
Электрооборудование и электрическая схема сверлильного станка 2Б118

Электрическая схема сверлильного станка 2Б118

Электрооборудование станка состоит из следующих узлов:
- Электродвигателя вращения и рабочей подачи 1,7 кВт;
- Электронасоса охлаждения производительностью 22 л/мин 0,125 кВт;
- Пусковой аппаратуры, состоящей из 2-х пакетных выключателей и 2-х магнитных пускателей;
- Командной аппаратуры, состоящей из двух микропереключателей;
- Защитной аппаратуры, состоящей из плавких предохраните лей и теплового реле;
- Аппаратуры местного освещения, состоящей из понижающего трансформатора, однополюсного выключателя, кронштейна и лампы 36 В.
Вся пусковая и защитная аппаратура смонтирована в нише колонны на крышке. Проводка выполнена в металлорукавах, частично идущих внутри колонны.
Командоаппараты расположены с левой стороны кронштейна и управляются от рукоятки.
Аппараты ручного управления имеют выведенные наружу изолированные ручки или штифты.
Описание работы электросхемы
- 1. Поворотом выключателя „сеть» в положение „включено» подается напряжение на пусковую и защитную аппаратуру. Если необходимо охлаждение, то выключатель „охлаждение» ставится в положение „Включено»
- 2. Поворотом рукоятки в положение „Вправо» включается пускатель ПВ, катушка которого получает питание по цепи Л22—1-3-7-8—Л сначала через 1 МП, а затем через блок-контакты ЛБЛ20—1. Механическая часть электроуправления работает следующим образом: (см. рис. 7) вместе с рукояткой (1) поворачивается переключатель (2), который через шарик ведет сектор (3). Верхний шарик попадает в цековку сектора, освобождая пружину (4) и микропереключатель 2 МП. При дальнейшем повороте переключателя (2) и его скос нажимает на нижний шарик, отжимающий пружину (5). В результате этого замыкаются контакты 1 МП, происходит включение пускателя ПВ. При отпускании рукоятки переключатель (2) под действием фиксатора несколько отходит назад, освобождая 1 МП, но пускатель ПВ будет питаться через контакты ПВ.
- 3. Для останова рукоятка переводится в положение „Стоп». При этом переключатель через шарик ведет за собой сектор (3) верхний шарик выходит из цековки и через пружину (4) нажимает на 2 МП, контакты которого 1-3 размыкаются, отключая ПВ. Поворот сектора ограничен стопорным винтом (6).
