
Порядок работы
 Начинать следует с подготовки сопрягаемых поверхностей. Чтобы спаять алюминий в домашних условиях, сопрягаемые детали необходимо отчистить от остатков краски или грязи. Для этого используются металлические щётки, скребки, абразивные круги или наждачная бумага. Окисные плёнки при этом должны становиться тоньше. Обрабатываемые поверхности нужно обезжирить спиртом, ацетоном или бензином. Затем детали устанавливаются в рабочее положение, и начинается прогрев материала.
Начинать следует с подготовки сопрягаемых поверхностей. Чтобы спаять алюминий в домашних условиях, сопрягаемые детали необходимо отчистить от остатков краски или грязи. Для этого используются металлические щётки, скребки, абразивные круги или наждачная бумага. Окисные плёнки при этом должны становиться тоньше. Обрабатываемые поверхности нужно обезжирить спиртом, ацетоном или бензином. Затем детали устанавливаются в рабочее положение, и начинается прогрев материала.
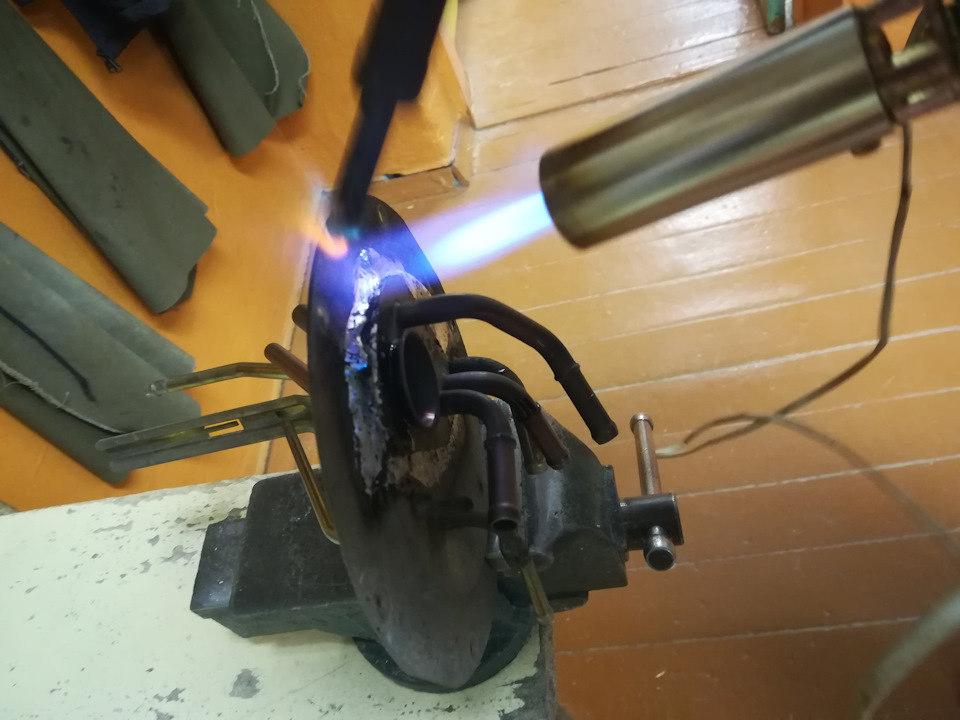
Для небольших деталей или электротехнических работ можно использовать паяльник мощностью 100 Вт. Жало паяльника желательно залудить. Для больших деталей паяльника недостаточно. Применяется пайка алюминия газовой горелкой или паяльной лампой, которыми прогревают стык деталей. Пламя горелки нужно регулировать так, чтобы не было копоти, которая загрязнит обрабатываемые поверхности.
https://youtube.com/watch?v=Z8gsfb_1eNI
Металл не должен перегреваться. Для проверки можно коснуться куском припоя обрабатываемой поверхности. Если припой стал плавиться, температура достигла необходимых для обработки значений. После проведения подготовки можно приступать к соединению деталей. Порядок действий такой:
- Нанести флюс на обрабатываемые поверхности. Для этого удобно использовать кисточку. Следует избегать попадания припоя на открытые участки тела и слизистую оболочку. В случае попадания немедленно промыть водой.
- Жало паяльника и пруток припоя установить на место стыка. Паяльником распределить припой по месту соединения. Если жало паяльника имеет специальные зазубрины, нужно поскрести им место соединения для удаления оксидной плёнки.
После остывания место соединения следует очистить от остатков флюса. Рекомендуется промывать загрязнённые места последовательно холодной и горячей водой и неконцентрированным раствором каустической соды. Это предохранит соединение от коррозии.

