
Related Posts via Categories
- Станок для гибки металла – выбираем оборудование разумно!
- Вальцовка листового металла – что происходит во время работы на станке?
- Оборудование для художественной гибки металла – автоматическое и ручное
- Вальцовка обечаек – как сделать красивые края у цилиндров?
- Гибка листового металла – возможна и в домашних условиях!
- Станок для гибки арматуры – чтобы работать руками!
- Сегментный листогиб и его братья – чем будем деформировать?
- Гидравлический листогиб – современное оборудование для гибки
- Вальцовка труб – как выполнить ее в домашних условиях?
- Прокатный стан – как придать металлу нужную форму?
Основные принципы выбора листогибов с ручным приводом
Поскольку приобретение является долговременным (все без исключения ЛГС конструктивно просты, а, следовательно, и долговечны), то при выборе подходящей модели листогибочного станка согласно приведенной классификации необходимо ориентироваться на следующие исходные данные:
тип производства деталей: при единичном выпуске однозначное преимущество получают листогибы с сегментным рабочим инструментом, устройство которого можно видоизменять при заказе комплектов пуансонов и матриц; возможность для установки листогиба: при стеснённых площадях стоит ограничиться машинкой, имеющей небольшие размеры, причём она может быть даже переносного исполнения; технические возможности устройства, касающиеся гибки заготовок определённого размера: отдельно выпускаются ЛГС для гибки листа до 0,7 мм, до 1,5 мм, и до 4 мм (для гибки изделий с большей толщиной устройство листогиба должно предусматривать уже механизированный его привод); от конфигурации оси изогнутой заготовки: при сложных положениях конечной оси гибки изделия стоит остановить выбор на моделях ЛГС, которые позволяют независимое перемещение как нажимной, так и поворотных балок машинки; от мобильности агрегата: в условиях применения ЛГС на строительных площадках (например, для гибки металлосайдинговых профилей, элементов профилированного настила и т.д.) важно иметь проходной листогиб, который можно относительно легко переместить в другое место. Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
- способность к изготовлению гнутых профилей с толщиной, наиболее часто встречающейся в практике действующего производства (обычно – до 1 мм);
- наличие отрезного ножа, при помощи которого можно выполнять и требуемые разделительные операции;
- мобильностью машинки, позволяющей её быстро и без особых проблем переустановить на новое место своего применения;
- конструктивной надёжностью, которая обеспечивает получение продукции стабильно высокого качества;
- наличие дополнительных опций (например, возможности мсонтажа ручного/ножного привода, установки сегментного инструмента);
- приемлемой стоимости, долговечности и ремонтопригодности.
С этой точки зрения стоит проанализировать практические возможности наиболее распространённых моделей ЛГС, работающих с сегментным инструментом.
Роликовые ручные листогибы
При использовании рабочей балки с традиционным приводом – поступательным или качательным – усилие деформирования дополнительно возрастает за счёт трения скольжения металла заготовки по рабочей поверхности гибочных пуансонов. Если заменить такое трение трением качения, то прикладываемое к балке усилие заметно уменьшится. На этом явлении основано технологическое преимущество станков, где установлены роликовые гибочные матрицы.
Из станков этого типа наиболее совершенными являются модели Bender Duo и MRB от Metall Master. Роликовые листогибы, выпускаемые компанией Tapco, отличаются высокой стоимостью, поскольку частично изготовлены из титановых сплавов и оснащаются защитными кожухами, что помогает работать даже во время осадков.
Станок MRB состоит из следующих узлов:
- Неподвижной верхней балки.
- Поворотной нижней балки.
- Комплекта роликовых матриц.
- Механизма прижима.
- Пары регулируемых упоров.
- Станины.
- Раздвижного стола.
- Рабочей оси в подшипниках скольжения.
- Рычажного механизма поворота подвижной балки.
Последовательность гибки роликовым листогибом заключается в следующем. Подлежащий гибке лист устанавливается на стол, позиционируется по упорам и выдвигается необходимой кромкой вперёд, к неподвижной балке. При помощи эксцентрикового прижима заготовка фиксируется на столе. Поворачивая рычаг, вводят верхнюю плоскость заготовки в соприкосновение с роликовыми матрицами. Последние, вращаясь в подшипниках, захватывают лист и обжимают его по внешнему радиусу. Возможный подъём части листа вверх предотвращается пассивными прижимами, которые расположены на неподвижной балке. По окончании гибки опускают рычаг в первоначальное положение, а, если необходима догибка листа, то изменяют положение раздвижного стола, и повторяют процесс.