- 4. Для включения левого вращения рукоятка переводится в положение „Влево». Сектор (3) повернут против часовой стрелки до упора в стопор (6), микропереключатель 2 МП нажат. Воздействие скоса переключателя через пружину и шарик на 1 МП вызывает включение ЛВ по цепи Л22—1-2-6-8—Л12В по цепи Л.
- 5. Стоп из этого положения получается за счет того, что при обратном движении рукоятки переключатель (2) через шарик ведет сектор (3),который поворачивается по часовой стрелке до упора в стопор (6). В этот момент верхний шарик попадает в цековку сектора (6). Вследствие этого пружина перестает воздействовать на 2 МП, контакты которого 1-2 размыкаются, вызывая отключение пускателя ЛВ.
- 6. Таким образом включение пускателей осуществляется микропереключателем 1 МП при пережиме рукоятки в любое крайнее положение с последующим освобождением 1 МП за счет фиксатора. Этим самым осуществляется нулевая защита. Отключение пускателей осуществляется за счет 2 МП, который срабатывает при движении рукоятки в положение „Стоп». Следует отметить, что срабатывание 2 МП происходит вначале движения рукоятки и заканчивается при повороте рукоятки из крайних положений через 8—10 градусов. При общем повороте рукоятки на 60 градусов остальные 50 градусов соответствуют положению „Стоп», что обеспечивает большую надежность отключения, вращения.
- 7. Местное освещение, питаемое с напряжением 36 в. имеет свой выключатель, установленный на крышке шкафа.
- 8. Защита. Схемой предусмотрена защита от коротких замыканий,: от перегрузки и нулевая защита.
- 9. Станок должен быть заземлен, согласно существующим правилам и нормам. Колонна станка имеет для этого специальный болт с двумя шайбами.
- 10. Уход за электрооборудованием — согласно типовым инструкциям в зависимости от окружающей среды.
Кинематическая схема и конструкция оборудования
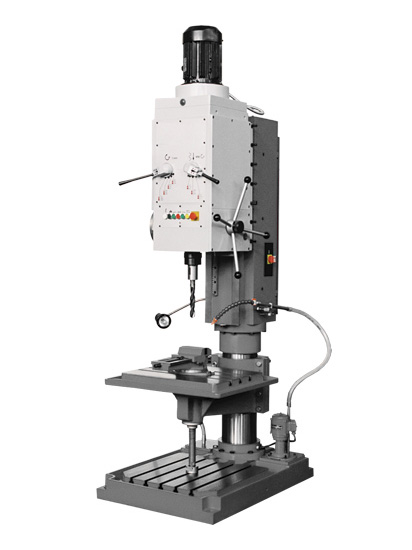
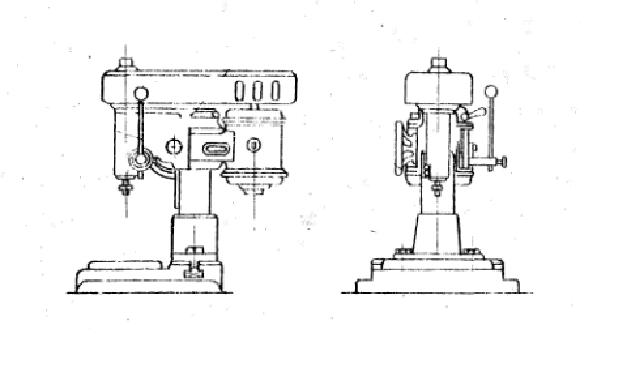
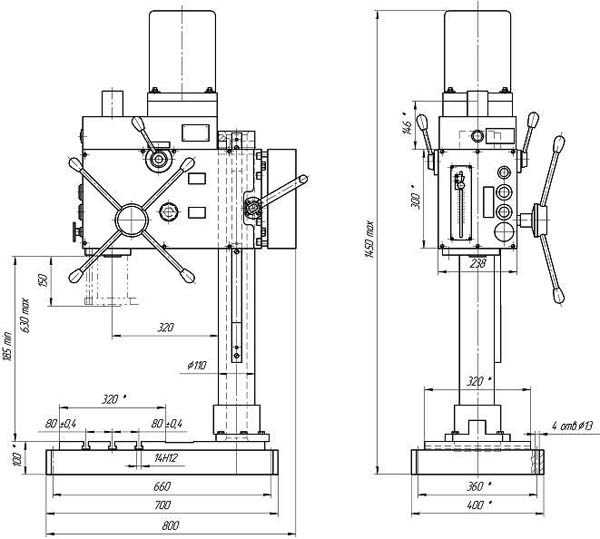
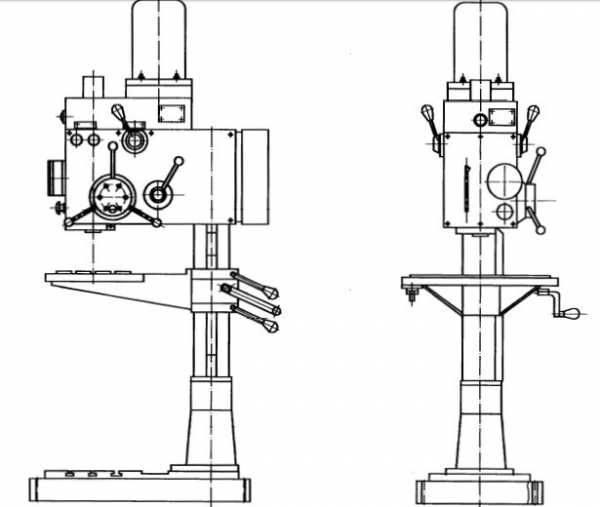
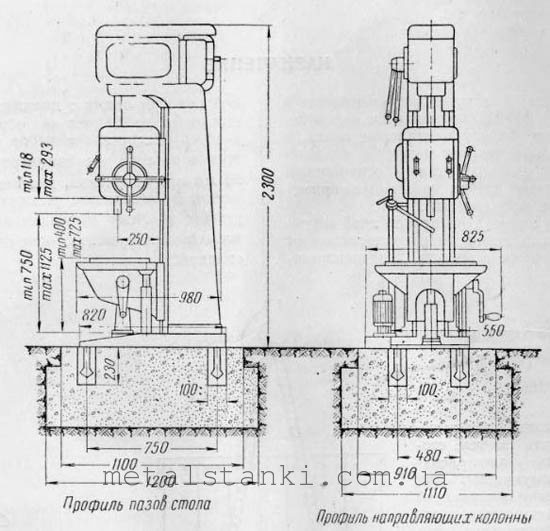
Несущим элементом вертикально-сверлильного станка данной модели, оснащенного одношпиндельной головкой, служит массивная колонна коробчатой формы, установленная на плиту-основание. В верхней части колонны смонтирована передняя бабка устройства, которая может перемещаться по ее направляющим. На передней бабке находится главный электродвигатель вертикально-сверлильного станка, а на ее нижней части – шпиндельный узел с рабочей головкой, в которой фиксируется режущий инструмент.

