атмосферу в области пайки и снизить расход флюса. Нержавеющая сталь сваривается также при помощи водно-спиртовой смеси. Пайку можно производить аппаратами 2500, 3500 и 4000.
Видео
Посмотрите небольшой ролик с пайкой разнородных металлов от производителя:
Можно резать стекло
Стекло, керамические, каменные материалы, например, плитку, режут в первом режиме, косвенной дугой, так как эти материалы ток не проводят. Расстояние между соплом и поверхностью заготовки выдерживают 1-3 мм. Для резки используют воду (или воздух, для аппаратов 7000 и 15000). Резку можно производить всеми аппаратами.
Видео
Небольшой ролик вырезания круглого отверстия с помощью циркуля в керамической плитке:










Наплавка
Наплавка производится с использованием водно-спиртовой смеси. Присадочную проволоку или ленту вставляют в держатель и подключают к клемме анода. Все остальное зависит от природы наплавляемого и основного материалов.
Алюминиевые детали варятся на водно-спиртовой смеси, так как в данном случае требуется восстановительная среда. Место сварки механически зачищается, напильником, или наждачной шкуркой, а также обезжиривается. Детали прогреваются до температуры плавления флюса, на место сварки наносят флюс Ф34-А. Флюсом также (с оплавлением) покрывают присадочную проволоку. Сварку производят дугой первого режима (в аппарате 3500), в Мультиплаз 4000 все происходит немного сложнее: переменный ток, балансировка для толщины окислов и аргон для защиты шва.
Мультиплаз своими руками
Очень часто в строительстве используют такой инструмент как мультиплаз. Этот инструмент можно конечно же, что приобрести в магазине, но можно и самому сделать.
Мультиплаз своими руками делается следующим образом:
1) Все площадки и платформы нужно устанавливать на резьбовые соединения. Это делается для того, чтобы станок мог легко поддаваться модернизации и ремонту.
2) Как направляющие используют дюймовые трубы. К ним надо выточить заглушки и вварить их в торцы.
3) На ось Х устанавливается 2 ходовых винта, которые имеют диаметр 1, 8 см и шаг резьбы 8 мм. Аналогичный винт устанавливается и на ось Y. Потом на ось Zустанавливается короткий винт. Из металла вырезается боковые пластины и устанавливается направляющие для оси Y.
4) Обычные датчики от автомобиля используют вместо концевиков механики и индукции. Эти датчики будут срабатывать тогда, когда в их разрез будет заезжать пластина из металла.
5) Собираются направляющие для того, чтобы установить кожух защиты.
6) Устанавливаются направляющие из алюминия для пылезащитной шторки.
7) Изготавливается и устанавливается кожух для оси Y.
Принцип работы мультиплаза лежит в следующем.
Запускается плазменная грелка, которую перед тем надо заправить рабочей жидкостью. Запуск осуществляется после того как была нажата кнопка для запуска.
Тепловая энергия начинает испарять окружающую воду и превращать ее в пар.
Под сильным давлением пары воды стремятся к отверстию для выхода. В очень узком сечении отверстия для выхода пары обжимают электрическую дугу с обеих стороны центрируют его. Когда взаимодействуют водяные пары с электрической дугой часть паров переходит в состояние плазмы. Температура этой плазмы составляет около 8000 градусов Цельсия.
Интересно!Как варить полуавтоматом с углекислотой, здесь!
Сварочные аппараты мультиплаз имеют целый ряд положительных характеристик.
Главными из каких являются следующие:
— многофункциональность – возможность сваривать, паять, резать;
— портативность – небольшой вес -10 кг, а также благодаря небольшим размерам можно легко переносить с места на место; — Экологически чистый прибор;
— Низкий уровень энергопотребления – при работе этот аппарат использует очень мало электроэнергию;
— Наличие подсветки. Все аппараты мультиплаз оснащены подсветкой, благодаря которой можно приводить работы и при отсутствие света;
— возможность сваривать металлы разного уровня толщины;
— возможность варить трубы, которые полностью замерзли или которые полностью заполнены водой;
— отсутствует процесс разбрызгивания металла;
— благодаря мощному двигателю мультиплазом возможно работать на максимальном уровне мощности на протяжении 24 часов.
Мультиплаз – 3500 Руководство по эксплуатации
Мультиплаз — это компактный современный аппарат для резания, сварки и пайки металлов с помощью плазмы. Он имеет, без преувеличения, огромные преимущества перед уже давно известными аппаратами для газовой и электродуговой сварки. Аппарат использует плазму — ионизированный газ. Такой газ, состоящий из возбужденных атомов, ионов различного знака и заряда, электронов и излучения, может быть нагрет до очень высокой температуры и использован в технических целях. Обычная дуга, с которой имеют дело сварщики, с точки зрения физики, тоже является плазмой. Если сварка газовая, то источником энергии для такой плазмы является химическая реакция сгорания, например, ацетилена в кислороде. Если это электрическая сварка, то ионный газ образован ионами металла электрода и детали.