При пайке предметов домашней утвари (посуды, кастрюль, соприкасающихся с продуктами питания) следует очень внимательно выбирать флюсы и припои. Во многих из них содержатся вредные химические вещества.
При соблюдении всех этих условий пайка алюминия может обеспечить прочное и долговечное соединение деталей. Припаять отдельные детали гораздо проще, чем сваривать их.
Originally posted 2018-04-18 12:22:57.
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения.
С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике.
Пайка имеет ряд несомненных достоинств в сравнении со сваркой. Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
https://youtube.com/watch?v=_GW1MkIQw9c
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
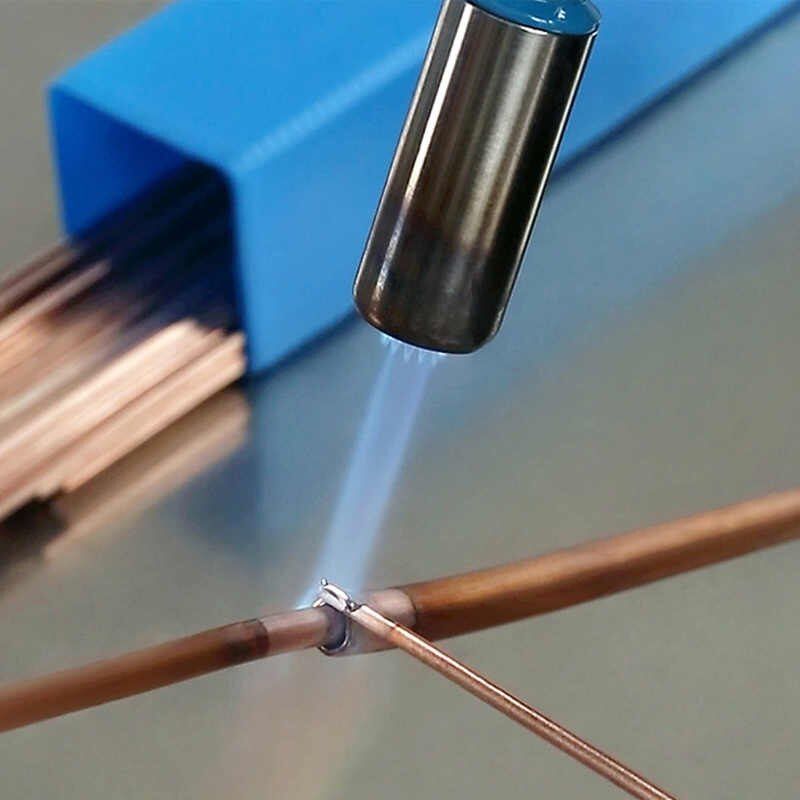
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
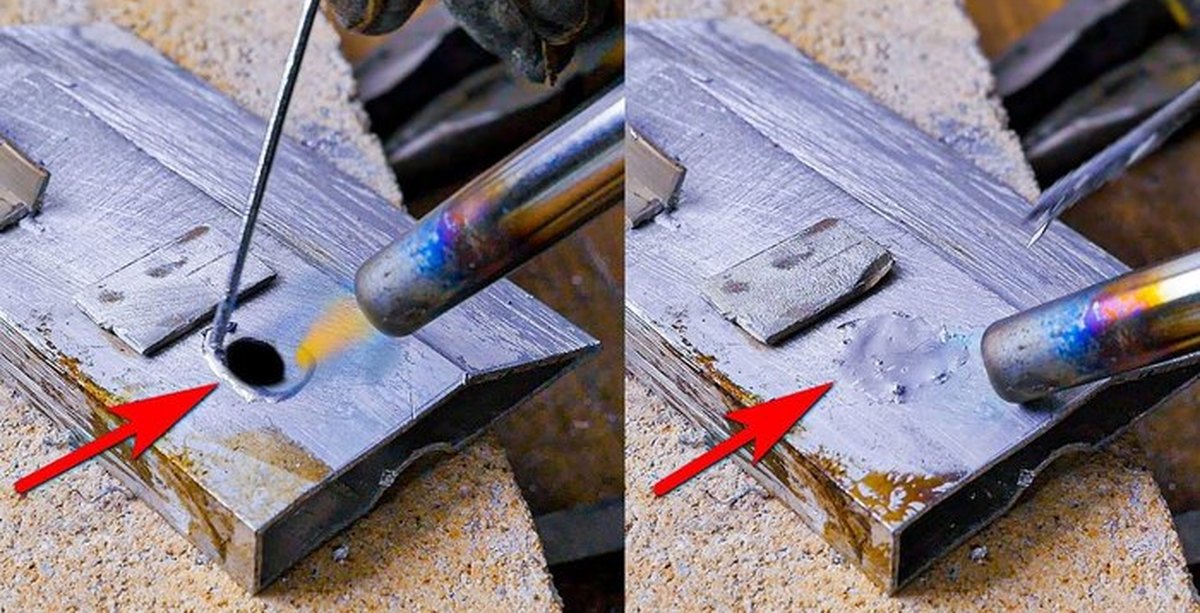
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.
Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.»
Расход припоя, г
Расход газа, мл
1-2
0,5-1
3-5
2 -4
1-1,5
5,5
6
1,5
7
10
2
11
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.



