
На что следует обратить внимание при подборе сварочного аппарата
Сварочный аппарат может пригодиться вам для различных нужд дома или на дачном участке, например — приварить что-то в гараже или смастерить новые ворота. Освоить сварочный аппарат не составит большого труда. Основной совет при выборе такого типа оборудования – определиться с основной целью покупки. Будете ли вы работать им раз в месяц или каждый день, какой объем работы необходимо выполнять, и сваривать какой материал вы хотите –все это необходимо учесть, чтобы подобрать идеальное устройство по соотношению цены, качества и набора необходимых функций.
Типы сварочных аппаратов, применяемые для дома и дачи
Сейчас в промышленных и в домашних условиях зачастую работают на электрических сварочниках. Для бытового использования обычно выбирают модели, которые варят от сети в 220 В, имеются также домашние устройства, производящие электрическую дугу от 380 В. Одни из них работают на постоянном, а другие на переменном токе. Выделим основные виды аппаратов для домашнего использования:
- Сварочные трансформаторы. На выходе получают переменный ток. С одной стороны, такой аппарат недорогой и надежный, с несложной конструкцией, с другой — имеет ряд недостатков, из-за чего часто простаивает без дела. Нет возможности проводить точную регулировку выходного тока. При переменном токе постоянно меняется полярность, и дуга «двигается», за счет этого образуется большое количество искр, и без должного опыта мастера нет возможности получить ровный сварной шов. Со временем такой вид аппарата стал вытесняться с рынка более модернизированными моделями.
- Сварной выпрямитель. Основное различие от трансформатора – на выходе постоянный ток. Это достигнуто с помощью дополнительной детали – блока выпрямителя. Благодаря этому дуга более стабильна и лишена тех недостатков, которые есть у предыдущей модели. Хотя из-за большого веса и скачков напряжения при сварке выпрямитель все меньше используется в быту.
- Сварочные инверторы. Усовершенствованная модель, отлично подходит для использования на дачи или в гараже, не требует высокой квалификации сварщика. Такого типа аппараты появились в продаже сравнительно недавно, но благодаря большому спросу, они быстро стали развиваться, и за короткое время достаточно сильно эволюционировали, улучшив свои характеристики. Высокое качество, небольшая масса и приемлемая цена аппарата вот, что выгодно выделяет инверторы на рынке. Инструмент сделан таким образом, что получить хороший сварной шов будет легко и непрофессионалу. Стабильная электрическая дуга, которую свободно подается контролю, облегчает задачу неопытным сварщикам. Большой регулируемый диапазон напряжения позволяет работать с металлами различной толщины. Также очень важным является то, что при сварке инвертор не «садит» сеть.
- Автоматы или полуавтоматы для сварки. Этот тип будет относиться больше к профессиональным аппаратам, работа им проводится в среде защитных газов. Может понадобиться, если у вас возникнет необходимость сварки цветного металла, либо материала небольшой толщины. Чаще используется для ремонта кузовных машин. Блок автоматики регулирует процесс сварки, это облегчает работу с устройством. С помощью него вы без проблем получите идеальный ровный шов на тонких частях металла.
В настоящее время большее распространение получили инверторы, они удобны в использование и выполняют все необходимые функции.
Инструкция по эксплуатации
Инструкция по эксплуатации сварочного инвертора состоит из нескольких шагов, которые нужно один раз изучить и просто запомнить. Дальше будет проще.
Подключение сетевого кабеля
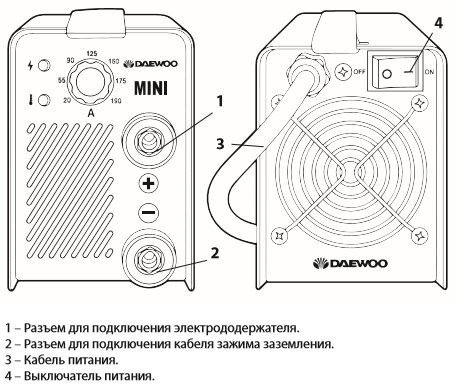
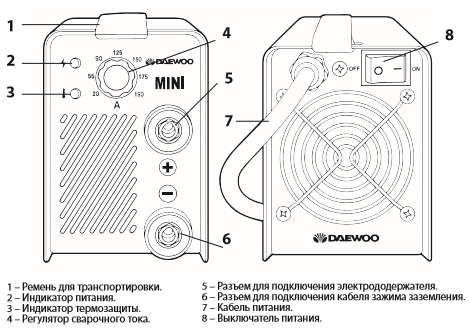
В комплекте со сварочным аппаратом должен быть сетевой кабель. Проверьте его целостность. Присоедините кабель к инвертору, а затем подключите к розетке с напряжением 220В. Проверьте, насколько правильны все соединения. Убедитесь, что горит индикатор питания сварочного аппарата.
