
Этапы работ
Перед началом работы требуется обязательно проверить исправность применяющихся кабелей.
Опытные сварщики советуют новичкам обернуть кабель держака вдоль предплечья, помогая удерживать его прижатием руки к туловищу. В результате кисть остается относительно свободной и расслабленной, что приведет к меньшей усталости.
Зажигание дуги происходит либо постукиванием, либо чирканьем электрода о поверхность металла. Несмотря на сложность описания и используемых терминов, навык зажигания и последующего удержания дуги появляется сразу, буквально после второй-третьей попытки.
Справедливо утверждение, что процесс резки проще выполнения сварки, поэтому не предъявляет каких-либо завышенных требований к качеству работ. Для осваивания азов использования инвертора резка металла подходит оптимальным образом. При наличии некоторой практики края реза становятся плавными и ровными.
Ток на инверторе устанавливается исходя из размера электродов, толщины стали и вида разреза, которых различают четыре разновидности:
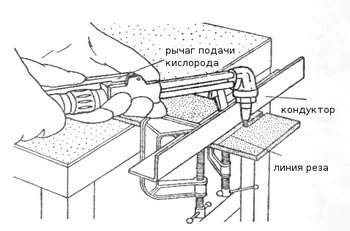
- разделительная резка. Лист материала устанавливается в такое положение, при котором создаются условия для беспрепятственного вытекания из места разреза. При вертикальном резе процесс выполняется сверху вниз. При горизонтальном расположении металла рез желательно вести от кромки. При больших размерах листа допускается начинать рез в его середине, предварительно выполнив отверстие. Оптимальным вариантом считается использование электрода, диаметр которого больше толщины разрезаемого металла. В этом случае электрод располагается перпендикулярно плоскости листа и перемещается вдоль линии планируемого разреза;
- поверхностная резка. Применяется значительно реже и используется для выполнения канавок на поверхности металла, а также для удаления дефектов. Электрод должен быть наклонен к поверхности на 5-10 градусов. Его перемещение осуществляется с частичным погружением в образующуюся в процессе резки полость. Если требуется широкая канавка, достаточно при движении электрода выполнять поперечные колебания необходимого размера;
- резка отверстий. Процесс достаточно прост — сначала выполняется небольшое отверстие, которое постепенно расширяется до нужных размеров. Положение электрода при этом — практически перпендикулярное поверхности металла, при этом допускаются незначительные отклонения.
При выполнении резки металла при помощи сварочного инвертора необходимо учитывать следующие моменты:
- технология не позволяет выполнить аккуратную линии реза (как при плазменной резке), что серьезно ограничивает область применения;
- для резки тонкого металла требуется большая сила тока;
- при отсутствии специальных электродов предназначенных для резки металла, могут использоваться обычные. Зачастую в работу идут даже старые, непригодные для сварки. Главное требование — необходимый диаметр электродов (для тонкого листа используется так называемая тройка, то есть диаметр электрода составляет 3 мм, для металла большой толщины — четверка и пятерка, то есть диаметром электродов равен соответственно 4 и 5 мм).
Использование приведенных выше рекомендаций и правил позволит освоить резку металла собственными силами быстро и без проблем.
Что такое газовая резка и для каких целей она используется?
Газовая резка металла – это процесс, который предполагает нагревание необходимых деталей пламенем газа определенной температуры. После этого металл воспламеняется и образует окислы, которые впоследствии выдуваются струей кислорода. Газовая сварка обладает целым рядом несомненных достоинств: она достаточно легко производится, не требует наличия сложного оборудования, а также не нуждается в каких-либо источниках энергии.