![Припой для пайки [алюминия, меди, стали]](https://molibden-wolfram.ru/wp-content/uploads/2/d/7/2d7ae78d65d89897e19b0a0390f0b1c3.jpeg)




Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
- флюс;
- припой.
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +250° С до +300° С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +500° С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Необходимые материалы и подручные средства
Пайка алюминиевых изделий при должной подготовке поверхности может быть выполнена всеми видами припоев. Например, пайка алюминия оловом возможна при снятии оксидной пленки.

Материалы, необходимые для пайки алюминия.
Однако, в большинстве случаев, алюминиевые соединения, полученные при пайке оловянным припоем, имеют низкую надежность из-за плохой растворимости материалов.
Наиболее оптимальными припоями для пайки алюминия являются:
- цинковый;
- медный;
- кремниевый;
- алюминиевый.
На рынке имеется большое количество припоев, на основе указанных выше материалов. Одним из самых распространенных цинковых припоев является ЦОП40, в составе которого имеется 40% цинка и 60% олова. Кроме этого, популярным остается припой 34А, состоящий из 66% алюминия, 28% меди и 6% кремния.






Важно отметить, что проведение работ с правильным припоем и со специальным флюсом для пайки алюминия существенно облегчает задачу. Отдельного упоминания стоит специальный припой для низкотемпературного пропая алюминиевых деталей
Одним из наиболее распространенных расходных материалов для подобной операции является припой HTS-200
Отдельного упоминания стоит специальный припой для низкотемпературного пропая алюминиевых деталей. Одним из наиболее распространенных расходных материалов для подобной операции является припой HTS-200.
Конечно, не стоит забывать и об обязательном использовании специального флюса для низкотемпературной пайки алюминия.
В состав флюса для беспроблемной пайки алюминия должны входить хотя бы один из следующих элементов:
- триэтаноламин;
- фторборат цинка;
- фторборат аммония.
Одной из марок флюсов для сварки алюминия газовой горелкой является Ф64. Популярность данного флюса вызвана его большой активностью. Пропаять с флюсом Ф64 можно даже алюминиевые детали без предварительной зачистки оксидной пленки.
В состав флюса Ф64 входят:
- 50% хлорида калия;
- 32% хлорида лития;
- 10% фторида натрия;
- 8% хлорида цинка.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).

Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.

«Aluminium-13» производства компании Chemet
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен — все зависит от площади пайки. Алюминий с медью хорошо проводят тепло, поэтому паяльник нужен мощный. При площади детали в 1000 см² мощность паяльника нужна 50-60 Вт. Паяют часто две или больше частей, в таком случае мощность увеличивается до 100 Вт. При подогреве места соединения подойдет паяльник меньшей мощности. Жало выбирают широкое, на нем можно сделать зазубринки для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо разогретым инструментом после снятия оксидной пленки и лужения, к залуженному (залудить можно с применением специальных припоев) участку хорошо прилипает припой и годится любой паяльник
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
В чем состоит проблема
Оксидная пленка плавится при очень высокой температуре. Ее присутствие мешает проникновению припойного расплава в основной металл, нарушает смачивание места пайки.









