
Пайка своими руками
Стоит отметить, что пайка нержавеющей стали в домашних условиях с применением оловянного припоя — это не такое уж частое явление. Поскольку сама технология пайки сложна и редко применяется в быту. Но порой домашнему мастеру все же приходится столкнуться с необходимостью пайки нержавейки. Это может быть просто мелкий ремонт. Что делать в таких случаях?
Прежде всего, ознакомьтесь с обучающими материалами и видео. Они помогут лучше понимать всю суть работы с нержавеющей сталью. Так вы сможете избежать большинства ошибок и добиться более-менее достойного результата. А мы, в свою очередь, кратко расскажем вам, как выполнять пайку и что нужно учесть.
Инструменты
Работа начинается с инструмента. Без него вы просто не сможете выполнить пайку. Конечно, некоторые инструменты можно сделать своими руками из подручных средств, но мы все же рекомендуем приобрести качественный инструмент в магазине.
Итак, для пайки вам понадобится:
- Электрический паяльник, работающий от стандартной сети в 220В. Его мощность должна быть не ниже 100Вт, а лучше еще больше.
- Конечно, флюс типа «бура». Пастообразный или жидкий. А также кисточка для его нанесения.
- Наждачная бумага, напильник или шлифмашинка.
- Металлический припой, изготовленный из чистого олова или смеси олова со свинцом.
Необязательно, но рекомендуется держать при себе стальной трос и небольшую металлическую трубку. Позже вы узнаете, зачем нам нужны эти компоненты.

Технология пайки
Теперь перейдем к технологии пайки. Еще раз повторим, что мы рассказываем о пайке на дому, а не в условиях промышленного цеха.
Для начала зачистите поверхность металла. Для этого используйте наждачку, шлифмашинку или напильник. Удалите все пятна, загрязнения, следы или масла или краски, очаги коррозии. Если это не сделать, качество сварки сильно ухудшится. Швы будут дефектными, и ваша работа пойдет насмарку.
После того, как вы тщательно подготовили поверхность деталей, нанесите флюс. Чтобы нанести флюс для пайки нержавейки используйте небольшую кисточку. Наносите флюс равномерным не толстым слоем. Флюс не только защитит сварочную зону от окисления, но и обеспечит качественное лужение. Об этом мы поговорим далее.
После нанесения флюса на будущую зону сварки, необходимо выполнить лужение. Луженое — это процесс, при котором тонкий слой олова наносится на металлическую поверхность. Этот процесс необходим для дальнейшей пайки. У новичков часто не получается с первого раза правильно выполнить лужение. Это не страшно. Вы можете нанести второй слой, предварительно прогрев детали до невысокой температуры.

Вы прогрели детали, снова попытались выполнить лужение, но ваши попытки не увенчались успехом? У многих сварщиков припой просто скатывается вниз, вместо того, чтобы образовывать тонкий слой на поверхности металла. Здесь-то нам и понадобится стальной трос и металлическая трубочка. Из этих двух компонентов можно сделать простейшую металлическую кисть.
Чтобы ее изготовить, трос должен быть того же диаметра, что и трубочка. Трос продевается в трубочку и на одном конце разматывается до образования своеобразной «косточки». С помощью такого приспособления выполняется зачистка металл. Да, вы используете эту «кисть» вместо наждачной бумаги или напильника. Как показывает практика, применение такого нехитрого приспособления эффективнее всего очищает поверхность металла. А ведь от этого во многом и зависит лужение. Многие просто недостаточно тщательно очищают поверхность, из-за чего не удается покрыть металл оловом.
Только после того, как все эти этапы выполнены, можно приступать к самой пайке деталей. Здесь уже все гораздо проще. Припой подается в сварочную зону одной рукой. В другой руке нужно держать паяльник и двигать его синхронно с припоем, равномерно заполняя стык между двумя деталями.
Особенности
Во время работ вы наверняка столкнетесь с некоторыми трудностями. Например, при медленной пайке в составе нержавейки могут сформироваться карбидные соединения. Качество шва ухудшится, а вероятность образования дефектов увеличится. Чтобы избежать этих проблем выполняйте пайку быстро и уверено. Не медлите и не останавливайтесь подолгу на одном этапе.
Также рекомендуем после пайки прокалить деталь в печи. Так карбидные соединения точно не смогут образоваться в составе нержавейки.
Выбор припоя и прочих материалов
Для процесса спаивания нержавейки с помощью паяльника, необходимо правильно подбирать припой, поскольку от этого выбора зависит конечный результат. Одним из самых востребованных видов считается серия ПОС. Такая разновидность для спаивания в отличие от простого олова выпускается в форме брусков с наличием дополняющих вкраплений свинца, благодаря чему свойства материала меняются в положительную сторону. Существует несколько марок такой серии:
- ПОС-50Кд18;
- ПОС-61;
- ПОС-40.
Такие припои могут иметь в себе не только олово, еще кадмий, свинец и другие металлы. Если необходимо осуществить процесс спаивания изделий, которые будут использоваться для продуктов питания, то требуется проследить, что бы в материале не присутствовало ничего кроме олова, поскольку другие металлы могут принести вред для вашего организма.

