Измерение среднего диаметра резьбы
Контроль среднего диаметра нарезки осуществляется микрометром. Главными комплектующими этого инструмента являются сменные наконечники, которые вставляются в отверстие винта. Этот измерительный прибор предоставляет наиболее точные измерения резьбы.
Если для работы необходимы лишь усреднённые значения диаметра резьбы, то можно применить специальное приспособление – кронциркуль. Его устройство представлено шариковыми наконечниками, размеры которых должны соответствовать типу и шагу резьбовых соединений. Наконечники кронциркуля ставятся по резьбовому калибру, выдавая средний размер диаметра. После этого необходимо проделать аналогичные действия и с боковыми сторонами детали. Для проверки полученных результатов используются резьбовые скобы. Оценка точности диаметра проводится по принципу сравнения полученной резьбы с исходным шаблоном.
Если требуется произвести контроль среднего диаметра маленькой длины, состоящей максимум из 2 витков, то мастера пользуются методом, в котором задействованы 2 проволочки. Этот способ измерения резьбы отличается тем, что на противоположные выступы и впадины резьбы накладываются проволоки, диаметр которых является табличной единицей. Расстояние между концами проволочек показывает число среднего диаметра детали. Для каждого класса точности выпускаются отдельные проволоки, создающиеся по ГОСТу 2475-88. Во время определения конечных чисел необходимо учитывать возможные погрешности, потому что 2 проволоки не позволяют получить максимально точные значения.
Также этот параметр резьбы может измеряться посредством микроскопа. Прибор прикладывается к боковым сторонам профиля заготовки. Окуляры микроскопа наводятся на изображение профиля с каждой стороны, чтобы определить его размер. Полученные значения складываются и делятся на количество сторон. Получившееся среднее арифметическое является действительным значением среднего диаметра резьбовых соединений.
Для производственных работ часто требуется дополнительно произвести контроль усреднённого диаметра вала. На них размещаются подшипники, муфты, бортики и зубчатые колёса, с помощью которых осуществляется вращение детали. Его диаметр рассчитывается во время процесса кручения. Конечное значение находится по формуле d=(T/0,2)1/3 . На конечный результат могут повлиять посторонние факторы (размер отверстия и высота бортиков).
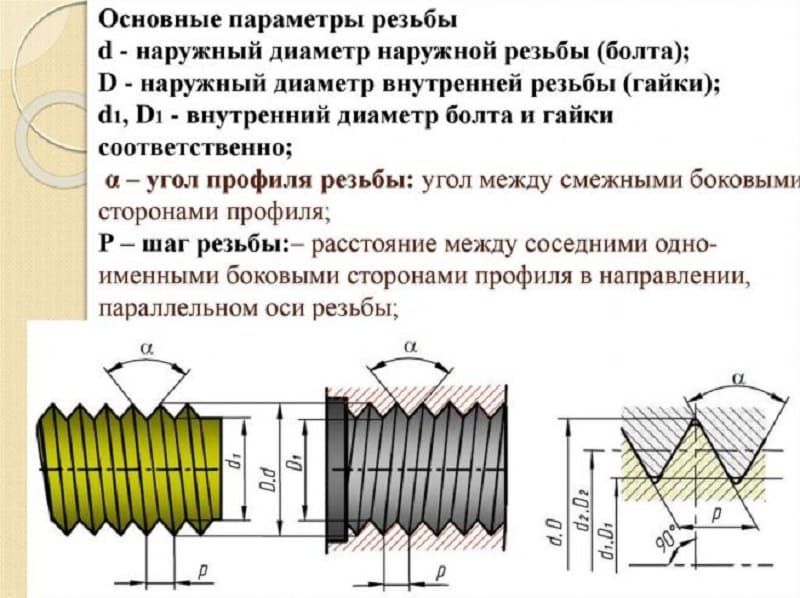
Геометрические параметры
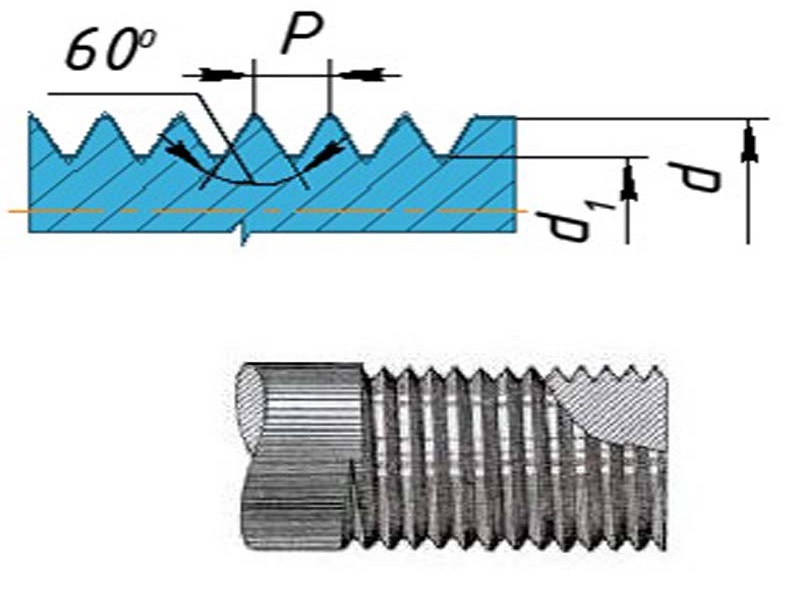
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
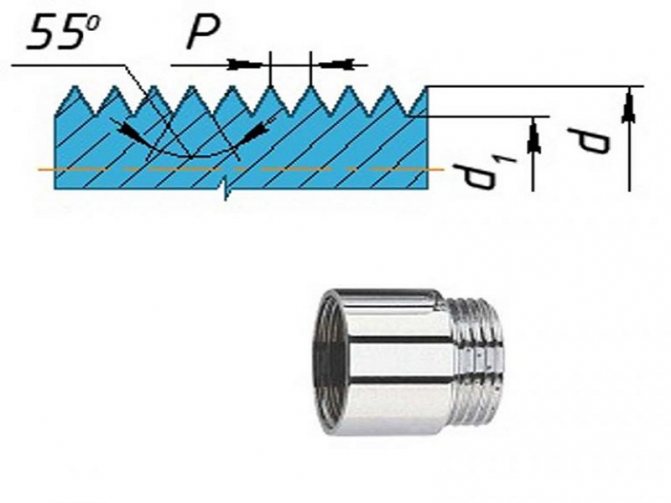
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней. Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1. Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия. Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P. Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью
Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот. Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
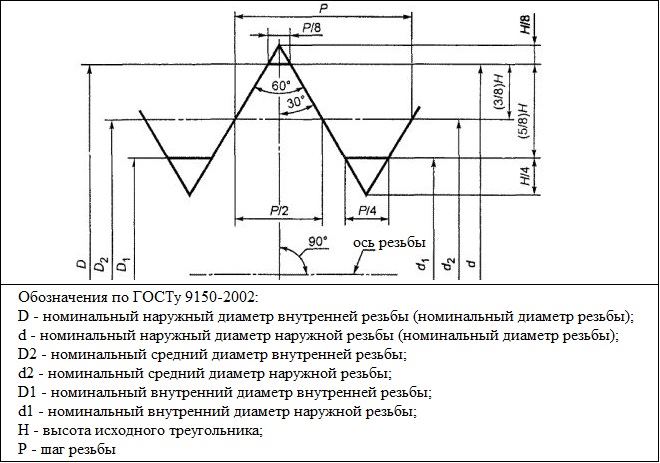
Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.




ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Что называется резьбомером и его назначение
Сначала выясним, что же представляет собой резьба. Резьбой называется спираль, имеющая постоянный шаг по всей площади. Спираль нарезается при помощи специальных инструментов на поверхности цилиндрических и конических изделий. Эту спираль еще называют нарезкой, посредством которой обеспечивается разъемное соединение деталей. Для получения спирали на изделии используется не только способ нарезки, но и прокатки
При работе с резьбой немаловажно иметь в наличии резьбомер, и уметь им правильно пользоваться
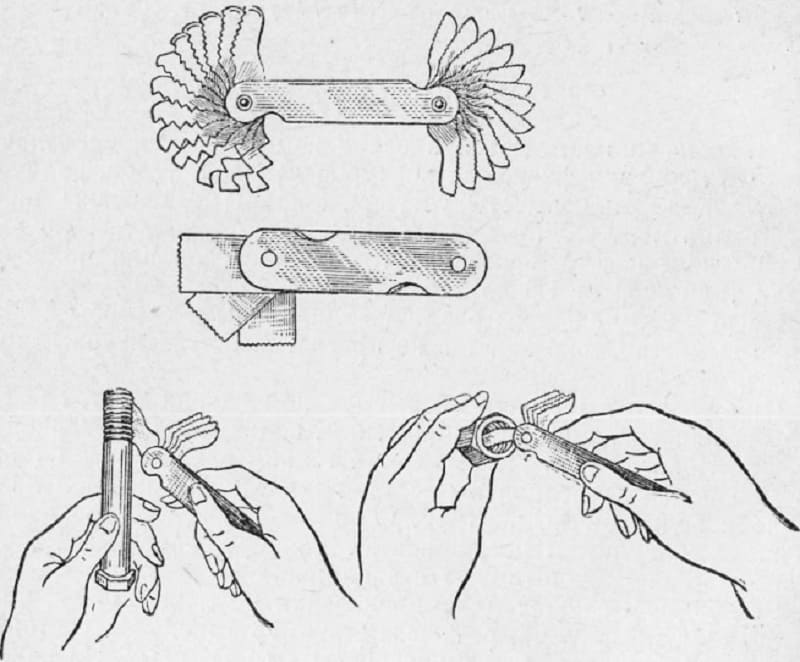
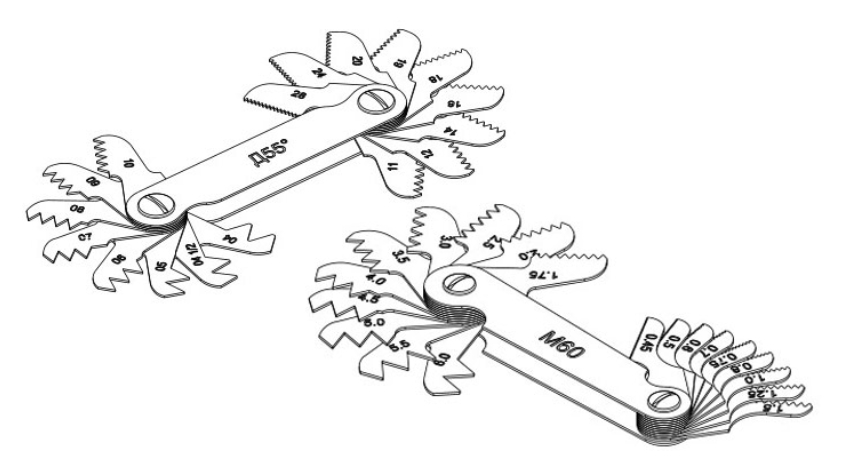
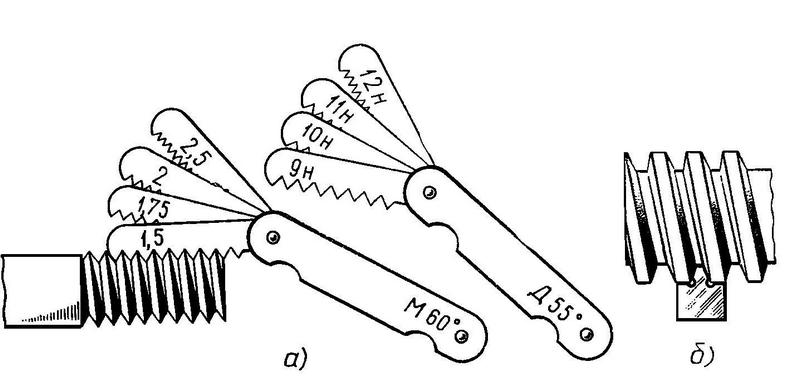
Рассматриваемый инструмент имеет схожесть со щупами для выставления тепловых зазоров между клапанами на автомобильных двигателях. Однако такая схожесть проявляется только по внешней конструкции, и что же такое резьбомер, предстоит подробно разобраться. Резьбомер — это небольшой прибор, цена которого не превышает 200-300 рублей, состоящий из набора щупов с зубьями. Именно за счет наличия зубьев на пластинах этот прибор отличается от щупа для измерения расстояния между клапанами.