Шпиндельная головка станка – вид спереди
Во внутренней части шпиндельной бабки располагается коробка скоростей, отвечающая за регулировку частоты вращения сверлильной головки, а также обеспечивающая перемещение последней в вертикальном направлении коробка подач. За подъем и опускание рабочей головки станка отвечает реечный механизм, имеющийся в кинематической схеме передней бабки, а органом, при помощи которого этот механизм задействуется, является специальный штурвал.
Деталь перед началом обработки закрепляется на поверхности рабочего стола, который также имеет возможность перемещения по направляющим колонны. Высоту его расположения, которую выбирают в зависимости от габаритов обрабатываемой детали, изменяют при помощи вращающейся рукоятки, расположенной на передней стороне узла.

Регулируемый по высоте рабочий стол станка
Элементы, входящие в кинематическую схему рассматриваемого вертикально-сверлильного станка, функционируют следующим образом.
- Коробка скоростей за счет наличия в ее конструкции нескольких валов и ряда зубчатых передач позволяет регулировать скорость вращения сверлильной головки по 9 ступеням. Выходной вал коробки скоростей, который соединяется со шпиндельным узлом станка при помощи шлицевого соединения, выполнен в форме полой гильзы. При помощи реверсирования приводного электродвигателя можно изменять направление вращения рабочей головки оборудования, что необходимо в том случае, если в обрабатываемой детали нарезается внутренняя резьба.
- Подача шпинделя в вертикальном направлении, как уже говорилось выше, осуществляется за счет рейки, смонтированной в пиноли оборудования, и входящего с ней в зацепление зубчатого колеса, установленного в шпиндельной бабке. Коробка подач станка, в которой есть несколько зубчатых передач, позволяет регулировать вертикальное перемещение шпиндельного узла по 6 ступеням.
- И коробка скоростей, и коробка подач установлены в шпиндельной бабке вертикально-сверлильного станка, которая также может вертикально перемещаться по направляющим колонны. За это перемещение, осуществляемое за счет реечного и червячного соединения, отвечает соответствующая рукоятка.
- Вертикальное перемещение рабочего стола, запускаемое вращением соответствующей рукоятки, обеспечивают коническая и винтовая пары, которыми оснащена кинематическая схема данного конструктивного элемента станка.

Схема кинематическая вертикально-сверлильного станка 2Н118
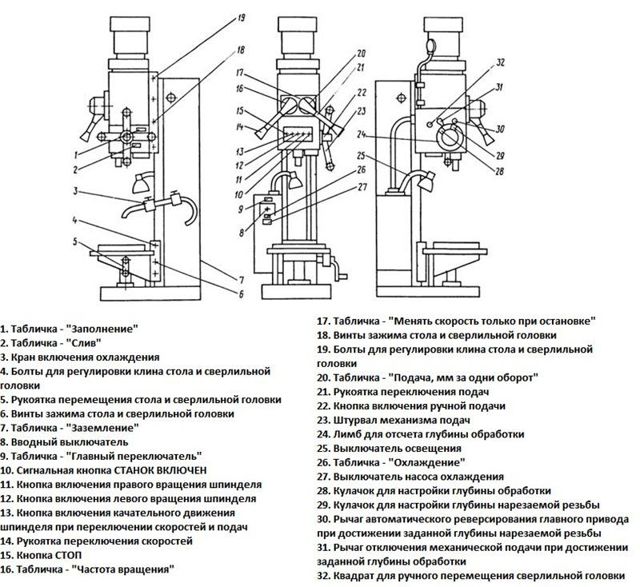
К элементам, посредством которых осуществляется управление работой вертикально-сверлильного станка данной модели, относятся:
- вводный выключатель автоматического типа;
- выключатель освещения рабочей зоны;
- выключатель для запуска и остановки насоса, подающего охлаждающую жидкость;
- рукоятка, отвечающая за управление механизмом подач;
- кнопка, посредством которой включается механизм подачи;
- рукоятка, обеспечивающая выбор параметров подач;
- кнопочная станция, на которой смонтированы кнопки «Влево», «Вправо», «Стоп»;
- рукоятка, отвечающая за выбор требуемой скорости вращения сверлильной головки;
- рукоятка, обеспечивающая зажим сверлильной головки;
- болты, при помощи которых регулируется клин сверлильной головки;
- болты, предназначенные для регулировки клина рабочего стола;
- рукоятка, при помощи которой выполняют зажим рабочего стола;
- рукоятка, отвечающая за подъем рабочего стола по направляющим колонны;
- квадратный концевик валика, посредством которого приводится в действие механизм подъема сверлильной головки;
- кулачки, при помощи которых выполняется настройка циклов работы оборудования;
- отверстие (3/4 дюйма), в котором располагаются электрические контакты для подключения оборудования к питающей сети.