Ручными листогибами роликового типа можно производить не только одноугловую гибку на различные углы, но и создавать пространственные конструкции из листового металла, типа вентиляционных коробов или различных доборных элементов кровли.
Цена ручных листогибочных станков составляет:
- Для моделей ЛГС-26 – до 25000 руб;
- Для моделей ЛГС-26 – до 25000 руб;
- Для моделей ЛГС-2500 – до 38000 руб;
- Для листогибов MRB – до 22000 руб;
- Для листогибов Тарсо – до 50000 руб.
Картушный пистолет. Быстрое нанесение строительных смесей
Сварочные клещи. Соединяем металл в одно касание
Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
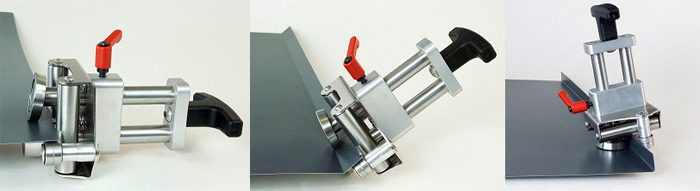
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.
Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
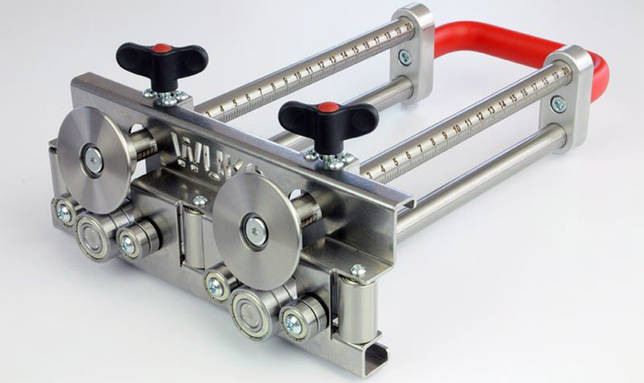
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.
Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.








Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
Основные принципы выбора листогибов с ручным приводом
Поскольку приобретение является долговременным (все без исключения ЛГС конструктивно просты, а, следовательно, и долговечны), то при выборе подходящей модели листогибочного станка согласно приведенной классификации необходимо ориентироваться на следующие исходные данные:
тип производства деталей: при единичном выпуске однозначное преимущество получают листогибы с сегментным рабочим инструментом, устройство которого можно видоизменять при заказе комплектов пуансонов и матриц;
возможность для установки листогиба: при стеснённых площадях стоит ограничиться машинкой, имеющей небольшие размеры, причём она может быть даже переносного исполнения;
технические возможности устройства, касающиеся гибки заготовок определённого размера: отдельно выпускаются ЛГС для гибки листа до 0,7 мм, до 1,5 мм, и до 4 мм (для гибки изделий с большей толщиной устройство листогиба должно предусматривать уже механизированный его привод);
от конфигурации оси изогнутой заготовки: при сложных положениях конечной оси гибки изделия стоит остановить выбор на моделях ЛГС, которые позволяют независимое перемещение как нажимной, так и поворотных балок машинки;
от мобильности агрегата: в условиях применения ЛГС на строительных площадках (например, для гибки металлосайдинговых профилей, элементов профилированного настила и т.д.) важно иметь проходной листогиб, который можно относительно легко переместить в другое место.
Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
- способность к изготовлению гнутых профилей с толщиной, наиболее часто встречающейся в практике действующего производства (обычно – до 1 мм);
- наличие отрезного ножа, при помощи которого можно выполнять и требуемые разделительные операции;
- мобильностью машинки, позволяющей её быстро и без особых проблем переустановить на новое место своего применения;
- конструктивной надёжностью, которая обеспечивает получение продукции стабильно высокого качества;
- наличие дополнительных опций (например, возможности мсонтажа ручного/ножного привода, установки сегментного инструмента);
- приемлемой стоимости, долговечности и ремонтопригодности.
С этой точки зрения стоит проанализировать практические возможности наиболее распространённых моделей ЛГС, работающих с сегментным инструментом.
Сегментные листогибы серии ЛГС
Ручные листогибочные станки серии ЛГС производства Липецкого завода профилегибочного оборудования ориентированы на применение в бюджетном секторе производства разнообразных кровельных работ. Они допускают установку под открытым небом, легко переустанавливаются с места на место, оснащаются отрезным устройством, а сравнительно небольшая масса оборудования позволяет устанавливать их непосредственно на местах укладки профилированной кровли. Широкое распространение получили следующие модели:
Наименование листогиба | Толщина исходной заготовки, мм, при пределе прочности металла не более 400 МПа | Наибольшая высота отгибаемой полки, мм | Наибольший угол гиба, градусы | Наибольшая ширина заготовки, мм | Производительность гибки, мин-1 | Масса станка, кг |
| ЛГС-26 | 0,4…0,4 | 15 | 135 | 900 | 2…3 | 150 |
| ЛГС-26у | 0,6…0,8 | 20 | 180 | 2200 | 2 | 165 |
| ЛГС-2500 | 0,6…0,8 | 30 | 180 | 300 | 2 | 204 |

