
Заточка ножей рубанка на станке и их регулировка
Ножи для электрорубанка являются расходным материалом.
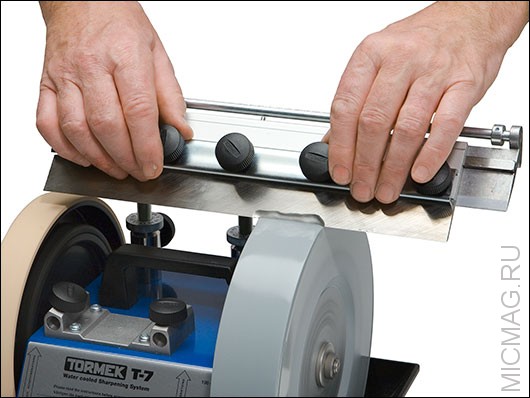
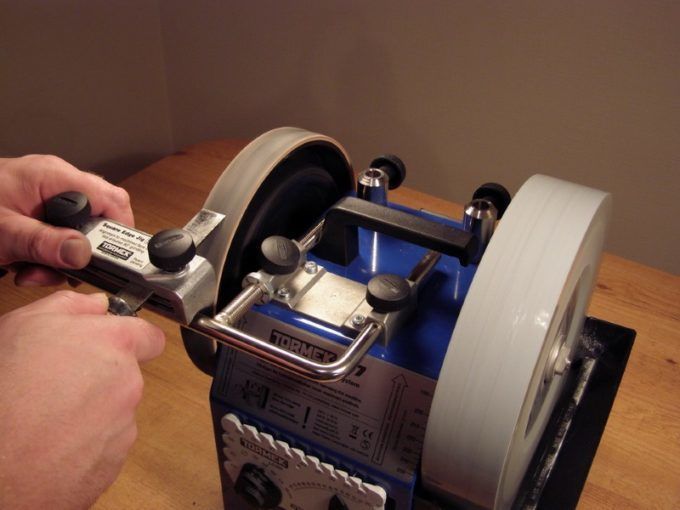
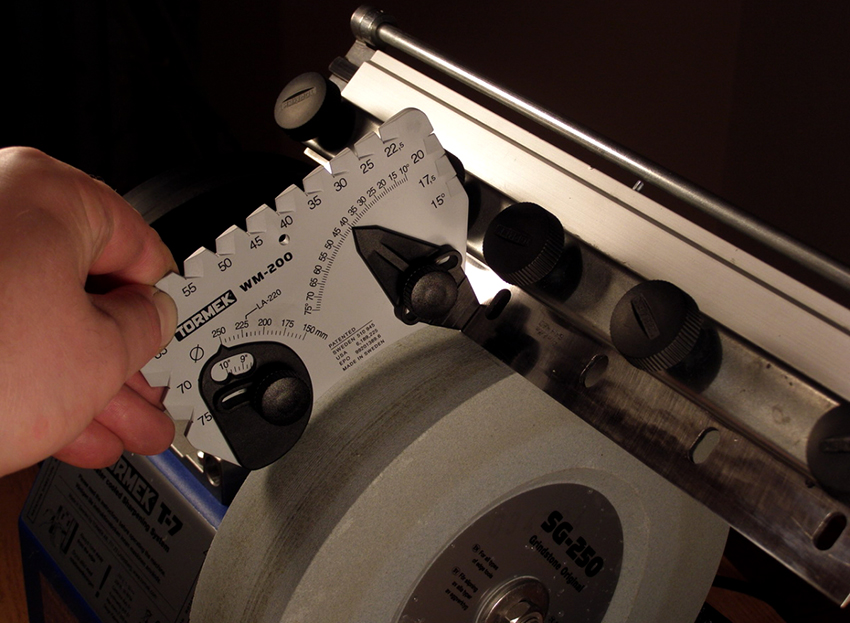
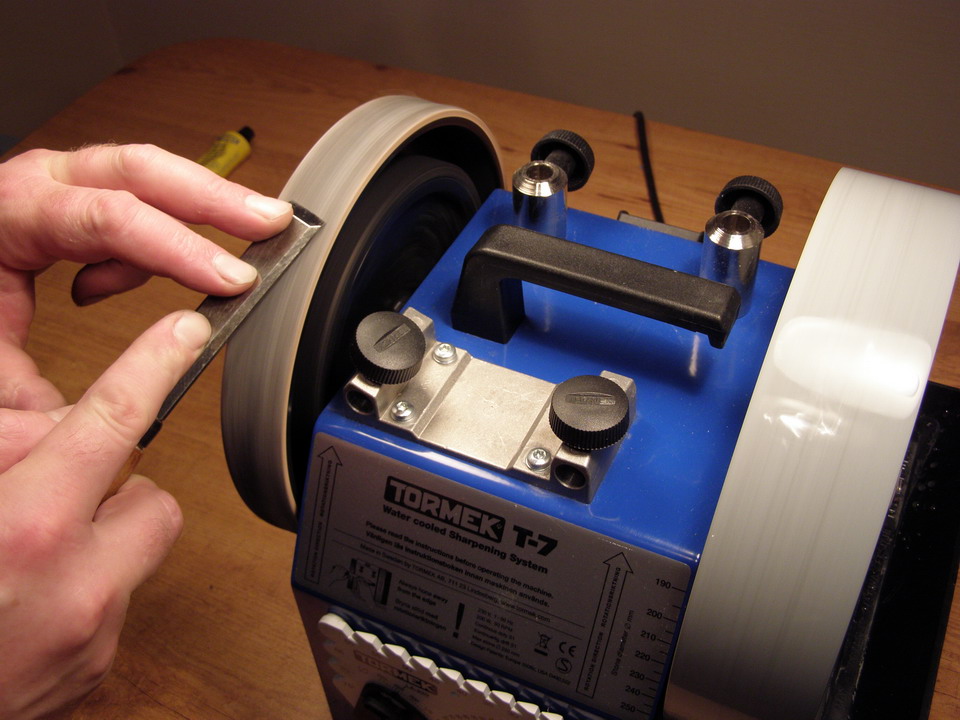
В большинстве случаев при заточке рубанка пользуются специальным станочком. Научиться правильно затачивать инструмент на нем довольно просто – достаточно лишь ознакомиться с инструкцией. К такому оборудованию относится станок Tormek (изображение 4). Он оснащен мощным двигателем, имеет низкие обороты, может затачивать инструмент на протяжении довольно большого промежутка времени. Высокая чистота и точность заточки обеспечивает водяное охлаждение кромки ножа.
Затачиваемые ножи зажимаются держателями, которые крепятся на опоре. При работе станка есть возможность регулировки прижима, ширины фаски, скорости вращения круга. На станке возможна заточка инструмента из любого металла. Сам процесс работы на станке очень прост, нужно лишь соблюдать некоторые правила техники безопасности.
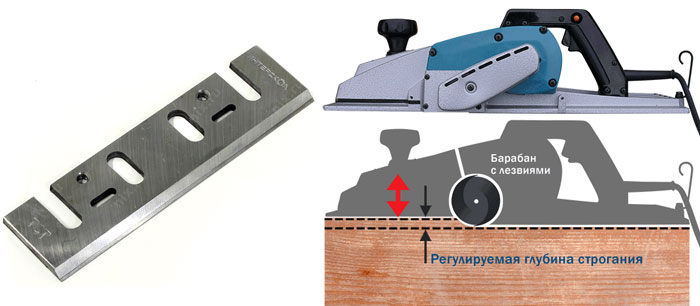
Распространенной разновидностью ручного рубанка является электрический его вариант. Ножи у него относятся к расходным материалам. Их, как правило, бывает 2 штуки. Они крепятся на специальном барабане и снимают верхний слой древесины на заготовке. Изготавливают эти изделия из особого сорта инструментальной стали. Они хорошо поддаются заточке. Для некоторых моделей они изготовлены из карбида вольфрама, который обладает особой прочностью.
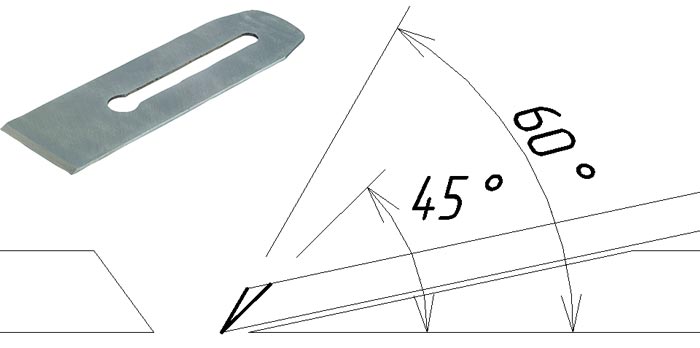
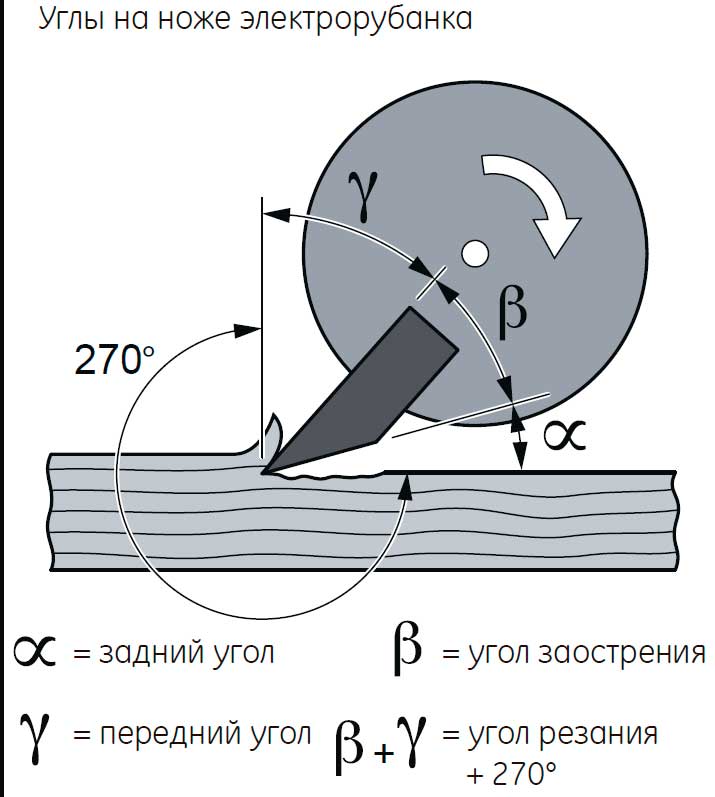
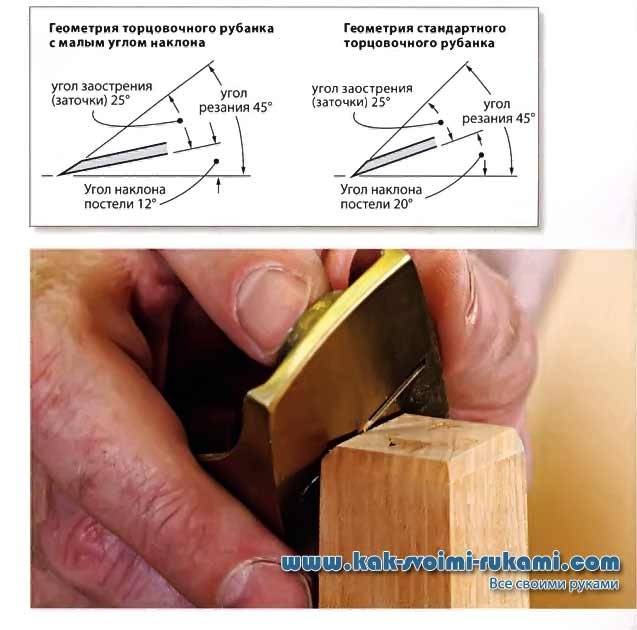
Угол рубанка должен быть заточен под углом от 45 до 60 градусов.
Отличаются ножи и своими формами. Они бывают:
- прямыми;
- закругленными;
- фигурными.
Прямые лезвия используются для обработки узких заготовок и выборки четвертей. Закругленными лезвиями обрабатывают широкие плоскости. Закругления на концах делают аккуратными переходы между линиями прохода рубанка. Волнообразные фигурные лезвия нужны для имитации различных состаренных поверхностей. Перед началом работы с рубанком необходимо проверить правильность установки ножей. Для этого нужно перевернуть рубанок вверх подошвой и посмотреть на лезвие: его режущая кромка должна выступать над подошвой на 0,3-0,5 мм.
Рубанки Интерскол и Байкал имеют очень хорошее качество, относительно других производителей.
При необходимости лезвия регулируют. Для регулировки ослабляются крепежные винты, затем регулировочные винты поворачиваются в разные стороны до того момента, пока ножи не займут своего места. После этого остается их закрепить. Новые электрические рубанки чаще всего идут с завода отрегулированными. Ими можно пользоваться сразу. Но настройки необходимо периодически проверять, ведь они могут измениться в моменты встречи лезвия с сучком или с гвоздем. После регулировки рубанок проверяют на ненужном бруске или доске.
Очень надежные и прочные лезвия имеют рубанки Байкал и Интерскол. Они немного шире остальных моделей, толщина их тоже несколько больше. Затачиваются они обычными способами. Угол заточки равен примерно 30 градусам. Чтобы качество строгания было высоким, режущая кромка не должна иметь никаких заусенцев. Для этого заточенные ножи нужно править, используя шлифовальный круг. Железку устанавливают в приспособление и двигают им из одной стороны в другую. Давление на круг или оселок должно быть минимальным, чтобы не перегреть деталь. Благодаря этой манипуляции нож получит особую остроту.
При доводке с использованием разного рода оселков применяют в качестве охладителя воду, масло, керосин. Если оселок имеет разную структуру на каждой стороне, то сначала пользуются крупнозернистой стороной, затем мелкозернистой. Оселок нужно периодически промывать, чтобы он не засалился.
Заточка ножей электрорубанков
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
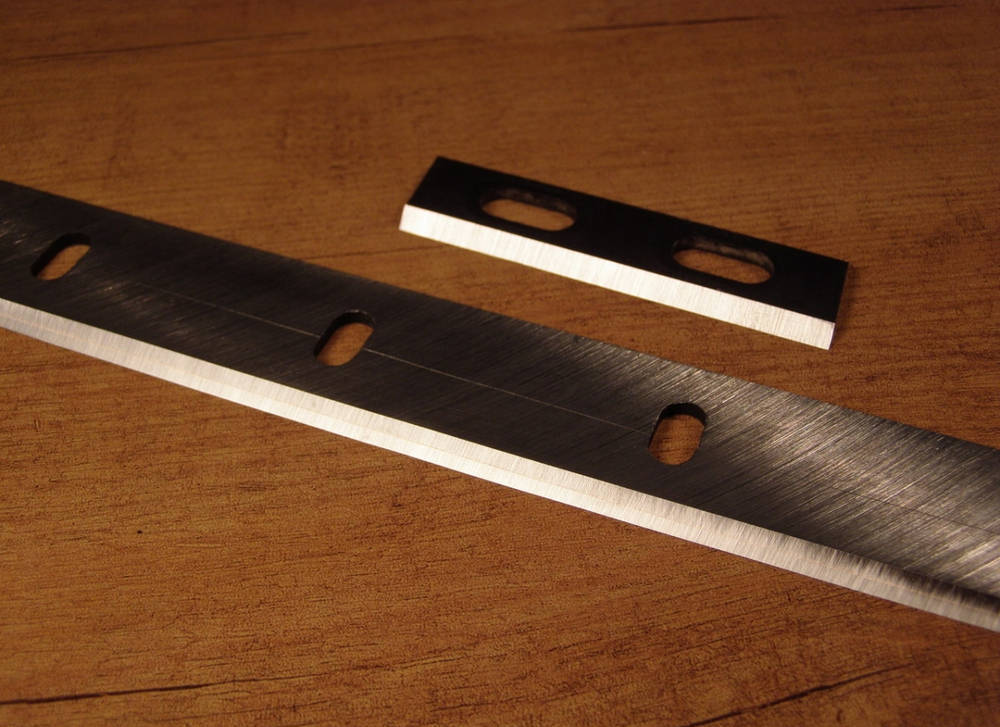
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.