Подключение сварочных кабелей
У любого сварочного инвертора на корпусе есть два разъема, обозначенных символами «+» и «-». Проще говоря, плюс и минус. В них вставляются кабели вне зависимости от типа работ. Просто подключаются. Но затем кабели нужно правильно подсоединить к держаку и к детали, которую вы будете варить. Здесь все зависит от того, какую полярность вы выберите для работы.
Отметим, что эти рекомендации применимы к инверторам, работающих на постоянном токе.
Как выбрать верный способ подключения? Здесь нет однозначных рекомендаций. Нужно знать тип сварочных работ, тип свариваемого металла и тип применяемых электродов. Прочтите сварочные ГОСТы, чтобы лучше разобраться в этой теме.
Следите, чтобы все кабели были надежно подключены. Если один из кабелей будет отходить от разъема, то велика вероятность нестабильного горения дуги или ее обрыва. Постарайтесь не использовать слишком длинные кабели. Иначе дуга тоже будет гореть нестабильно и слабо. Если вам нужно уменьшить напряжение в кабелях, то просто используйте кабели большей толщины. Выбирайте кабели от известных производителей или используйте кабели, идущие в комплекте с аппаратом.
Выбор режима сварки
Выбор режима сварки — самый главный этап. От него зависит исход всей работы. Режим сварки — это совокупность различных настроек, которые нужно установить перед сваркой. Например, силу тока, напряжение, род тока и скорость сварки. Выбор диаметра электрода также относится к режиму сварки.
Теме выбора режима сварки мы посвятили несколько статей: тут и тут. Прочтите их, чтобы быть в курсе дела. Эта тема очень обширная и непростая. Но разобравшись один раз вы больше не испытаете никаких трудностей.
Сварочный процесс
После того, как вы все подключили и установили режим сварки можно приступать к работе. Возьмите в руки электродержатель (на жаргоне просто «держак») и установите в него электрод. Затем постучите концом электрода по поверхности металла, чтобы зажечь дугу. Можно не стучать, а провести электродом по металлу, словно поджигаете спичку. Но такой метод требует сноровки.








Рано или поздно вам придется сменить электрод, поскольку старый сгорит. Рекомендуется менять электрод, когда остается всего 2-3 сантиметра стержня в держаке. Чтобы сменить электрод сварку нужно приостановить, нажать на ручку держака и достать электрод. Затем вставьте новый стержень и опустите ручку до упора.
Безопасность сварщика
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.
Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать – важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.
Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него
Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.
Правила проведения сварочных работ
Правила сварочных работ могут отличаться в зависимости от используемой вами модели сварочного инвертора. Например, в некоторых моделях может быть повышенная защита от попадания пыли и влаги, а посему они не требуют тщательных условий хранения и могут использоваться в полевых условиях.
Также некоторые инверторы оснащены индикаторами, которые сигнализируют о перегреве аппарата. После этого аппарат нужно выключить и дать ему остыть. Но если в вашей модели нет такой индикации, то за температурой придется следить самому.
Если вы временно приостановили сварочные работы или закончили их, выключите сварочный инвертор из сети. Если вместе с вами в рабочей зоне находятся другие люди, то установите для них специальный экран, чтобы защитить от излучения и искр.










Используйте защитную одежду из плотной негорючей ткани, не забывайте о защитной маске (мы рекомендуем маску-хамелеон), обуви и перчатках. Обувь не должна проводить ток. Если у вас нет такой обуви, то можете использовать резиновый коврик. Не храните в рабочей одежде легковоспламеняющиеся предметы.
Проверяйте исправность кабелей и самого инвертора перед проведением сварочных работ. Следите, чтобы все кабели были подключены правильно. Соблюдайте технику безопасности, чтобы избежать причинения вреда здоровью.
Перед сваркой тщательно зачистите свариваемые поверхности. Не должно быть следов коррозии, масла, грязи, краски и т.д. Для очистки используйте растворитель, наждачную бумагу, шлифовальные круги и прочее.
Дополнительные правила
Следите за уровнем пыли в воздухе в вашей рабочей зоне. Все допустимые нормы загрязнения воздуха можно найти в сварочных ГОСТах. Учтите, что у них не учитываются выбросы от самого сварочного аппарата.
