Материал 35ХГСА Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал 35ХГСА большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал 35ХГСА закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Нержавеющая сталь

Нержавеющая сталь относится к легированным типам стали. В зависимости от типа и марки нержавейка может использоваться в самых различных сферах деятельности от пищевой и химической промышленности до строительства и архитектуры.
Нержавеющая сталь делится на три основных тип:
· Коррозионностойкая
· Жаростойкая
· Жаропрочная
Нержавеющие свойства данный тип стали приобретает за счет добавления хрома. Причем от процентного содержания хрома напрямую зависит сопротивляемость сплава коррозии.
Причиной же сопротивляемости коррозии является тонкая пленка нерастворимых кислот, которая образуется при выплавлении хромсодержащих металлов.
Так, сталь с содержанием хрома до 17% устойчива к коррозии в обычных условиях, без воздействия агрессивных сред и высоких показателей температуры. Данный тип нержавеющей стали применятся в пищевой промышленности, некоторых типах легкой промышленности, для изготовления медицинского инструмента и т. д.
Сталь с содержанием хрома более 17% является более устойчивой и способна выдерживать высокие температуры и различные агрессивные среды, не окисляясь даже в крепких растворах (до 50%) кислот.
Нержавейка чрезвычайно устойчива к атмосфере и является лучшим вариантом для емкостного оборудования, размещенного на открытой местности, в том числе в климатических условиях с повышенной влажностью.
Нержавеющая сталь марки 12х18н10т
Нержавеющая сталь 12х18н10т – высокоуглеродистая коррозионно-стойкая, немагнитная конструкционная сталь аустенитного типа с добавлением титана.
В химсоставе нержавейки 12х18н10т кроме обязательных для нержавеющей стали компонентов – никеля и хрома, дополнительно присутствует титан (содержание элемента менее 1,5% не указывается в маркировке стали).
Нержавейка 12х18н10т отличается хорошей свариваемостью. После процесса сварки рекомендуется провести постобработку швов. Сталь 12х18н10т устойчива к межкристаллитной коррозии после сварки.
В слабоагрессивных средах допускается эксплуатация деталей из стали 12х18н10т в температурном диапазоне от -196°С до +600°С без изменения свойств стали. В агрессивной среде верхний температурный порог снижается до +350°С.
Нержавеющая сталь 12х18н10т может применяться в любых областях производства. В основном её используют для изготовления деталей машин и механизмов, работающих при температурах до 600°С. Сталь 12х18н10т (техническая нержавейка) пригодна для сооружения сварных конструкций (емкостей, трубопроводов и т.п.) контактирующих со слабыми растворами уксусной, фосфорной кислот, а также во взаимодействии со щелочными растворами и растворами кислых солей.
Ближайший по химсоставу и физическим свойствам аналог стали 12х18н10т – нержавеющая сталь марки aisi 321.
Нержавеющая сталь aisi 321
Нержавеющая сталь aisi 321 – коррозионно-стойкая, жаропрочная немагнитная аустенитная сталь с добавлением титана. Обладает повышенной механической прочностью.
В химический состав нержавейки aisi 321 кроме обязательных для нержавеющей стали компонентов – никеля и хрома, введен титан, пятикратно превышающий содержание углерода.
Нержавейка aisi 321 отличается хорошей свариваемостью, правда, при более высокой температуре, чем не содержащие титана марки стали. Сварочные швы требуют минимальной постобработки.
Таблица марок нержавеющих сталей и их соответствие химическому составу
Стандарты нержавеющих сталей | Содержание легирующих элементов, % | |||||||||
DIN | AISI | ГОСТ | C | Mn | Si | Cr | Ni | Mo | Ti | |
С1 | 1,4021 | 420 | 20Х13 | 0,2 | 1,5 | 1 | 12,0-14,0 | |||
F1 | 1,4016 | 430 | 12Х17 | 0,08 | 1 | 1 | 16,0-18,0 | |||
A2 | 1,4301 | 304 | 12Х18Н9 | 0,07 | 2 | 0,75 | 18,0-19,0 | 8,0-10,0 | ||
1,4948 | 304H | 08Х18Н10 | 0,08 | 2 | 0,75 | 18,0-20,0 | 8,0-10,5 | |||
1,4306 | 304L | 03Х18Н11 | 0,03 | 2 | 1 | 18,0-20,0 | 10,0-12,0 | |||
A3 | 1,4541 | 321 | 08Х18Н10Т | 0,08 | 2 | 1 | 17,0-19,0 | 9,0-12,0 | 5хС-0,7 | |
A4 | 1,4401 | 316 | 03Х17Н14М2 | 0,08 | 2 | 1 | 16,0-18,0 | 10,0-14,0 | 2,0-2,5 | |
1,4435 | 316S | 03Х17Н14М3 | 0,08 | 2 | 1 | 16,0-18,0 | 12,0-14,0 | 2,5-3,0 | ||
1,4404 | 316L | 03Х17Н14М3 | 0,03 | 2 | 1 | 17,0-19,0 | 10,0-14,0 | 2,0-3,0 | ||
A5 | 1,4571 | 316Ti | 08Х17Н13М2Т | 0,08 | 2 | 0,75 | 16,0-18,0 | 11,0-12,5 | 2,0-3,0 | 5хС-0,8 |
1,4845 | 310S | 20Х23Н18 | 0,08 | 2 | 0,75 | 24,0-26,0 | 19,0-21,0 |
Нержавеющая сталь aisi 321 применяется во многих областях производства:
Способы закалки стали
Способ закалки выбирают в зависимости от химического состава стали и запланированных свойств.
Закаливание с охлаждением в одной среде
Скорость охлаждения стали после закалки зависит от среды, в которой оно проводится. Самую высокую скорость обеспечивает охлаждение в воде. Такой способ используется для среднеуглеродистых низколегированных сталей и некоторых марок коррозионностойких сталей. При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.