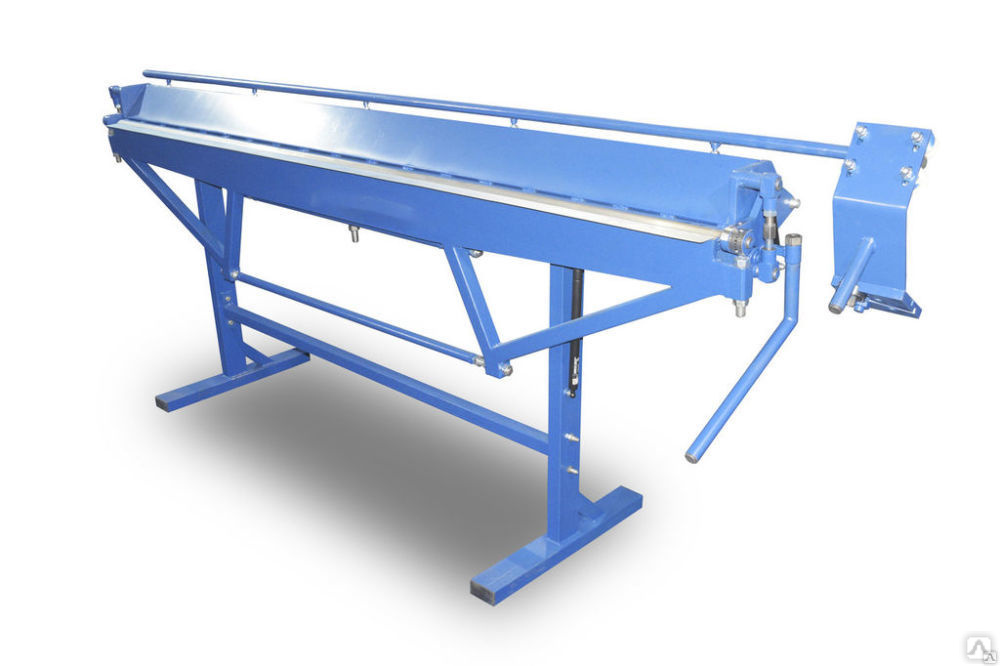
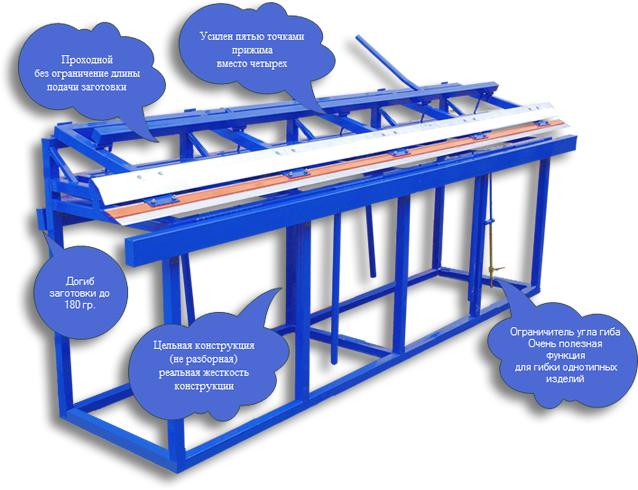
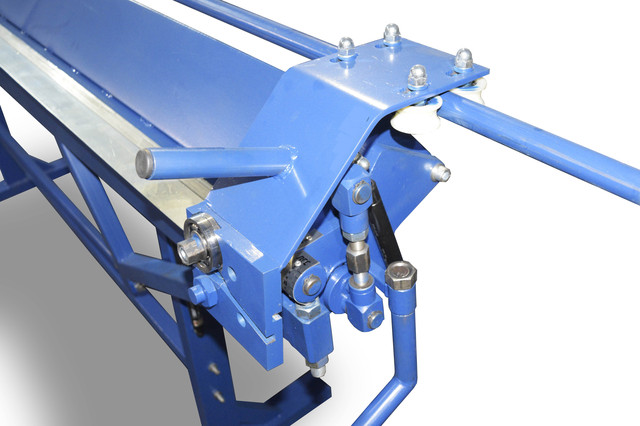
С конструктивной точки зрения ручные листогибы ЛГС представляют собой станки горизонтального исполнения с поступательно (ЛГС-26, ЛГС-26у), либо вращательно (ЛГС-2500) перемещающейся рабочей балкой. Сварная станина станка изготавливается из профилированного проката, и отличается достаточной жёсткостью, что позволяет обеспечивать точность гибки в пределах ±0,15 мм, чего вполне достаточно для кровельных работ. Все варианты исполнения – с отрезной машинкой, при помощи которой можно обеспечивать как дорезание листа по одному из его размеров, так и обеспечение конечных размеров детали после выполнения основной операции.
Привод листогибов ЛГС-26 и ЛГС-26у – однорычажный, при этом второй рукой оператор удерживает на столе деформируемую заготовку. Для модели ЛГС-2500 требуется управление при помощи двух рычагов, поэтому на указанном оборудовании должны работать два человека.
К нижней плоскости гибочной балки прикрепляется сегментированный инструмент с одинаковыми размерами посадочной части. Произвольно размещая его по длине балки, работающий обеспечивает наилучшую калибровку изгибаемой заготовки в проблемных ситуациях (например, если материал — с повышенной твёрдостью, требуется произвести гибку на максимальный угол, и т.д.).
После окончания наладки гибочных пуансонов производится закрепление листовой заготовки на столе при помощи кулисного механизма (максимальное количество точек прижима – 5), либо – для бюджетных моделей ЛГС-26 – винтовым прижимом. Далее, передвигая гибочную балку, выполняют деформирование металла. Процесс визуально контролируется при помощи шкалы, размещённой на направляющих.
С противоположной стороны стола установлены отрезные ножи, при помощи которых выполняются все разделительные переходы. Зазор между ножами может быть изменён в зависимости от толщины исходного материала, что позволяет избежать заусенцев.
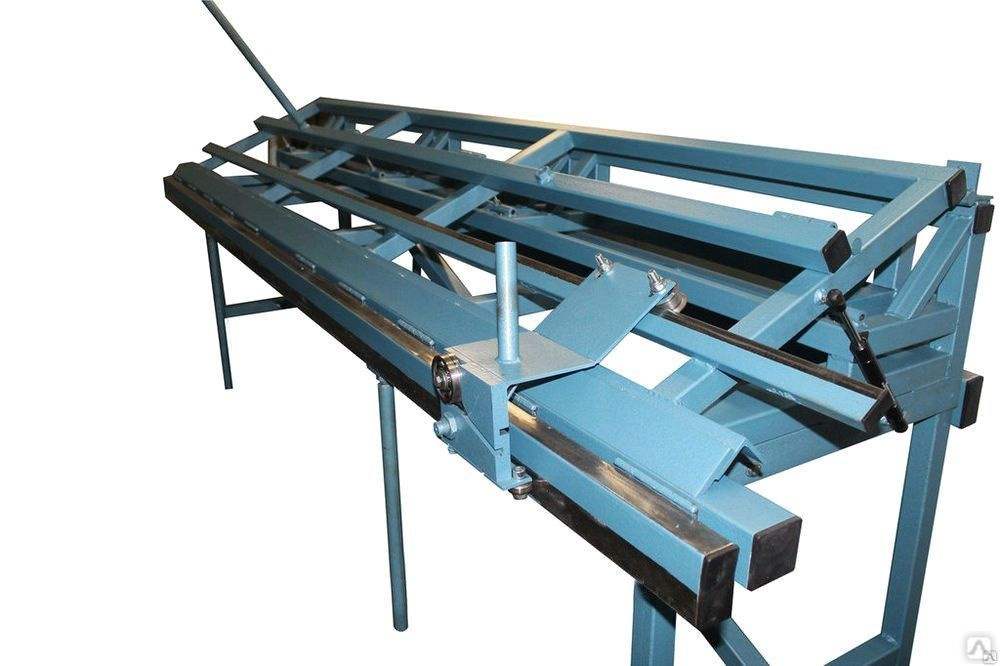
Ручной листогиб ЛГС-2500 действует аналогичным образом, только рабочая балка при повороте рычага совершает не поступательное, а качательное перемещение. Это позволяет избежать существенного увеличения высоты и массы оборудования.

