
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
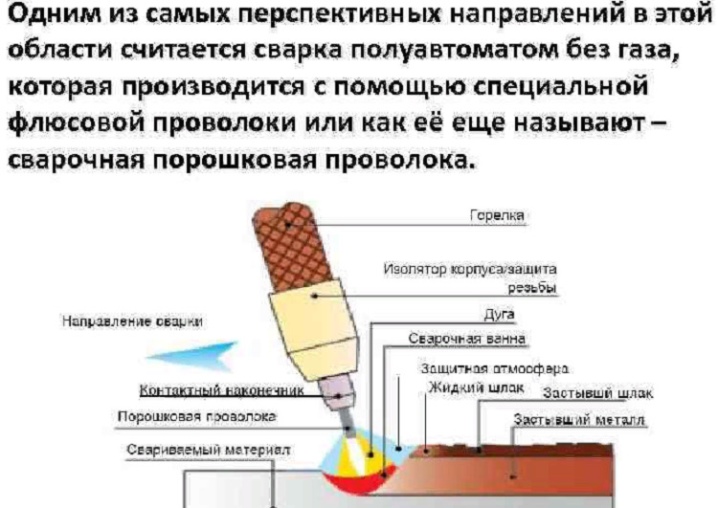
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.
Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Необходимое оборудование и виды проволоки
Для соединения без газа может подойти любой аппарат с возможностью переключений обратной полярности на прямую. При использовании проволоки с флюсом подбирается сварочный полуавтомат без газа. При этом необходимо соединять клеммы оборудования, как при работе с электродами. Результатом станет повышенная энергия выхода дуги, а также температура в месте шва.
Первоначально выполняют отладку подающего механизма. Возникающие перекосы могут повредить материал, при этом снизится качество соединения. При выборе оборудования учитывают:
- небольшие размеры для быстрого перемещения;
- плавная настройка электрической дуги;
- применение различных материалов.
Различают следующие виды проволоки:
- с флюсовым сердечником;
- с металлическим порошковым сердечником.
 Проволока для полуавтомата
Проволока для полуавтомата
Настройка оборудования
Подобранные параметры помогут соединить металлические детали качественным швом. Предварительно необходимо:
- определить величину электрического тока для подачи на клеммы оборудования;
- настроить инверторный сварочный аппарат по указанным параметрам;
- на подающем механизме установить набор шестерен;
- на куске металла выполнить пробный шов;
- убедившись в правильной настройке параметров, выполнить соединение металла.
Режимы полуавтоматической сварки в среде защитных газов
Углекислотная сварка позволяет соединять множество видов металлов и сплавов.
Выбор режима работы аппаратуры зависит от толщины свариваемого металла, например, сварка труб должна производится при таких настройках:
- диаметр проволоки – 1.2 миллиметра;
- сварочный ток – 130-170 ампер;
- напряжение дуги – 21-21.5 вольт;
- скорость подачи присадочного материала – 150-250 метров в час;
- расход газа – 6-7 литров в минуту;
- вылет электрода 10-13 сантиметров.
По данным выше можно сделать вывод, что баллон на 10 литров при испарении, образующий порядка 5 кубических дециметров газа, сможет обеспечить около 6 часов беспрерывной работы сварочного аппарата. Наиболее оптимальные параметры рабочего давления углекислоты следует подбирать в зависимости от свариваемых материалов.
Сварочные работы в труднодоступных местах могут осуществляться при помощи присадочной проволоки с флюсом. Такой подход позволяет обойтись без тяжелого баллона с сжиженной углекислотой.
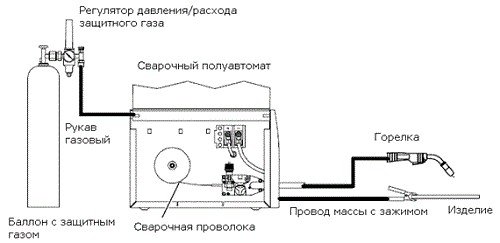 Чертеж полуавтоматической сварки с защитным газом.