Прерывистая закалка в двух охлаждающих средах
Ступенчатую закалку применяют для деталей, изготовленных из сложнолегированных сталей. Крупногабаритные детали после нагрева на несколько минут окунают в воду, а затем охлаждают в масле до +320…300°C, после чего оставляют на воздухе. При охлаждении в масле до комнатных температур твердость изделия значительно снижается.
Изотермическая ТО
Закалка высокоуглеродистых марок – сложный процесс, состоящий из нормализации с последующим нагревом до температуры закалки. Нагретые детали опускают в ванну с селитрой, нагретой до температур +320…+350°C, выдерживают.
Светлая ТО
Такая термообработка применяется для высоколегированных сталей и заключается в их нагреве в среде инертных газов или в вакууме, что обеспечивает светлую поверхность металла. Светлая закалка используется в серийном производстве типовых изделий.
Термообработка с самоотпуском
При высокой скорости охлаждения внутри детали остается тепло, которое при постепенном выходе снимает напряжения внутренней структуры. Этот процесс можно доверить только специалистам, которые могут точно рассчитать время нахождения изделия в охлаждающей среде.
Струйная
Охлаждение осуществляют интенсивной струей воды. Такой процесс применяется при необходимости закаливания отдельных частей изделий.
Марка: сталь, металл 35ХМ
Марка: 35ХМ
| Марка : | 35ХМ |
| Заменитель: | 40Х, 40ХН, 30ХМ, 35ХГСА |
| Классификация : | Сталь жаропрочная релаксационностойкая |
| Дополнение: | Сталь хромомолибденовая |
| Применение: | Валы, шестерни, шпиндели, шпильки, фланцы, диски, покрышки, штоки и другие ответственные детали, работающие в условиях больших нагрузок и скоростей при температуре до 450—500 °С. |
| Зарубежные аналоги: |
| C | Si | Mn | Ni | S | P | Cr | Mo | Cu |
| 0.32 — 0.4 | 0.17 — 0.37 | 0.4 — 0.7 | до 0.3 | до 0.035 | до 0.035 | 0.8 — 1.1 | 0.15 — 0.25 | до 0.3 |
| Ac1 = 755 , Ac3(Acm) = 800 , Ar3(Arcm) = 750 , Ar1 = 695 |
| Свариваемость: | ограниченно свариваемая. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Пруток, ГОСТ 4543-71 | Ø 25 | 930 | 835 | 12 | 45 | 780 | Закалка и отпуск | |
| Поковки | max толщина 100 | Прод. | 950 | 750 | 13 | 42 | 650 | Закалка 850 — 880oC, масло, Отпуск 585 — 650oC, |
| Поковки | max толщина 120 | Прод. | 900 | 710 | 13 | 42 | 650 | Закалка 850 — 880oC, масло, Отпуск 585 — 650oC, |
| Поковки | max толщина 150 | Прод. | 800 | 600 | 14 | 45 | 650 | Закалка 850 — 880oC, масло, Отпуск 585 — 650oC, |
| Поковки | max толщина 200 | Прод. | 700 | 500 | 16 | 45 | 600 | Закалка 850 — 880oC, масло, Отпуск 585 — 650oC, |
| Твердость 35ХМ после отжига , ГОСТ 4543-71 | HB 10 -1 = 241 МПа |
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.18 | 7820 | 328 | |||
| 100 | 2.16 | 12.3 | 40.6 | 7800 | 462 | 360 |
| 200 | 12.6 | 39.8 | 7770 | |||
| 300 | 2.05 | 12.9 | 38.5 | 7740 | 425 | |
| 400 | 1.95 | 13.9 | 37.3 | 7700 | 523 | |
| 500 | 1.86 | 14.4 | 7660 | 628 | ||
| 600 | 14.6 | |||||
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Зарубежные аналоги материала Указаны как точные, так и ближайшие аналоги!
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Финляндия | Австрия | Юж.Корея |
| — | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE | GB | SS | BDS | MSZ | PN | STAS | CSN | SFS | ONORM | KS |
| 4137 | ||||||||||||||||||
| 4137H | ||||||||||||||||||
| G41300 | ||||||||||||||||||
| G41350 | ||||||||||||||||||
| G41370 | ||||||||||||||||||
| J13048 |
| 34CrMoS4 |
| 42CrMo4 |
| GS-34CrMo4 |
| SCM430 |
| SCM432 |
| SCM435 |
| SCM435H |
| SCM440H |
| 34CrMo4 |
| 34CrMo4RR |
| 35CD4 |
| 38CD4 |
| 34CrMo4 |
| 34CrMo4KD |
| 42CrMo4 |
| 34CrMo4KB |
| 35CrMo4 |
| 35CrMo4F |
|
|
|
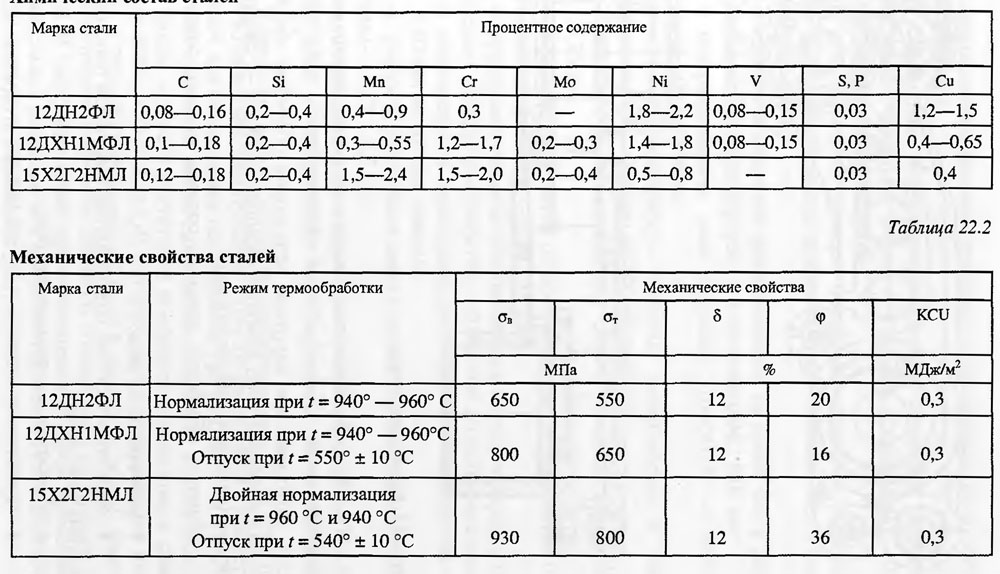
Описание
Сталь 35ХГСЛ применяется: для изготовления отливок зубчатых колес, звездочек, осей, валов, муфт и других ответственных деталей, к которым предъявляются требования повышенной износостойкости; отливок по выплавляемым моделям для авиастроения I группы — нагруженных деталей с определенными требованиями по плотности и механическим свойствам: высоконагруженных кронштейнов, герметичных корпусов приборов, рам гироскопов, стабилизаторов и т. д. и II группы — ненагруженных и малонагруженных деталей: колец, фланцев, соединительных деталей, негерметичных корпусов приборов и т. д.
