Можно ли выполнить отпуск стали в домашних условиях?
Чаще все термообработка распространяется на различные простые детали, домашнюю утварь — ножи, вилки, металлические чашки, детали автомобилей и так далее. Однако домашняя металлургия обладает множеством ограничений, о которых простой человек может не знать. Рассмотрим основные проблемы, с которым может столкнуться человек во время отпуска стали в домашних условиях:
- Большинство домашних печей не могут выполнить нагрев до высоких температур. Поэтому в домашних условиях можно сделать только низкий или средний отпуск. Теоретически можно попытаться переоборудовать или «усилить» свою печь, чтобы повысить температуру нагрева, однако сделать это человеку без опыта будет сложно.
- Для проведения термической обработки необходимо использовать защитную среду (масло, щелочи, селитра). Но каждое вещество имеет свои температурные особенности. Простой пример: соединения на основе селитры могут взрываться при нагреве до высоких температур, что может быть опасно для жизни, здоровья домашнего металлурга.
- Выполнение отпуска без применения защитной среды может быть фатально для самого металла. Дело в том, что без использования защитной среды металл будет остывать быстро, что может повлиять на качестве стали (повышение хрупкости, образования изгибов, пластическая деформация, появление ржавчины).
- Также не стоит забывать о низкотемпературной хрупкости первого рода (от 250 до 300 градусов). В случае неправильного температурного режима из-за нее может серьезно пострадать качество металла вплоть до полного разрушения сплава.
Сталь 65г применение и особенности обработки
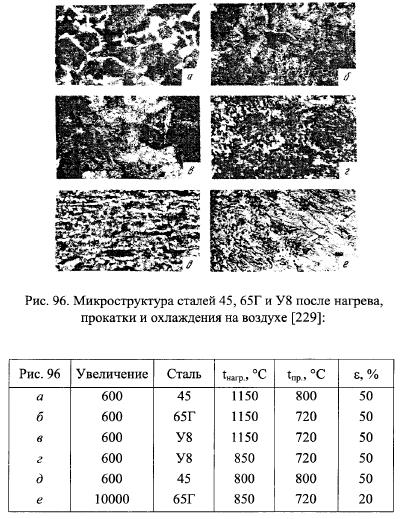
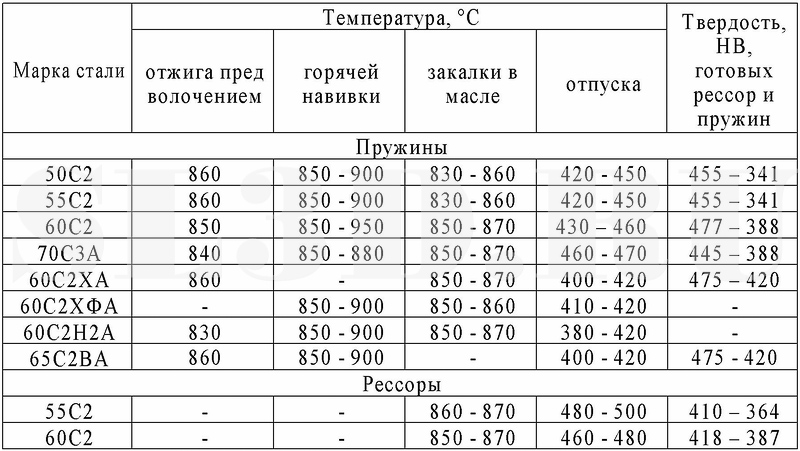
Большой популярностью пружинная сталь 65Г пользуется при производстве всевозможных пружин. Для этого металл может поступать в виде прутьев, проволоки, листов и кованых заготовок. Кроме того, на способ производства и характеристики готовых деталей влияет термообработка.
При производстве пружин из сверхпрочной патентированной проволоки элементы необходимо подвергнуть отпуску при температурном режиме от 250 до 350°С. Это нужно для того, чтобы снять созданное при производстве внутреннее напряжение и повысить упругость витков изделия.
Процедура отпуска может осуществляться как в селитровых ваннах, так и электрических или нефтяных печах. В первом случае время удерживания пружины составляет около 10 минут, а во втором, обработка стали 65Г проводится на протяжении 40 минут.
При изготовлении пружин из отожженного металла, возможно, понадобиться не только закалка стали 65Г, твердость ее здесь будет играть самую важную роль. К примеру, при использовании проволоки (более 6 мм), чтобы придать изделию прочности необходимо произвести отпуск при высокой температуре (около 720 °С), а потом закалку. Что касается деталей, которые навиваются в разогретом виде, то здесь обязательно понадобится нормализация, выполняемая перед всеми остальными процессами.
Чем сверлить каленую сталь своими руками
Чем лучше просверлить каленую сталь? — Вопрос, которым задаются мастера, когда появляется такая необходимость. К примеру, появилась надобность проверить каленый стальной клинок… Покажу способ как это делаю лично я и какие сверла использую.
Изготовление самодельного сверла
Понадобятся стержни твердосплавные, вольфрамо-кобальтовые, в народе победит.
Но на самом деле это не победит это ВК8.

Зажимаем в ручные тисочки.

И делаем из стержня сверло, стачивая лишние. На обычном на точильном камне очень сложно затачивать твердые сплавы, я пользуюсь алмазом. Затачиваем две плоскости, как под плоскую отвертку.