Чертеж полуавтоматической сварки с защитным газом.
С каждым сварочным аппаратом поставляется документация, в которой четко описаны оптимальные режимы работы техники. Кроме этого, в сопроводительных бумагах обычно имеются данные о настройке устройства в зависимости от толщины свариваемых изделий.
При проведении работ следует помнить следующие правила:
- при увеличении сварочного тока увеличивается глубина сварного шва;
- напряжение дуги напрямую зависит от длины;
- скорость подачи присадочного элемента следует откалибровать так, чтобы обеспечивалось стабильное горение сварочного разряда;
- вылет электрода напрямую влияет на качество шва, а, следовательно, следует эмпирически вычислить оптимальные параметры.
Большинство современных полуавтоматических сварочных устройств собраны на базе инверторного источника питания. Такая конструкция позволяет подключать аппаратуру в сеть переменного тока.
При подключении инверторной сварки не требуется использование специальной аппаратуры, поскольку в самом источнике питания установлены все требуемые выпрямитель и высокочастотный трансформатор.
https://www.youtube.com/watch?v=OvpbnoHZlSM
Меры безопасности
- Свет, который образуется в процессе любого вида электродуговой сварки, очень яркий. Нужно защищать глаза и кожу. Для этого важно использовать сварочную маску. Сейчас продаются сварочные маски с автозатемнением, которые автоматически защищают от яркого света, как только он появляется. Это позволяет пользоваться двумя руками, не заботясь о маске.
- Важно использовать перчатки для защиты от брызг расплавленного металла. Они важны для защиты также и от нагрева и ультрафиолетового излучения, образуемого в процессе сварки. Если сварка длится больше минуты, то ультрафиолетовое излучение губительно воздействует на незащищённые участки кожи.
- Защитный костюм должен быть сделан из материала, который хорошо выдержит воздействие расплавленных брызг металла. Если нет возможности использовать защитный костюм, то материал одежды не должен содержать синтетических материалов, которые легко плавятся и могут причинить вред сварщику.
- Нужно надевать закрытую обувь, внутрь которой не попадут брызги раскалённого металла при сварке.
- Помещение, в котором осуществляется сварка должно хорошо вентилироваться. В процессе сварки выделяются вредные испарения, которые нельзя вдыхать.
Какой газ нужен для механизированной сварки

Технология полуавтоматической сварки предполагает использование в качестве флюса активного или защитного газа. Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Типичными представителями инертной группы являются аргон (Аг) и гелий (Не). В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
- аргоно-углекислый состав (Аг + СО2) — инертно-активная среда, снижающая разбрызгивание электрода;
- аргоно-гелиевый состав (Аг + Не) — защитная среда, повышающая тепловую мощность дуги;
- аргоно-кислородная газовая смесь (Аг + О2) — инертно-активная среда для низколегированных и легированных сталей;
- углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.
Техника безопасности
Сварочные работы – это достаточно опасный процесс, зависящий от внимательности, профессионализма и оснащения мастера.
Лучший вариант защиты для проведения сварки с проволокой включает:
- Глазную защиту.
Для полной защиты зрения оператора сварочной установки следует экипировать специальными защитными очками и маской. - Фильтрацию воздуха.
При выполнении сварочных работ с использованием флюсовой проволоки необходимо обеспечить специалиста соответствующей защитой. От вредных испарений химических элементов могут помочь респираторы или фильтрующие маски. - Защиту от капель расплавленного металла.
Не стоит пренебрегать рабочей спецодеждой, поскольку капля раскаленного металла может серьезно травмировать мастера.
Таблица расхода защитного газа и скорость подачи проволоки.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Выполнение сварочных работ исключительно с деревянного помоста.
Использование металлических настилов строго запрещено. - Свет, используемый для освещения места варки, должен питаться от сети 12 с напряжением 12 вольт.
- Страховка мастера должна быть выполнена с использованием веревок, закрепленных на поясе.