Что нужно знать о стали марки 35 — Стальмет
Сталь марки 35 относят к разряду конструкционных углеродистых и качественных. Наиболее активно используют в строительстве и машиностроении, где в полной мере проявляются основные ее преимущественные свойства: твердость и податливость к разноплановым обработкам.
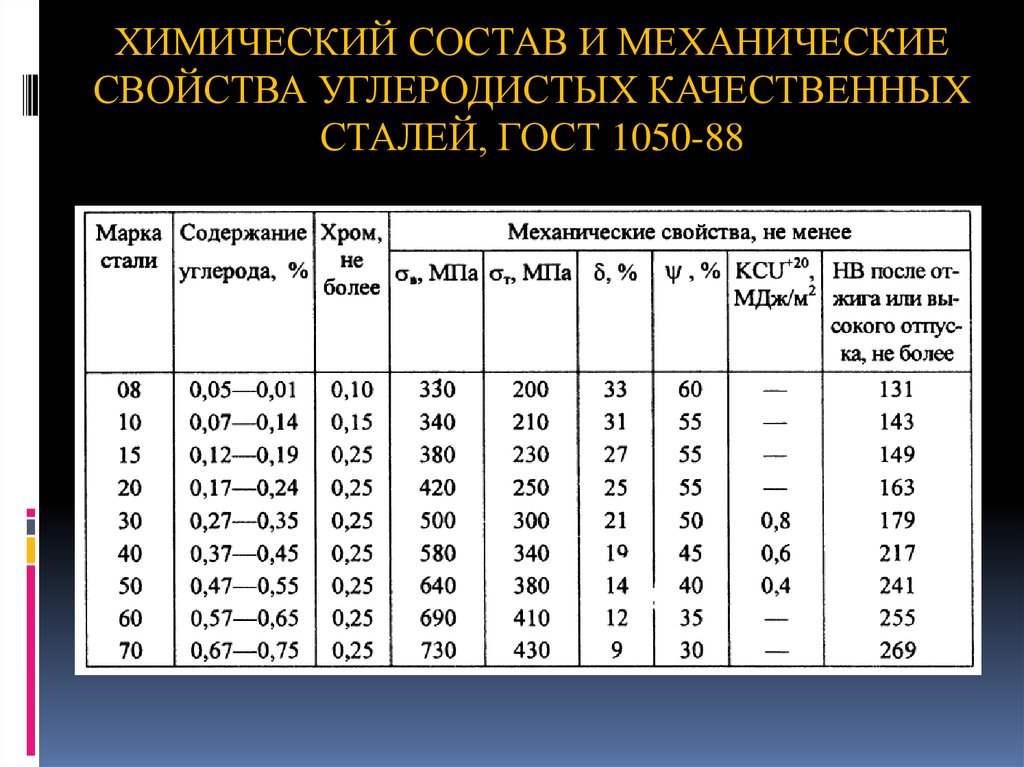
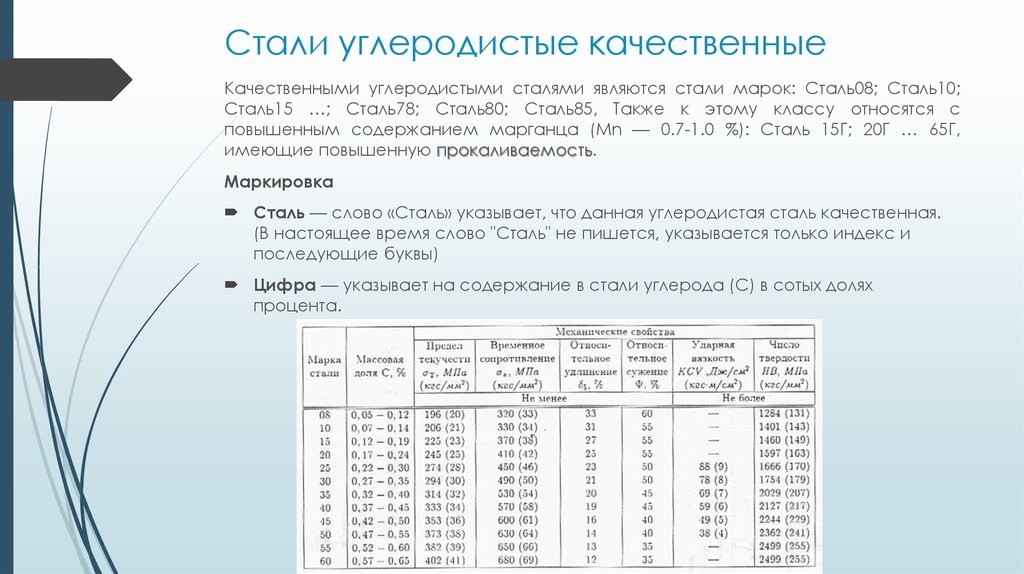
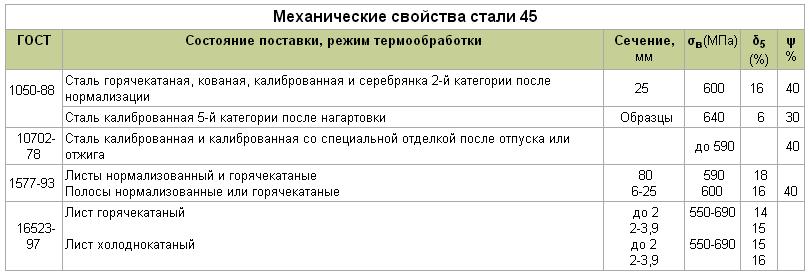
Производят сталь 35, согласно ГОСТу 1050-88, регламентирующему все важные моменты, включая химический состав, механические свойства, твердость, способы обработки.