Обрабатываем вторую грань.

Получилось вот такое перышко. Теперь заточим режущие кромки.

Получилось сверло для каленых металлов.

Самодельные сверла готовы. Их необходимо сделать сразу несколько, так как они быстро тупятся и каждый раз затачивать их бегать не будешь. Конечно можно было бы использовать обычные, твердосплавные сверла, но все равно пришлось их перетачивать, а зачем переделывать когда можно сделать свое.

Сверлим отверстие в каленой стали
Сверлить будем каленую пилу из быстрореза.

Капаем каплю масла и начинаем сверлить на низких оборотах. Кернить совсем не обязательно, с такой заточкой сверло не скользит по металлу.



Меняем режущую часть. Пол минуты и отверстие в калёной стали просверлено.

Давайте усложним наш эксперимент и возьмем более крепкую, более твердую, быстрорежущую сталь ХСС. Опять капаем каплю масла. Сверлим пять секунд и режущая кромка затупилась, значит надо взять другое сверло, что я и сделал. Каждый раз беру другое сверло.

Твердый сплав очень хрупок и на выходе очень часто крошится. Всего каких-то две минуты и отверстие в каленой стали сделано.
Всем спасибо за внимание!
Процедура охлаждения
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
- При цементировании металла.
- При поверхностной закалке.
- При простой форме заготовки.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок
Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ
Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.



Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
- Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
- В определенном интервале воздействия высокой температуры масло может загореться.
- Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
- Само масло со временем теряет свои свойства, а его стоимость довольно велика.
https://youtube.com/watch?v=I-br0B8ocpI
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
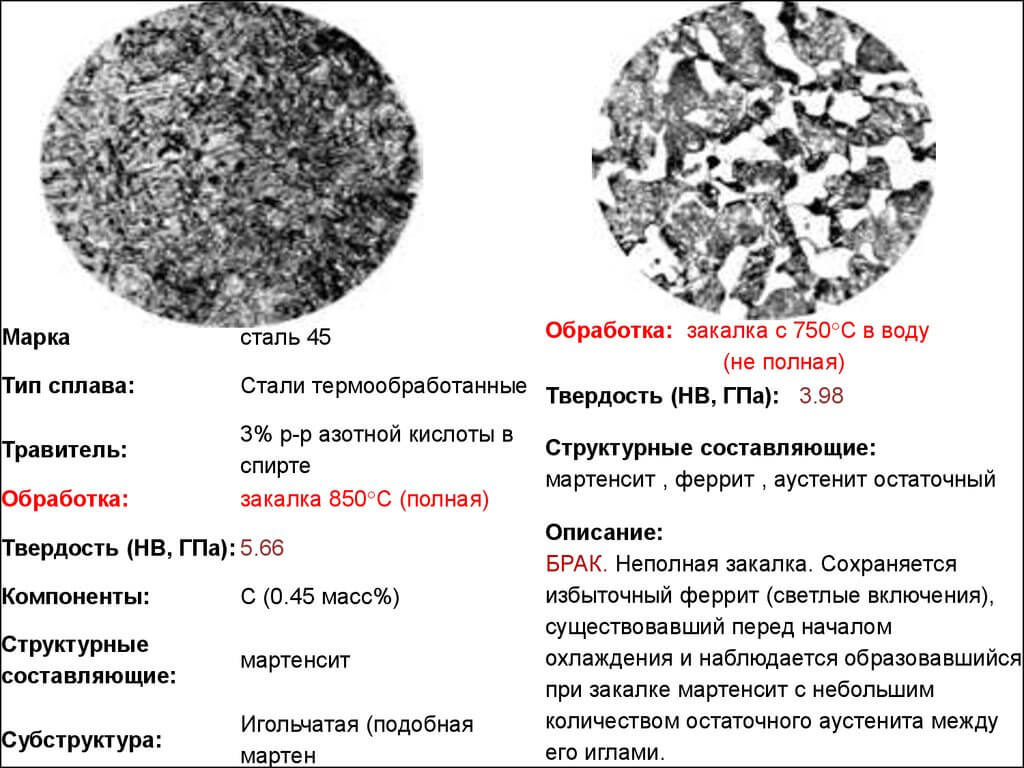
Неполная закалка сталей
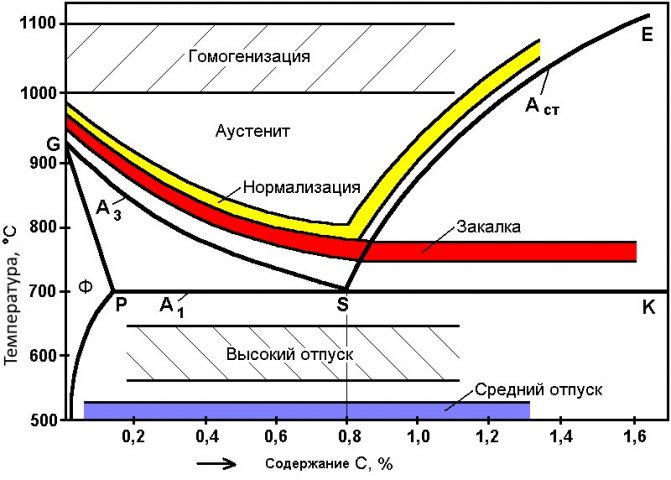
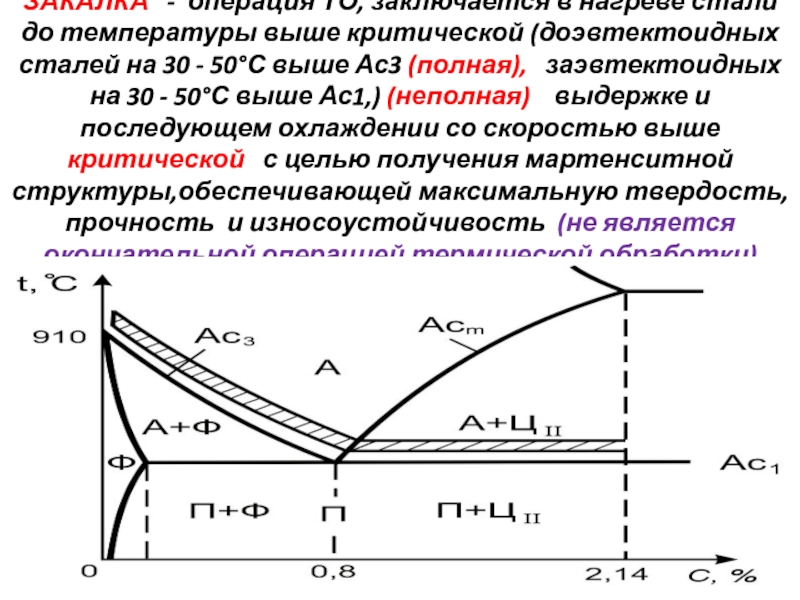
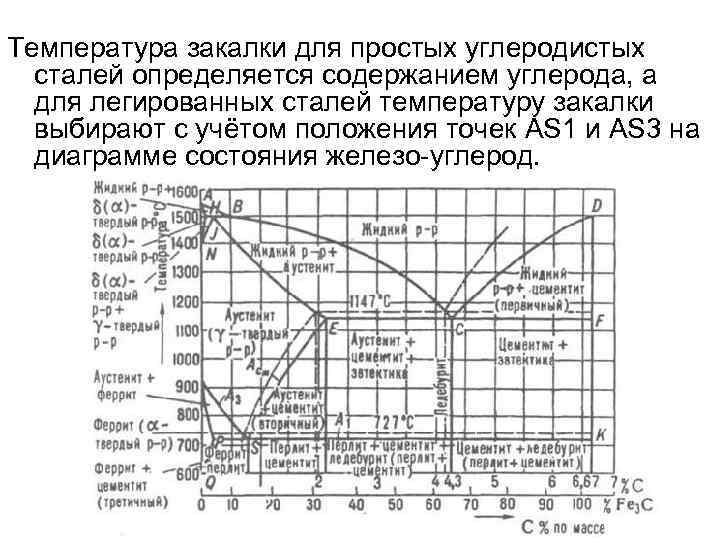
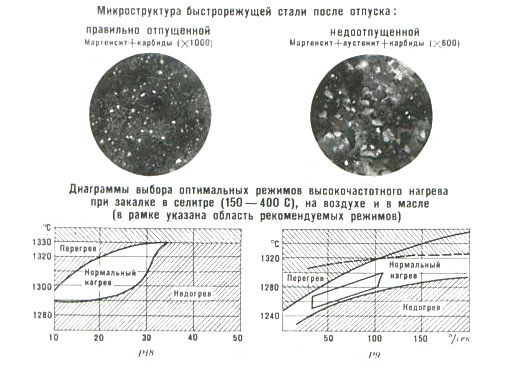
Закалка от температур, лежащих в пределах между А1 и А3 (неполная закалка), сохраняет в структуре доэвтектоидных сталей наряду с мартенситом часть феррита, который снижает твердость в закаленном состоянии и ухудшает механические свойства после отпуска. Это понятно, так как твердость феррита составляет 80НВ, а твердость мартенсита зависит от содержания углерода и может составлять более 60HRC. Поэтому данные стали обычно нагревают до температур на 30–50 °С выше А3 (полная закалка). В теории, неполная закалка сталей не допустима и является браком. На практике, в ряде случаев для избежания закалочных трещин, неполная закалка может использоваться. Очень часто это касается закалки токами высокой частоты. При такой закалке необходимо учитывать ее целесообразность: тип производства, годовую программу, тип ответственности изделия, экономическое обоснование. Для заэвтектоидных сталей закалка от температур выше А1, но ниже Асm дает в структуре избыточный цементит, что повышает твердость и износоустойчивость стали. Нагрев выше температуры Аcm ведет к снижению твердости из-за растворения избыточного цементита и увеличения остаточного аустенита. При этом происходит рост зерна аустенита, что также негативно сказывается на механических характеристиках стали.
Таким образом, оптимальной закалкой для доэвтектоидных сталей является закалка от температуры на 30–50 °С выше А3, а для заэвтектоидных – на 30–50 °С выше А1.
Скорость охлаждения также влияет на результат закалки. Оптимальной охлаждающей является среда, которая быстро охлаждает деталь в интервале температур минимальной устойчивости переохлажденного аустенита (в интервале носа с-кривой) и замедленно в интервале температур мартенситного превращения.
Стадии охлаждения при закалке
Наиболее распространенными закалочными средами являются вода различной температуры, полимерные растворы, растворы спиртов, масло, расплавленные соли. При закалке в этих средах различают несколько стадий охлаждения:
– пленочное охлаждение, когда на поверхности стали образуется «паровая рубашка»;
– пузырьковое кипение, наступающее при полном разрушении этой паровой рубашки;
– конвективный теплообмен.
Более подробно про стадии охлаждения при закалке можно прочитать в статье “Характеристики закалочных масел”
Кроме жидких закалочных сред используется охлаждение в потоке газа разного давления. Это может быть азот (N2), гелий (Не) и даже воздух. Такие закалочные среды часто используются при вакуумной термообработке. Здесь нужно учитывать факт возможности получения мартенситной структуры – закаливаемость стали в определенной среде, т. е. химический состав стали от которого зависит положение с-кривой.
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку
Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость
Средний
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:





- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.
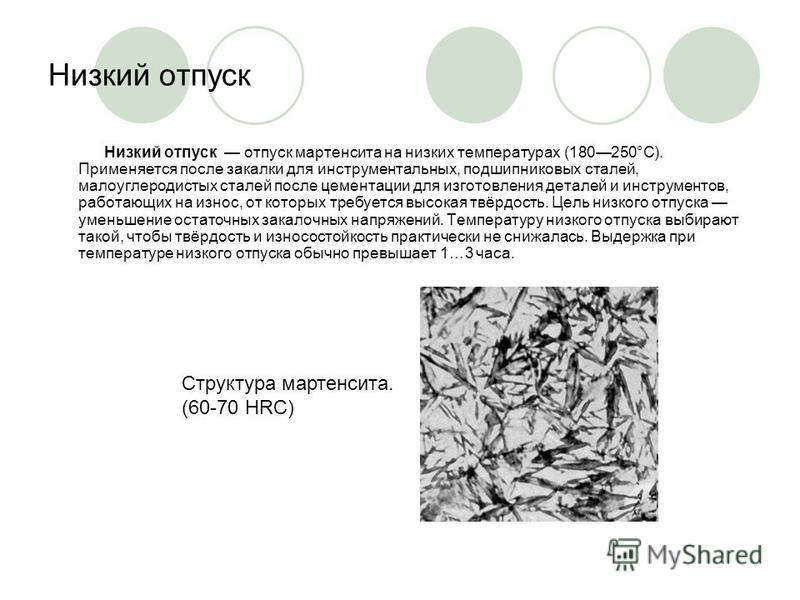
Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Способы повехностной закалки стали
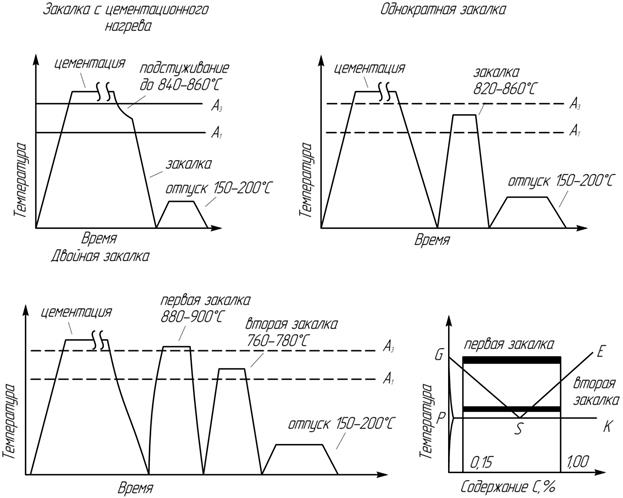
Существует 4 основных метода поверхностной закалки: с индукционным нагревом при помощи высокочастотного тока, с электроконтактным нагревом, с нагревом при помощи газопламенных горелок и закалку при помощи использования электролитического раствора. Для обработки мелких деталей зачастую используют последний метод.