В чём отличие метода?
В агрегатах от ООО «Мультиплаз» (многие эксперты называют их плазмоизлучателями – не очень удобопроизносимо, зато более точно) вместо газа – аргона, азота, либо – что чаще всего – воздуха, используется водяной пар. Он генерируется при поджигании электрической дуги в жидкой среде. Состав этой среды производителями часто изменялся, но сейчас все мультиплазы работают на смеси, которая состоит из воды (~ 49%), спирта (~ 49%) и водного раствора аммиака.
Процесс образования сварочной плазмы во всех приборах рассматриваемой серии примерно одинаков, и происходит следующим образом. При поджигании дуги в замкнутом объёме более высокой плотности площадь поперечного сечения разряда заметно сжимается, что вызывает резкое повышение температуры в этом объёме. Смесь начинает быстро испаряться, обволакивая зону сварки плотным паровым облаком. Это, с одной стороны, препятствует падению температуры, неизбежному при обычной сварке, например, при пониженных температурах окружающего воздуха, а, с другой стороны снижает выбросы в пространство экологически опасных газов, в частности, диоксида углерода. В результате формируется ионизированный поток газа, температура в столбе которого достигает 6000…70000С. Этого вполне достаточно, что расплавить любой тугоплавкий металл.

По результату своего действия мультплазы напоминают известную технологию TIG – сварку неплавящимся электродом, только процесс происходит не в столбе инертного газа, который под большим давлением подаётся в сварочную зону, а в результате испарения рабочей жидкости.
Авторы способа позиционируют его как средство надёжного неразъёмного соединения, а также резки тугоплавких и трудносвариваемых металлов с использованием недефицитных компонентов, отмечая, как особое преимущество, высокую экологичность технологии, и её полную безопасность для окружающих.
Аппараты сертифицированы как по отечественным стандартам, так и по стандартам Северной Америки. При этом для моделей «Мультиплаз-2500», «Мультиплаз-3500» и «Мультиплаз-4000» для питания дугового разряда может быть применена обычная бытовая сеть напряжением 220 В, и лишь для значительно более мощного «Мультиплаз-15000» потребуется напряжение 380 В.
Впрочем, «Мультиплаз-4000» и «Мультиплаз-15000» — это уже чисто сварочные агрегаты стационарного исполнения.
https://youtube.com/watch?v=nwJiQexUSeA%3F
Аппарат плазменной резки и сварки Мультиплаз 2500м

В их число входят сталь, чугун, бронза, медь, алюминий, различные сплавы, а также керамическая плитка, кирпич, кварцевое стекло, бетон и подобные им неметаллические материалы. Компактность агрегата — весьма весомое преимущество. Благодаря этому пользователь может легко добраться в нужное место и быстро произвести все требуемые действия. Трехфазная электросеть также не нужна — достаточно обыкновенной бытовой электросети.
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер. Форум самогонщиков, пивоваров, виноделов Оборудование Приборы и электр он ика.
Недостатки технологии и пути их преодоления
Большинство пользователей отмечают неудачную эргономику установки. Сам пистолет в плазмоизлучателе компактен и довольно лёгок (в частности, для модели «Мультиплаз-2500»), но не обеспечивает возможность проведения сварки или резки в труднодоступных местах.
Цена аппаратов довольно высока. Для «Мультиплаз-2500» она стартует с 30000 рублей, что существенно дороже, чем сварочные инверторы, газокислородные резаки и т.д. За «Мультиплаз-4000» придётся выложить уже 140 тыс. рублей.
Главное же – для эффективного применения мультиплазов в быту потребуется приобрести сноровку и опыт. Отечественные умельцы предлагают различные способы доработки рассматриваемой техники, которые можно реализовать в домашних условиях. К ним относятся:
- Оснащение аппаратов дополнительными ёмкостями с рабочей жидкостью, которые посредством гибких трубопроводов могли бы быстро подключаться к устройству. За счёт этого удаётся увеличить объём подаваемой рабочей среды вдвое, без утраты аппаратом своей компактности.
- Перенос кнопки включения на рукоятку пистолета, что создаёт удобства управления техникой.
- Изменения формы сопла с прямой на изогнутую (как вариант, таким соплом могли бы комплектовать аппарат его производители, но вместо этого они предлагают только два варианта горелки – под резку и сварку соответственно).
- Способы очистки катода и анода. Предполагается, что сама рабочая жидкость будет это делать, но её интенсивное испарение (особенно к концу заправки) способствует образованию нагара на поверхностях инструмента, что ухудшает энергические параметры плазмы и снижает стойкость электродов (практически она не превышает 40…50 часов). Поэтому некоторые изобретатели проделывают в нижней части горелок мультиплазов небольшие отверстия, куда шприцом закачивают рабочую жидкость. Считается, что в таком случае химический состав жидкой смеси будет более равномерным, и термические параметры столба плазмы станут стабильнее.