Химический состав, основные характеристики
Уже в обозначении стали 35 – характеристики сплава
Простая цифровая информация указывает, пожалуй, на самое важное – процентное содержание углерода при незначительном объеме примесей, что и определяет целый ряд востребованных потребителем свойств
Химические элементы в процентном соотношении распределены следующим образом: Fe – примерно 97, C – 0,32- 0,4, Si – 0,17- 0,37, Mn – 0,5-0,8. Ni, Cr, Cu составляют по 0,25, а вот P, S и As – соответственно, 0,035, 0,040 и 0,08.
Сталь 35, характеристики ее, обусловлены принадлежностью к классу среднеуглеродистых сплавов, куда также входят стали марок 30, 40, 45 и 50. Сырье отличается высокими прочностными свойствами, при этом не обладает ни пластичностью, ни вязкостью низколегированных сталей, что, впрочем, и не требуется. Механические свойства подробно расписаны в таблицах ГОСТа 1050-88
Способы обработки стали 35
В процессе производства металлопроката, деталей сталь 35 подвергают:
- нормализации (отжигу);
- закалке с низким отпуском;
- закалке ТВЧ.
Сырье куют при температурном режиме от 1280 оС до 750 оС с последующим охлаждением, обрабатывают резанием, применяя технологию оптимального отжига, повышающего предел упругости сплава.
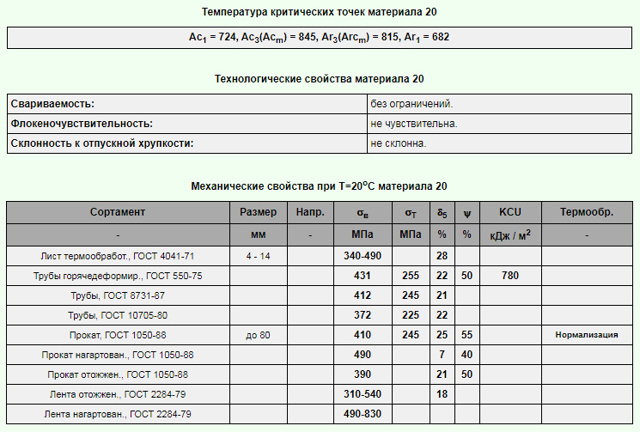
Что касается свариваемости, то в ГОСТе данную возможность классифицируют как ограниченную. Если сталь 20 сваривается без ограничений, за исключением деталей, прошедших химико-термическую подготовку, то марка стали 35 «более требовательна» — необходим подогрев и специальная термообработка. Основные рекомендуемые способы сваривания – РДС, ЭШС, АДС под флюсом с газовой защитой.
Сталь 35 (ГОСТ 1050-88) проходит закалку. По сути, это нагрев сплава до температуры выше критической или, как еще уточняют, температуры растворения избыточных фаз. В результате из структуры аустенита образуется неустойчивая, метастабильная структура мартенсит. Так, для стали 35 температура закалки составляет от 850 до 870 оС. После ее проведения твердость стали 35 – 45 HRC. Таблицы твердости проката после обработки ниже:
Для данной марки рекомендуют закалку с низким отпуском. Это означает, что обработку лучше проводить при температуре не выше 160 — 200 оС. При таких условиях происходит требуемое снижение закалочных напряжений, мартенсит превращается уже в отпущенный мартенсит без заметного снижения твердости стали 35, повышается ее прочность, улучшается вязкость.
О применении сплава
Сталь 35 (ГОСТ 1050-88), характеристики и ее основные эксплуатационные свойства неизменно востребованы многими строительными компаниями и организациями, машиностроительными и станко-инструментальными заводами.
Металлоконструкции, в том числе, и арматурные, фасонный прокат (круг, шестигранник ст35), а также валы различного назначения, оси и цилиндры, шестерни, шатуны и диски, шпиндели и траверсы – все это производят из конструкционной углеродистой качественной стали марки 35.
Здесь есть смысл заметить, что данный среднеуглеродистый сплав редко применяют при изготовлении некоторых крупногабаритных деталей и механизмов, поскольку сырье тяжело прокаливать. К тому же имеют место потери в механических показателях.
Виды поставки и ГОСТы
Твердость и плотность стали 35, ее практичность и невысокая стоимость оценена многими отечественными потребителями. Благодаря существованию стали 35 с ее характеристиками, пока еще ждут применения:
Фасонный прокат проверенного заводского качества, выполненный в соответствии с ГОСТами 2590-2006 (круг г/к ст. 35), 2879-2006, 2591-2006, 8509-93, 8240-97, 8510-86, 8239-89, 10702-78.