Для обеспечения подвижности мастера длина страховочных тросов должна быть не менее двух метров. - Рабочее место сварщика должно быть укомплектовано вытяжными системами, позволяющими эффективно очищать воздух и убирать вредные примеси.
Некоторые флюсы, используемые при сварке без газа, при попадании в дыхательные пути могут вызвать серьезные отравления. - Перемещение сварочных заготовок должно производится строго в рабочих перчатках.
- Проведение работ на открытой местности во время выпадения осадков строго запрещено.
Технология полуавтоматической сварки среде углекислого газа позволяет обеспечивать качественное соединение материалов. Однако, при недостаточно хорошей проветриваемости рабочего места, углекислый газ может вызвать удушье мастера и вызвать серьезные проблемы со здоровьем.









Достоинства полуавтоматической сварки без газа
Давайте попробуем понять, в чем же отличие полуавтоматических аппаратов с газом от оборудования, работающего без применения газа.
В первом случае соединение защищается инертной средой (СО2 или смесью аргона с углекислым газом). В связи с отсутствием горения, невозможного при наличии углекислого газа, металл не прогорает.
В полуавтоматических аппаратах, где нет газа, применяют присадочную проволоку, покрытую флюсом. При его сгорании выделяется СО2, что не дает металлу прогореть.
Какие же есть достоинства и недостатки в работе с применением СО2 и без него?
При сварке без газа рабочая зона защищается средой, создаваемой сгоранием флюса, более легкого, чем металл.
При соединении с газом (например, с СО2) рабочие условия считаются более благоприятными, кроме того, идет охлаждение металла в рабочей зоне. Способ сварки с газом популярнее, в том числе и по причине меньших финансовых затрат.
Однако есть существенное достоинство сварки без применения газа – более ровный и аккуратный шов.
При этом стоит обратить внимание на то, что для работы нельзя использовать простую проволоку. С ее применением упадет качество шва – он станет неровным, значительно возрастет количество используемой проволоки, ведь большая ее часть испарится
Сварочная ванна наполнится кислородом, следовательно, в металле начнут появляться каверны и окислы.
Плюсы и минусы обоих методов описаны достаточно подробно. Выбор остается за вами. Необходимое же для таких способов оборудование продается в специализированных магазинах.
Появление в продаже простых, качественных и недорогих аппаратов привело к распространению полуавтоматической сварки без газа, ее возможности применения даже непрофессионалами.
Популярность аппаратуре принесла легкость обращения с ней, что является неоспоримым достоинством при сохранении чрезвычайно высокого качества работ. Получить красивый и ровный шов помощью данного оборудования сможет даже новичок.
Работа с газом требует переноса тяжелых баллонов и их зарядки, а это дополнительные расходы. Если применение сварки требуется лишь изредка, гораздо проще использовать полуавтоматические аппараты без газа.
Для таких работ используется флюсовая или порошковая сварочная проволока. Она состоит из стальной трубки, применяемой для сварки, со стандартным диаметром (0,8 мм). Центр трубки заполняется порошком (флюсом), напоминающим покрытие простого электрода. В процессе работы идет сгорание флюса, в результате сварочная ванна наполняется защитным газом.
Достоинством этого метода является отсутствие необходимости использования тяжелого газового оборудования, возможность визуального отслеживания работы, конечно, через защитную маску.
Различное наполнение сварочной проволоки позволяет менять химический состав формируемого шва и характеристику дуги.
Не рекомендуется резко изменять направление работы сварочного полуавтомата или поворачивать его из-за достаточно тонких стенок сварочной проволоки. По этой же причине необходимо подавать проволоку с небольшим сжатием через специальный механизм.
Использование флюсовой проволоки требует соблюдения полярности: изделие подключается к плюсу, а горелка к минусу. Это прямое подключение. Обратное применяют в работе с газом. Объяснение этому достаточно простое – при работе с флюсом требуется более высокая температура, необходимая для его сгорания и образования защитного газа.