технология газорезки металлов
При этом данный тип обработки металла предполагает, что температура плавления заготовок по определению превышает показатель, при котором они воспламеняются в кислороде. В противном случае металл не подвергнется сгоранию. В то же время температура плавления окислов должна быть меньше соответствующих показателей металла. Дело в том, что в иначе оксиды покроют все поверхность материала и сделают процесс резки просто невозможным
Важно также, чтобы теплопроводность металла была достаточно невысокой – так его легче было воспламенить
Что касается использования газовой сварки своими руками, область применения такого вида обработки металла достаточно широка: это всевозможные сельскохозяйственные, строительные, ремонтные работы. С ее помощью заготавливаются металлические детали самой различной формы, свариваются трубы большого и среднего диаметра, а также изделия из алюминия, латуни, высокопрочного чугуна, свинца, бронзы. При этом газовая резка труб может осуществлять как в ручном, так и в автоматизированном режиме, при этом в последнем случае максимальный диаметр изделия может составлять не более 1200 миллиметров.
Дальнейшие действия
Для того, чтобы выставить раб.давление 0,2МПа на C2H2 редукторе, нужно барашек баллона открыть против часовой стрелки, после чего винт на редукторе выкрутить по часовой. Точно так же выставляется давление на О2 редукторе 0,5 Мпа.
Настроить сварочное пламя можно двумя способами:
Открыть вентиль C2H2 на горелке, потом поджечь пламя, оно не должно отрываться от мундштука, потом подрегулировать его кислородом. Пламя должно иметь ядро, восстановительный участок и факел;

или открыть оба вентиля сразу, каждый на пол-оборота, после чего поджечь пламя. Затем отрегулировать его до нормального состояния. Должны получиться три ярко выраженные зоны.
Как видим, первый способ больше всего подходит для новичков.
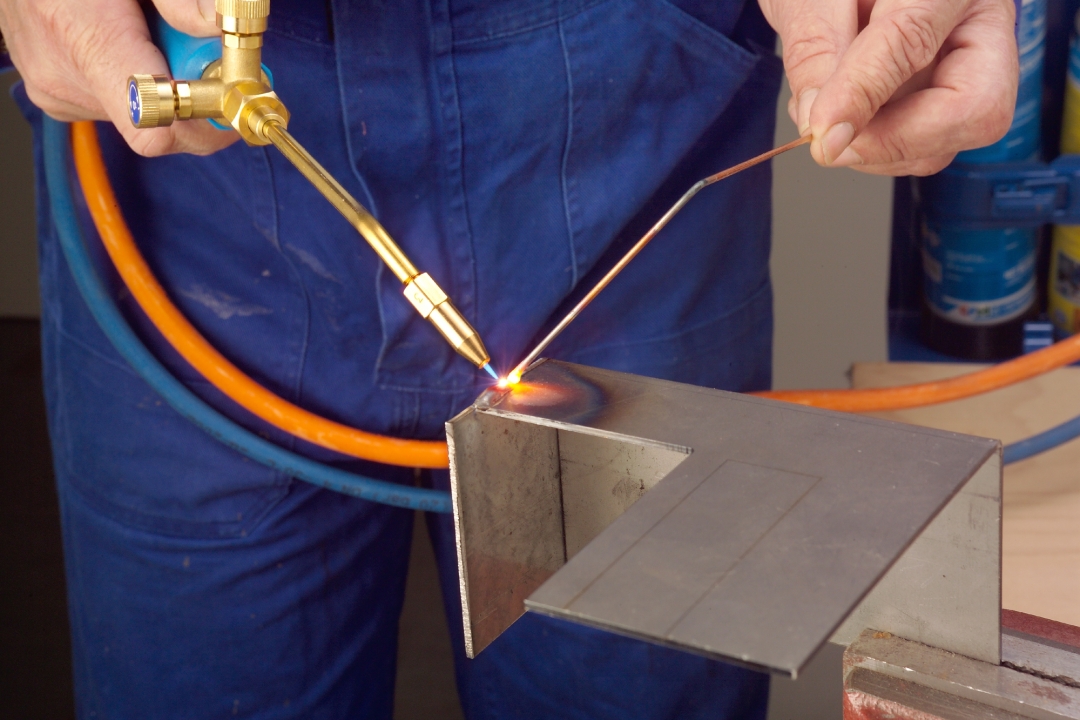
Разогрев металла до температуры плавления
Для того, чтобы сделать сварочную ванну нужно расположить горелку под 90 градусов по отношению к основному металлу, а расстояние между ядром пламени и металлом должно быть около 1-3 мм. Металл начнет постепенно накаляться до красна. Сначала появится характерный цвет соломы, затем образуется сварочная ванна. Для начала попробуйте без присадки сделать колебательные движения «полумесяц». Для наплавки нужно отвести горелку на 30-40 градусов и сверху подать пруток каплеобразно или путем погружения в жидкую ванну. При этом не забывайте «рисовать» горелкой «полумесяцы», медленно продвигаясь вдоль шва. Старайтесь, чтобы ядро не задевало сварочную ванну.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Причины возникновения
Причин возникновения обратного удара при резке металла несколько:
- ошибки при регулировке объемов подачи газа и кислорода,
- неправильный подбор пропорций смеси,
- перегрев мундштука, провоцирующий воспламенение газа,
- накопление в мундштуке сора, повышающего давление потока,
- нечаянное прикосновение к мундштуку, перекрывающее отверстие,
- переохлаждение редуктора,
- засорение инжектора,
- пустой баллон кислорода.