Технические характеристики
Технические возможности листогиба ЛГС 26 (и видео процесса его работы хорошо демонстрирует это) позволяют эффективно выполнять на нем гибку холодно- и горячекатанного листового проката, толщина которого находится в интервале 0,4–0,7 мм. При этом длина таких заготовок, как уже говорилось выше, может быть любой, но их ширина должна находиться в интервале 2500–3000 мм (модели ЛГС 2500–3000).
- Минимальная ширина полосы, которая может быть отрезана от металлического листа при помощи такого станка, – 40 мм.
- Производительность работы оборудования такова: выполнение резки без предварительной разметки – до 5 м/мин; если предварительная разметка выполняется – до 2,5 м/мин; гибка металлических заготовок – 2 загиба в минуту.
- Уровень, на котором выполняется подача обрабатываемого листа, – 850–900 мм.
- Точность реза, которая гарантируется производителем оборудования, – 1,5 мм на 1 метр.
- Наименьшая ширина полки, которая подвергается загибу, – 0,15 мм.
- Общая масса оборудования – 160 кг.
- Максимальный угол выполняемого загиба без использования поворотной балки – 135°, с поворотной балкой – до 180°.
Для того чтобы работа на листогибе ЛГС 26, который оснащен ручным приводом механизма резки и гибки, была максимально безопасной, рядом с ним должны быть два оператора.