Чем длиннее нож, тем легче его заточить
Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем. Вначале определяют текущее состояние режущей кромки
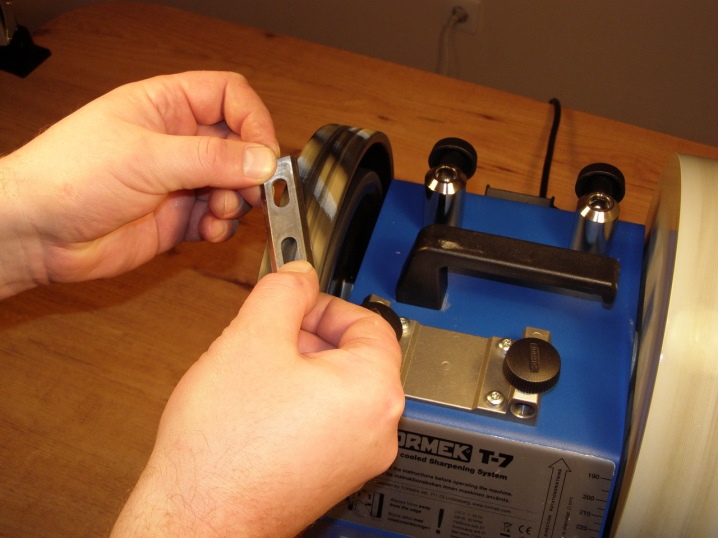
Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30, используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30, используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.

Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
Похожие новости
Центровочное сверло. Гарант точной работы Зенкер. Финишная доработка отверстий Кромочный рубанок для гипсокартона. Делаем идеальные стыки Напильник для заточки цепи бензопилы. Подбираем нужный Щепорез. Производство арболита своими руками
Домашняя мастерская: как вручную заточить стамеску
Всем известно, что залогом аккуратной и безопасной работы является использование острого, а самое главное – правильно заточенного, инструмента. Хорошая стамеска без особых усилий подрезает древесину, не оставляет сколов и редко срывается, снижая вероятность повреждения заготовки и рук работающего. Самостоятельно заточить инструмент можно двумя способами: на станке с электрическим приводом или вручную, используя наждачную бумагу и простое приспособление, изготовленное в домашней мастерской.
Применению для заточки стамесок абразивного диска с электрическим приводом свойственны недостатки:
- Высокая стоимость оборудования: цена станка, оснащённого зажимами и регулировкой угла заточки, может доходить до нескольких десятков тысяч рублей;
- Нагрев инструмента: в процессе обработки необходимо охлаждать поверхность после каждого прохода. В противном случае существует риск перегрева металла и изменение его свойств;
- Вогнутая фаска: наждачный диск имеет форму круга, поэтому затачиваемая поверхность выходит не плоская, а слегка продавленная. Рабочая кромка с вогнутой фаской считается менее стойкой.
На основание вышеизложенного можно рекомендовать пользоваться электрическим станком только при значительных повреждениях режущей кромки, возникающих вследствие зацепления металлических предметов, например, гвоздей.
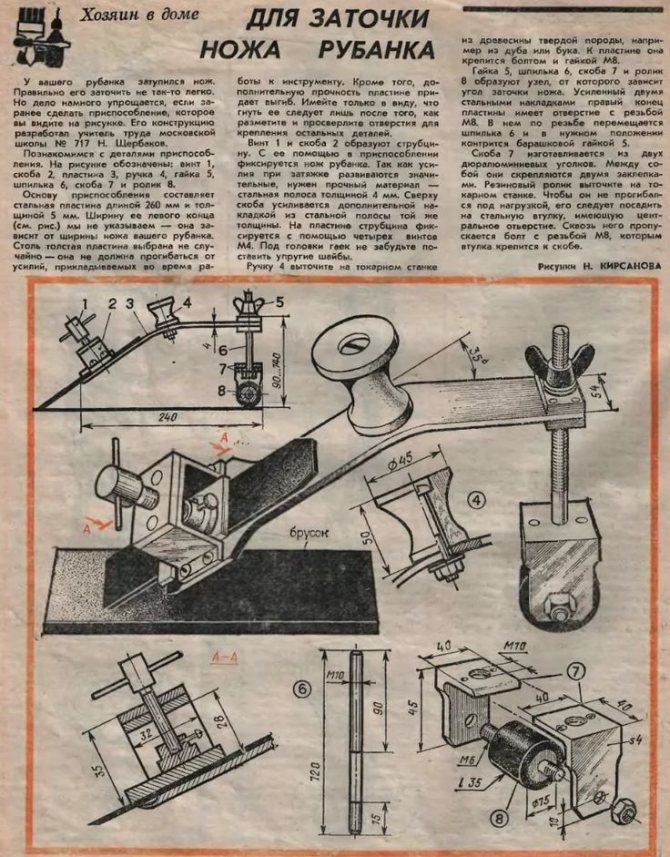
Изготовление приспособления для заточки cтамесок
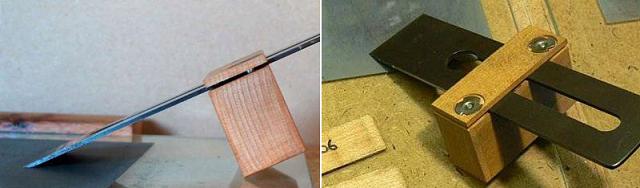
В большинстве случаев достаточно периодически править стамеску вручную на наждачной шкурке, которая обеспечивает плоскую фаску и мало стоит. В каждой мастерской постоянно остаются какие-то обрезки пиломатериалов, подобрав подходящие, можно сделать своими руками несложное приспособление для заточки стамесок. На фото показано устройство с углом заточки 25°, для других углов потребуется изготовление нескольких таких самоделок.