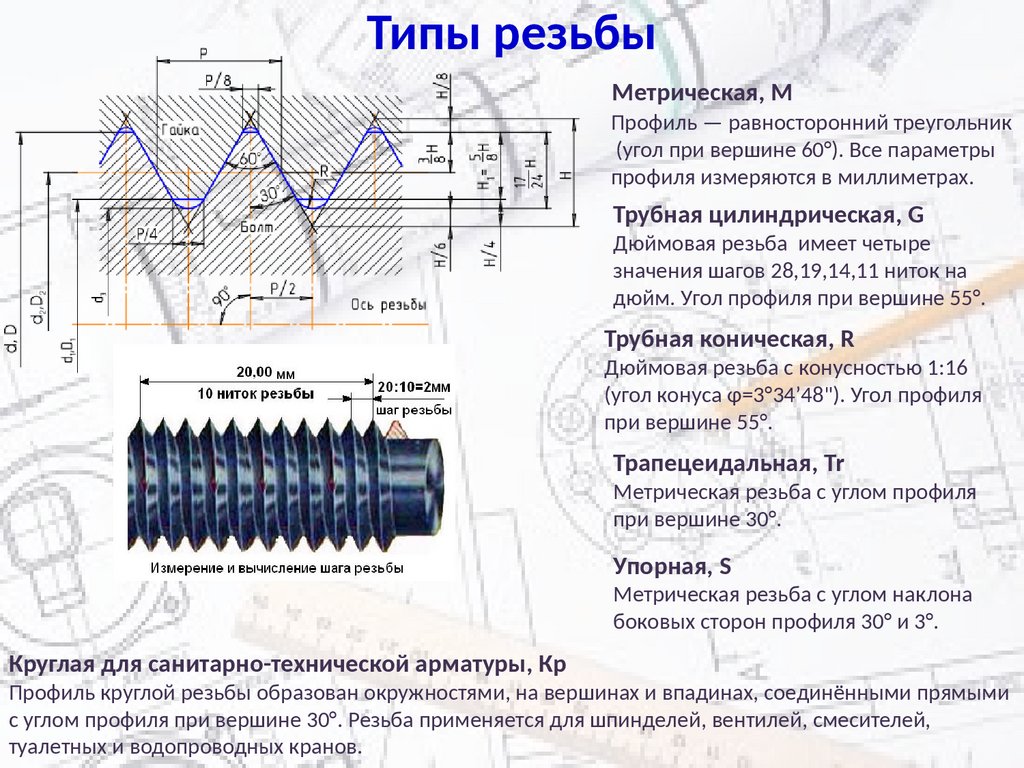
Пластины с зубчатыми щупами крепятся к корпусу инструмента, а изготавливаются они из стальных сплавов. Каждый щуп оснащен своеобразной формой зубьев, отличающихся между собой такими параметрами, как шаг, толщина и направление вращения. Главное назначение прибора — измерение шага резьбы на различных деталях. Именно за счет такого предназначения, этот инструмент относятся к категории измерительных приборов. Причем использовать этот инструмент можно для определения шага резьбы, как наружной, так и внутренней, что достигается за счет наличия отшлифованной поверхности.
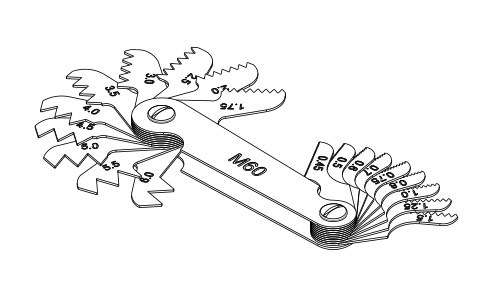
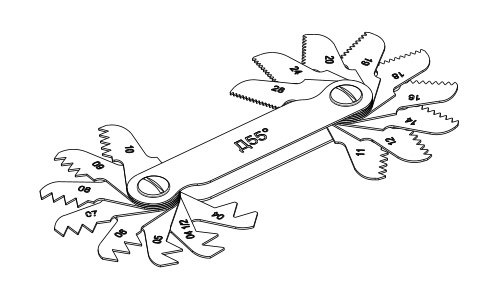
На корпусе инструмента имеется соответствующая маркировка, которая представлена в виде — «Д55» и «М60». Мало кто знает о том, что обозначают эти буквы и цифры. Однако разобраться в этом необходимо еще до того, как будете учиться пользоваться резьбомером. Маркировка «М60» обозначает, что этот прибор предназначен для измерения метрической резьбы, а «Д55» — для идентификации дюймовой нарезки. Цифровое обозначение указывает угол между вершинами, то есть, на метрической резьбе он составляет 60 градусов, а на дюймовой 55 градусов.
Цифровое обозначение присутствует также на лицевой поверхности каждой зубчатой гребенки. Указываемые значения соответствуют определенному шагу резьбы, что упрощает процесс идентификации. Для изготовления приборов производители применяют инструментальные стали следующих марок:
- У7
- 8ХФ
- ХВ4
Эти типы сталей отличаются такими преимуществами, как низкий коэффициент температурного расширения, а также пониженный показатель прокаливаемости (способность стали воспринимать закалку). Именно за счет этих преимуществ резьбомеры можно использовать в широком температурном диапазоне. Изготовление измерительных инструментов происходит с соблюдением установленных стандартов. Производство инструментов стандартизировано к ГОСТу 5950-85.
Гребенки имеют специальную конструкцию, что позволяет при проведении измерений резьбы не только правильно устанавливать шаг, но и степень заполнения профиля с определением количества нитей. Особенно актуально определение количества нитей или витков, когда применяются детали, имеющие шлифованную резьбу с присутствующими на ней дефектами в виде сточки на шлифовальном круге.