Станок позволяет изготавливать простые детали. Сложные заготовки, например, «хитрые» стартовые планки для сайдинга, этот гибочной станок не сможет сделать
Завод-изготовитель, который расположен в Липецке, поставляет станок модели ЛГС 26 в следующей комплектации:
- несущая стальная рама цельносварного типа;
- направляющая, которой оснащен отрезной механизм;
- матрица, за счет которой обеспечивается прижим заготовки;
- поддон, изготовленный из дерева;
- кулисы, обеспечивающие регулировку усилия прижима заготовки;
- угломер;
- задний пуансон, дополнительно оснащенный стопором;
- устройство, при помощи которого выполняется резка металла;
- пуансон поворотного типа.
Особенности модели
Ручной листогиб ЛГС 26 – это станок облегченного типа, который используется преимущественно для нарезки заготовок и создания из них несложных по форме элементов кровельных конструкций, таких как:
- отливы;
- ендовы;
- коньки;
- элементы для выполнения отделки и др.
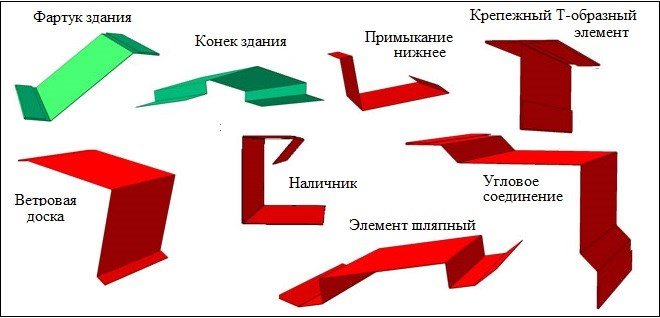
Примеры изготавливаемых на листогибе деталей
В качестве материалов, изделия из которых можно обрабатывать на листогибе ЛГС 26, могут выступать такие металлы, как сталь, алюминий и медь. Станок модели ЛГС 26, конструкция которого большинством специалистов признается простой в эксплуатации, надежной и удобной, также отличается невысокой стоимостью, что только добавляет плюсов данному оборудованию.










Компактные размеры листогиба ЛГС 26 позволяют без особых затруднений и значительных финансовых затрат доставлять его на те объекты, где с его помощью необходимо решать определенные технологические задачи. В конструкции данного станка отсутствует электромагнитный прижим, но это не является большим недостатком.

Транспортировка листогиба возможна даже на легковом автомобиле
Если говорить о наиболее значимых достоинствах листогиба ЛГС 26, то к ним следует отнести:
- расширенные функциональные возможности, что позволяет успешно применять такой отрезной и гибочный станок для изготовления кровельных элементов различной конфигурации и назначения;
- увеличенную длину рабочей зоны (это дает возможность выполнять на листогибе обработку металлических листов даже очень значительной длины);
- простоту конструкции ЛГС 26, чертеж которого это хорошо подтверждает (именно поэтому ремонтировать этот листогиб можно даже на объекте, на котором он используется);
- наличие угломера, при помощи которого легко контролируется угол выполняемого на заготовке изгиба;
- фиксацию всех рабочих элементов на стальном цельносварном каркасе, отличающемся высокой надежностью;
- высокую точность обработки (ее обеспечивает качественный и надежный механизм прижима заготовки по всей ее длине);
- дополнительную функциональность, определяемую наличием поворотной балки в стандартном оснащении станка;
- достаточно небольшой вес, способствующий высокой мобильности листогиба;
- наличие, кроме отрезного механизма, специального трапа, который необходим для того, чтобы не допустить опрокидывания оборудования от усилий при гибке листового металла.

Качество сварки и сборки деталей листогиба находится на хорошем уровне
Листогибы линейки LBM MetalMaster
Ручные листогибочные станки серии LBM производятся польской компанией MetallMaster. Фирма выпускает большой ассортимент такого оборудования, потому листогибы LBM можно приобрести и для выполнения кровельных работ, и для изготовления доборных элементов, коробов вентиляции и пр. Всё оборудование LBM – переносного исполнения, при этом устойчиво во время эксплуатации. Особой популярностью пользуются бюджетные модели LBM, работающие преимущественно с тонколистовым металлом, а также ручные листогибы LBM серии Lite, часть деталей которых изготовлена из титановых сплавов. Кинематика всех листогибов LBM одинакова: поворотная рабочая балка при неподвижной верхней балке. Таким образом, диапазон регулировки толщины в агрегатах LBM ограничен, что сужает область их практического применения. Вместе с тем конструкция узла прижима позволяет листогибам LBM работать с минимальными полками заготовок (до 15 мм включительно). Из всех рассмотренных машин LBM серии Lite обладают наименьшей массой.
Вывод: ручные листогибы LBM возможно устанавливать, в частности, на облегчённых опорных конструкциях недостроенных зданий.
4 Неисправности листогибочного станка и способы их устранения
В процессе эксплуатации установка может потребовать небольшого ремонта. Наиболее часто отмечаются следующие виды поломок листогиба:
- Смещение линии раскроя влево либо вправо при отрезании заготовки. Как правило, данная неисправность обусловлена тем, что отрезной механизм работает неправильно. Исправить ее несложно, выполнив подстроку направления на механизме в соответствии со схемой, которая приложена к паспорту устройства.
- Неравномерный по длине изделия угол загиба. Причина – отличие зазора между рамой листогибочного станка и его матрицей. В этом случае потребуется обеспечить равномерный прижим заготовки и произвести регулировку зазора, ответственного за проблему.
- Затрудненная отрезка металлической полосы. Может быть обусловлена двумя причинами – нарушением узла резки либо тупыми режущими ножами. В первом случае нужно настроить схему схождения ножей, во втором – демонтировать с листогиба ножи и тщательно прошлифовать их.