Рейтинг универсальных полуавтоматов TIG, MIG/MAG, MMA
Многофункциональные полуавтоматические инверторы, позволяющие дополнительно сваривать металлы неплавящимися электродами в атмосфере защитного газа или газов.
1
Fubag IRMIG 200 SYN 31447 + горелка 38443 (TIG, MIG/MAG, MMA)
Рейтинг:5,0
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MMA), 200 А (MIG/MAG), 200 А (TIG)
Средняя цена: 32 950 руб
Модернизированная версия Fubag IRMIG 180 с тремя видами сварки, увеличенным пиковым током и цифровым дисплеем, Последний поможет подобрать режим сварки, максимально подходящий под текущие условия: регулируется скорость размотки проволоки (в режиме MMA – сварочный ток), напряжение дуги и индуктивность. В синергетическом режиме можно указать диаметр проволоки, тип защитного газа. Байонетные разъёмы из термостойкого пластика позволяют быстро сменить полярность и подготовить устройство к работе. Размотчик проволоки рассчитан на диаметры 0,6 – 1 мм.
Особенности:
- синергетическое управление для новичков;
- три режима сваривания в одном устройстве;
- быстрое и надёжное подключение;
- опция VRD понижает напряжение до безопасного для человека значения при простое.
2
Aurora SPEEDWAY 200 Synergic (TIG, MIG/MAG, MMA)
Рейтинг:4,9
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 160 А (MMA), 200 А (MIG/MAG), 180 А (TIG)
Средняя цена: 32 800 руб
Профессиональный помощник в цеху и на стройплощадке, позволяющий варить порошковой самозащитной проволокой, штучными электродами, проволокой в режиме MIG/MAG и неплавкими электродами в среде аргона. На переднюю панель вынесена всего одна ручка, управление полностью синергетическое: выбираете режим работы и вращаете регулятор, рабочие параметры микропроцессор подбирает автоматически. Для профи предусмотрено внесение корректировок в штатные настройки. Примечателен режим Root: снижает количество брызг вдвое, стабилизирует сваривание в любом положении, практически исключает постобработку шва.
Особенности:
- поддержка технологии ROOT Low Spatters;
- 2-х и 4-тактный режимы функционирования горелки;
- шустрая смена полярности;
- силовой блок на базе IGBT-технологии.
3
Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)
Рейтинг:4,8
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG), 200 А (TIG)
Средняя цена: 69 040 руб
Качественный аппарат для полуавтоматического сваривания в атмосфере защитного газа, порошковой проволокой без газа, покрытыми электродами и аргонодуговой сварки. Понадобится в автомастерской, на стройплощадке, небольшом производстве. Работает с проволокой диаметром 0,6-1 мм. Предусмотрено синергетическое и ручное управление параметрами дуги, функции холостого прогона проволоки и продувки газом. Опция Arc Force снизит вероятность залипания электрода при отделении капли металла или приближении электрода к свариваемой поверхности.
Особенности:
- понижение напряжения холостого хода в режиме простоя;
- время включения – 60%;
- 5-летняя гарантия от производителя;
- SMT-монтаж с покрытием электроники защитным лаком;
- синергетическое управление;
- режимы горелки 2T и 4T.








4
РЕСАНТА САИПА-190МФ (TIG, MIG/MAG, MMA)
Рейтинг:4,7
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 190 А (MMA), 190 А (MIG/MAG), 190 А (TIG)
Средняя цена: 27 690 руб
Многофункциональный прибор с рабочим циклом 70%. На его передней панели собраны разъёмы для кабелей и органы управления: напряжение, скорость подачи проволоки, режим горелки (2T/4T) для MIG/MAG-сварки, ток изменяется автоматически. Для режимов TIG и MMA доступно управление силой тока и регулирование форсажа дуги. Функции горячего старта и антизалипания электрода упростят работу начинающим сварщикам. Конструкция корпуса исключает попадание внутрь вертикально падающих дождевых капель и крупных предметов.