Если позволяет место работы, поставьте сварочный инвертор в тень. Не подвергайте его воздействию прямых солнечных лучей и осадков. Да, существуют модели с повышенной степень защиты, но они редко встречают в гаражах домашних сварщиков или на небольшом производстве. Так что постарайтесь хранить аппарат правильно. Подробнее о хранении мы рассказываем ниже в разделе «Хранение сварочного аппарата».
Сварочным работам необходима достаточная вентиляция. Идеальный вариант — установка прямого вентиляционного колпака в 60 сантиметрах от места сварки. Если этих мер недостаточно, то нужно использовать специальные системы защиты от ветра и дыма.

Отдельно хотим сказать про подключение инвертора к сети. Не стоит использовать напряжение больше стандартных 220В. Если вы будете использовать, например, 380В, то рискуете сломать сварочный аппарат и навредить своему здоровью. Также следите, чтобы напряжение было более-менее стабильным. Некоторые модели инверторов защищены от перепадов напряжения и продолжают стабильно работать даже при полном отключении электричества. Естественно, кратковременном.
При подключении сварочного аппарата инвертора к розетке в 220В нужно защитить саму розетку системой автоматической остановки подачи электричества в случае возникновения неисправностей в проводке или в самом аппарате. Не используйте розетку без заземления.
Если вы долго не использовали сварочный аппарат, то проверьте его сопротивление между каждой обмоткой. Идеальный показатель — не менее 2.5 мегаом.
Технические характеристики и критерии выбора лучших аппаратов
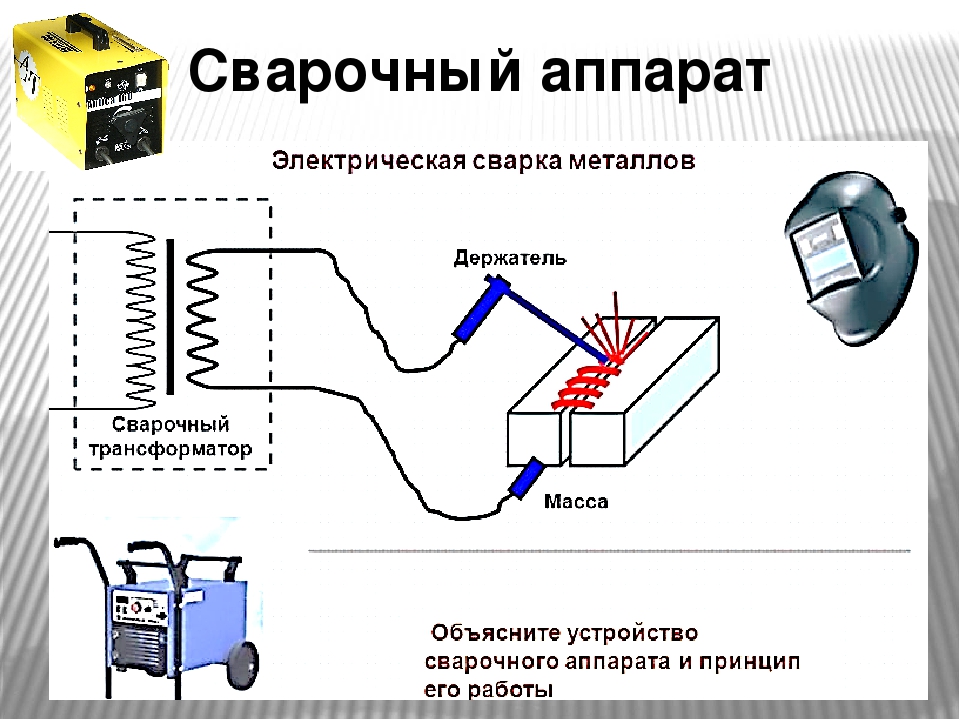
Составные части сварочного инвертора.
Разберемся с техническими характеристиками аппаратов, предлагаемые их производителями – попробуем сформировать рабочий список:
- Номинальный сварочный ток или мощность инвертора. Одна из главных характеристик, всегда присутствует в паспорте прибора. Это сила тока, при которой аппарат работает ровно, стабильно, без перегрева и перегрузки. Этот показатель тесно связан со следующим – ПН.
- ПН – продолжительность нагрузки. Очень важный критерий об отношении рабочего времени ко времени, нужном на перерыв из-за перегревания. Параметр указывается в процентах. Если, например, ПН указана в 60%, то аппарату после десяти минут работы нужно остывать такие же десять минут.