- листы толстые (ГОСТы 1577-93, 19903-74, 4041-71);
- листы тонкие (ГОСТ 16523-97);
- шлифованный пруток, серебрянка (ГОСТы 10702-78 и 14955-77);
- калиброванные круги (ГОСТы 8560-78, 7417-75, 8559-75, 10702-78);
- полосы (ГОСТы, 103-2006, 82-70,1577-93);
- ленты (ГОСТ 2284-79);
- проволока (ГОСТы, 5663-79 и 17305-91);
- поковки, кованые заготовки по ГОСТам 8479-70 и 1133-71;
- трубы в соответствии с ГОСТами 8731-74, 8734-75, 8732-78 и 8733-74.
Описание процесса
Отпуск стали (ОС) — это разновидность термической обработки, при которой происходит постепенный нагрев металла с последующим его остыванием. В большинстве случаев отпускную процедуру выполняют на заключительном этапе сразу же после закалки. ОС может выполняться как до, так и после формирования детали из стального полуфабриката. Позволяет устранить внутренние напряжения внутри металла, которые негативно влияют на его физическую структуру, свойства.
Внутренние напряжения на химическом уровне — это нарушения кристаллической структуры металла. Из-за них происходит неравномерное распределение углерода, легирующих добавок по металлическому сплаву. Отпуск позволяет перераспределить эти элементы более равномерно. Это улучшает физико-химические свойства материала (пластичность, прочность, сохранение формы, химическая инертность). Нагрев осуществляется с помощью специальных печей в защитной среде (масляные, селитровые или щелочные ванны). Способ охлаждения деталей после нагрева — воздушный (обычно) или жидкостной (редко).
Качество отпуска стали зависит от следующих физических параметров термической процедуры:
- Температура нагрева. ОС может выполняться при температурах от 100 до 700 градусов, а чем выше будет температура нагрева, тем выше лучше будет качество обработки. Объясняется эта зависимость тем, что при более высоких температурах происходит более глубокое изменение структуры кристаллической решетки. В основном за счет процессов полигонизации, рекристаллизации.
- Длительность нагрева. Длительность ОС обычно составляет от 1 до 3 часов, хотя существуют и более длительные форматы. Все основные процессы в материале проходят в первые 20-40 минут. Дополнительная выдержка нужна для равномерного распределения атомов углерода, железа, легирующих добавок по всей толщине материала.
- Скорость остывания. Здесь правило предельно простое — чем медленнее будет проходить остывание, тем выше будет качество материала. Чтобы замедлить остывание, металлурги используют различные уловки, хитрости. Главная хитрость — это помещение материала в масляную, селитровую или щелочную среду, которая замедляет остывание материала. Теоретически остывание можно выполнять и без применения жидкостных сред, однако скорость остывания будет высокой, что негативно скажется на качестве ОС.

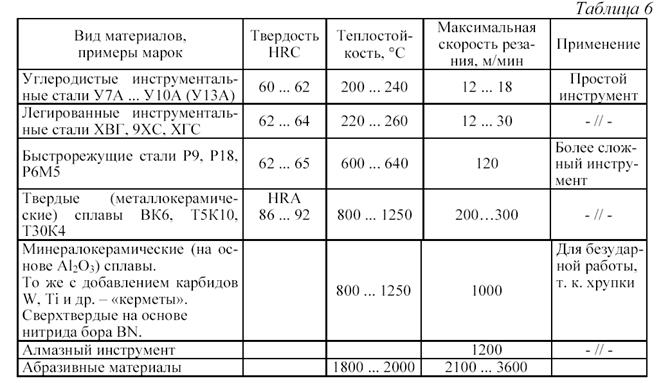
Какие стали подвергают закалке
Не все марки сталей могут подвергаться закалке. Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
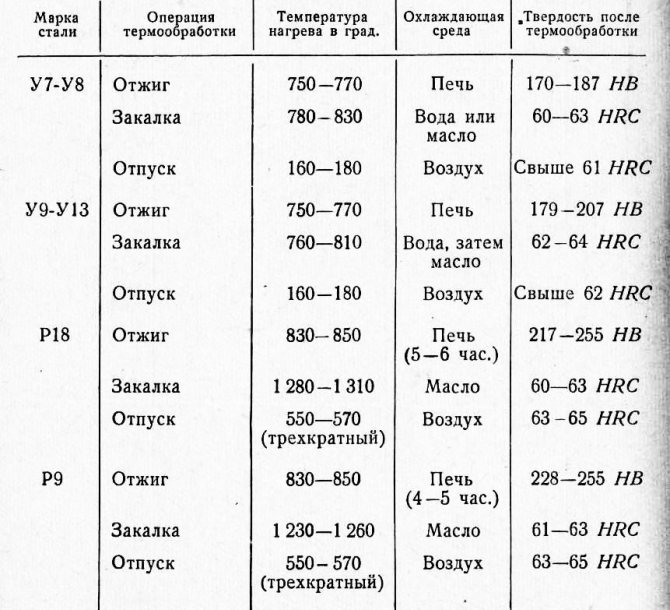
Таблица правильных режимов закалки и отпуска для некоторых типов инструментальных сталей
| Марка стали | Температура закалки стали | Среда охлаждения после закалочного нагрева | Температура отпуска | Среда охлаждения после отпуска |
| У7 | 800°C | вода | 170°C | вода, масло |
| У7А | 800°C | вода | 170°C | вода, масло |
| У8, У8А | 800°C | вода | 170°C | вода, масло |
| У10, У10А | 790°C | вода | 180°C | вода, масло |
| У11, У12 | 780°C | вода | 180°C | вода, масло |
| Р9 | 1250°C | масло | 580°C | воздух в печи |
| Р18 | 1250°C | масло | 580°C | воздух в печи |
| ШХ6 | 810°C | масло | 200°C | воздух |
| ШХ15 | 845°C | масло | 400°C | воздух |
| 9ХС | 860°C | масло | 170°C | воздух |
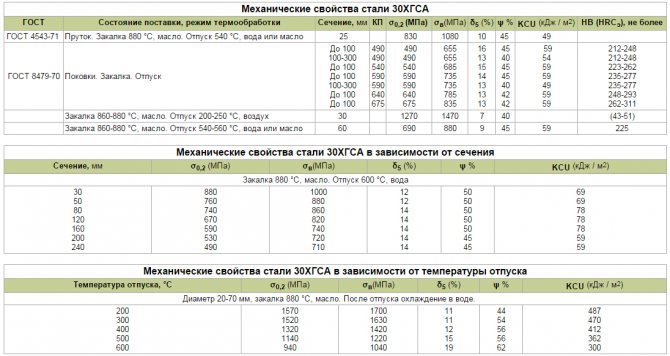
Механические свойства