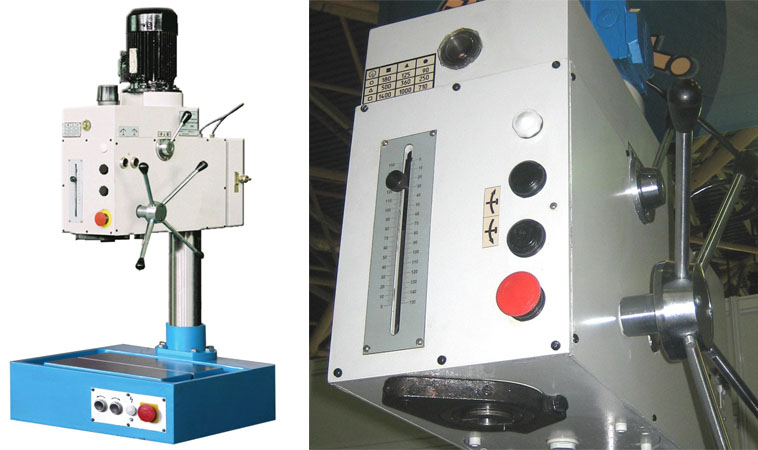
Специфика узлов и органов управления станка
Горизонтально-расточной станок 2А635, 2Б635 сегодня
Горизонтально-расточной станок 2А635, 2Б635 выпускал «Коломенский завод тяжёлых станков». На сегодняшний день этот завод производитель прекратил своё существование. Вместе с тем мы можем предложить вам аналоги этих станков производства Европы. Современные аналоги станка 2А635, 2Б635 значительно превосходят эту модель по возможностям, скорости и точности обработки заготовок.


Современные аналоги
В нашем каталоге представлены горизонтально-расточные станки TOS VARNSDORF производства Чехии. Обладая современной конструкцией, лучшими комплектующими, собственными разработками и уникальными know-how, горизонтально-расточные станки TOS VARNSDORF являются одним из лучших предложений на Европейском рынке. Около 95% продукции завода экспортируется во многие страны мира c развитой промышленностью. Это говорит о бескомпромиссном качестве и высочайшем уровне производимых станков.
Аналоги
Горизонтально-расточной станок TOS VARNSDORF WHN130
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл. 10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».




Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
1 Общие сведения
Любой станок в современной промышленности выполняет тот или иной тип работ. Одни агрегаты используются для нарезания заготовок, другие для их загибания или подготовки к дальнейшей обработке.
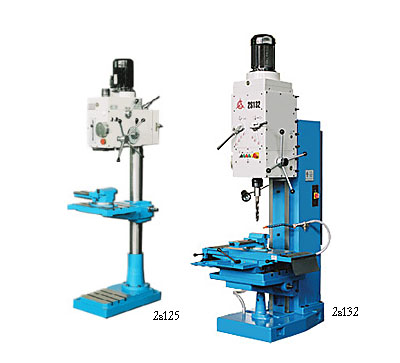
Если же мы имеем в виду модель станка 2Н125, то он в первую очередь предназначается для сверления металлических деталей. Однако сверление – это далеко не единственная возможная работа, которую на нем можно выполнять.
Если взглянуть на паспорт устройства и его технические характеристики, то можно понять, что разработчики не зря добавляют к его названию приставку «универсальный». Ведь использовать его можно для осуществления еще целого ряда работ.

Станок 2н125 очень удобен для обработки деталей с небольшими габаритами и массой
Так, образец 2Н125 может применяться для рассверливания и развертывания отверстий, зенкерования, нарезания резьбы разных диаметров и т.д.
При всем этом он имеет крайне простую конструкцию рабочего элемента, что состоит из единственного шпинделя. Хотя некоторые модификации уже оборудования поворотными насадками, что позволяют использовать одновременно несколько рабочих сверл, а также других необходимых инструментов.
Базовая модель способна работать со сверлами диаметром до 25 мм. Улучшенные образцы в этом плане мощнее, и их технические характеристики позволят пользовать сверлами диаметром 35 мм.
Что интересно, изобрели это устройство очень давно. Производить его начали еще на Одесском станкостроительном заводе. Однако во времена войны завод эвакуировали в город Стерлитамак, где и было налажено полное производство таких станков для обеспечения экономики страны.
Причем встречается этот агрегат до сих пор и в огромных количествах. При должном уходе он даже сейчас работает практически безотказно. А все потому что кинематическая схема его сборки и технические характеристики подобраны так, чтобы механизм мог работать в любых условиях, а в случае поломки быстро ремонтировался подручными средствами.
Как вы сами понимаете, такие технические характеристики привлекают производителей. Ведь достаточно взглянуть в паспорт изделия, чтобы понять, что оно мало чем уступает современным моделям станков.