- Диапазон скачков напряжения: есть инверторы, которые способны стабильно работать в условиях, когда напряжение скачет на 20 – 30%. Такая характеристика особенно важна для работы в сельской местности. Сварочный инвертор, работающий лишь при стабильном напряжении в 220 В, не годится в условиях нестабильной электросети.
- Диапазон регулировки сварочного тока. Чем шире этот диапазон, тем универсальнее прибор, с помощью которого можно варить и тонкие металлические листы, и массивные литые детали. У бюджетных моделей для домашнего пользования такой диапазон очень скромный: 150 – 200А.
- Снижение напряжения холостого хода – R.D.Речь о снижении напряжения до безопасного уровня 10 – 12В в момент простоя аппарата. Нужный уровень тока мгновенно возвращается при касании электродом заготовки.
- Диаметр электродов для сварочных работ обычно находится в интервале от 1,4 мм до 6,0 мм. Этот показатель зависит от силы тока, генерируемого инвертором. Допускаемые размеры диаметра всегда указываются в технических характеристиках приборов. При покупке аппарата лучше выбирать модели хотя бы с небольшим запасом по этому критерию на всякий случай. «Всяким случаем» является риск прыжка напряжения в сети вниз.
- Температурные условия эксплуатации. Важнейший критерий для российских регионов, особенно в холодных климатических поясах. Обычно приемлемым температурным диапазоном считаются показатели от -15°С до +40°С. Но если вы живете в регионе с холодными зимами, ищите приборы с более широкими температурными показателями. Не забывайте, что хранить инверторный аппарат нужно с учетом этих же цифр: если это склад, он должен быть отапливаемым. Заодно заметим, что сварочные аппараты в виде инверторов не любят лишней влаги из-за риска образования конденсата. Капризен не сам аппарат, капризны его электронные схемы: что есть, то есть. Температурная чувствительность считается одним из недостатков инверторов в целом.
- Вентиляция. Кроме слишком низких или слишком высоких температур и повышенной влажности электронные схемы инверторов не любят пыли. Здесь нужно делать разницу: если профессиональные и промышленные аппараты обязательно должны иметь в своем составе специальные туннельные системы вентиляции, то для бытовых ручников эти требования не являются такими уж критичными. Тем не менее любой инвертор нужно чистить от пыли дважды в год по крайней мере.
- Форсаж дуги – отличная дополнительная функция, полезная особенно для новичков. Это автоматическое повышение сварочного тока при приближении электрода к поверхности заготовки. В результате снижается риск залипания, повышается качество дуги, исчезают брызги расплавленного металла.
- Горячий старт – еще одна дополнительная опция для быстрого поджига дуги: это опять автоматическое повышение силы сварочного тока, но на этот раз в момент зажигания сварочной дуги. Очень повышает общую комфортность работы и, следовательно, настроение.
- Антиприлипание или антистик – третья дополнительная опция: в момент прикасания электрода к поверхности металлической заготовки сварочный ток автоматически отключается на очень короткое время. При отнимании электрода он сразу же восстанавливается.
График напряжения и выходного тока.
Теперь нужно решить, какие именно сварочные аппараты инверторного типа вам нужно рассмотреть с точки зрения технологического процесса сварки и режима работы.
Таких типов всего три:
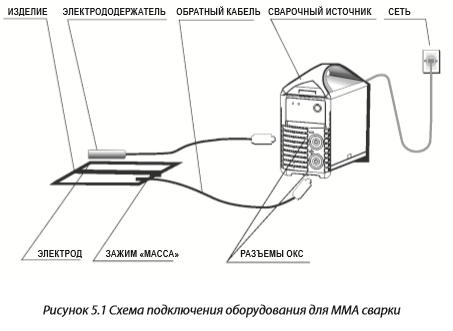
- MMA – приборы для ручной дуговой сварки;
- MIG/MAG – полуавтоматические аппараты;
- TIG – автоматы для сварки в аргоне.
Третьим пакетом будут не «голые» автоматы TIG для аргонной сварки, а универсальные инверторы, позволяющие работать по разным технологиям, в том числе TIG. Нас ведь интересует обзор и выбор самого подходящего инвертора для домашнего пользования или небольшой частной мастерской – как правильно выбрать сварочный инвертор для своих нужд. Промышленными автоматами пусть занимаются крупные производства, они разберутся без нас.










Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
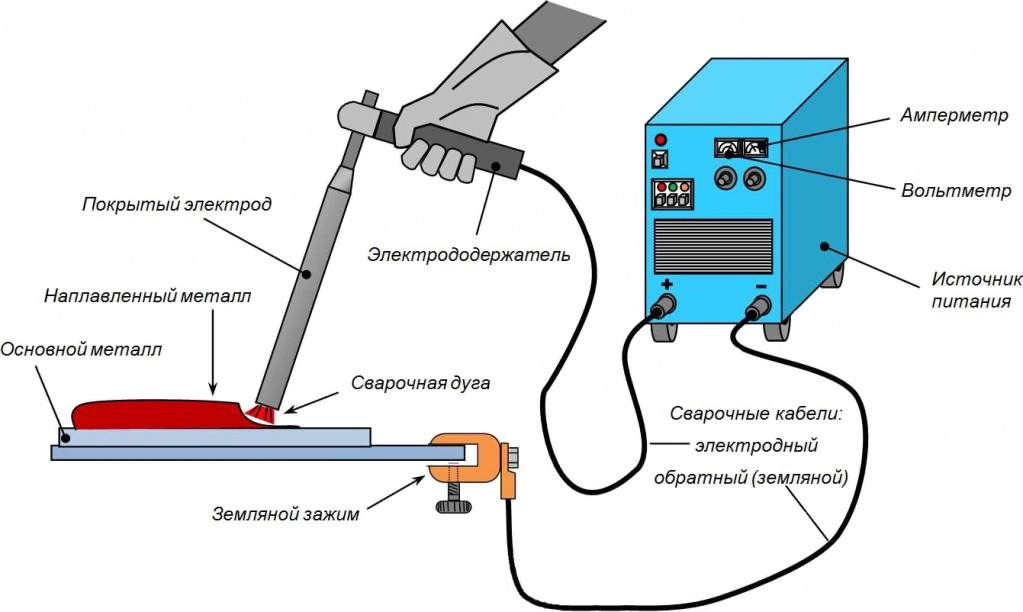
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
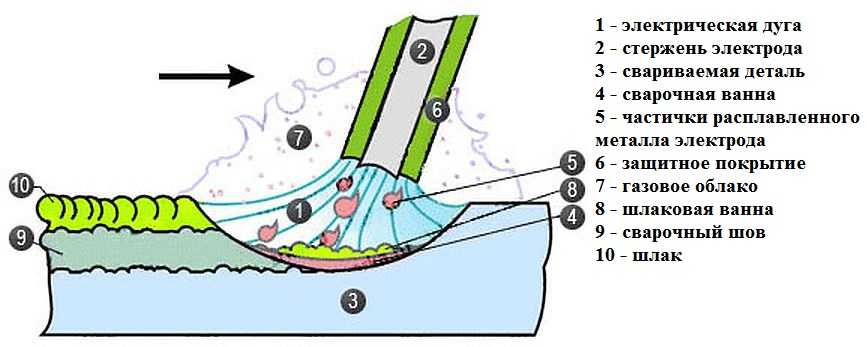
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).









О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Перемещение и угол наклона электрода
Манипулировать электродом можно, перемещая его одним из следующих способов:
- Поступательно. Электрод будет перемещать вдоль своей собственной оси. Такой способ хорош тем, что будет обеспечена постоянная длина дуги, а также сохранится выбранная скорость расплавки металла.
- Прямолинейно. В этом случае электрод надо перемещать по направлению линии образования шва. Преимуществом является гарантия сохранения необходимой скорости сварочного процесса. Шов будет получаться качественно выполненным.
- Колебательно. При широком шве следует выбирать именно такой вариант движения электродом. В этом случае будут хорошо прогреваться кромки, расположенные на значительном расстоянии.

Если выполняется многопроходная сварка, то нижний корневой шов можно выполнять первым или вторым способом, что обеспечит получение узкого нитевидного шва. Зато для последующих проходов надо использовать колебательные перемещения электрода. При использовании этого несложного метода прогреется и корень шва и его кромки.
Важную роль для хорошего формирования шва играет наклон, с которым осуществляется сварка электродом.