Небольшим затруднением является выбор подходящего флюса, поскольку совсем не каждый подойдет. В подобном случае потребуется специальный активный флюс, в роле него выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Рекомендуется незамедлительно приступать к работе, после нанесения его на поверхность металла, поскольку флюс может совместиться с пленкой.









Технология спаивания нержавеющей стали при помощи олова
Перед осуществлением процесса спаивания нержавеющей стали оловом, требуется провести подготовительные процедуры с металлом. Вначале необходимо осуществить механический процесс, используя щетку по металлу или наждачную бумагу, в зависимости от толщины заготовки.

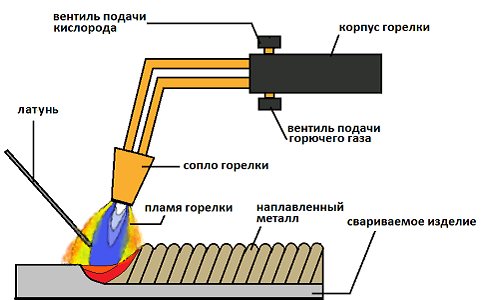
Затем потребуется удалить оксидную пленку, появляющуюся на поверхности металла, а еще от жировых появлений и других загрязнений с помощью растворителя, ацетона и прочих химических веществ. Потом, на чистую поверхность требуется нанести флюс, в случае, если комбинированный припой, в составе которого уже имеется подобное вещество, не используется. После выполнения всех подготовительных процедур, можно непосредственно переходить к процессу спаивания. Для этого потребуется осуществить нагрев детали с помощью горелки или паяльника. Если используется горелка, то нужно тщательно смотреть за уровнем кислорода, поскольку при его недостатке, металл начнет подвергаться окислению.
Что бы ни упустить такой важный нюанс, потребуется обращать внимание на цвет пламени, поскольку, если состав будет перенасыщен, оно станет светло-синим. Для расплавления припоя, понадобится произвести нагрев всей области соединения до необходимой температуры, поскольку его плавление зависит не от горелки, а от нагретого ею металла
Припой кладется на место, где детали соединяются, действуя не спеша, пока все место не будет наполнено.

Особенности пайки нержавейки
Для получения неразъемного соединения деталей из коррозионно-стойкой стали используются присадочные сплавы с более низкими температурами плавления, чем у соединяемого основного металла. Наличие прочной оксидной пленки делает нержавейку более трудной для пайки, чем углеродистая сталь.