Как правильно пользоваться резьбомером — пошаговая инструкция
Перед тем, как определить шаг резьбы, необходимо изначально измерить ее диаметр. Это делается по той причине, что не все диаметры нарезок могут иметь полный диапазон шагов. Это актуально для мелких нарезок менее 5 мм, а также для больших — свыше 120 мм. Чтобы определить наружный диаметр нарезки, понадобится воспользоваться штангенциркулем. После определения диаметра, можно приступать к измерению шага резьбы. Для этого используется резьбомер. Если прибора нет, то есть другой способ определения шага резьбы, которым сегодня многие пользуются до сих пор. Подробная инструкция — как пользоваться резьбомером, имеет следующий вид:






- На приборе необходимо выбрать подходящую пластину с зубьями, и приложить ее к резьбе на гайке, винте или болте
- Подбор пластин к форме нарезки осуществляется до тех пор, пока не будет достигнуто полного и точного совпадения
- При совпадении граней гребенки с нарезкой на заготовке определяется величина шага
- Значение указывается на боковой стороне гребенки
На этом процесс определения шага резьбы завершен. Проще всего проводить измерения наружной нарезки. Если измеряется шаг внутренней нарезки, то необходимо дополнительно подсвечивать место проводимого замера. Аналогичным способом проводятся измерения метрической и дюймовой резьбы на заготовках. Если проводятся измерения метрической нарезки, тогда получаем соответствующее значение, например, 1,75 мм. Это означает, что расстояние между вершинами спирали составляет 1,75 мм. Если проводятся измерения дюймовой нарезки, тогда получаем значение, например, 28. Это говорит о том, что в одном дюйме присутствует 28 витков.
Это интересно! После применения прибора, необходимо очистить его грани от загрязнений, которые остаются после проводимых измерений.
Более подробно о том, как пользоваться резьбомером, рассказывается в видео ролике.
Как определяется шаг резьбы без резьбомера линейкой
Если под рукой не оказывается специального инструмента, то вовсе не обязательно спешить в магазин для его приобретения. Если нужно узнать значение шага резьбы, то сделать это можно без резьбомера. Для этого можно воспользоваться линейкой (лучше конечно взять в руки штангенциркуль). Надо отметить, что определение шага нарезки линейкой позволяет получить менее точный результат, чем при использовании резьбомера или штангенциркуля
Это важно учитывать, и если нужно получить точные показания, то лучше воспользоваться специализированным прибором
В этом разделе рассмотрим, как можно узнать шаг резьбы, имея под рукой только линейку. Многие наверняка догадались, как это сделать, но все же рассмотрим особенности процедуры подробно.
Для начала нужно отметить, что метрические и дюймовые нарезки изготавливаются с соблюдением соответствующих стандартов. Это позволяет определить расстояние между витками нарезки, не имея специального инструмента. Сделать это можно следующим образом:
- Расположить деталь (болт с резьбой) рядом с линейкой
- Внимательно посмотреть на вершины витков. Если они совпадают с миллиметровыми делениями линейки, то это значит, что шаг резьбы составляет 1 мм