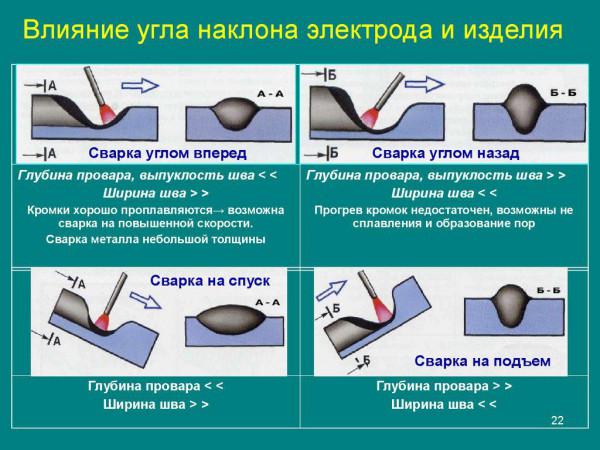
Двигаться им можно в разнообразнейших направлениях – на сварщика и от сварщика, влево и вправо, вперед и назад, поднимаясь и опускаясь. Главное при этом соблюдать соответствующий направлению движения угол наклона электрода. Он должен быть оптимальным. Слишком острый угол не позволит кромкам прогреться в должной мере, края останутся непроваренными, что приведет к снижению прочности конструкции.
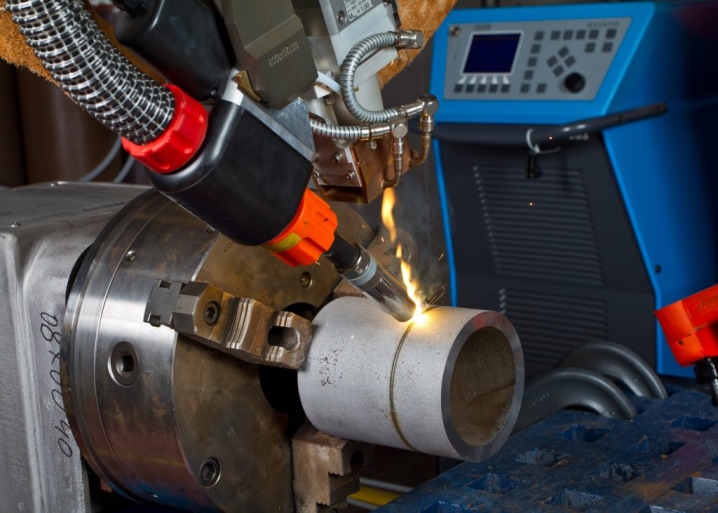
Прочность изделию придаст сохранение на протяжении всего процесса выбранного угла наклона электрода и скорости прохождения процесса. Исключение составляет сварка труб, при которой неизбежно изменения угла по мере движения по окружности.
Важно не только начинать, продолжать, но грамотно заканчивать сварочный процесс. На заключительном этапе конец электрода перемещают перед тем, как прекратить горение дуги

Правильно оформленные сварочные швы для начинающих будут означать, что они уже стали неплохими специалистами в этой области. Имеется возможность выбрать из всего многообразия колебательных движений выбрать, тот, который больше всего понравится и получится. Для этого надо потренироваться на небольших кусочках металла.
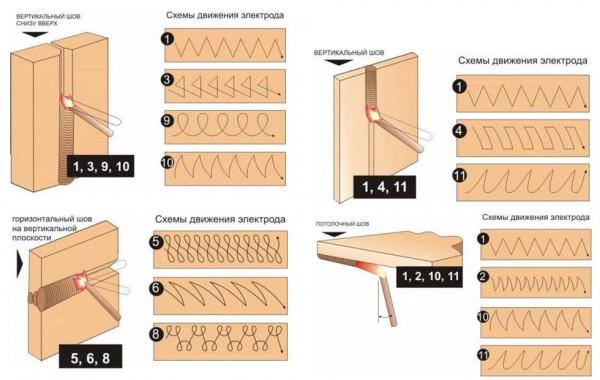
Каждый из предложенных способов имеет свое название и предполагает совершение колебательных движений поперек оси шва. Сваривать таким методом можно, как горизонтальные, так и вертикально расположенные швы.









Красивые названия типа елочка, полумесяц, петля обозначают схематично движение электродов. Некоторые из них, например, петли, целесообразно применять для сварки тонкостенных деталей, другие также имеют особенности применения. Неплохим вариантом служат движения полумесяцем, которые гарантируют хорошее прогревание кромок.
Амплитуда движений может иметь различное значение, зависящее от ширины шва. Выбор схемы движения также зависит от расположения соединения в пространстве.

Обучение сварочному делу следует начинать с нижнего горизонтального шва, как наиболее легкого в исполнении. Для начала следует выбрать несложные детали небольшого размера.