За основу были взяты куски мебельной ДСП и небольшой деревянный брусок толщиной 40 мм. Также понадобился обрезок дюралевого профиля для упора (заменяется чем угодно подходящим, даже толстой фанерой) и несколько саморезов. Размеры на чертеже не критичны, главное: выполнить правильный угол наклона.Размечаются все заготовки и выпиливаются, особенно точно следует подготовить детали для подвижной части самоделки: планку, два уголка и упор для стамески. Элементы скрепляются между собой с помощью винтов, под которые предварительно сверлятся отверстия.
Заточка стамесок на наждачной бумаге
На подставку кладётся наждачная бумага, в неё вдоль упора упирается стамеска и прижимается пальцем или струбциной. Лезвие затачивается плавными движениями вперёд и назад.
Сначала используется крупная шкурка, пока вся режущая кромка не покроется равномерными рисками. Затем проводим обратной стороной (спинкой) лезвия по наждачной бумаге несколько раз, снимая заусенцы.
Меняем абразивный материал на более мелкий и повторяем все действия заново. Окончательную доводку, после которой не остаётся даже мелких царапин, можно выполнить на лоскутке кожи с использованием пасты ГОИ или бытового чистящего порошка.
Как заточить полукруглую стамеску
Сложнее вручную заточить полукруглую стамеску, приходиться выполнять дуговые движения, одновременно выдерживая нужный угол наклона.
Будет намного удобнее, если положить наждачный лист на ладонь и согнуть его примерно по форме острия. Проводим стамеской из стороны в сторону, периодически осматривая лезвие.
Доводка внутренней стороны полукруглой стамески осуществляется на бруске с овальным ребром.
Вот так, имея только наждачную шкурку и нехитрое приспособление, можно содержать свои стамески в рабочем состоянии. При аккуратном изготовлении подобные устройства ничуть не уступают дорогим и сложным заводским аналогам.
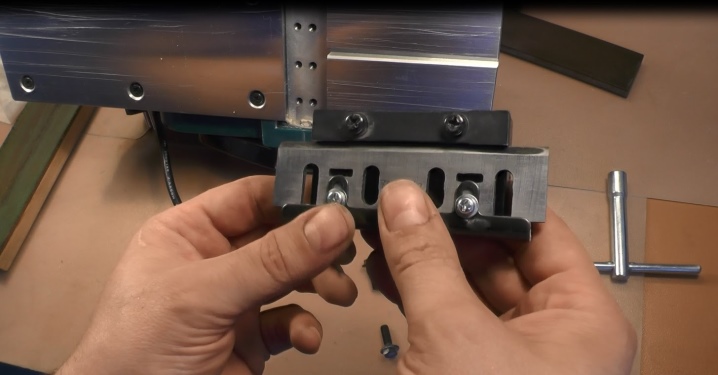
Оказывается и одноразовые ножи для электрорубанка можно затачивать. Нужно только сделать простое приспособление и с его помощью заточить ножи.
Как делать такое приспособление смотрите в видео ролике.
Опробовал таким образом заточенные ножи для изготовления летнего душа и небольшого строения для садовых инструментов.
Прострогал около одного кубометра сырой обрезной доски 25 мм.
Требования безопасности
Если инструментом пользоваться правильно, то можно быстро и качественно выполнить достаточно большой объем работ. Однако если не придерживаться требований безопасности, то можно получить значительные травмы.
- Перед работой обрабатываемую заготовку необходимо надежно зафиксировать, в противном случае она может сдвинуться или вовсе слететь в процессе работы.
- Во время технического осмотра лезвий и их настройки электрорубанок необходимо обесточить, вынув шнур и вилку из розетки, потому что случайный запуск может привести к очень неблагоприятным последствиям.
- Приступать к обработке нужно лишь после запуска и прогрева ножей, то есть режущие элементы должны ускориться до нужных оборотов.
- Инструмент нужно класть исключительно набок.
Разновидности ножей для электрорубанков
Ножи на электрорубанке являются расходным материалом. С их помощью обеспечивается обработка деревянных поверхностей.
Ножи для электрорубанка классифицируются по следующим критериям:
- возможности повторного практического использования;
- форме лезвий;
- размерам ножевых полотен;
- стоимости.
Покупая электрический рубанок, кроме проверки его работоспособности и комплектации следует уделять внимание качеству установленных на барабане ножей, их заточке. Лезвия должны быть острыми, с ровной кромкой, не содержащей изгибов или выбоин
Проверять следует и запасные ножи. От правильного подбора режущих насадок зависит конечное качество обработки пиломатериалов.
Одноразовые ножи
Ножи, предназначенные для одноразового использования, делают из твердых сплавов на основе стали в виде острых с двух сторон пластин. Затачиванию такие режущие части не подлежат. После того, как используемая кромка полностью изнашивается, ножевое полотно переворачивают и устанавливают на барабане другой стороной. При этом инструментом продолжают работать. Если и вторая режущая кромка затупляется, то лезвие просто выбрасывают.
Одноразовые ножи предназначены только для выполнения работ, которые не требуют высокой точности и качества обработки заготовок. Но они удобны в практическом использовании: при установке их не надо точно настраивать и балансировать.
По форме одноразовые изделия бывают:
- прямыми;
- волнистыми;
- прямыми, но закругленными с концов.
У первой разновидности изделий прямая режущая часть. Такие расходные материалы удобно применять, чтобы выполнять обработку деталей, имеющих меньшую ширину, чем длина у установленного лезвия, выбирать четверти. Волнистые ножи используют при необходимости проведения грубой обработки пиломатериалов. С их помощью можно придавать деревянной поверхности различную текстуру, например, сымитировать «старение». Прямые режущие кромки, закругленные по краям, хороши тем, что не оставляют следов (борозд, ступенек) на поверхности обрабатываемой древесины. Это подходящий вариант при необходимости работы с широкими деревянными заготовками.
Многоразовые режущие насадки
Изделия, которые предназначены для многоразового использования, отличаются как своей формой, так и размерами от одноразовых режущих насадок. Их изготавливают, используя сталь высокого качества, что обеспечивает легкость и качественность обработки деревянных поверхностей.