В большинстве случаев все указанные проблемы возникают крайне редко. Конечно, если использовать оборудование по всем правилам, означенным предприятием, которое изготавливает станок ЛГС 26, периодически производить ТО–1 и ТО–2, не нарушать стандартов эксплуатации установки. Почти все производители на данный момент дают 3–6-месячную гарантию на поставляемые ими ручные листогибы.
Часто задаваемые вопросы по ЛГС-26
Какова цена станка с учетом доставки до моего города? Стоимость доставки станка по регионам
Цена станка длиной 2,5 метра на складе в Липецка и Москве – 35 990 34 900 рублей. Станки отправляются в деревянной обрешетке.


Какие документы необходимы для оформления договора/счета?
Для заключения договора нам нужны:
- реквизиты вашей организации или паспортные данные физического лица;
- контактные телефоны, адрес электронной почты;
- адрес доставки.
Отсканированный подписанный договор поставки и счет на оплату мы пришлем по электронной почте, оригиналы – обычной почтой. После оплаты счета, станок отгружается транспортной компании и уезжает в ваш город.
Каков срок отгрузки листогиба?
Станки всегда в наличии на складе. По факту зачисления денег производится отгрузка станка в транспортную компанию. Срок доставки до Вашего города зависит от транспортной компании и варьируется от 1 до 20 дней в удаленные регионы.


Какие длины станков вы выпускаете? Делаете ли вы станки на заказ?
Наш завод выпускает ЛГС-26 (усиленный) двух модификаций – длиной 2,5 и 3 метра. Станки другой длины мы не делаем (их, кстати, крайне редко спрашивают).
Металл какой толщины можно гнуть на ЛГС-26?
Станок гнет и режет металл толщиной от 0,4 до 0,7 мм. Крашеный металл при гибке не царапается. В случае повышенных требований к покрытию листа, поворотная балка оклеивается обычным скотчем (хватает на месяц работы, после чего переклеивается).
Сколько весит станок?
Масса нашего станка в сборе – около 213 кг, в обрешетке 270 кг.
В последнее время появились подделки массой меньше 170 кг. Экономия металла достигается за счет использования тонкостенных стальных труб, из которых изготовлен станок. Такая конструкция не имеет достаточной жесткости, чтобы четко фиксировать заготовку по всей длине, и имеет целый ряд недостатков, отсутствующих в конструкции нашего листогиба.










Какие габариты у станка в собранном виде?
Габариты в собранном виде — 3000 х 1800 х 1450 мм, транспортные габариты — 3100 х 800 х 600 мм. Станки отправляются в деревянной обрешетке.

Входит ли отрезная машинка в комплект поставки?
В комплект поставки входят: сам листогиб, отрезная машинка, угломер, трап, упоры для быстрого раскроя листа, паспорт на станок, запасные ножи к отрезной машинке (по желанию).
Можно ли использовать станок ЛГС-26 для раскроя листа?
Можно, более того, ЛГС-26 оборудован специальными выдвижными упорами для быстрого раскроя листа на заготовки.
Почему в конструкции листогиба не предусмотрен ограничитель гиба?
Мы исключили ограничитель гиба, потому что из собственного опыта и опыта наших заказчиков, оказалось, что его никто не использует в работе.
Самое быстрое и простое решение — угломер. Его используют все жестянщики, поэтому им оборудованы фактически все известные листогибы.
Что насчет ремкомплекта?
При интенсивной работе отрезной машинки со временем затупятся ножи. Заточка ножей производится на любом плоско-шлифовальном станке (такие станки есть на многих предприятиях вашего города). На всякий случай, в комплект поставки станка можно включить запасные ножи (стоимость 1 000 рублей).
В качестве прижимной балки используется обычное алюминиевое правило для бетонных полов, которое можно приобрести на любом строительном рынке. При интенсивной работе эта деталь изнашивается крайне мало, т.к. в основном на таких станках гнутся длинные детали толщиной до 0,5 мм. Возможен износ, если гнуть короткие полоски толстого металла, например, полоски толщиной 0,7 мм.
Сам станок ремонтируется в «полевых» условиях при помощи обычных слесарных инструментов.
Какая длина минимальной загибаемой полки?
Минимальная возможная полка — 15 мм (загибаемая полка зажимается под прижим), но в паспорте на станок декларируется гарантированная минимальная полка 20мм.
Часто задаваемые вопросы по ЛГС-26
Какова цена станка с учетом доставки до моего города? Стоимость доставки станка по регионам
Цена станка длиной 2,5 метра на складе в Липецка и Москве – 35 990 34 900 рублей. Станки отправляются в деревянной обрешетке.