Внешний вид станка 2н125 в производственном цеху
Да, оно намного тяжелее, не столь удобно в работе, но опытный рабочий на механизме такого типа сможет выполнять те же функции с одинаковой производительностью. А вот стоимость станка, если взглянуть в паспорт, на порядок отличается от стоимости современных моделей.
1.1 Основные разновидности
Паспорт станка 2Н125 не зря указывает, что он является универсальным агрегатом и предназначается для использования в разных ситуациях.
Об этом свидетельствует и кинематическая схема его сборки. И хотя изначально его поставляли в виде одношпиндельной модели, но длительный процесс эксплуатации позволил производителям выпустить несколько интересных модификаций.
На рынке сейчас представлены следующие разновидности станка 2Н125:
- 2Н125А;
- 2Н125С;
- 2Н125Н;
- 2Н125К;
- 2Н125Ф2.
Модели 2Н125А – это своеобразная попытка сделать устройство автоматизированным. Здесь схема настройки задается с помощью подкрутки шпинделя, головок и регулировки нескольких положений. После этого рабочему остается только запустить агрегат и наблюдать за процессом.

Вертикально сверлильный станок модели 2Н125 С
Модель 2Н125С – это многофункциональные станки, на которые предусматривается возможность установки шпинделя с несколькими гнездами. Причем шпиндель можно регулировать, закреплять в нужном положении и т.д.