| Термообработка, состояние поставки | Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB | HRCэ |
| Пруток. Закалка 880 °С, масло Отпуск 540 °С, вода или масло. | ||||||||
| 25 | 830 | 1080 | 10 | 45 | 49 | |||
| Поковки. Закалка. Отпуск. | ||||||||
| КП 490 | <100 | 490 | 655 | 16 | 45 | 59 | 212-248 | |
| КП 490 | 100-300 | 490 | 655 | 13 | 40 | 54 | 212-248 | |
| КП 540 | <100 | 540 | 685 | 15 | 45 | 59 | 223-262 | |
| КП 590 | <100 | 590 | 735 | 14 | 45 | 59 | 235-277 | |
| КП 590 | 100-300 | 590 | 735 | 13 | 40 | 49 | 235-277 | |
| КП 640 | <100 | 640 | 785 | 13 | 42 | 59 | 248-293 | |
| КП 675 | <100 | 675 | 835 | 13 | 42 | 59 | 262-311 | |
| Закалка 860-880 °С, масло. Отпуск 200-250 °С, воздух. | ||||||||
| 30 | 1270 | 1470 | 7 | 40 | 43-51 | |||
| Закалка 860-880 °С, масло. Отпуск 540-560 °С, вода или масло. | ||||||||
| 60 | 690 | 880 | 9 | 45 | 59 | 225 |
Технология изготовления
Изготовление стали в металлургической промышленности производится различными способами. Каждый метод производства отличается, в зависимости от применяемого оборудования. Так, все оборудование для производства углеродистых сталей можно разделить на три типа:
- Конверторные плавильные печи.
- Печи мартеновского типа.
- Электрические печи.
Конверторные
Конверторные печи осуществляют расплавление всего состава сплава. При таком методе расплавленная масса подвергается обработке техническим кислородом. Для очистки раскаленной массы от разнообразных примесей в нее добавляют известь. Так удается превратить примеси в шлак. Во время производственного процесса активно происходит процесс окисления металла. Это провоцирует выделение большого количества угара.




Изготовление углеродистых сталей в печах конверторного типа имеет существенный недостаток. К нему относится то, что при работе происходит выделение большого количества пыли. Это приводит к необходимости установки дополнительных фильтровальных установок, что влечет за собой затраты денежных средств. Несмотря на это, конверторный метод имеет высокую производительность, и широко применяется в металлургии.
Мартеновские
Получение различных марок углеродистой стали с использованием печей мартеновского типа дает возможность получить конечный продукт высокого качества. Производственный процесс происходит следующим образом:
- В специализированный отсек печи загружаются составляющие сплава: чугун, стальной лом и т. д.;
- Весь состав нагревается до высокой температуры;
- Под воздействием температуры все составляющие превращаются в однородную раскаленную массу;
- При плавлении происходит взаимодействие всех компонентов сплава железа и углерода;
- Материал, получившийся в результате химического взаимодействия, выходит из печи.
Принцип работы мартеновской печи
Электрические
Способ получения различных марок углеродистой стали в электрических печах отличается от вышеперечисленных. Его отличие состоит в способе нагрева состава. Применение электричества для разогрева компонентов снижает окисляемость металла. Это значительно уменьшает количество водорода в составе металла, что улучшает структуру сплава и влияет на качество окончательного продукта.
ГОСТ
Теперь стоит узнать, как сталь 35Х именуется на самом деле. Согласно нормативным документам, это конструкционная легированная хромистая сталь. И, благодаря еще советской системе наименования марок стали, мы даже можем узнать некоторую подноготную этой марки сплава. К примеру:
- Обозначение «сталь» дает нам понять, что сталь подпадает под категорию «Качественная». Это значит, что в составе стали 35Х количество вредных примесей ниже, чем у стали обыкновенного качества.
- Цифра 35 отсылает нас к процентному содержанию углерода в составе сплава – в среднем 0,35 процента.
Буква «Х» в конце аббревиатуры сообщает нам о повышенном содержании в составе стали такого легирующего элемента, как хром.