Какие документы необходимы для оформления договора/счета?
Для заключения договора нам нужны:
- реквизиты вашей организации или паспортные данные физического лица;
- контактные телефоны, адрес электронной почты;
- адрес доставки.
Отсканированный подписанный договор поставки и счет на оплату мы пришлем по электронной почте, оригиналы – обычной почтой. После оплаты счета, станок отгружается транспортной компании и уезжает в ваш город.
Каков срок отгрузки листогиба?
Станки всегда в наличии на складе. По факту зачисления денег производится отгрузка станка в транспортную компанию. Срок доставки до Вашего города зависит от транспортной компании и варьируется от 1 до 20 дней в удаленные регионы.

Какие длины станков вы выпускаете? Делаете ли вы станки на заказ?
Наш завод выпускает ЛГС-26 (усиленный) двух модификаций – длиной 2,5 и 3 метра. Станки другой длины мы не делаем (их, кстати, крайне редко спрашивают).









Металл какой толщины можно гнуть на ЛГС-26?
Станок гнет и режет металл толщиной от 0,4 до 0,7 мм. Крашеный металл при гибке не царапается. В случае повышенных требований к покрытию листа, поворотная балка оклеивается обычным скотчем (хватает на месяц работы, после чего переклеивается).
Сколько весит станок?
Масса нашего станка в сборе – около 213 кг, в обрешетке 270 кг.
В последнее время появились подделки массой меньше 170 кг. Экономия металла достигается за счет использования тонкостенных стальных труб, из которых изготовлен станок. Такая конструкция не имеет достаточной жесткости, чтобы четко фиксировать заготовку по всей длине, и имеет целый ряд недостатков, отсутствующих в конструкции нашего листогиба.
Какие габариты у станка в собранном виде?
Габариты в собранном виде — 3000 х 1800 х 1450 мм, транспортные габариты — 3100 х 800 х 600 мм. Станки отправляются в деревянной обрешетке.

Входит ли отрезная машинка в комплект поставки?
В комплект поставки входят: сам листогиб, отрезная машинка, угломер, трап, упоры для быстрого раскроя листа, паспорт на станок, запасные ножи к отрезной машинке (по желанию).
Почему в конструкции листогиба не предусмотрен ограничитель гиба?
Мы исключили ограничитель гиба, потому что из собственного опыта и опыта наших заказчиков, оказалось, что его никто не использует в работе.
Самое быстрое и простое решение — угломер. Его используют все жестянщики, поэтому им оборудованы фактически все известные листогибы.
Что насчет ремкомплекта?
При интенсивной работе отрезной машинки со временем затупятся ножи. Заточка ножей производится на любом плоско-шлифовальном станке (такие станки есть на многих предприятиях вашего города). На всякий случай, в комплект поставки станка можно включить запасные ножи (стоимость 1 000 рублей).
В качестве прижимной балки используется обычное алюминиевое правило для бетонных полов, которое можно приобрести на любом строительном рынке. При интенсивной работе эта деталь изнашивается крайне мало, т.к. в основном на таких станках гнутся длинные детали толщиной до 0,5 мм. Возможен износ, если гнуть короткие полоски толстого металла, например, полоски толщиной 0,7 мм.
Сам станок ремонтируется в «полевых» условиях при помощи обычных слесарных инструментов.
Какая длина минимальной загибаемой полки?
Минимальная возможная полка — 15 мм (загибаемая полка зажимается под прижим), но в паспорте на станок декларируется гарантированная минимальная полка 20мм.
Это интересно: Шпиндель для настольного фрезерного станка с ЧПУ своими руками
Способы гибки листового металла
Конструктивно возможны два варианта гибки – усилием и моментом. В первом случае используются так называемые калибрующие листогибочные станки, которые работают по классической схеме, с наличием пунсонов и матриц. Для случая гибки по прямому контуру такой инструмент может быть сегментным, когда отдельные его части располагают с определённым интервалом вдоль линии гиба: это экономит время на наладку, и снижает массу станка.
Свободная гибка при которой применяется универсальный непрофилированный инструмент основана на использовании роликовых матриц, которые, вращаясь при повороте исполнительного органа листогиба, выполняют деформирование. Такой инструмент более универсален и прост, а гибка моментом требует от работающего значительно меньших усилий. Недостаток такого способа – меньшая точность готового изделия.
Ряд моделей рассматриваемого оборудования оснащают дополнительными позициями, например, с отрезной машинкой, которая применяется уже после гибки. Это позволяет делать точные изделия «в размер», с учётом части металла, необходимого на формообразование радиусных переходов.