С помощью многоразовых ножей можно добиться такой степени гладкости поверхности заготовки, что шлифование не потребуется. Они имеют маркировку HSS (полностью High-Speed Steel, что переводится как быстрорежущая сталь). Такие лезвия считаются профессиональными. Их установка сопровождается высокоточной балансировкой и регулировкой. Заточка также должна быть отличного качества. При этом инструментальную быстрорежущую сталь можно наточить так, чтобы она была очень острой.
На рабочие барабаны большинства моделей электрических рубанков можно устанавливать как одноразовые, так и многоразовые режущие насадки. Но встречаются также устройства, которые возможно оснастить только лезвиями, не предназначенными для затачивания. По этой причине при покупке электрорубанка рекомендуется отдавать предпочтение универсальным электроинструментам.
Классификация по размерам
Ножи для электрорубанка могут быть стандартного или нестандартного размера. Изделия первого вида, называемые «пластинами», имеют длину 82 мм, ширину 5,5 мм, а толщину 1,2 мм. Такие режущие насадки подходят на большинство моделей электрических рубанков от иностранных фирм Макита, Skil, Бош, Black&Dekker.
Ножи прямые для электрорубанков Bosch, SKIL
Нестандартные режущие насадки с большей шириной и толщиной лезвий характерны для электрорубанков от фирм Байкал и Интерскол. Из-за своих параметров они прочнее и качественнее стандартных пластин. При попадании на металл такие ножи не ломаются. Их можно затачивать с помощью наждака. Ширина насадок составляет около 1 см. Длина может быть 82 мм, 102 мм, а у изделий фирмы Ребир она достигает 110 мм.
Ножи прямые для электрорубанка Rebir ИЭ-5709
Цена режущей насадки зависит от фирмы производителя. Также этим фактором часто определяется качество изделия. Если приобретать ножи известных компаний (например, Бош), то можно рассчитывать на долгий срок их службы.
Описание процесса изготовления
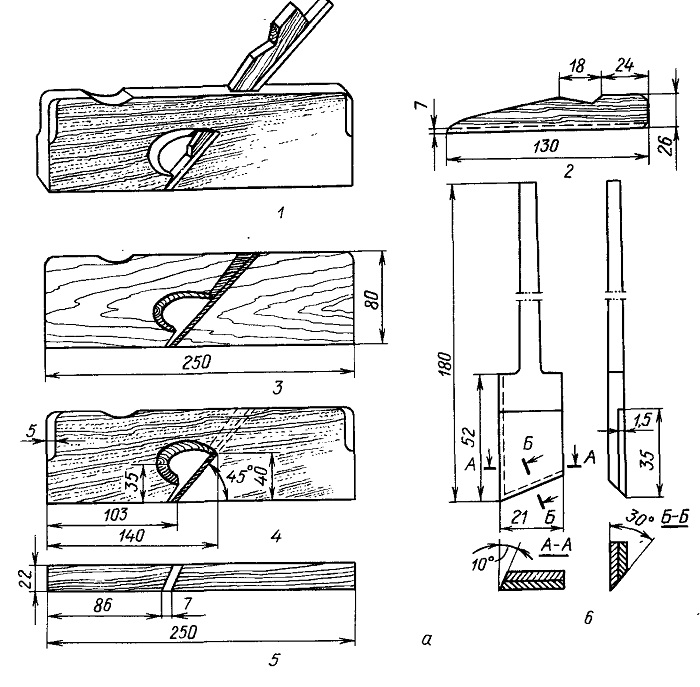
Предлагаемый для изготовления своими руками рубанок имеет креативный вид, и довольно удобен в использовании. Изделие изображено на рисунке.

Материал пятки, носа и подошвы рубанка – ясень. Щеки и клин – дуб. Толщина рубанка должна быть равна ширине лезвия ножа, 20 мм.
Из доски ясеня, на рейсмусе изготавливают заготовку толщиной 20 мм, на которую при помощи шаблона из бумаги, карандашом наносят контуры будущего рубанка.

Затем необходимо вырезать отверстие для руки. Для этого:
- При помощи дрели сверлят отверстия 10 мм под пилку;
- Электролобзиком делают вырез для руки по размеченному контуру;
- На шлифовальном станке обрабатывают внутреннюю поверхность отверстия.