- Если витки не совпадают с делениями шкалы линейки, тогда следует воспользоваться другим способом. Для этого нужно посчитать количество витков на детали в определенном диапазоне (на 1 или 2 см)
- Чтобы узнать шаг, нужно взять диапазон в миллиметрах и разделить на полученное количество витков, например, на диапазоне 20 мм было насчитано 17 витков. Если разделить 20 мм на 17 витков, то получим значение 1,17, что соответствует ближайшему стандартному шагу в 1,25 мм. Для проведения более точных подсчетов необходимо отнять один виток, так как отчет нужно проводить не с одного, а с нуля, поэтому получим 20/16=1,25 мм
- Чтобы не проводить расчеты, можно воспользоваться табличными значениями. Таблица для определения шага нарезки представлена ниже
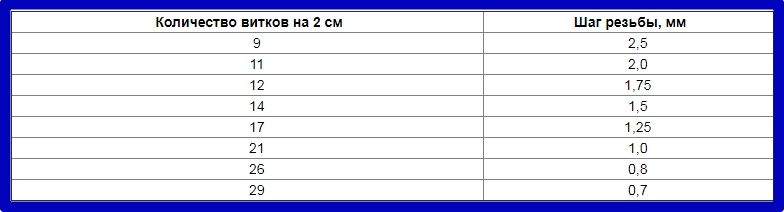 Таблица определения шага метрической резьбы
Таблица определения шага метрической резьбы
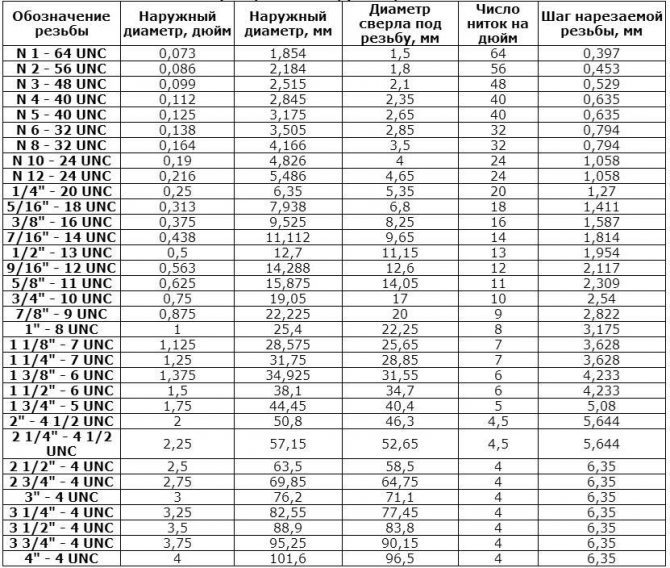
Выше описана инструкция, как определить шаг для метрической резьбы. По аналогичному принципу осуществляется измерение для дюймовой нарезки
Для этого важно знать, что 1 дюйм равен 25,4 мм. Для определения шага дюймовой нарезки необходимо:
- Посчитать количество витков на расстоянии 25,4 мм, приложив к заготовке линейку
- Соответствующее количество витков указывает на шаг нарезки
- На расстоянии 25,4 мм или 1 дюйма может присутствовать от 4 до 28 витков
- Если изделие имеет короткую длину (меньше 25,4 мм), тогда измерения проводятся на участке в 2 раза меньшем, то есть, на 12,7 мм. Полученное значение количества витков нужно умножить на 2, получив при этом соответствующее количество витков на 1 дюйм
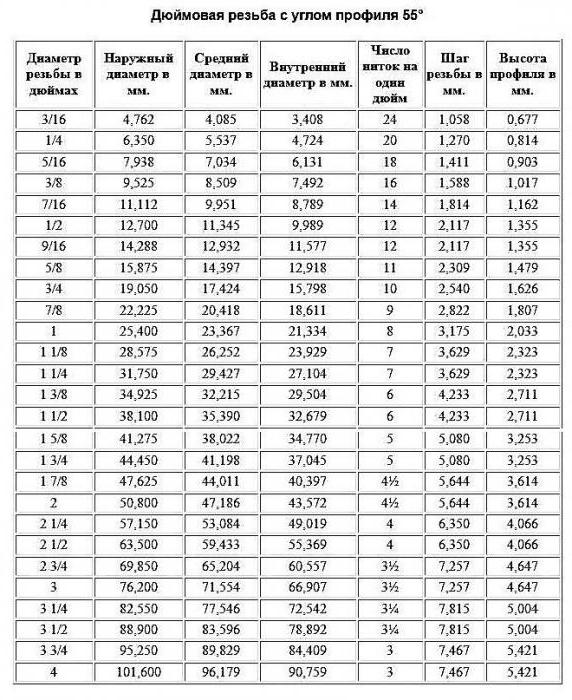
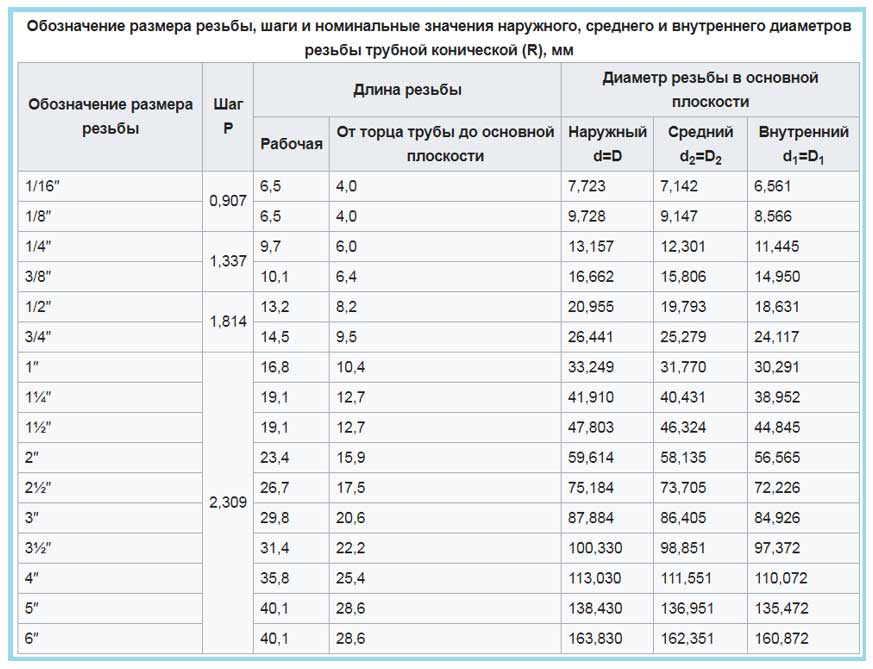
Чтобы убедиться в правильности проведенных действий, сверяем полученные значения с табличными.
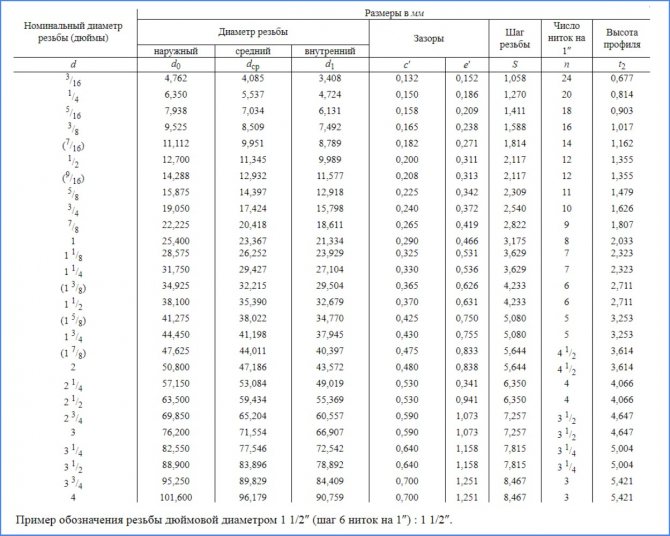
 Таблица для определения шага дюймовой резьбы
Таблица для определения шага дюймовой резьбы
Надо понимать, что для получения максимально-точных результатов, рекомендуется воспользоваться резьбомером.
Как узнать размер заклепки
Полнотелые заклепки, оснащенные замыкающей головкой и устанавливающиеся с помощью молотка представлены в документах в виде аббревиатуры DxL. Расшифровка следующая:
- D — показатель диаметра тела;
- L — показатель длины.
В зависимости от используемых нормативов ГОСТ и конструкции полнотелой заклепки, возможна разница между способами определения длины метиза, поэтому предусмотрено 3 отдельных группы по видам:
- с выступающей головкой;
- крепежный элемент с потайной головкой;
- вариант с полупотайной головкой.
При изготовлении применяются разные ГОСТы:
- для метизов с головкой в форме цилиндра ГОСТ 10303-80;
- варианты с потайной головкой производятся согласно ГОСТ 10300-80;
- метизы с полукруглой формой головки ГОСТ 10299-80;
- полупотайной вариант ГОСТ 10301-80.
Также встречаются отрывные заклепки, монтаж которых производится за счет пистолета. Метизы в этом случае тоже обозначаются, как и предыдущие.