Чтобы припаять непосредственно к нержавеющей стали, необходимо использовать специальные смеси с диапазоном активации 100-375°C для удаления поверхностных оксидов. Эти вещества рекомендуется только для механического соединения. Из-за коррозионной активности они не рекомендуются для электрических контактов. Если остаток флюса после оплавления не будет полностью удален с использованием теплой воды с механической очисткой, швы будут нарушены из-за потенциальной коррозии в течение его срока службы.
Альтернативным решением является использование формовочного газа, состоящего из азота и водорода. Этот метод удаления оксида используется, когда температура пайки может быть выше 350°C, активизируя водород и восстанавливая оксиды. При использовании этого метода не требуется удалять остатки реагента.
Припои, рекомендуемые при работе с нержавейкой, содержат большое количество цветного легкого металла. Они соответствуют цвету стали, не темнеют. Содержание олова составляет более 50%, чтобы обеспечить прочность сцепления, минимизировать риск гальванической коррозии паяного шва во время эксплуатации. Применяемые материалы должны соответствовать температурному диапазону применения.

Оборудование
Основное устройство, которое необходимо подготовить для проведения работ — это паяльник с мощностью не ниже 80, но и не более 100 ватт. Если мощность паяльника будет меньше, то обрабатываемые поверхности прогреются недостаточно. Если устройство будет более мощным, то поверхности разогреются чрезмерно, и припой будет в буквальном смысле течь.

Если предпочтение было выбрано твердому припою, потребуется дополнительно запастись газовой горелкой. Для спаивания нержавейки идеальным составом будет оловянно свинцовый. А в качестве флюса можно использовать либо хлористый цинк, либо паяльную кислоту.
Для того чтобы не успела повторно формироваться оксидная пленка, наносить флюс следует непосредственно перед пайкой
Важно заранее подготовить свое рабочее место. Нельзя допускать, чтобы в помещение, где будут проводиться работы, могли попасть дети и домашние животные

Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
| Температура пламени горелки, градусов целься | Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм |
| 232-240 | 80-100 | 5-10 | 2-4 |
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.










Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала
Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
Пайка нержавейки
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Пайка нержавейки
Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.
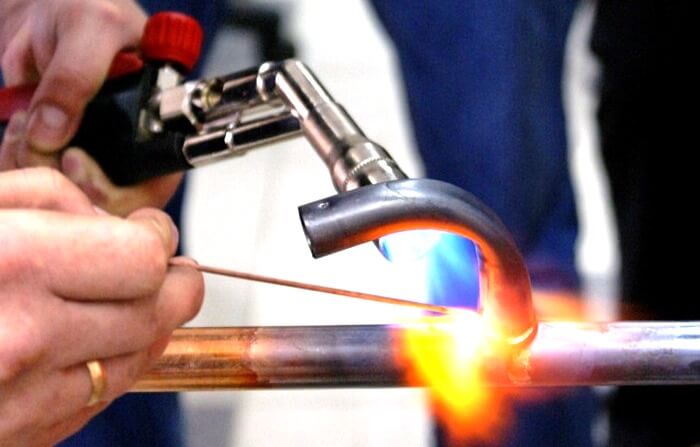
Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию
Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.
Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.
Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.









Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.
Кто не работает, тот не ошибается
Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Тогда шов получается качественным, ровным и «долгоиграющим».
Ошибками в достижении хорошего результата являются:
- паяльник не достиг нужной температуры;
- плохой прогрев спаиваемых деталей. Если они большие, то это можно сделать с помощью газовой горелки или на электроплите;
- неправильный выбор флюса, который не может растворить оксидную или жировую пленку на металле.
Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом. Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует.
Советы в статье “Как работает электронный динамометр ” здесь.
Пайка нержавейки в видео:
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.
Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.
Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.
Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.