На фрезерном станке, с помощью пальчиковой фрезы с двух сторон заготовки прорезают выборки под щеки. Глубина выборки 5 мм.

На циркулярной пиле удаляют лишнюю верхнюю часть, и с помощью торцовки разрезают деталь на две половины – нос и пятку, по размеченной линии с наклоном 45 град.

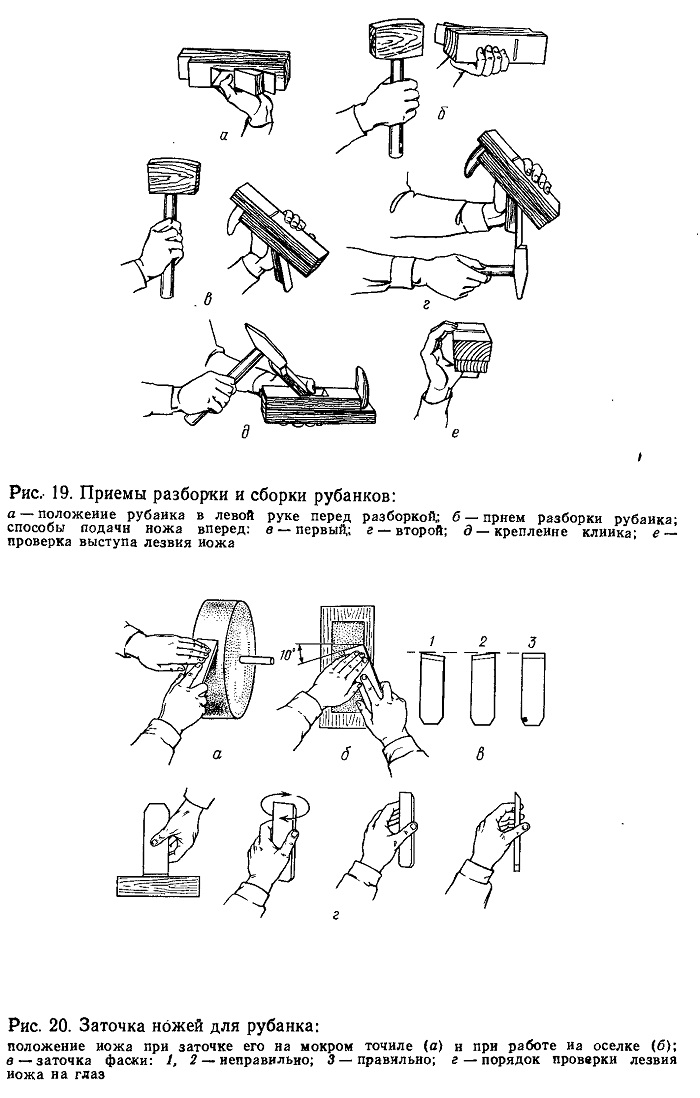
Если в мастерской освоена такая операция, как заточка рубанка своими руками, то угол заточки лезвия должен быть равным 45 градусов, чтобы выступающая режущая кромка ножа была параллельна плоскости подошвы.
Далее своими руками изготавливают щеки. Они должны быть толщины, равной глубине выборки, (5 мм) и по ширине плотно входить в паз.
Для этого заготовку из дуба разрезают на две половины, с помощью рубанка зачищают поверхность и ребра.

Затем вставляют щеку в паз пятки, отмечают карандашом вырез под ручку, и на ленточной пиле отрезают лишнюю часть.

Аналогично делают вырез на второй щеке. На обеих щеках при помощи торцовки, ножовки и стамески вырезают отверстие для ножа.






Соединяют вместе щеку, пятку и нос будущего рубанка, отмечают при помощи столярного угломера линию на носу для отверстия под будущий клин, и удаляют лишний угол на торцовке.

На ленточной пиле обрезают заготовку пятки по размеченным контурам.

На следующем этапе необходимо своими руками склеить все части в единую конструкцию. Вначале к одной щеке приклеивают нос и пятку. Для этого, тщательно промазав клеем части, прикладывают и прижимают струбцинами. После высыхания, приклеивают вторую щеку с противоположной стороны.

После высыхания клея, на ленточной пиле окончательно обрезают заготовку по контуру и вручную обрабатывают внешние и внутренние грани на шлифовальном барабане. Полукруглой фрезой на фрезерном станке обрабатывают с двух сторон все острые края заготовки рубанка.

Клин изготавливают из дуба. Для этого размечают его контуры, вырезают на ленточной пиле и шлифуют.

В завершении, требуется тщательно вручную вышлифовать всю заготовку рубанка. Особенное значение имеет качество подошвы, которая является рабочей частью инструмента. От ее состояния зависит чистота обрабатываемой детали.
Обработка плоских сторон заготовки производится своими руками, при помощи наждачной бумаги, прижатой к идеально ровной поверхности. Для этого подойдет плита фуговального станка. Вначале шлифуют наждачной бумагой с зерном 100-150. Подошву доводят до «зеркального состояния» зерном 600-800.
Требования ГОСТа допускают отклонение плоской поверхности подошвы не более 0,12 мм на 100 мм длины. Не во всех производствах есть соответствующий измерительный прибор.