Особенности:
- принудительная протяжка проволоки;
- защита от перегрузок;
- IGBT-транзисторы;
- повышенные параметры электробезопасности;
- продолжительность включения – 70%.
В рейтинге собраны лучшие сварочные полуавтоматы, способные решить любые задачи, кроме самых узкоспециализированных, в области сваривания металлов в быту и на небольших производствах. При выборе ориентируйтесь на сферу применения: объёмы работ, тип и толщина металла, стабильность входящего напряжения.
Настройка полуавтомата
При проведении работ допускается коммутация с обратной полярностью подключения (отрицательный вывод необходимо подключить к заготовкам, а положительный полюс подвести к сердечнику, зажатому в цанге горелки). Затем необходимо установить катушку с присадочным материалом, отрегулировать направляющие ролики подающего механизма (настройки зависят от диаметра сердечника). При использовании порошковой проволоки не следует затягивать крепление прижимного элемента, поскольку существует риск деформации либо заклинивания стержня.
Рекомендуем ознакомиться
Более подробное описание по настройке полуавтомата вы можете прочитать в этой статье.
Затем необходимо определить сварочный ток, который зависит от ширины зазора, химического состава и толщины соединяемых листов. Для регулировки параметра на фронтальной части аппарата предусмотрен поворотный регулятор со шкалой (на части изделий имеется жидкокристаллический дисплей). После настройки рекомендуется сделать пробный шов на обрезке материала, имеющего одинаковый химический состав с соединяемыми заготовками. Если настройки корректны, то можно приступить к сварке основных швов.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Разновидности и применение
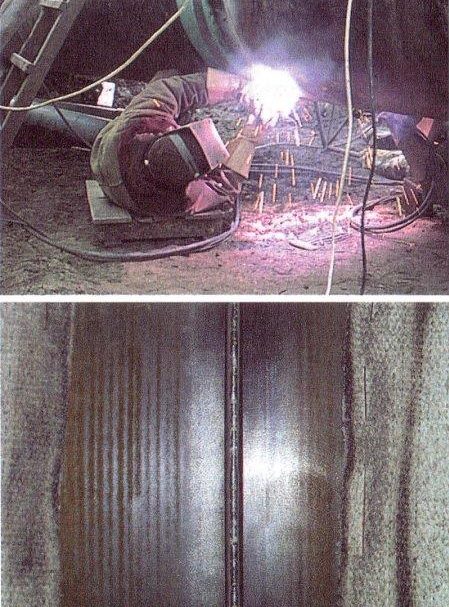
Сварка самозащитной порошковой проволокой востребована в труднодоступных местах. Это могут быть высотные работы или в тоннелях под землей. Небольшой полуавтомат можно повесить на плече, а для выполнения сварки необходима только розетка с 220V. Благодаря такой компактности эта технология широко применяется на строительных площадках и монтажных работах. Сборка и сварка металлических конструкций таким способом производится очень быстро. Но для сварки труб под высокое давление она не годится.
Проволока широко используется благодаря разнообразию диаметров, минимальное значение которого начинается от 0,8 мм и заканчивается на 2,4 мм. Это позволяет сваривать как тонкие листы стали, с толщиной стенки 1,2 мм, так и толстые стороны до 7-10 мм. Этим способом можно работать с углеродистой сталью, оцинкованным железом и нержавейкой
Для этого важно правильно выбирать материал самой проволоки и вид внутреннего наполнителя
Технология сварки полуавтоматом без газа
Полуавтоматом без газа можно варить многое, от алюминия до сложных комбинированных металлов. Главное, подобрать режим варки, флюс и методику создания швов. Поэтому перед тем, как варить полуавтоматом без газов, потребуется изучить способы варки металлов, особенности этого процесса и подготовки к нему
Особенно важно это знание для начинающих сварщиков, но и профессионалам нужно иногда напоминать себе последовательность шагов
Подготовка
Подготовка к сварке полуавтоматом без газа начинается с подготовки рабочего пространства
Места должно быть достаточно, чтобы сварщику ничего не мешало (как минимум 10 метров до легковоспламеняющихся предметов), а также важно обеспечить хорошую вентиляцию и проветриваемость пространства. Дополнительно проверяется защитная одежда, маска, так как они не должны быть деформированными
Никто без защитной экипировки не подпускается к месту сварки.