Это значит, что основная причина обратного удара – увеличение давления кислорода до уровня, превышающего пропускную способность горелки, или снижение из-за утечки или пустого кислородного баллона.
Причины аварий проще предотвратить, чем последствия. Поэтому работая с газом, необходимо:
- затянуть соединения и проверить герметичность обмыливанием,
- в процессе эксплуатации соблюдать правила, установленные Гостехнадзором,
- перемещать баллоны на специальных тележках,
- предотвратить удары баллонов друг о друга,
- закрепить баллоны и отделить барьером, предотвращающим удары и попадание искр,
- закрытые рабочие помещения оснастить качественной вентиляцией,
- не хранить емкости с газом вместе с емкостями с кислородом,
- запасные баллоны хранить в отдельном помещении,
- не допускать попадания на баллоны жиров и масел,
- не греть металл газом без примеси кислорода.
Важно так же каждые 5 лет проводить освидетельствование баллонов
Резка металла кислородно пропановым резаком: плюсы и минусы, технология, особенности
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком.







Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки.
Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени.
Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза.
В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла.
Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре.
В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
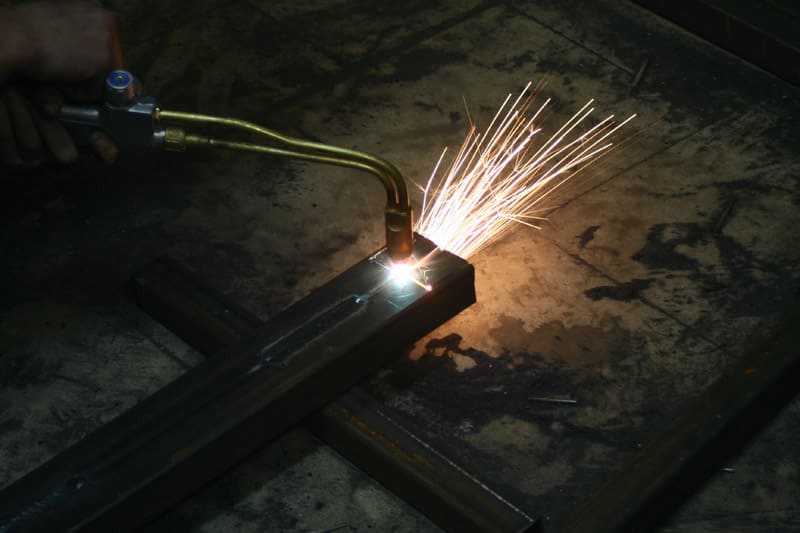
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Безопасность газовой сварки и резки: советы главного сварщика
СОВЕТЫ ГЛАВНОГО СВАРЩИКА
БЕЗОПАСНОСТЬ ГАЗОВОЙ СВАРКИ И РЕЗКИ
СОХРАНИТ ВАМ ЖИЗНЬ И ЗДОРОВЬЕ!