Инструмент покрывают водостойким бесцветным лаком, и рубанок своими руками готов.
Домашняя мастерская: как вручную заточить стамеску
Всем известно, что залогом аккуратной и безопасной работы является использование острого, а самое главное – правильно заточенного, инструмента. Хорошая стамеска без особых усилий подрезает древесину, не оставляет сколов и редко срывается, снижая вероятность повреждения заготовки и рук работающего. Самостоятельно заточить инструмент можно двумя способами: на станке с электрическим приводом или вручную, используя наждачную бумагу и простое приспособление, изготовленное в домашней мастерской.
Применению для заточки стамесок абразивного диска с электрическим приводом свойственны недостатки:
- Высокая стоимость оборудования: цена станка, оснащённого зажимами и регулировкой угла заточки, может доходить до нескольких десятков тысяч рублей;
- Нагрев инструмента: в процессе обработки необходимо охлаждать поверхность после каждого прохода. В противном случае существует риск перегрева металла и изменение его свойств;
- Вогнутая фаска: наждачный диск имеет форму круга, поэтому затачиваемая поверхность выходит не плоская, а слегка продавленная. Рабочая кромка с вогнутой фаской считается менее стойкой.
На основание вышеизложенного можно рекомендовать пользоваться электрическим станком только при значительных повреждениях режущей кромки, возникающих вследствие зацепления металлических предметов, например, гвоздей.
Изготовление приспособления для заточки cтамесок
В большинстве случаев достаточно периодически править стамеску вручную на наждачной шкурке, которая обеспечивает плоскую фаску и мало стоит. В каждой мастерской постоянно остаются какие-то обрезки пиломатериалов, подобрав подходящие, можно сделать своими руками несложное приспособление для заточки стамесок. На фото показано устройство с углом заточки 25°, для других углов потребуется изготовление нескольких таких самоделок.
За основу были взяты куски мебельной ДСП и небольшой деревянный брусок толщиной 40 мм. Также понадобился обрезок дюралевого профиля для упора (заменяется чем угодно подходящим, даже толстой фанерой) и несколько саморезов. Размеры на чертеже не критичны, главное: выполнить правильный угол наклона.Размечаются все заготовки и выпиливаются, особенно точно следует подготовить детали для подвижной части самоделки: планку, два уголка и упор для стамески. Элементы скрепляются между собой с помощью винтов, под которые предварительно сверлятся отверстия.
Заточка стамесок на наждачной бумаге
На подставку кладётся наждачная бумага, в неё вдоль упора упирается стамеска и прижимается пальцем или струбциной. Лезвие затачивается плавными движениями вперёд и назад.
Сначала используется крупная шкурка, пока вся режущая кромка не покроется равномерными рисками. Затем проводим обратной стороной (спинкой) лезвия по наждачной бумаге несколько раз, снимая заусенцы.
Меняем абразивный материал на более мелкий и повторяем все действия заново. Окончательную доводку, после которой не остаётся даже мелких царапин, можно выполнить на лоскутке кожи с использованием пасты ГОИ или бытового чистящего порошка.








Как заточить полукруглую стамеску
Сложнее вручную заточить полукруглую стамеску, приходиться выполнять дуговые движения, одновременно выдерживая нужный угол наклона.
Будет намного удобнее, если положить наждачный лист на ладонь и согнуть его примерно по форме острия. Проводим стамеской из стороны в сторону, периодически осматривая лезвие.
Доводка внутренней стороны полукруглой стамески осуществляется на бруске с овальным ребром.
Вот так, имея только наждачную шкурку и нехитрое приспособление, можно содержать свои стамески в рабочем состоянии. При аккуратном изготовлении подобные устройства ничуть не уступают дорогим и сложным заводским аналогам.
Оказывается и одноразовые ножи для электрорубанка можно затачивать. Нужно только сделать простое приспособление и с его помощью заточить ножи.
Как делать такое приспособление смотрите в видео ролике.
Опробовал таким образом заточенные ножи для изготовления летнего душа и небольшого строения для садовых инструментов.
Прострогал около одного кубометра сырой обрезной доски 25 мм.
Заточка ножей электрорубанков
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.
Чем длиннее нож, тем легче его заточить
Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30°, используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.
Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
https://youtube.com/watch?v=6wOUHjq2KGQ
Графитовый электрод. Сварка медных проводов
Кромочный рубанок для гипсокартона. Делаем идеальные стыки
Советы по эксплуатации
Рубанок требует учета правил эксплуатации. То же самое требует процедура заточки инструмента. Необходимо учитывать, что обработка ножей должна выполняться только при использовании следующих инструментов и материалов:
- бруска, поверхность которого покрыта мелкими абразивными зернами;
- наждака;
- шлифовальных кругов;
- ремня из кожи;
- полировочной пасты.

Дополнительно требуется подготовить еще один ремень, с помощью которого можно выполнить шлифовку поверхности. Заточка обеспечивает восстановление остроты режущей кромки.
Если во время обработки появились дефекты, то необходимо воспользоваться шлифовальным кругом. Он поможет избавиться от выступающих заусениц, а также предотвратит выгибание ножа. Эффективная заточка подразумевает использование наждака, оборудованного двумя кругами:
- первый имеет вставку крупного абразивного зерна;
- второй – вставку более мелких частиц.

Такое сочетание обеспечивает необходимый эффект и позволяет увеличить остроту лезвий. Заточка требует ответственного подхода, так как игнорирование требований и особенностей способно привести к поломке лезвия, инструмента. Важный параметр, который требуется учитывать при эксплуатации точильных инструментов – это угол, при котором нужно точить нож. Чаще всего этот показатель не должен быть ниже 25 и выше 45 градусов.








Существует несколько рекомендаций, которые помогут добиться успешной заточки рубанков.
- При проведении работ лучше избегать сильных нажимов, если не хочется снимать толстый слой материала. Такая ошибка к тому же приводит к поломке лезвия в процессе использования рубанка из-за сниженной прочности и неправильного распределения напряжений.
- Когда нож будет соприкасаться с кругом, его поверхность станет нагреваться, что приведет к повышению показателя пластичности. Чтобы лезвие не выгнулось, рекомендуется почаще охлаждать металл в ведре с водой.
- После основной заточки следует доработать поверхность лезвия, избавляясь от очевидных дефектов. Сделать это можно с помощью мелкозернистого бруса.

Окончательный этап – использование кожаного ремня и шлифовальной пасты. С их помощью можно сделать лезвие максимально гладким и блестящим. Заточка сложна в исполнении. Однако проводить ее требуется регулярно, чтобы предотвратить износ рубанка и улучшить эффективность работы.