Модель 2Н125Н имеют не только многошпиндельные головки, но и многофункциональные стволы с возможностью вращения.
Образец 2Н125К оборудован крестовым столом и возможность настраивать точные координаты сверления.
Ну а станки 2Н125Ф2 оборудованы механизмом ЧПУ, револьверной головкой шпинделя и крестовым столом, как в предыдущей версии. Они считаются самыми продвинутыми.
Не будем забывать и про модели 2Н135, которые тоже являются разновидностью рассматриваемого механизма. Последние две цифры в его маркировке – это максимальный диаметр сверления отверстий. Поэтому модель 2Н135 или сверлильный станок 2н125 отличается от базовой, только возможностью создавать отверстия диаметром до 35 мм.
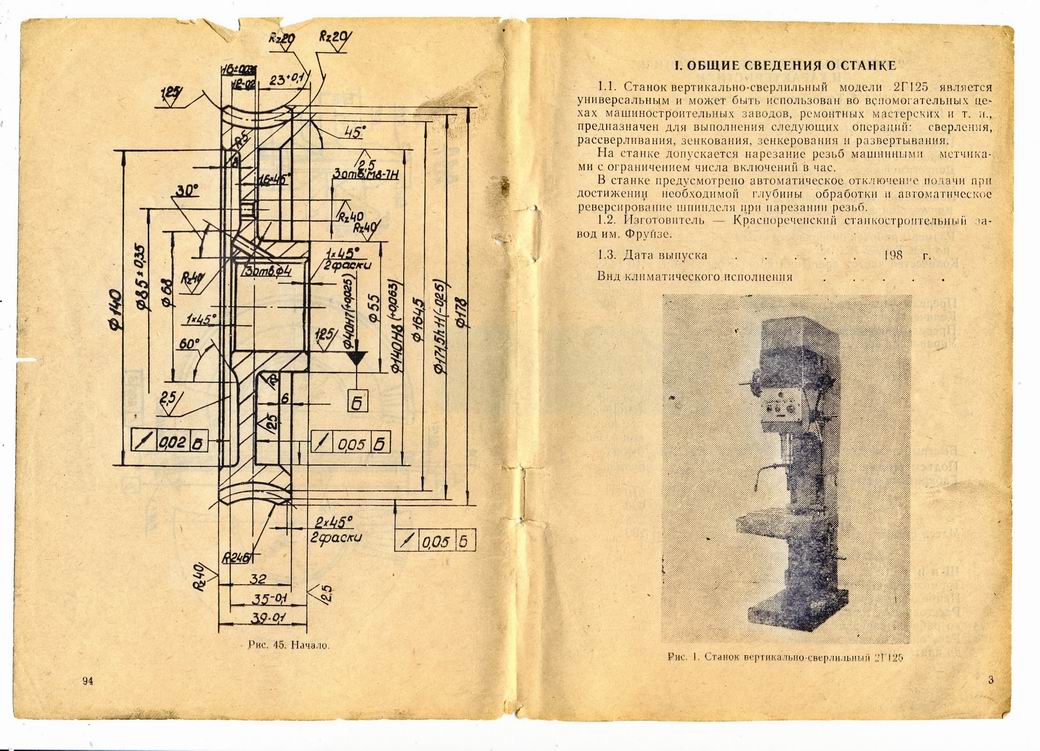
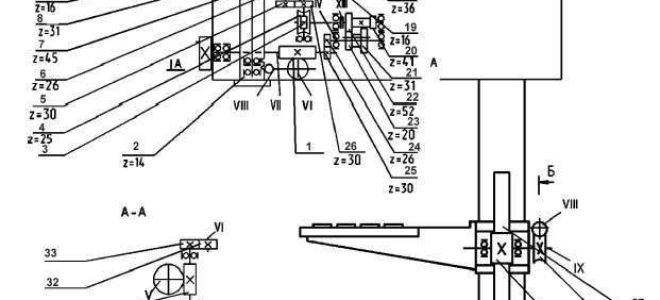
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания — вращение шпинделя с режущим инструментом
- Движение подачи — осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения — ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
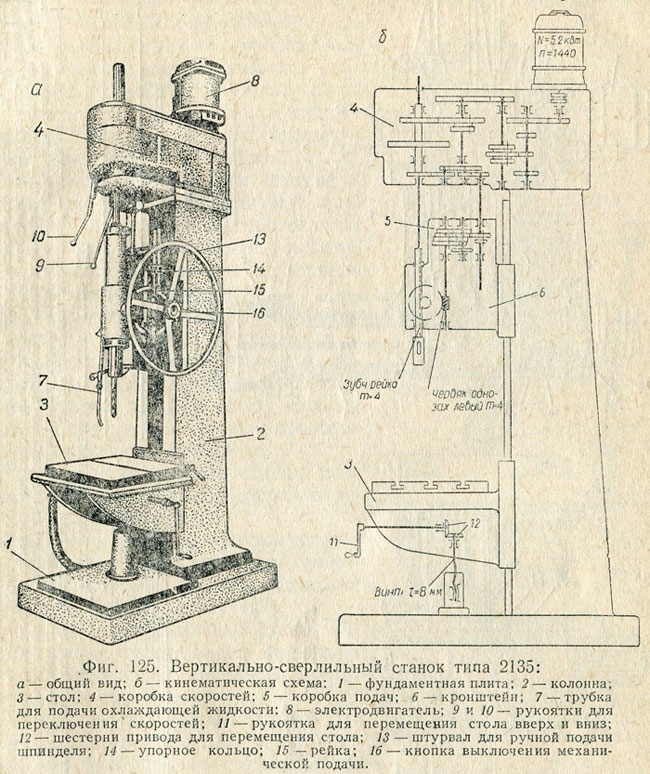
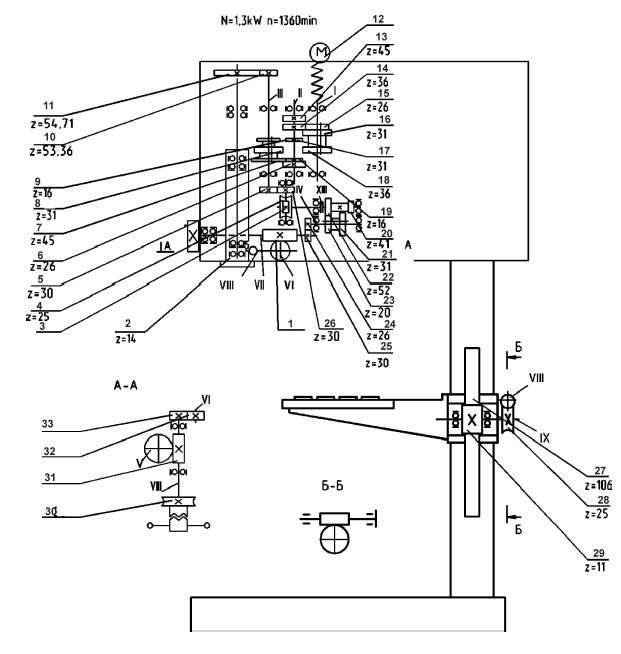
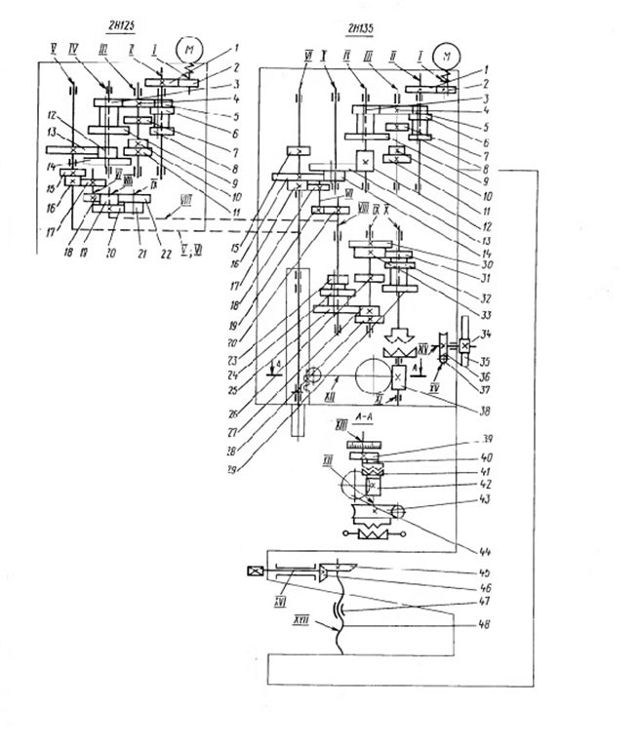
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.
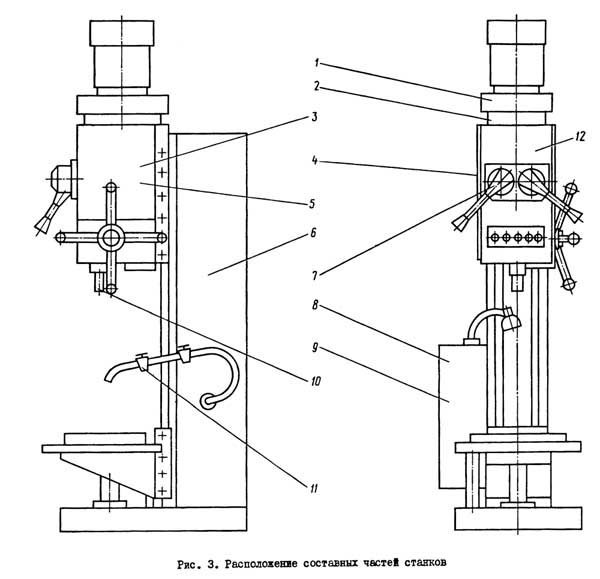
Сверлильная головка вертикально-сверлильного станка 2Н125Л
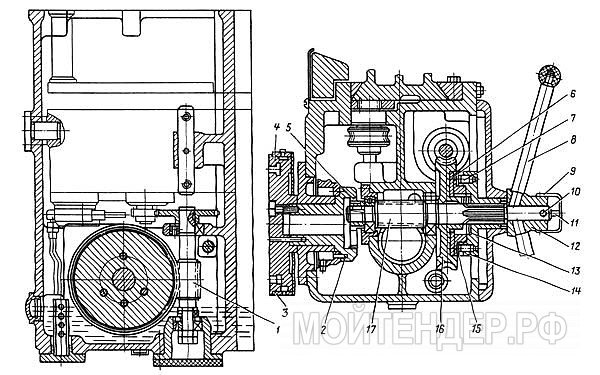
Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.