Соответственно вышеуказанным разновидностям производятся два вида ручного гибочного оборудования – ручные листогибы серии ЛГС (калибрующая гибка профилированным инструментом) и ручные листогибы от торговых марок Bender (Дания), Tapco (США) или MetallMaster (Польша), которые оснащаются роликовыми матрицами.
Обе разновидности ручных листогибочных станков компактны, просты в управлении и наладке, и отличаются достаточно большими технологическими возможностями. Управление приводом может быть с помощью системы рычагов, либо педалью (последнее используется при гибке широкого листа).
Технические характеристики
Технические возможности листогиба ЛГС 26 (и видео процесса его работы хорошо демонстрирует это) позволяют эффективно выполнять на нем гибку холодно- и горячекатанного листового проката, толщина которого находится в интервале 0,4–0,7 мм. При этом длина таких заготовок, как уже говорилось выше, может быть любой, но их ширина должна находиться в интервале 2500–3000 мм (модели ЛГС 2500–3000).









- Минимальная ширина полосы, которая может быть отрезана от металлического листа при помощи такого станка, – 40 мм.
- Производительность работы оборудования такова: выполнение резки без предварительной разметки – до 5 м/мин; если предварительная разметка выполняется – до 2,5 м/мин; гибка металлических заготовок – 2 загиба в минуту.
- Уровень, на котором выполняется подача обрабатываемого листа, – 850–900 мм.
- Точность реза, которая гарантируется производителем оборудования, – 1,5 мм на 1 метр.
- Наименьшая ширина полки, которая подвергается загибу, – 0,15 мм.
- Общая масса оборудования – 160 кг.
- Максимальный угол выполняемого загиба без использования поворотной балки – 135°, с поворотной балкой – до 180°.
Для того чтобы работа на листогибе ЛГС 26, который оснащен ручным приводом механизма резки и гибки, была максимально безопасной, рядом с ним должны быть два оператора.

Станок позволяет изготавливать простые детали. Сложные заготовки, например, «хитрые» стартовые планки для сайдинга, этот гибочной станок не сможет сделать
Завод-изготовитель, который расположен в Липецке, поставляет станок модели ЛГС 26 в следующей комплектации:
- несущая стальная рама цельносварного типа;
- направляющая, которой оснащен отрезной механизм;
- матрица, за счет которой обеспечивается прижим заготовки;
- поддон, изготовленный из дерева;
- кулисы, обеспечивающие регулировку усилия прижима заготовки;
- угломер;
- задний пуансон, дополнительно оснащенный стопором;
- устройство, при помощи которого выполняется резка металла;
- пуансон поворотного типа.
Технические характеристики
Технические возможности листогиба ЛГС 26 (и видео процесса его работы хорошо демонстрирует это) позволяют эффективно выполнять на нем гибку холодно- и горячекатанного листового проката, толщина которого находится в интервале 0,4–0,7 мм. При этом длина таких заготовок, как уже говорилось выше, может быть любой, но их ширина должна находиться в интервале 2500–3000 мм (модели ЛГС 2500–3000).
- Минимальная ширина полосы, которая может быть отрезана от металлического листа при помощи такого станка, – 40 мм.
- Производительность работы оборудования такова: выполнение резки без предварительной разметки – до 5 м/мин; если предварительная разметка выполняется – до 2,5 м/мин; гибка металлических заготовок – 2 загиба в минуту.
- Уровень, на котором выполняется подача обрабатываемого листа, – 850–900 мм.
- Точность реза, которая гарантируется производителем оборудования, – 1,5 мм на 1 метр.
- Наименьшая ширина полки, которая подвергается загибу, – 0,15 мм.
- Общая масса оборудования – 160 кг.
- Максимальный угол выполняемого загиба без использования поворотной балки – 135°, с поворотной балкой – до 180°.
Для того чтобы работа на листогибе ЛГС 26, который оснащен ручным приводом механизма резки и гибки, была максимально безопасной, рядом с ним должны быть два оператора.

Станок позволяет изготавливать простые детали. Сложные заготовки, например, «хитрые» стартовые планки для сайдинга, этот гибочной станок не сможет сделать
Завод-изготовитель, который расположен в Липецке, поставляет станок модели ЛГС 26 в следующей комплектации:
- несущая стальная рама цельносварного типа;
- направляющая, которой оснащен отрезной механизм;
- матрица, за счет которой обеспечивается прижим заготовки;
- поддон, изготовленный из дерева;
- кулисы, обеспечивающие регулировку усилия прижима заготовки;
- угломер;
- задний пуансон, дополнительно оснащенный стопором;
- устройство, при помощи которого выполняется резка металла;
- пуансон поворотного типа.