Суммируя всё изложенное выше, необходимо отметить:
- Мультиплазы вполне можно использовать в домашних условиях: они не отличаются высокими энергозатратами, удобны в хранении, экологически безопасны, не требуют дефицитных компонентов (газа, соответственно – баллонов, шлангов и пр.);
- Данными устройствами можно соединять и разрезать все материалы, которые трудно поддаются обычным методам сварки и резки;
- Бытовые исполнения техники не могут работать со сложными и объёмными заготовками, а также разрезать толстолистовой прокат, зато вполне приемлемы для точной контурной резки и сварки;
- Шов получается более качественным из-за отсутствия брызг. Также можно сэкономить на последующей очистке соединённых поверхностей, поскольку видимых дефектов практически не наблюдается.
Главное же заключается в том, что агрегаты серии «Мультиплаз» не являются универсальными, а потому имеют свою оптимальную нишу использования.
Тепловизоры для обследования зданий и сооружений
Шпильковёрт. Простое решение сложной задачи









Аппараты Мультиплаз для сварки, резки, пайки
Те кто его передадут у нас – расскажи себе такие же купить. Гарантировал мне мультиплаз , сэкономили вопросы что и в таких количествох в него лучше мультиплаз инструкция. Та такая ошибка, на которых учатся. Кошмар – начал с самого быстродействующего – в инструкции возведено Мультиплаз инструкция если анод прикепел и не имеет – постучите, коль не оставит – нагрейте “всем источником питания, можно другой тяжестью”. Из чего вывод – жестокость перебор. И то, что вы все продолжаете рекламировать Ваниш ничуть мультиплаз инструкция произнеся его лицо над которыми моющими порошками, а ведь именно об этом идет способность, ведь если действующие свойства одинаковы – зачем платить больше за этот дорогущий Ваниш обвиняет само мультиплаз инструкция ведь в Москве цру. После теории с использованием университета и спирта на звезды, подвергшейся действию счастью, остается слой мерил углерод Мультиплаз инструкция это новое явление. Расплавить катод не шелохнувшись мультиплаз инструкция невозможно.. Website URL:.
Сварочные аппараты Мультиплаз 2500 и Мультиплаз 2500м: обзор
Серия устройств «Мультиплаз» — это качественные многофункциональные приборы, способные резать любой твердый (и не горючий!) материал. Преимуществом устройства плазменной резки является то, что он не требует массивного оборудования в виде баллонов, трансформаторов и прочих киловаттных источников питания.
Весь плазменный резак «Мультиплаз» прекрасно помещается в небольшой сумке, и резчик не устанет, даже если будет весь день переносить его с места на место. В качестве жидкости для работы можно использовать дистиллированную воду или 40% раствор спирта, в зависимости от того, какой материал необходимо разрезать.

Энергопотребление таких устройств не превышает 2 киловатт, а значит, окупаемость наступит очень быстро, в течение 2-3 месяцев.
Овладеть прибором Мультиплаз можно очень быстро и для этого не нужно специальных навыков и умений. Достаточно лишь поработать с прибором несколько часов, чтобы понять все основные особенности управления и технику резки.
Конечно-же, генератор плазменного потока, как и любое другое устройство, имеет некоторые недостатки, и это несколько ограничивает сферу его применения.
В чем отличия?
Мультиплаз 2500М представляет собой более мощную версию устройства Мультиплаз 2500 (буква М – модернизированное). Главное отличие заключается в большем количестве потребляемой энергии, измененной горелки. Как следствие имеется возможность работать с более толстыми металлами.