Алюминий имеет низкую температуру плавления. Он полностью переходит в жидкое состояние при 660 ℃. Начинается изменение агрегатного состояния при температуре около 300 ℃. В большинство алюминиевых сплавов входят металлы, которые расплавляются уже при 500 ℃.
Велика вероятность перегрева зоны плавления, вследствие которого в жидкое состояние перейдут фрагменты деталей. Следует помнить, что паяние должно проводиться путем обволакивания твердых рабочих участков изделий расплавленной массой припоя.
Это интересно: Описание и особенности п-образного алюминиевого профиля
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.
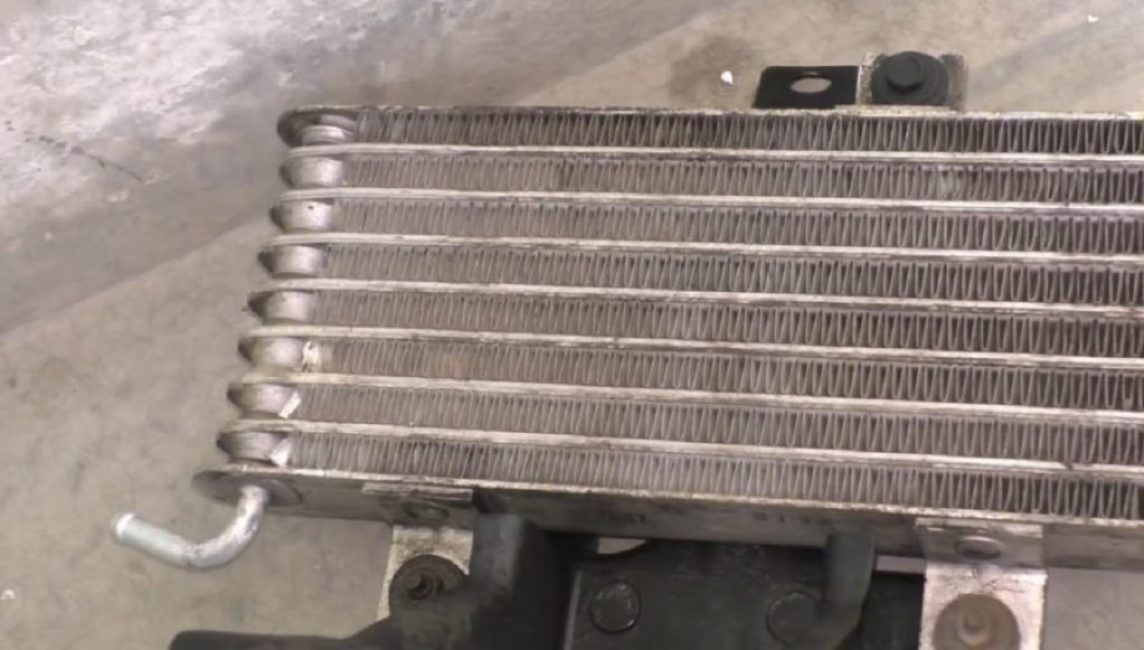
Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Микротрещина
Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.










Изготовление теплицы своими руками из профильной трубы и поликарбоната: полное описание процесса, чертежи с размерами, полив и обогрев (Фото & Видео)
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться. Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Как запаять алюминиевые предметы обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.

Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.

Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином
Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника
Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.