Если рассматривать стандарты производства, то можно выделить следующие:
- отрывные крепежные элементы с цилиндрической формой головки DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- вариант, оснащенный потайным вариантом головки DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»

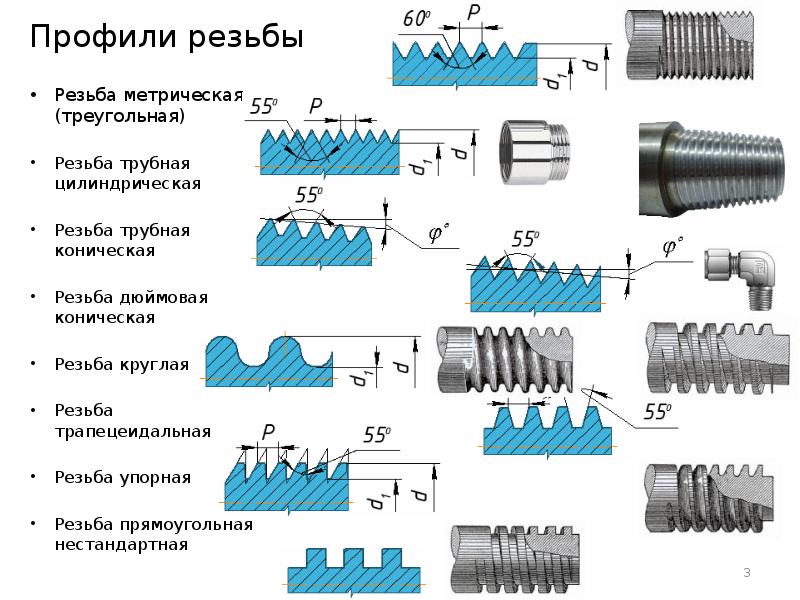
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
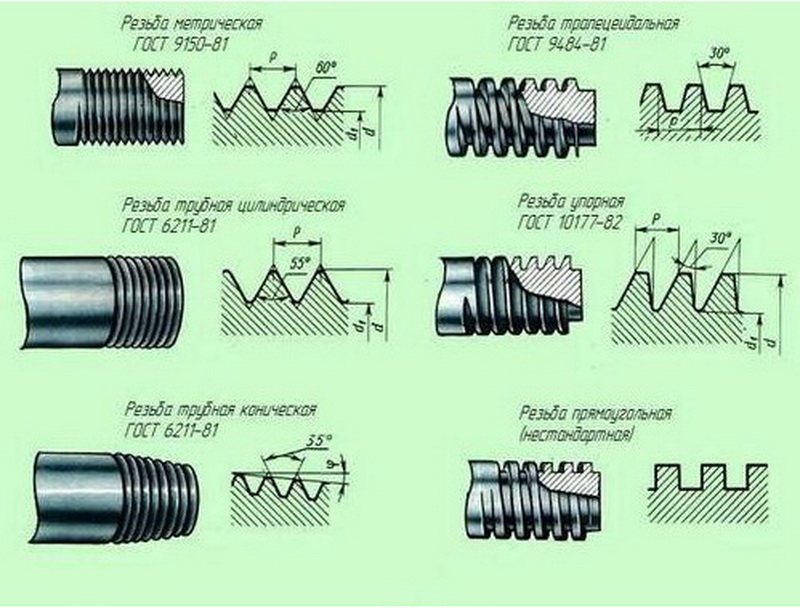
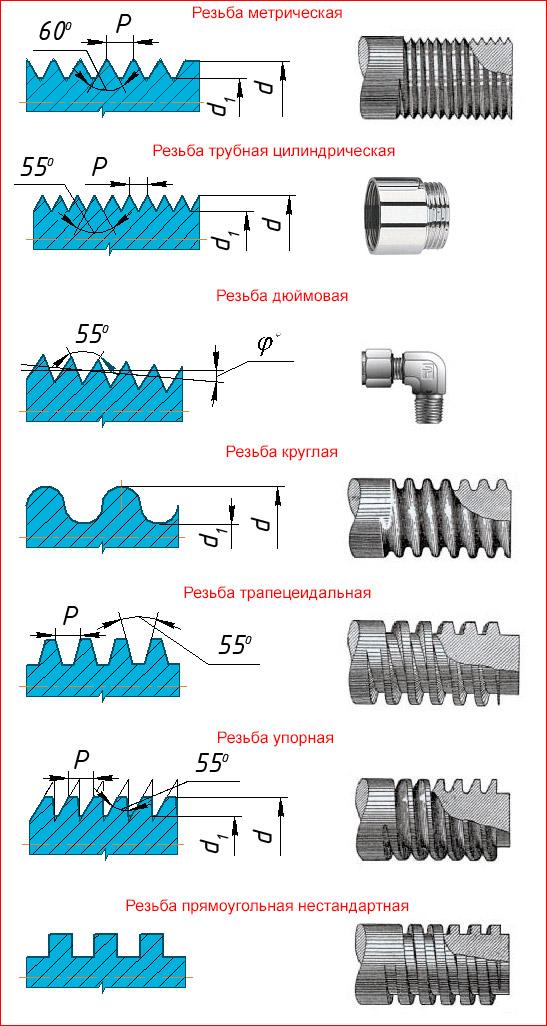
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
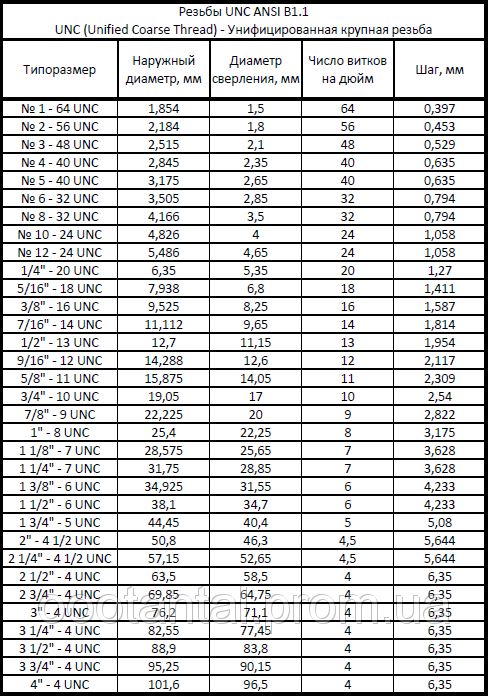
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
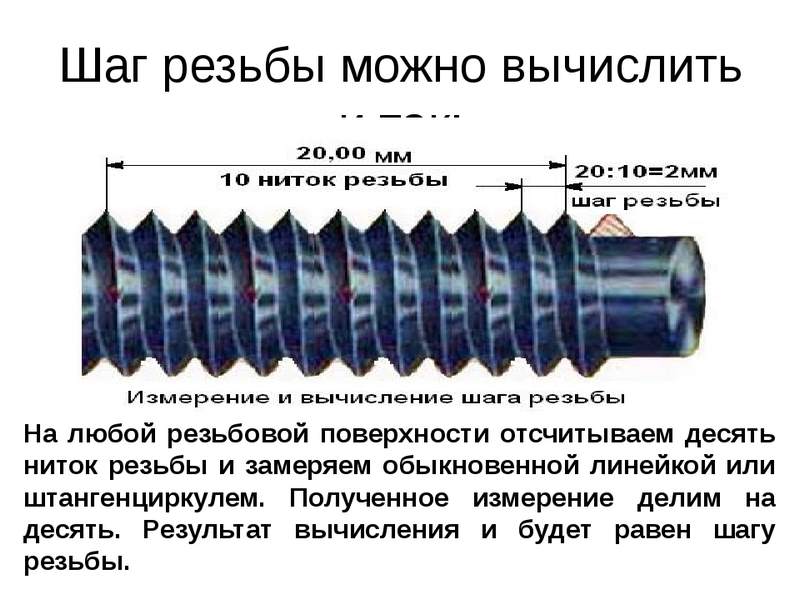
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.







Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
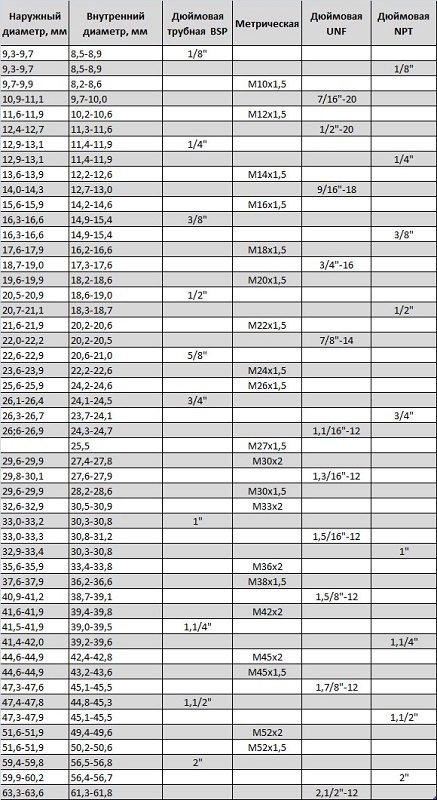
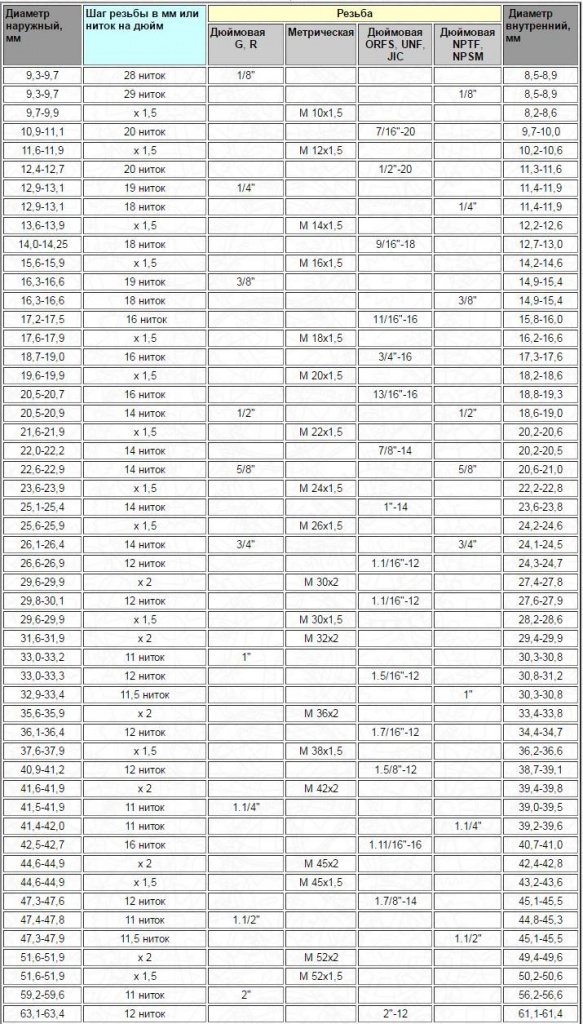
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).