Для средних изделий применяются первые два, а для крупногабаритных элементов лучше всего подходит нагрев при помощи газовых горелок. Для охлаждения используют те же жидкости, что и при полной закалке. В редких случаях, для особо крупных конструкций применяются газовые холодильные установки. И последний вид обработки называется неполной закалкой стали. Он подразумевает медленное охлаждение нагретого материала, в результате чего часть атомов углерода успевают покинуть молекулярную сетку железа и вернуться к нормальному состоянию.
Таким образом, образуется частично закаленный металл. Такой тип обработки применяется, когда необходимо специально оставить в структуре материала слабые места. Этот подход используется в автомобильной промышленности для создания так называемой контролируемой деформации при аварии. Он разработан специально для уменьшения травматизма пассажиров и снижения количества смертельных случаев.
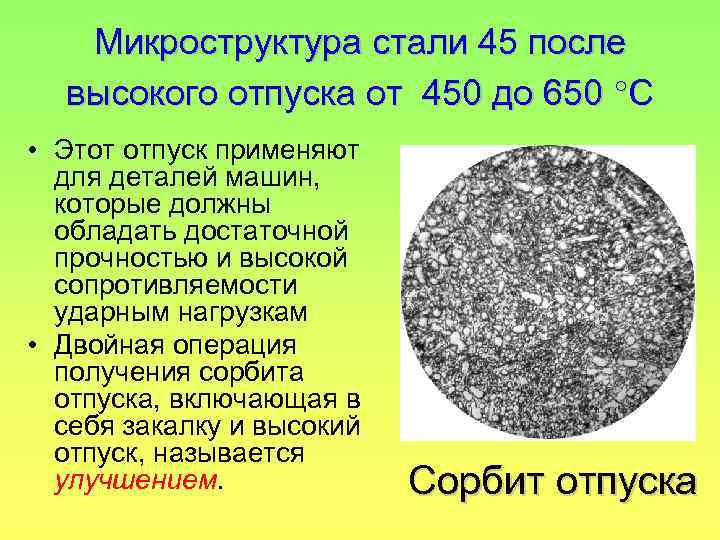
Сталь марки 45: применение
Сталь 45 марки широко используется в промышленности, в частности, она идет на изготовление валов (распределительных и коленчатых), шестерней, блиндажей, шпинделей, кулачков, цилиндров и т.п. 45-й металл позволяет получать нормализованные, улучшаемые поверхности, для которых характерна повышенная прочность. При необходимости на порядок улучшить характеристики готовых изделий технологи применяют металл марки 45, легированный хромом – 45х (доля хрома 0,8-1,1%), или литейную сталь 45л.