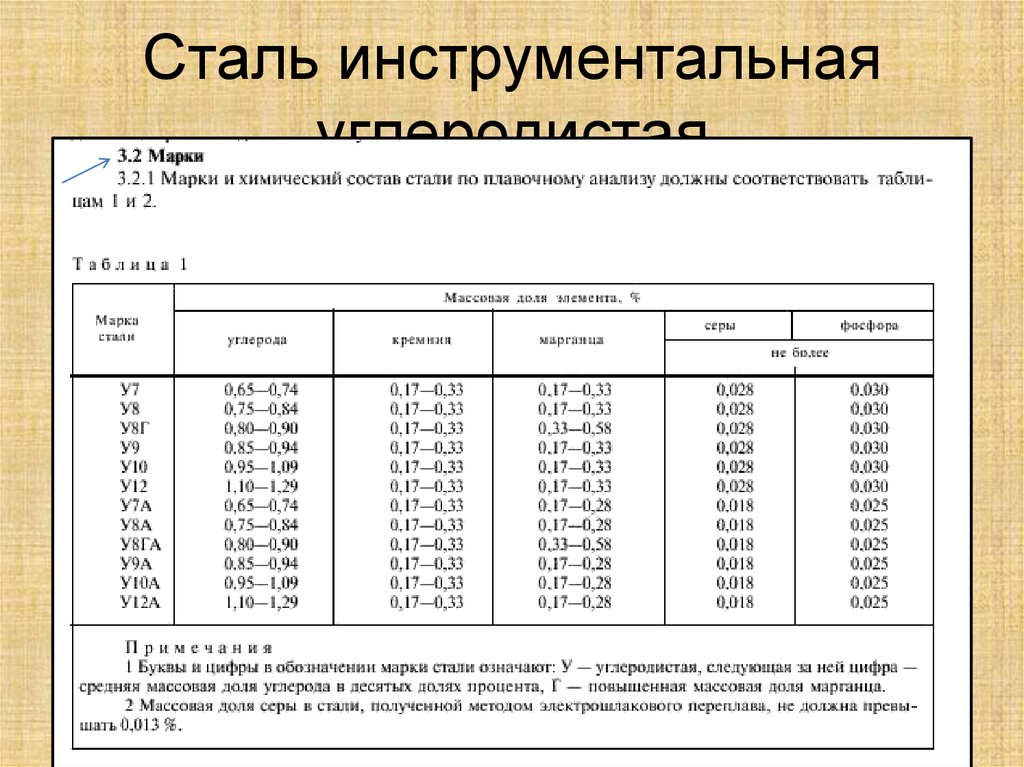
Сталь 35 конструкционная углеродистая качественная
Для создания различных деталей и механизмов могут применяться самые различные материалы. Среди металлов следует отметить сталь 35. Она относится к классу углеродистых конструкционных сталей высокого качества, считается самым доступным предложением. Сталь 35 (ГОСТ 1050-88 ранее определял основные качества и химический состав, сейчас ему на смену пришел ГОСТ 1050-2013) применяют для получения промышленного крепежа различного типа.
Сталь 35
Основные характеристики
Основные характеристики во многом определяют область применения металла. Сталь 35 характеризуется следующими качествами:
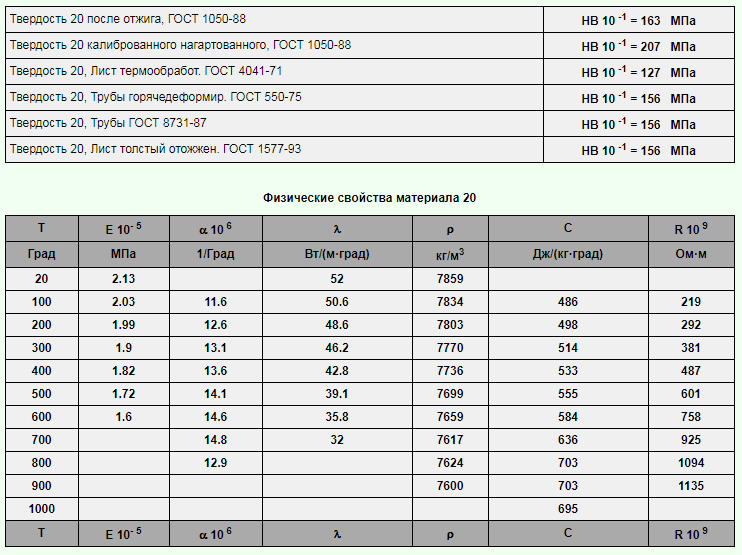
Плотность Стали 35 составляет 7826 кг/м3 при температуре 20 градусов Цельсия. Стоит учитывать, что показатель снижается при повышении температуры. Серьезное повышение температуры приводит к перестроению структуры, она становится более пластичной. Показатель плотности учитывается при проведении различных расчетов
К примеру, нужно проводить расчет оказываемого давления на несущие конструкции.
При выборе металла уделяется внимание показателю твердости. В рассматриваемом случае твердость составляет 163 МПа
Сталь М35 может подвергаться различной термической обработке, которая направлена на повышение твердости поверхностного слоя. Часто в качестве термической обработки применяется технология нормализации, которая делает структуру более однородной и устойчивой к воздействию высоких нагрузок.
Степень свариваемости ограничена. Именно поэтому рекомендуется проводить предварительный подогрев заготовки. За счет подогрева структуры стало возможным использование различных технологий сваривания. Для повышения качества получаемого шва после сварки проводится дополнительная термическая обработка.
Структура не склонна к отпускной хрупкости. При термической обработке выполняется отпуск, который снижает внутренние напряжения. Слишком высокая хрупкость определяет то, что при ударе и другой динамической нагрузке могут появляться структурные трещины.
Материал подвергается резанию. Это свойство определяет то, что материал часто поставляется на машиностроительные заводы где устанавливается большое количество токарного и фрезеровального оборудования. Поставляемые заготовки могут обрабатываться при использовании обычных резцов. Существенно повысить качество и скорость обработки можно за счет использования резцов с твердосплавными пластинами.