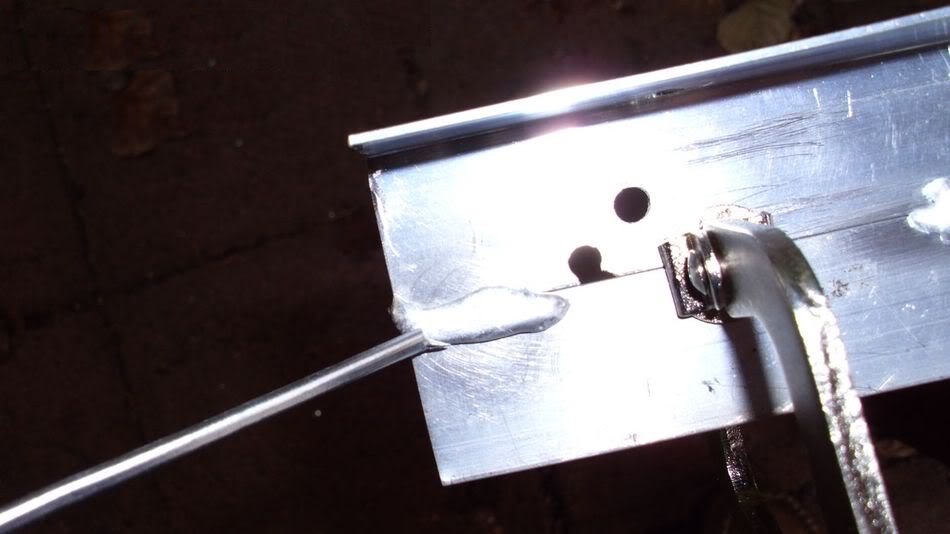
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.

Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.







![Припой для пайки [алюминия, меди, стали]](https://molibden-wolfram.ru/wp-content/uploads/7/9/0/790467de595312dc772418ef2b80f4b7.jpeg)



Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.

Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
Пайка в печах.
Изделия перед пайкой обычно собирают в зажимном приспособлении с укладкой припоя или с предварительным нанесением его плакированием на паяемую поверхность. Перед пайкой собранное изделие покрывают флюсом и затем паяют. Пайку крупных алюминиевых изделий необходимо вести в электрической печи с отдельными зонами для нагрева, сушки флюса, пайки и медленного охлаждения. Транспортирующие и прижимные устройства могут быть изготовлены из алюминиевых сплавов с высоким содержанием магния, предварительно сильно окисленной поверхностью для изоляции ее от воздействия флюсов. При печной пайке, как правило, используются реактивные флюсы.
При флюсовой пайке конструктивно сложных соединений из алюминия и его сплавов (например, при пайке трубки из сплава АМцПС в трубную алюминиевую доску) нанесение флюса на собранное перед пайкой соединение из водного раствора часто не обеспечивает качественного формирования паяного шва даже при температуре 600—610°С из-за плохого смачивания неплакированной трубки. В этом случае предварительное покрытие трубок слоем гальванической меди (толщиной 2—5 мкм) обеспечивает отличное их смачивание припоем, тонкость и плавность галтельных участков и их чистоту и возможность пайки при 580 °С.
При пайке алюминиевых сплавов в печах, особенно типа ПАП (с газовым теплоносителем), легко соблюдать температурный режим во избежание развития в основном металле пережога или недопустимой его химической эрозии припоями. Максимально допустимый перепад температур по изделию из алюминиевых сплавов ±5°С. Перед пайкой собранное изделие при нормальной температуре погружают в водный раствор тщательно перемешанного флюса. Флюс может быть нанесен в виде спиртовой пасты. Флюс 34А можно наносить на паяемые детали из водного раствора, содержащего 1,5 объема воды и 1 объем флюса. Такой раствор не теряет флюсующей способности в течение четырех дней. Через семь дней раствор становится непригодным для флюсования.
Флюсующая способность флюса Ф124 и особенно флюса Ф5 при нанесении их из водных растворов сравнительно хуже, чем флюса 34А. Их содержат в специальных ваннах из коррозионно-стойкой стали 12Х18Н9Т или винипласта.
Изделие с нанесенным флюсом загружают в печь, нагретую до температуры пайки или несколько выше, с учетом расхода части теплоты на нагрев изделия, прижимного приспособления и снижения при этом температуры до температуры пайки, и выдерживают при температуре пайки в течение 5—25 мин в зависимости от массы изделия и приспособления.
При пайке в печах крупногабаритных тонкостенных изделий из алюминиевых сплавов АД1, АМц и АМг применение флюсов типа 34А вызывает насыщение паяемого металла цинком, восстанавливаемым на его поверхности из хлорида цинка, содержащегося в флюсе . Поэтому использование флюсов, содержащих хлорид цинка, при пайке в печах требует тщательного контроля и ограничения температуры и времени пайки. В связи с этим, например, применяют предварительное флюсование или быстрый нагрев флюсованного изделия до рабочей температуры пайки.
Для печной пайки алюминия и его сплавов более целесообразно применение сухих порошков флюса типа Ф5, содержащих хлориды олова и кадмия. При пайке такими флюсами на поверхности паяемого металла высаживаются олово и кадмий, слабо взаимодействующие с алюминием даже при длительном времени пайки. Паяные соединения, выполненные с флюсом Ф5, имеют более тонкие галтельные участки. Сопротивление усталости паяных соединений, выполненных с применением обоих флюсов, практически одинаково (~78,4 МПа). Сопротивление срезу соединений из АМц, паянных припоем 34А с флюсами 34А и Ф5, после испытания в течение шести месяцев во влажной атмосфере снижается на 16% и 10% соответственно.
Перед пайкой крупногабаритных тонкостенных узлов из сплавов АМц, АМг после сборки и подгонки деталей обычно выполняют прихватку (с шагом 150—200 мм) ручной аргонодуговой сваркой. Оптимальная ширина зазора 0,05—0,2 мм. При меньшей ширине зазора возникают непропаи, обусловленные недостаточным заполнением его припоем: при большем зазоре во многих случаях в швах возникают пустоты, так как припой стекает вдоль шва.
Температуру в печи необходимо контролировать термопарами, расположенными в центре каждой нагреваемой секции печи. Узлы перед загрузкой устанавливают на специальный поддон, на который при пайке стекают излишки флюса: борта поддона экранируют изделие от прямого теплоизлучения нагревательных элементов печи.
Нагрев алюминиевого изделия
Метод прогрева алюминиевых деталей подбирается индивидуально. Изделия сравнительно небольших размеров можно прогреть при помощи электрического паяльника и залудить припоем и флюсом для пайки меди. Для более массивных деталей имеет смысл использовать другой способ пайки алюминия с применением газовой горелки или паяльной лампы.