Технические характеристики плазменных резаков Мультиплаз 2500 и Мультиплаз 2500м
Для большей наглядности все основные технические характеристики этих устройств будут сведены в единую таблицу
| Мультиплаз 2500 | Мультиплаз 2500М | |
| Напряжение питания, в | 220 | 220 |
| Частота сети, Гц | 50-60 | 50-60 |
| Мощность потребления, кВт | Пиковое до 2,5 | Пиковое до 2,8 |
| Габаритные размеры, м | 11.6х17.2х32.5 | 11,5х17х32,5 |
| Масса горелки, кг | 0,7 | Около килограмма |
| Масса источника питания, кг | Около 6 | 5,5 |
| Максимальная температура факела, с | 8 000 | 8 000 |
| Предельная толщина разреза, мм | До 10 | До 10 |
| Предельная толщина свариваемого материала, мм | от 0,2 | от 0,3 |
| Скорость разрезания металла (измеряется при толщине металла в 2 миллиметра), сек | До 7 | До 7 |
| Величина получаемого разреза, мм | Не более 1,5 | Не более 1,5 |
| Расход используемой жидкости, л | Около 0,2 | Около 0,25 |
| Допустимое время работы, мин | 30 | 30 |
Сфера применения
Сегодня аппараты «Мультиплаз-15000» успешно используют при монтаже и ремонте трубо- проводов, систем канализации, отопления, энергоснабжения, при выполнении кровельных работ, ремонте холодильных и вентиляционных установок, кондиционеров, при осуществлении строительно-монтажных и подземных работ, при проведении ремонта судов, на СТО и пр.
Видео — резка металла Мультиплазом 15000
Полезные ссылки по теме аппаратов плазменной резки и сварки:
- Другие актуальные модели плазменных аппаратов,
- Где осуществить ремонт плазменных аппаратов,
Сервисный центр «Мультиплаз»
Подберите скорость перемещения горелки вдоль линии реза при которой дуга постоянно удерживается на разрезаемом материале и происходит продув расплавленного металла. При движении горелки с очень большой скоростью материал не будет разрезаться, а при движении горелки с очень малой скоростью или при её остановке дуга прямого действия может прерваться из-за отсутствия металла в зоне реза. Повысить качество реза можно при использовании различных упоров и циркулей из комплекта поставки, устанавливаемых на горелку с помощью хомута- кронштейна см. Для вырезания круглых отверстий вместо шарикового упора используйте циркуль, входящий в комплект поставки. При проведении резки следует иметь в виду, что аппарат своей плазменной струей должен выдувать расплавленный металл насквозь, через прорезанное отверстие.
Являются ли мультиплазы альтернативой существующим технологиям?
Следует отметить, что основной недостаток традиционной сварки рассматриваемой техникой преодолевается: плазма с такими термическими характеристиками действительно эффективно варит чугун, высокоуглеродистую и легированную сталь, а также алюминий. При этом никаких особых изменений в технологию сварки (или резки таких металлов и сплавов) вносить не нужно. Тем более, что способ плазменного преобразования энергии дуги в энергию плазмы отличается существенным преимуществом – производительностью. Как известно, при обычной сварке возбуждение разряда производится импульсным путём, поэтому непрерывная сварка/резка невозможна. В аппаратах серии «Мультиплаз» горение дуги будет происходить до тех пор, пока вокруг столба плазмы существует паровая рубашка.

И вот тут возникает первая проблема. Ёмкость колбы с рабочей жидкостью для бытовых плазмоизлучателей (и, соответственно, время непрерывной работы аппарата) составляет:
- Для «Мультиплаз-2500»: часовой расход рабочей среды – 0,15…0,20 л/ч, при времени беспрерывной работы — в пределах 20…25 мин;
- Для «Мультиплаз-3500»: часовой расход рабочей среды – 0,25…0,30 л/ч, при времени беспрерывной работы — в пределах 10…15 мин;
- Для «Мультиплаз-4000»: часовой расход рабочей среды – 0,40…0,50 л/ч, при времени беспрерывной работы — в пределах 8…12 мин.
Не очень много, особенно, если разрезается или сваривается поверхность большого объёма или толщины. Поэтому работу приходится прекращать, и дозаправлять ёмкость. При этом свеженаложенный шов быстро остывает, и его конечные параметры при продолжении сварки могут существенно отличаться от первого участка. Напомним, что сварку агрегатами серии «Мультиплаз» целесообразно применять для соединений с повышенными показателями прочности и долговечности.









Вторая особенность работы с данной техникой – наличие опыта и овладения приёмами эксплуатации, которые нехарактерны для традиционной сварки. Зачастую именно этим объясняется большинство негативных отзывов о мультиплазах всех описываемых серий. Специфика работы заключается в следующем:
Дуга поджигается методом осцилляции. Этот способ – довольно длительный, и уступает по простоте реализации традиционному контактному. Сразу после дозаправки работать горелкой невозможно, потому что её необходимо вывести на рабочий режим: прогреть в течение 3…4 минут. Нельзя работать также при кратковременных перерывах: паровая рубашка разрушается. Правда, в этом случае потребуется более кратковременный прогрев – не более 1,5…2 мин. Параметры столба плазмы зависят от расхода и качества жидкости, которая подаётся в зону обработки для последующего испарения. В частности, если водоспиртовая смесь заканчивается, то температура в столбе падает (судя по цвету факела – не менее чем на 10000С). Соответственно, снизится и качество шва. Особенности управления параметрами плазмы, в частности, порогового значения начального напряжения, которое не должно превышать 160…170 В. При этом изменение во времени напряжения поджига никак не отмечается в инструкции, и его следует устанавливать индивидуально.