Пайка нержавейки оловом в домашних условиях
Пайка нержавейки оловом
Часто можно встретиться с мнением, что пайка нержавейки оловом является сложным и трудоёмким процессом, особенно в домашних условиях. Сразу необходимо развенчать этот миф – паять нержавейку оловом можно легко, главное иметь определённые навыки, знания и опыт. Некоторую информацию и рекомендации мы постараемся передать Вам в этой статье
Особенно важно знать, что первостепенную роль играет флюс для пайки нержавейки оловом, флюс обеспечит надежное и долговечное соединение двух поверхностей
В первую очередь, обратите внимание на электропаяльник:
- Оптимальная мощность, которой он должен обладать от 60 до 100 Вт. Паяльник с меньшей мощностью попросту не сможет нагреть и расплавить металл, а большая мощность в домашних условиях не нужна, так будет происходить перерасход энергии (особенно это актуально для маленьких по размеру деталей).
- Выбирайте паяльник с необгораемым жалом, так как он намного долговечнее в работе с нержавейкой и оловом в качестве припоя.
- Олово – идеальный припой для нержавейки, потому что в отличии от прутки ПОС не содержит свинец и может использоваться в работе с пищевыми изделиями.
- В качестве идеального флюса в нашей ситуации лучше использовать ортофосфорную кислоту, обеспечивающую прекрасное лужение и пайку. Пайка нержавейки оловом невозможна без правильной подборки флюса, так как могут возникнуть проблемы с лужением из-за оксидной плёнки, покрывающей тонким слоев металл.
- Постарайтесь купить паяльник с переменным уровнем нагрева, т.к. он сэкономит значительное количество энергии и прослужит дольше. Паяльник с непрерывным нагревом, то есть работающий всегда на максимальной мощности быстрее выходит из строя (само жало под воздействием высоких температур и агрессивных кислотных сред разрушается и постепенно откалывается).
- Старайтесь периодически чистить жало паяльника от накипи и затачивать его, дабы сохранять возможность филигранной работы с ним.
Пайка нержавеющей стали дома
Не секрет, что домашний мастер регулярно сталкивается с обыденными бытовыми трудностями, которые он вынужден устранять самостоятельно в домашних условиях. Однако иногда случается так, что человеку требуется выполнить работу, связанную с обработкой нержавейки.
Разумеется, в большинстве случаев за данную работу мастер берется самостоятельно, выполняя ее в домашних условиях. Но для этих целей понадобятся некоторые знания, умения и навыки. Также потребуется обзавестись определенными инструментами и материалами.
Понадобится следующее:
- Электрический паяльник на сто ватт;
- Паяльная кислота;
- Наждачная бумага или напильник;
- Оловянный припой для обработки сталей;
- Стальной трос;
- Трубка.
После того как появилась определенность с материалами, инструментами, необходимыми для пайки рассматриваемого материала — нержавейки, следует проинформироваться относительно порядка действий при работе, так как четкая и организованная работа – залог успеха пайщика.
Порядок действий:
Для обработки нержавеющей стали, необходимо с самого начала позаботиться о наличии паяльника мощностью 100 Вт, а также флюса
Обратите внимание на то, что более мощный паяльник брать для обработки нержавейки нецелесообразно. Флюсом может послужить паяльная кислота
Также позаботьтесь о том, чтобы под рукой имелся припой оловянно-свинцовый.
Как только все необходимые материалы, а также инструменты подготовлены для пайки, можете приступать к работе. Сначала следует зачистить место соединения нержавейки: сделать это возможно с помощью напильника ил наждачной бумаги, найти которые непроблематично. По окончании очистки рабочих поверхностей следует нанесение паяльной кислоты с последующим облуживанием. Если облуживание не выходит (припой не пристает к поверхности сталей), можете повторно нанести паяльную кислоту на хорошо разогретую поверхность, после чего выполнить облуживание вновь.
В том случае, если вы сделали повторную попытку, и она не увенчалась успехом, а припой снова скатывается, необходимо рабочую поверхности нержавеющей стали обработать специализированной щеткой, которая может быть изготовлена собственноручно: возьмите кусок трубки (диаметр – 5 миллиметров), в который поместите тонкие жилы, взятые от стального троса. Таким образом, нанесите на участок пайки кислоту, а затем подведите к нему щетку и паяльник одновременно. После этого начните водить двумя инструментами. Надо сказать, что процедура отлично помогает при снятии оксидной пленки с поверхности металла (нержавеющей стали).
Как только детали удалось отлудить, приступайте к спайке нержавейки, применяя в работе флюс и паяльник.
Это интересно: Пайка серебра в домашних условиях — припой, флюс, горелка
Чем паять нержавейку

Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.
Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.










https://www.youtube.com/watch?v=8WAYiLyvW5Au0026t=9s
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Полезные советы
Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.