Далее обрабатывают поверхности заготовок, которые будут соединяться между собой. Сначала металл зачищают шлифовальной машинкой, потом обезжиривают спиртом или ацетоном.
После можно настраивать полуавтомат для сварки. Для этого выполняются такие шаги, как:
- Устанавливается сила тока, она определяется по толщине соединяемого металла.
- Подбирается скорость подачи проволоки, чтобы она не повреждалась в процессе и ее было достаточно. Об этом говорится в паспорте проволоки или сертификате. Прижимные ролики аппарата устанавливают согласно толщине проволоки.
- Выставляется правильная полярность. Так как здесь используется порошковый флюс, на рабочей детали должна оказаться клемма с «плюсом», а на электроде — «минус».
Чтобы проверить, все ли настроено правильно, нужно сделать пробную сварку. Для этого проволока немного прокручивается вперед, открывается заслонка для подачи флюса и нажимается пусковая кнопка. Пробную сварку полуавтоматом без газа можно делать сколько угодно раз, пока все не будет налажено — дуга не будет стабильна, проволока не будет свободно подаваться.
Пройдя все подготовительные этапы, можно начинать делать шов.
Подобрать правильную силу тока для сварки полуавтоматом без газа очень важно, так как если она будет недостаточной, то качество шва будет низким, а если слишком высокой — можно прожечь детали. Поэтому при выборе силы тока нужно ориентироваться на такие значения:
| Диаметр электрода, мм | Толщина металла, мм | Сила сварочного тока, А |
|---|---|---|
| 1,6 | 1 – 2 | 25 – 50 |
| 2 | 2 – 3 | 40 – 80 |
| 2,5 | 2 – 3 | 60 – 100 |
| 3 | 3 – 4 | 80 – 160 |
| 4 | 4 – 6 | 120 – 200 |
| 5 | 6 – 8 | 180 – 250 |
| 5 – 6 | 10 – 24 | 220 – 320 |
| 6 – 8 | 30 – 60 | 300 – 400 |
Подобные таблицы обычно помещаются в инструкции к аппарату.
Процесс сварки
Перед тем, как делать сварку полуавтоматом без газа, обязательным шагом будет правильная подготовка рабочего пространства, а также использование защитной одежды и маски. После, когда вытяжная система будет включена или хотя бы проветриваемость помещения будет достаточной, можно переходить к полуавтоматической сварке без газа.






Основной процесс заключается в равномерном движении электродом вдоль формируемого шва после того, как сварочный полуавтомат без газа подготовлен к работе. Движение обычно направлено сверху вниз. Когда флюс сгорает, тепловая энергия поднимается и позволяет удерживать единый уровень нагревания, подходящий для плавки металла. Для того чтобы плавка была постоянной, а сварочная ванна получалась правильно, ручку держателя электрода нужно направлять немного вверх. Горелка должна двигаться плавно, с единой скоростью по всему шву, чтобы не появились разрывы шва или наплывы металла. Для этого проволоку направляют по передней кромке сварной ванны.
Шов получается из-за того, что сварочная ванна полностью заполняется присадочным материалом, а когда вся полость будет заполнена, сначала отключают подачу порошковой проволоки с флюсом, потом отключают сварочный аппарат, а потом его отсоединяют от электросети — именно в этом порядке.
После сварочный шов должен немного остынуть. Иногда, если детали слишком толстые, делается несколько сварных швов. Тогда первый делается на малой силе электротока, а последующие — на обычной.
Сварить качественный шов полуавтоматом без газа, используя только проволоку, возможно. Необходимо только использовать правильный материал, соблюдать технику безопасности и методику работы, тогда даже без газа получится сделать хороший сварной шов. Пусть способ, предложенный здесь, не самый надежный для крупных работ, но для мелкого латания и бытовой сварки он вполне подойдет.