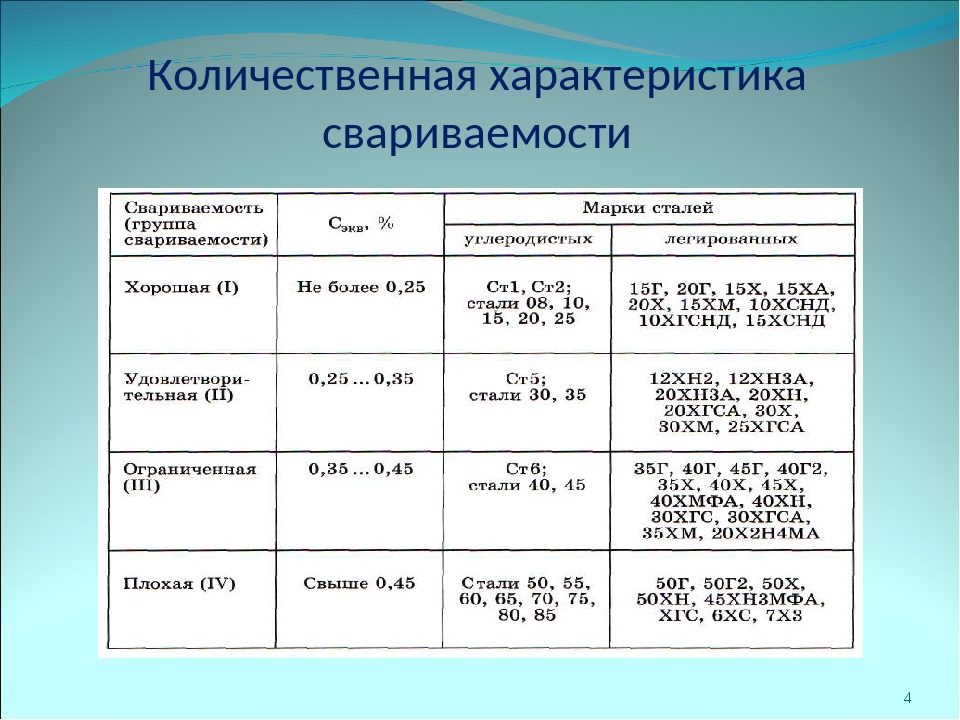
Маркировка легированных сталей
Из-за большого разнообразия сплавов с улучшающими добавками появилась необходимость в их маркировке. Легированные стали классификация и маркировка которых будет приведена ниже очень легко идентифицировать по буквенному обозначению, а также по указанию процентного состава тех или иных веществ в металле.
Маркировка включает в себя буквы, которые обозначают предназначение металла.
- Ж, Х, Е — обозначение нержавеющих, хромистых и магнитных сплавов.
- Я — хромоникелевая нержавеющая сталь.
- Ш — шарикоподшипниковая.
- Р — режущая.
- А, Ш — качественная и высококачественная легированная сталь.
Также в сплавах могут содержаться следующие элементы:
- Азот — А
- Алюминий — Ю
- Бериллий — М
- Бор — П
- Вольфрам — В
- Ванадий — Ф
- Кобальт — К
- Кремний — С
- Марганец — Г
- Медь — Д
- Молибден — М
- Магний — Ш
- Ниобий — Б
- Никель — Н
- Селен — Е
- Титан — Т
- Фосфор — П
- Хром — Х
- Цирконий — Ц
- Редкоземельные металлы — Ч
Если легированные стали маркировка которых после букв не имеет цифр не содержат ниобия, молибдена, ванадия, алюминия, азота, бора, титана, циркония и редкоземельных металлов, то это будет говорить о том, что в материале содержание легирующего элемента менее 1,5%. Для перечисленных выше металлов имеется исключение из данного правила, по причине влияния на механические свойства сплава даже десятых долей процента.
Если перед буквенным обозначением стоит цифра, то это показатель содержания кремния, а расположение цифр после буквы указывает процентное соотношение обозначенных химических элементов.
Стандарты стран СНГ
При обозначении легированной конструкционной стали процентная величина массовой доли углерода маркируется первыми двумя цифрами без использования буквенного обозначения. Далее в порядке уменьшения указываются легирующие компоненты и их доля в сплаве в среднем эквиваленте. Буквенные обозначения химических элементов указаны в таблице 1. Легирующие присадки, количество которых менее 1,0% указываются только в расшифрованной номенклатуре, так как обозначение тогда бы приняло очень громоздкий вид.
Учитывая обширный сортамент, также марка стали может включать дополнительные симвноменклатуре, так как обозначение тогда бы приняло очень громоздкий вид.олы, более расширенно описывающие свойства или особенности: А – автоматные, Е – магнитные, Ж – нержавеющие, Р – режущие, Х – хромистые, Ш – шарикоподшипниковые, Э – электротехнические, Я – хромоникелевые. Также маркировка может предполагать исключения от общих правил обозначения. Так в зависимости от химического состава конструкционные сплавы разделяют на качественные и высококачественные. Например, в конце маркировки буква «А» указывает, что сплав является особо чистым в части содержания фосфора и серы, а буква «Ш» относит их к высококачественным.
Маркировка легированных сталей для речного и морского судостроения часто осуществляется в соответствии с ГОСТ 5521-86 и требованиями Международной ассоциации классификационных обществ. Это означает, что такие сплавы классифицируют на категории A, B, D и Е с учетом предела текучести, показателям прочности, хрупкости и сопротивления ударным нагрузкам.
Европейские стандарты
EN 10027 определяет порядок обозначения всех сталей. Легированные сплавы имеют маркировку 1.20ХХ – 1.89ХХ, где первая цифра определяет, что данный материал относится к сталям, вторая и третья цифра определяют номер группы сталей и две последние – порядковый номер сплава в этой группе. Например, категория инструментальных сталей идентифицируется как 1.20ХХ – 1.28ХХ, а нержавеющих как 1.40ХХ – 1.45ХХ.
Североамериканские стандарты ASTM/ASME и AISI
В США действует наиболее обширная система маркировки сталей. Например, маркировка ASTM предполагает обозначение основных химических элементов, предел прочности и форму проката. В системе AISI используют 4 цифры, где первые две указывают номер группы, две последующие – процентное количество углерода. Буквенные символы демонстрируют наличие соответствующих присадок.
Марки, наиболее востребованные в инжиниринге
- 09Г2С – низколегированная сталь, сочетающая механическую прочность, хорошую обрабатываемость и доступную стоимость;
- 40Х и ее аналог AISI 5135 – основной конструкционный материал для изготовления деталей и оборудования промышленного сектора и трубопроводной арматуры;
- 10Г2С1 – кремнемарганцевая марка, демонстрирующая хладостойкость, неплохую свариваемость и повышенную коррозионную стойкость, благодаря чему востребована при сооружении мостов, газопроводов и объектов повышенной надежности;
- 10Х11Н23Т3МР – жаропрочный сплав аустенитного класса, использующийся для производства пружин, деталей крепежа, работающих при температурах до 700ºС.