Сталь 45 считается материалом трудносвариваемым, однако ему не свойственна отпускная хрупкость. Это достаточно весомый фактор при создании конструкций сложных форм и конфигураций. Сварка данного металла производится 2 способами: КТС и РДС.
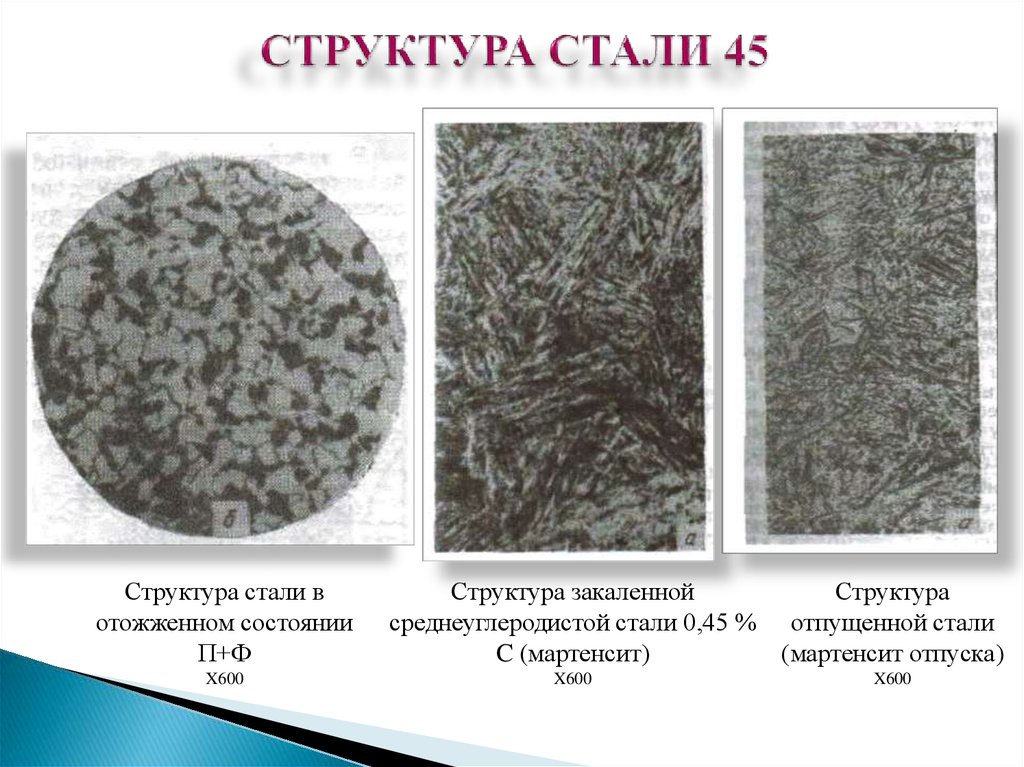
Структурные превращения при термической обработке.
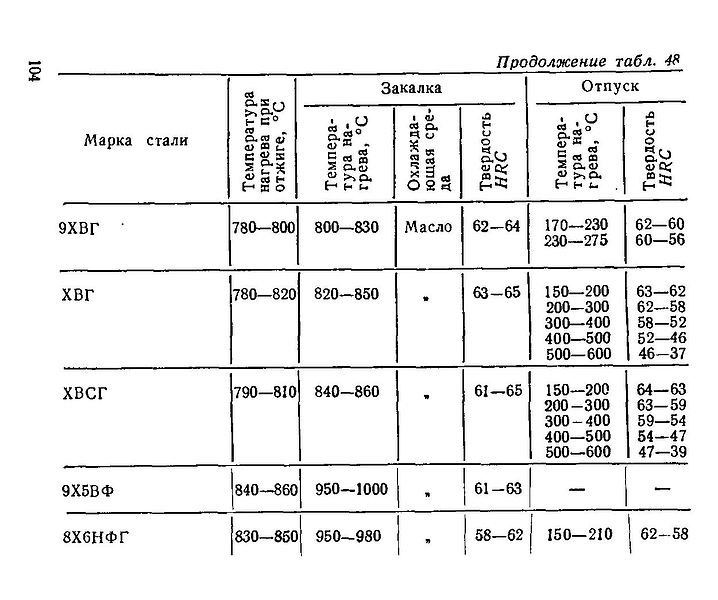
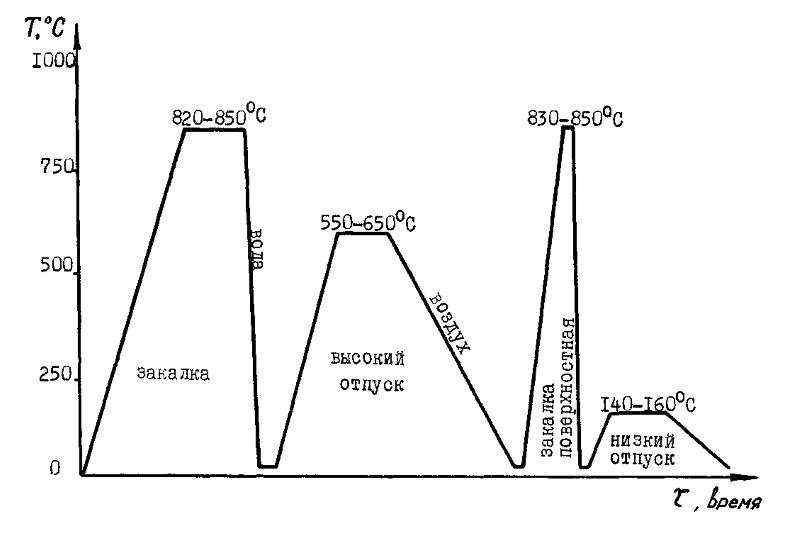
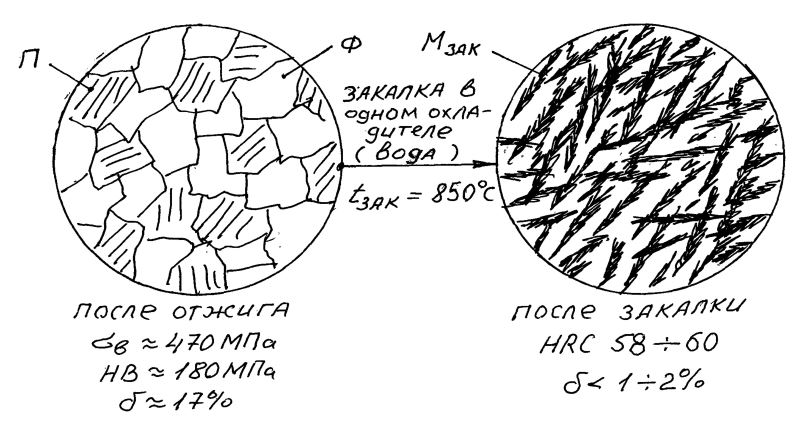
Сталь подвергаем неполной закалке при этом её нагреваем до образования аустенита и цементита вторичного. Далее выдерживаем при данной температуре (840 ºС) для получения однородного аустенита.
Последующее охлаждение в масле со скоростью большей, чем Vкрит (меньшая скорость охлаждения, при которой аустенит превращается в мартенсит ), обеспечивает получение мелкозернистого мартенсита.
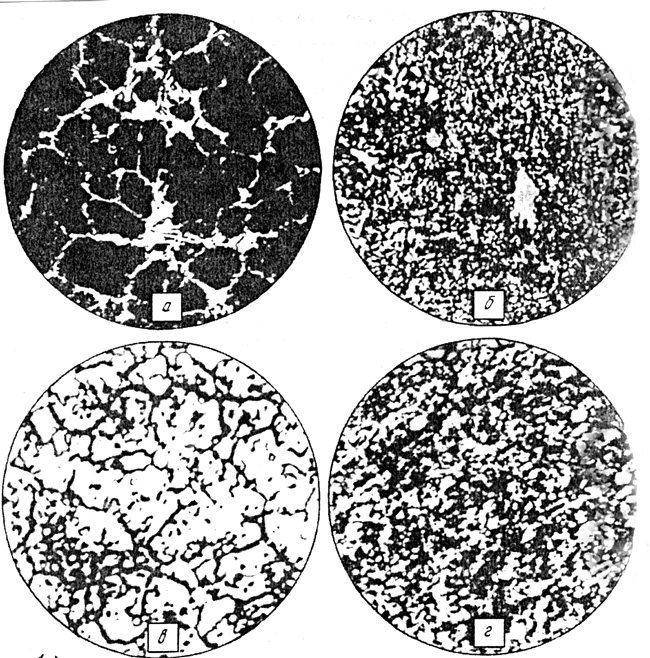
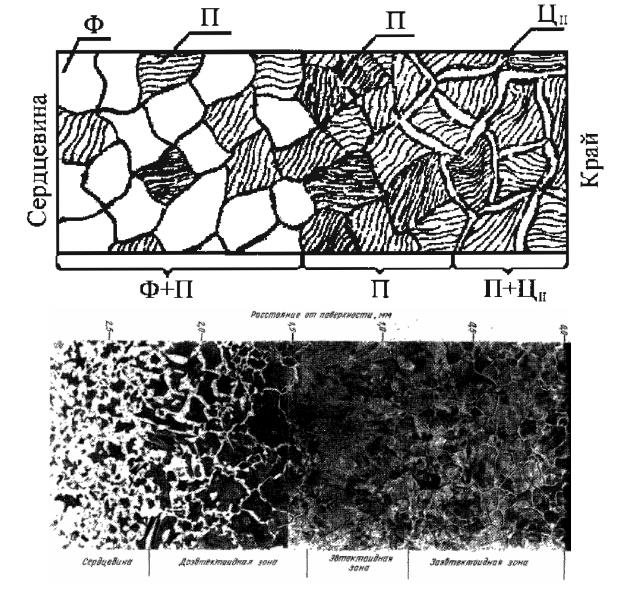
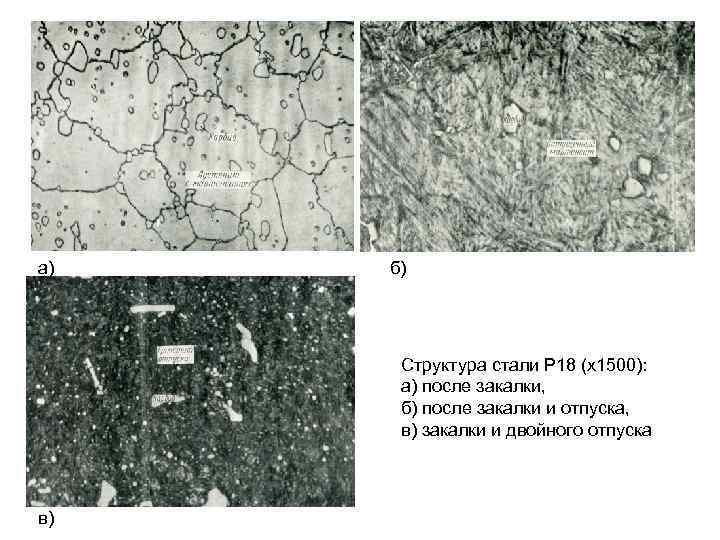
Рассмотрим превращение в масле, происходящее в стали 9ХС, при нагреве исходной равновесной структуры Ф+Ц. На практике при обычных скоростях нагрева (электропечи) под закалку перлит сохраняет своё пластинчатое или зернистое строение до температуры Ac1 (770 ºС для стали 9ХС). При температуре Ac1 в стали происходит превращение перлита в аустенит. Кристаллы (зёрна) аустенита зарождаются в основном на границах фаз феррита и цементита. Образование зёрен аустенита происходит с большей скоростью, чем растворения цементита перлита, поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита.
Изменения структуры стали при закалке в масло
При непрерывном охлаждении в стали с Vохлажд > Vкрит аустенит превращается в мартенсит. Мартенситное превращение развивается в стали с высокой скоростью ( 1000-7000 м/с) в интервале температур Мн…Мк. При этом необходимо учитывать, что с увеличением содержания углерода в стали температуры Мн и Мк понижаются ( точки Мн и Мк изменяют своё положение на графике ). Введение легирующих элементов также изменяет положение точек Мн и Мк . Например, введение кремния и хрома их повышает. В результате закалки стали 9ХС её структура имеет
кроме мартенсита и некоторое количество остаточного аустенита ( 6-8 % ).
Образование в результате закалки мартенсита приводит к большим остаточным напряжениям, повышению твердости, прочности, однако при этом возрастает склонность к хрупкому разрушению, что требует проведения дополнительно последующего отпуска.
Отпуск – это нагрев закалённых сталей до температур, не превышающих Ac1
При отпуске происходит несколько процессов. Основной – распад мартенсита, состоящий в выделении углерода в виде карбидов. Кроме того, распадается остаточный аустенит, совершаются карбидное превращение и коагуляция карбидов, уменьшаются несовершенства кристаллического строения твёрдого раствора и остаточные напряжения.