Виды порошковой проволоки
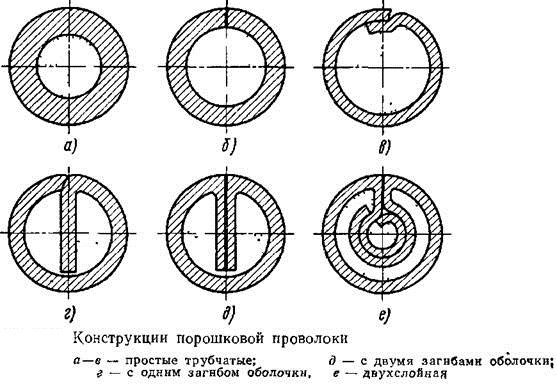
Порошковая проволока для полуавтомата делится на четыре вида по характеру своей конструкции:
- простой трубчатой формы;
- с одним загибом оболочки;
- с двумя загибами оболочки;
- двухслойная.
Ее габаритные размеры варьируются в широком диапазоне диаметров — от 0.8 мм до 2.5 мм.
Простая трубчатая может иметь небольшие нюансы в своей конструкции — она может быть либо цельнотянутой из одного куска металла, либо согнутой из листа металла в цилиндр соединением встык. Также может быть соединение заготовки для оболочки внахлест.
Внутрь проволоки равномерно помещается особый порошок. Его состав может варьироваться в зависимости от назначения свариваемых деталей, особенностей их дальнейшей эксплуатации.
В общем случае порошок состоит из ферросплавов, минералов и других химических веществ сложного состава. В любой их пропорции они создают защитный слой нейтрального газа, отделяющий расплав от кислорода воздуха. Кроме этого выделяемый порошком газ:
- легирует;
- раскисляет;
- стабилизирует электрическую дугу;
- упрощает формирование однородного шва.
В зависимости от состава порошка самозащитная проволока для полуавтомата делится на типы:
- Флюоритная;
- Флюоритно-карбонатная;
- Рутиловая;
- Рутил-флюоритная;
- Рутил-органическая.
Все вышеперечисленные типы обладают самозащитными свойствами. Для сварки ими нет необходимости в дополнительном баллоне с углекислым газом.
Таблица технических характеристик проволоки для деталей из алюминия
| Свариваемый основной металл | Присадочный материал (сварочная проволока) универсальная | Присадочный материал (сварочная проволока) специальная для обеспечения особых свойств шва | |||
|---|---|---|---|---|---|
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозионная стойкость | ||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 |
| АД0, АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 |
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц |
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | Авч | Авч |
| АМг5 | СвАМг5 | СвАМг6з | СвАМг6 | СвАМг5 | Св1557 |
| АМг6 | СвАМг6 | СвАМг6з | СвАМг6 | СвАМг6з | Св1557 |
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | Авч |
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 |
Подготовка к работе
Панель управления сварочным полуавтоматом без газа содержит несколько элементов управления, среди которых:
- переключатель сварочного тока полуавтомата;
- регулировка скорости подачи присадочной проволоки;
- таймер включения и отключения для точечной пайки;
- крепление для сварочного пистолета.
Все сварочные аппараты, позволяющие проводить соединение металлов в углекислоте, в процессе подготовки к работе должны пройти череду этапов:
- Проверка заземления аппаратуры.
Согласно пожарной безопасности и стандарту ГОСТ все сварочное оборудование должны быть присоединено к заземляющему проводнику. - Проверка сети.
Полуавтоматы очень уязвимы к различным отклонениям напряжения в электрической сети. - Выбор режима работы.
Настройка аппаратуры производится под конкретный вид сварочных работ. - Диагностика работоспособности горелки и системы подачи присадочной проволоки.
- Проверка качества проволоки.
Присадочный материал не должен иметь отслоений, повреждений и вмятин.