Устройство штангенциркуля

| Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) | Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) |
| 8,7 | BSP 1/8 | 25 | JIC 1 1/16 | ||
| 9 | 10X1 | 25,2 | ORFS 1 | ||
| 9,6 | BSP 1/8 | 25,85 | 26X1,5 | ||
| 9,9 | JIC 7/16 | 26,3 | BSP 3/4 | ||
| 10,5 | 12X1,5 | 26,9 | JIC 1 1/16 | ||
| 11 | JIC 7/16 | 28 | 30X2 | ||
| 11,5 | JIC 1/2 | 28,5 | |||
| 11,7 | BSP 1/4 | 29,8 | |||
| 11,85 | 12X1,5 | 29,9 | |||
| 12,4 | 14X1,5 | 30 | JIC 1 3/16 ORFS 1 3/16 М30X2 | ||
| 12,55 | JIC 1/2 | 30,6 | BSP 1 | ||
| 12,67 | 31,3 | JIC 1 5/16 | |||
| 12,9 | JIC 9/16 ORFS 9/16 | 32,85 | 33X2 33X1,5 | ||
| 13 | BSP 1/4 | 33,1 | BSP 1 | ||
| 13,9 | 14X1,5 | 33,2 | JIC 1 5/16 | ||
| 14,1 | JIC 9/16 ORFS 9/16 | 33,3 | |||
| 14,2 | 34 | 36X2 | |||
| 14,4 | 34,5 | ORFS 1 7/16 | |||
| 14,5 | 16X1,5 | 35,8 | 36X2 36X1,5 | ||
| 15,2 | BSP 3/8 | 36,3 | ORFS 1 7/16 | ||
| 15,7 | 36,5 | ||||
| 15,85 | 16X1,5 | 37,85 | |||
| 15,9 | ORFS 11/16 | 38,8 | JIC 1 5/8 | ||
| 16,4 | 39,2 | BSP 1 1/4 | |||
| 16,5 | BSP 3/8 | 18X1,5 | 40 | 42X2 | |
| 17,3 | ORFS 11/16 | 40,9 | ORFS 1 11/16 | ||
| 17,5 | JIC 3/4 | 41,1 | JIC 1 5/8 | ||
| 17,85 | 18X1,5 | 41,8 | BSP 1 1/4 | ||
| 18,5 | 20X1,5 | 42,7 | ORFS 1 11/16 | ||
| 18,9 | JIC 3/4 | BSP 1/2 | 43 | 45X2 | |
| 19 | ORFS 13/16 | 43,5 | |||
| 19,85 | 20X1,5 | 44,85 | |||
| 20,5 | ORFS 13/16 | JIC 7/8 22X1,5 | 45 | BSP 1 1/2 | |
| 20,8 | BSP 1/2 | 45,4 | JIC 1 7/8 | ||
| 20,9 | BSP 5/8 | 47,3 | BSP 1 1/2 | ||
| 21,85 | 22X1,5 | 47,9 | JIC 1 7/8 | ||
| 22,1 | JIC 7/8 | 48,7 | ORFS 2 | ||
| 22,18 | 50 | 52X2 | |||
| 22,5 | 24X1,5 | 50,6 | ORFS 2 | ||
| 22,8 | BSP 5/8 | 51,8 | 52X2 | ||
| 23,25 | ORFS 1 | 56,7 | BSP 2 | ||
| 23,85 | 24X1,5 | 59,3 | BSP 2 | ||
| 24,4 | BSP 3/4 | 61,2 | JIC 2 1/2 | ||
| 24,5 | 26X1,5 | 63,5 | JIC 2 1/2 |
2011-2018 ООО «СеверГидро» Все права защищены
Устройство и функционал

Резьбомер – это набор шаблонов, изготовленных из прочных металлических пластин. Их толщина около 1 мм. Один конец пластин имеет вырезы, калибром сопоставимые с измеряемой резьбой – шагом и профилем. Такие пластинки с зубчиками мастера называют гребенками. Метрические гребенки имеют обозначение шага резьбы, дюймовые — количество ниток помещающихся в одном дюйме.
Основной функционал приспособления – достаточно точно установить:
- Износ резьбы.
- Шаг резьбы.
- Число ниток резьбы на единицу расстояния.
- Изготовление резьбы по ГОСТу.
Прежде, чем начать работу с устройством, необходимо убедиться в его исправности. Повреждения и деформация должны исключаться. Исследуемый участок резьбы освобождается от масла и иных грязных компонентов. Заусеницы и дефекты устраняются. Из всей массы выбирается одна гребенка, которая плотно совпадет с профилем изучаемой резьбы. При этом никаких просветов быть не должно. Замеры невозможно сделать без штангенциркуля. Он определяет диаметр резьбы.
Какие бывают приспособления

На что нужно обратить внимание, чтобы не допустить ошибки при выборе продукции? Лучшие производители выпускают два типа популярных моделей:
| Вид | Описание |
|---|---|
| Метрические | Применяется при работе с заготовками, которые обладают метрической градацией. Приспособление используется для измерения шага и профиля нарезки с диаметром от 1 до 600 мм. Количество пластин в наборе – 20 штук. Представляют собой зубчатые гребенки, изготовленные из прочной стали. Главная их функция – выяснить коэффициент нарезки от 0,4 до 7 мм. Правильное название инструмента – метрический прибор. В состоянии дать оценку правильности креплений (гаек, болтов, шпилек и так далее). Несмотря на простоту конструкции, она достаточно прочная. На корпусе нанесена соответствующая маркировка «М60». Входит в перечень основных инструментов в приборостроении, машиностроении и иных аналогичных направлениях деятельности. |
| Дюймовые | Рассчитан на работу с дюймовыми нарезками. Незаменимая вещь в сантехнике, авиастроении, радиоэлектронике, станкостроении. Вне зависимости от того, продукция от отечественного или иностранного производителя, в наборе имеется 17 зубчатых пластин. От метрического приспособления отличаются углом расположения. У наименьшей гребенки количество витков – 28. Наибольшая обладает 4 гранями. Шаг определяется исходя из количества нитей в расчете на 1 дюйм. На корпус нанесена маркировка «Д55». Выпускаются устройства для профессионального и бытового применения. Незаменимый помощник при починке сантехнических приборов в домашних условиях. |
Какой лучше купить товар, зависит от многих факторов. В продаже можно встретить, помимо основных, и другие варианты популярных моделей:
- Универсальные. По мнению покупателей, самый идеальный прибор для тех, кто постоянно сталкивается с необходимостью измерения резьбы и выяснения ее состояния. Набор состоит из пластин для калибровки метрической и дюймовой шкалой. Предназначен для работы с любым типом нарезки. Изготавливается из прочного и износостойкого материала. Пользуется большой популярностью у слесарей.
- Трапецеидальные. Устройство создано специально для работы с трапецеидальными нарезками. Носят название «Т-резьбомеры».
Характеристики устройств

Резьба, вне зависимости от того, метрическая она или дюймовая, бывает наружной или внутренней. Основными параметрами принято считать:
- Глубину. Расстояние между вершиной и основанием.
- Шаг. Представляет собой расстояние между вершинами соседних витков.
- Внутренний диаметр. Размер цилиндра с имеющимися витками.
- Наружный диаметр. Измеряется по вершинам витка. Параметр заготовки в месте нарезки.
- Угол профиля. Расстояние между боковыми частями профиля в осевой плоскости. Измерение осуществляется в градусах.