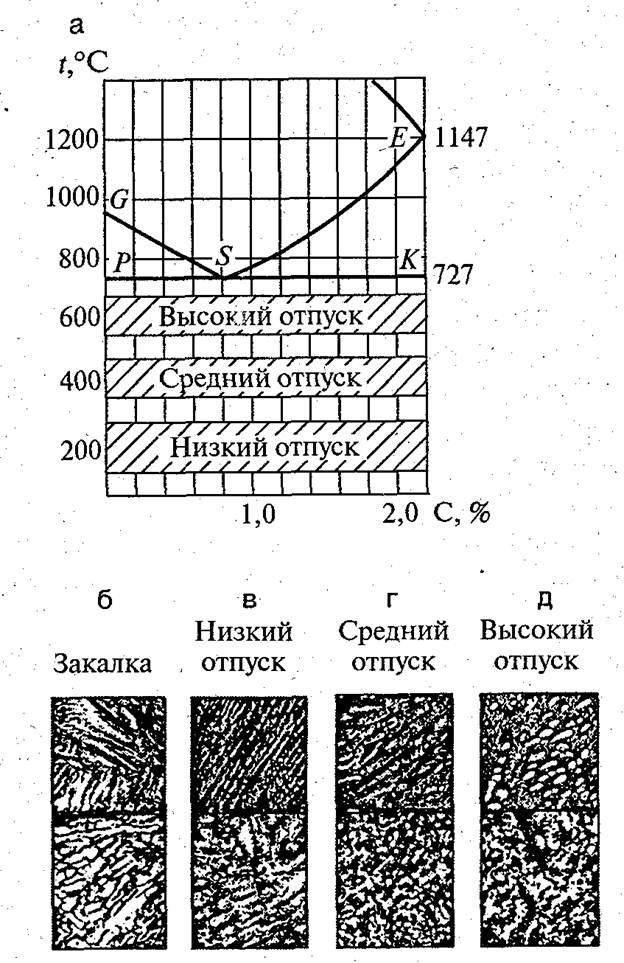
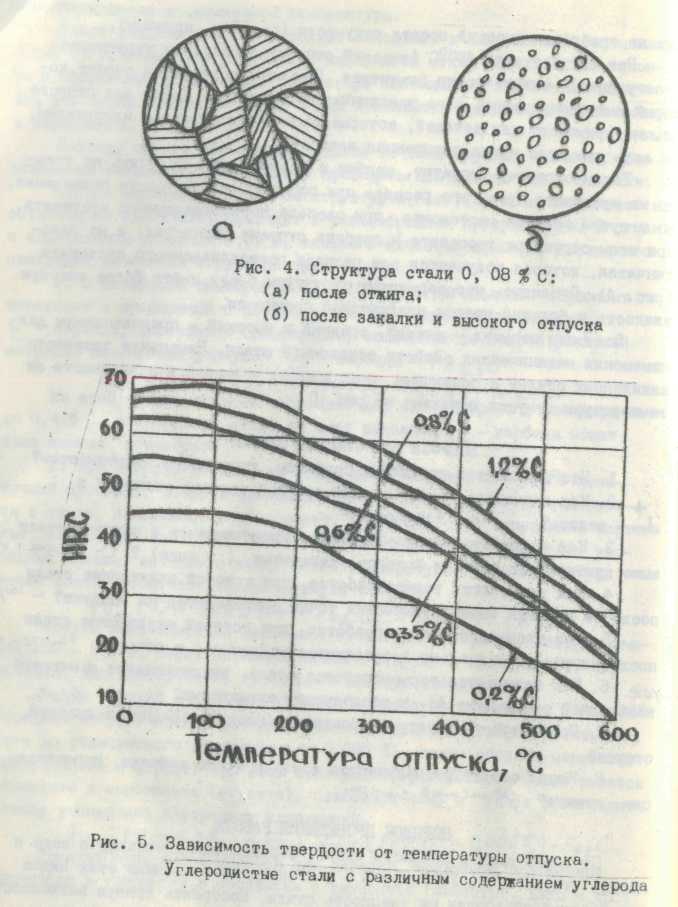
Рассмотрим превращения в закаленной стали при отпуске. Первое превращение при отпуске развивается в диапазоне 80. 200ºС и приводит к формированию структуры отпущенного мартенсита. В результате этого уменьшается удельный объем мартенсита, снижаются остаточные напряжения. Второе превращение при отпуске развивается в интервале температур 200. 260 о С и состоит из следующих этапов:
1) превращение остаточного аустенита в отпущенный мартенсит;
2) распад отпущенного мартенсита
3) снижение остаточных напряжений;
4) некоторое увеличение объема, связанное с переходом А ост
М отп.
Третье превращение при отпуске развивается в интервале 300. 400ºС . При этом заканчивается распад отпущенного мартенсита и процесс карбидообразования. Формируется феррито-карбидная смесь, существенно снижаются остаточные напряжения.
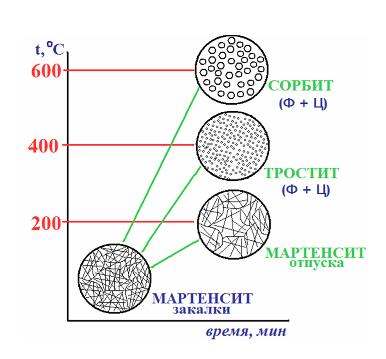
Структуру стали после низкого отпуска (до 250 С) называют отпущенным мартенситом; структуру стали после среднего отпуска 350. 500ºС – трооститом отпуска; после высокого отпуска 500. 600 ºС – сорбитом отпуска.
В стали 9ХC после неполной закалки в масле и низкого отпуска при 170ºС образуется структура отпущенного мартенсита.
Сталь 9ХС. Основные данные
ГОСТ 5950-73. Инструментальные легированные стали.
Назначение: сверла, развертки, метчики, плашки, гребенки, фрезы, машинные штампели, клейма для холодных работ. Ответственные детали, материал которых должен обладать повышенной износостойкостью, усталостной прочностью при изгибе, кручении, контактном нагружении, а также упругими свойствами.
Заключение
Подведем итоги. Отпуск стали — это технологическая процедура, которая заключается в нагреве металла до определенной температуры с последующим остыванием в защитной среде. Эта обработка позволяет улучшить качество металла — повышение прочности, нормализация пластичности, улучшение физико-химических свойств материала. В зависимости от температуры различают несколько типов отпуска — высокий, средний, низкий. Высокотемпературная обработка — оптимальна, поскольку она позволяет выполнить не только диффузию углерода, но и рекристаллизацию, полигонизации материала.
Низкотемпературная технология подходит для обработки простых деталей, низкокачественных сплавов. Инструментальные стальные сплавы (с большим содержанием углерода) не подходят для стандартного отпуска — вместо него рекомендуется делать многоступенчатую закалку. Во время обработки нужно избегать островков отпускной хрупкости, которые могут серьезно ухудшить свойства стали.