В случае с лезвиями электрических инструментов за заточкой лучше обращаться к специалистам. Объясняется это тем, что даже незначительный дефект, который может возникнуть в процессе обработки, способен вывести конструкцию из строя. А стоят такие рубанки дорого.
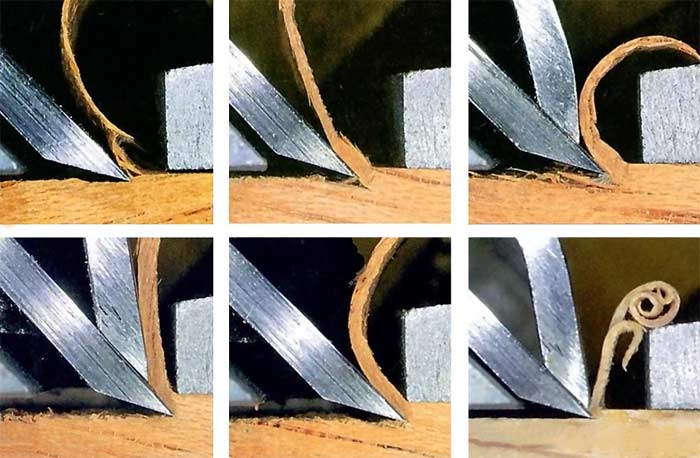
Заточка ножей для ручных рубанков
Рабочая кромка ножа представляет собой ребро, которое всё-таки имеет незначительный радиус закругления. Перед заточкой визуально проверяют целостность кромки: на ней не должно быть местных вырывов металла. При их наличии ножи для рубанка придётся укоротить.
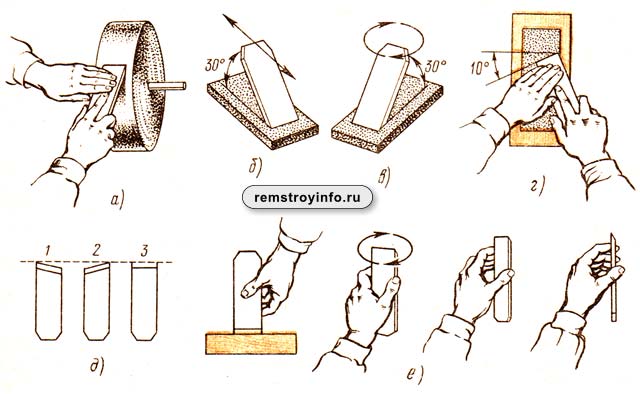
Для максимального уменьшения радиуса закругления на кромке, заточку рекомендуется проводить в два этапа. Вначале производится первичная заточка: затупившийся нож со стороны фаски подносят к периферии точильного круга и сильно прижимают. Число оборотов точила не должно превышать 600…700 мин-1, иначе съём металла окажется значительным
Важно и не переусердствовать с силой нажатия, поскольку на стали могут появиться сине-фиолетовые цвета побежалости – неприятный признак отпуска металла. Твёрдость ножа для рубанка при этом снизится, и придётся путём довольно сложной термообработки (отжиг+закалка+отпуск) восстанавливать прочностные характеристики материала

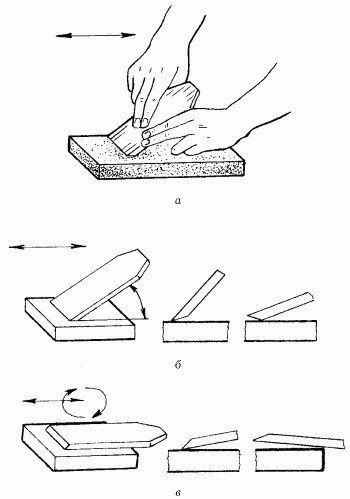
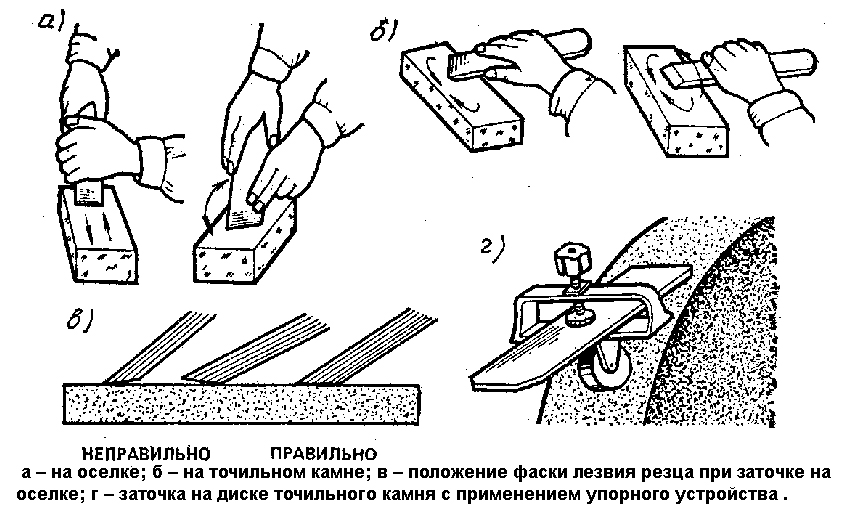
При отсутствии точила поступают следующим образом. Заточка ножа для ручного рубанка производится крупнозернистым точильным бруском, который необходимо зафиксировать на рабочем верстаке (обе руки должны оставаться свободными). Заточку выполняют круговыми перемещениями фаски по поверхности бруска. При этом желательно периодически смачивать нож водой либо мыльным раствором. Это не только очищает затачиваемую поверхность от мельчайших частиц металла ножа, но и позволяет равномерно охлаждать инструмент.

Появление на лезвии тонкого заусенца по всей его длине – признак перехода ко второму этапу заточки. Здесь инструмент затачивается с использованием более мелкозернистого бруска, который снимет заусенец. Общепринятая градация брусков по их зернистости следующая:
- Высокая зернистость (30…180 мкм): бруски/точила из карбида кремния или корунда. Применяются для удаления крупных дефектов на ножах, изменения угла фаски и т. п.
- Средняя зернистость (7…20 мкм): бруски/точила из электрокорунда или диоксида хрома. Подходят для предварительной заточки.
- Малая зернистость (3…5 мкм). Материалы те же, инструмент используется для окончательной заточки ножей.
После окончания заточки лезвием ножа проводят по куску дерева твёрдых пород, который окончательно снимет фрагменты заусенца.
Регулировка ножей инструмента
Мастер, занимающийся обработкой древесины, отлично знает как отрегулировать ножи на электрорубанке. Для выполнения такой работы необходимо иметь:
- Шестигранник, входящий в комплект изделия.
- Металлическую линейку.
Чтобы настройка инструмента с несколькими ножами проходила быстро и правильно, необходимо соблюдать определённую технологическую последовательность:
- Перевернув аппарат, нужно растворителем удалить с полотен смолёные отложения.
- Выставляется передняя сторона подошвы. Её положение должно соответствовать минимальному значению глубины строгания.
- Каждое лезвие устанавливают в зазор между плитами.
- Линейка кладётся на опорную плиту. Причём режущая кромка обязательно должна касаться опорной поверхности. Если этого не происходит, необходимо ослабить крепёжные болты и выставить нужный уровень.
- Затем затянуть болты.
- Операции подвергают все насадки. Выставленные зазоры должны иметь одинаковые размеры. В результате исключается появление вибрации и разбалансировка инструмента.
- Для определения лёгкости вращения барабана на валу его нужно провернуть рукой.
- Чтобы проверить правильность настройки, обрабатывают ненужную заготовку.