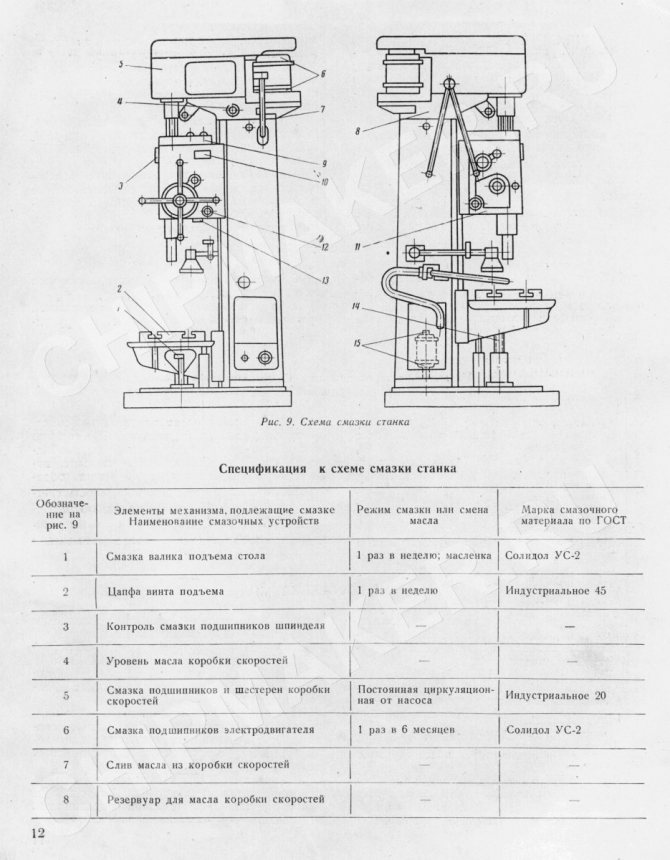


Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
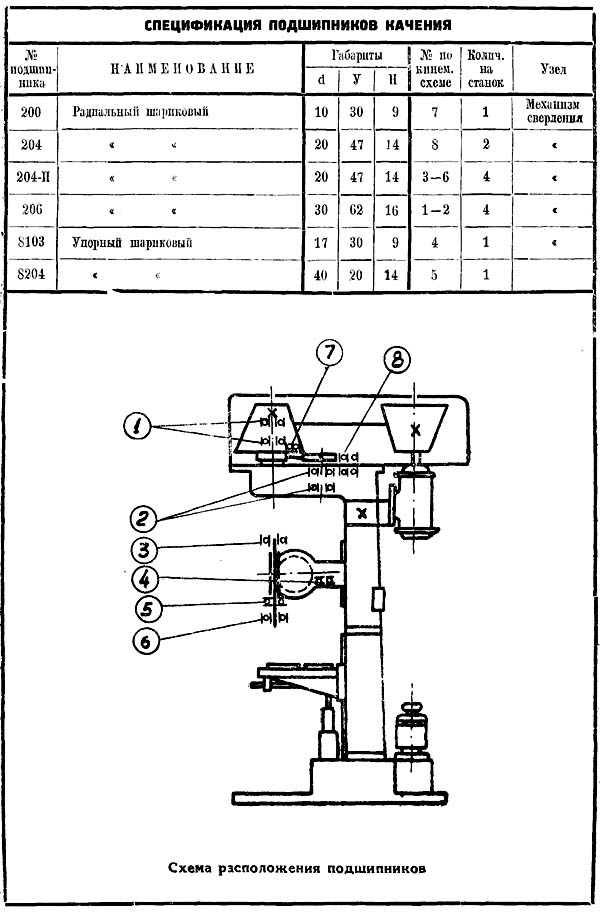
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Технические характеристики станка 2С132
| Наименование параметра | 2С132 | 2С132К | |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45 по ГОСТ 1050-88, мм | 32 | 32 | |
| Диаметр нарезания резьбы в стали 45 по ГОСТ 1050-88, мм | М3…М33 | М3…М33 | |
| Наибольшая высота заготовки, мм | 800 | 600 | |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | 600 | 250 | |
| Размеры рабочей поверхности подъемного стола, мм | 500 х 500 | 500 х 500 | |
| Наибольший ход подъемного стола (ось Z), мм | 300 | 300 | |
| Размеры рабочей поверхности крестового стола, мм | – | 320 х 630 | |
| Наибольший ход крестового стола (X, Y), мм | – | 500 х 250 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 500…750 | 500…750 | |
| Расстояние от оси шпинделя до направляющих стойки, мм | 300 | 300 | |
| Перемещение стола на один оборот рукоятки, мм | |||
| Шпиндель | |||
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 420 | 420 | |
| Наибольшее перемещение (ход) шпинделя, мм | 250 | 250 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | |||
| Частота вращения шпинделя, об/мин | 31,5…140045…200031.5…4000 | 31,5…140045…200031.5…4000 | |
| Количество скоростей шпинделя | 12 | 12 | |
| Наибольший допустимый крутящий момент, Нм | 400 | 400 | |
| Размер внутреннего конуса шпинделя по ГОСТ 25557-82 | Морзе 4 | Морзе 4 | |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 9 | |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1…1,6 | 0,1…1,6 | |
| Управление циклами работы | Ручное | Полуавт. | |
| Наибольшая допустимая сила подачи (осевое усилие на шпинделе)), Н | 1500 | 1500 | |
| Динамическое торможение шпинделя | Есть | Есть | |
| Привод | |||
| Количество электродвигателей на станке | 2 | 3 | |
| Электродвигатель привода главного движения, кВт | 4 | 4 | |
| Электродвигатель автоматического цикла шпинделя, кВт | – | 0,75 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, установленных на станке кВт | 4,12 | 4,87 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1050 х 850 х 3000 | 1050 х 1400 х 3000 | |
| Масса станка, кг | 1400 | 1750 |
Список литературы:
Станки вертикально-сверлильные 2С132ПФ2И, 2С132К, 2С132Ц, 2С132. Руководство по эксплуатации 2С132ПФ2И.00.000 РЭ, 1989 Станки вертикально-сверлильные 2С132ПФ2И, 2С132К, 2С132Ц, 2С132. Руководство по эксплуатации 2С132ПФ2И.00.000 РЭ4, 1989 Станки вертикально-сверлильные 2С132К, 2С132. Руководство по эксплуатации Часть 2. Электрооборудование 2С132К.00.000 РЭ1, 2С132.00.000 РЭ1, 1989
Тепинкичиев В.К. Металлорежущие станки, 1973








Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Связанные ссылки
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Оснастка станка
Выполнение перечисленных операций, требующих большого внимания от мастеров, используя сверлильный станок 2а125, обеспечивает взаимодействие следующих элементов оборудования:
- Станина – на ней смонтирована плита и стол.
- Механизм, обеспечивающий вертикальную подачу рабочего инструмента к детали.
- Коробки скоростей.
- Коробки подач.
- Системы охлаждения.
- Шпинделя для крепления инструмента.

И электрооборудование – в его состав входит электродвигатель, способный создавать крутящий момент на коробке скоростей через ременную передачу и механизм электрореверса.
Для допуска к работе с этим агрегатом специалист обязан пройти инструктаж, проверку на знание правил безопасности, а также регулярный медицинский осмотр. Оборудование не относится к особенным или специализированным, но функциональность агрегата повышенная, не каждый мастер сможет ним правильно управлять.
Работа на подобном агрегате требует качественного освещения, мастер обязан видеть резьбу, ее направление и четкость работы деталей конструкции. Вентиляция подходит как естественная, так и принудительная. Второй вариант обязателен в больших цехах.