Таблица марок припоев для пайки алюминия.
При прогреве детали следует:
- Контролировать температуру нагреваемого изделия.
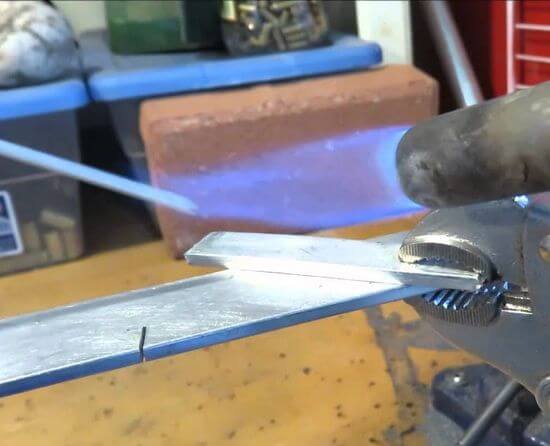
Узнать текущую температуру поверхности детали можно, прикоснувшись к ней прутком припоя. Когда проволока припоя алюминия начинает плавиться следует уменьшить нагрев и приступать к непосредственной пайке с применением активного флюса. - Следить за пламенем горелки.
Струя горелки содержит смесь природного газа и кислорода, а потому должна быть ярко-синего цвета. Правильный состав пламени горелки позволяет алюминиевой детали меньше окисляться и не перегреваться.
Ключевые преимущества прогрева массивных алюминиевых изделий газовой горелкой представлены:
- Низкой стоимость оборудования. Газовая горелка потребляет небольшое количество топлива и продается в любом строительном магазине.
- Отсутствие неравномерного прогрева и напряжений внутри изделия.
Детали, прогретые газовой горелкой, имеют ровный шов и не меняют геометрию из-за перегрева. - Легкий контроль рабочих температур.
При слишком сильном нагреве металла следует уменьшить интенсивность пламени горелки. - Возможность проведения паяльных работ в домашних условиях.
При прогреве металла горелкой нет едкого запаха, отсутствует ультрафиолетовое облучение кожи и не летят искры.