ВСТУПЛЕНИЕ
Газопламенная обработка металлов (газокислородная резка, газовая сварка и т.д.) – это целый ряд технологических процессов, которые объединяет обработка металлов высокотемпературным газовым пламенем. Газопламенные работы сопряжены с рядом вредных воздействий и опасностью для человека и его окружения, наиболее часто встречающимися из которых являются:
– вероятность взрыва газов и их смесей; – вредное действие на организм человека выделяющихся газов, паров и пыли; – возможность ожогов и термического воздействия пламени на организм; – вредное воздействие излучения на зрение; – вероятность механических травм; – повышенная опасность возникновения пожаров.
Помимо известных многим мер и прописных истин по предотвращению подобных случаев, таких как использование спецодежды и обуви, проверки исправности газового оборудования перед началом работ, недопущения курения вблизи баллонов и т.д., в настоящее время существует и различные технические приспособления и аксессуары для снижения риска возникновения вредных воздействий и опасностей для здоровья, жизни человека и окружающего его пространства. Рассмотрим их ассортимент, научимся правильно использовать и сделаем выводы о целесообразности их применения.
КЛАПАНЫ ОБРАТНЫЕ И ЗАТВОРЫ ПРЕДОХРАНИТЕЛЬНЫЕ
Клапан обратный предназначен для предотвращения обратного потока газа в рукава и далее в газовое оборудование. Устанавливается на резак либо горелку. Представляет из себя корпус, в который встроен подпружиненный ниппель, свободно пропускающий поток газа только в одну сторону. Газ, поступающий из рукава под давлением, преодолевая усилие пружины, перемещает ниппель. При возникновении же перед клапаном обратного тока газа с давлением, равного или превышающего входное давление, обеспечивается мгновенное перекрытие потока газа в обратном направлении. Наиболее распространены два типа клапанов обратных: кислородные (КО, синие) и газовые (ГО, красные).
Экспериментальными методами выявлено, что при обратном ударе пламя распространяется быстрее, нежели ударная волна успевает прижать ниппель в обратном клапане, поэтому данное устройство не всегда способно обеспечить защиту в данных условиях. Надежным средством защиты от обратного удара являются огнепреградительные устройства – затворы предохранительные, отличающиеся от обратных клапанов тем, что, кроме запирающего ниппеля, в них также встроен пламягаситель. Таким образом, затвор предохранительный предназначен для предотвращения обратного удара, возникающего при газопламенных работах, в защищаемое газовое оборудование (баллон). Благодаря продуманной конструкции, способен удерживать противоток газа давлением от 0,03 кгс/см и выше, выдерживает не менее 100 обратных ударов подряд. Затворы предохранительные имеют целый ряд модификаций, предназначенных для установки на резак/горелку, редуктор, в разрыв сварочного рукава. С вариантами присоединения затворов предохранительных и клапанов обратных Вы можете ознакомиться здесь.
Механизация процесса
За последние десятилетия робототехника развивалась очень стремительно. Сегодня роботы применяются практически повсеместно. И кислородно-дуговая резка металлов – не исключение. В настоящее время оборудованием для резки с числовым программным управлением уже никого не удивишь. Эти аппараты могут оснащаться несколькими кислородными резаками для резки металла, что значительно повышает их и без того высокую производительность. Все ведущие зарубежные машиностроительные холдинги и компании уже давно активно внедряют подобную технику в свои производственные цепочки, стараются не отставать и отечественные компании. Уровень механизации сварочных работ в среднем составляет порядка 80 %.

Виды дуговой сварки
Сплавление включает множество методов, каждая из которых нашла применение на производстве. Конкретные разновидности:

Дуговая сварка
- импульсно-дуговая;
- механизированная;
- контактно-дуговая;
- ручная;
- электрическая;
- полуавтоматическая.
Изначально использовалась только человеческая сила, без привлечения сторонних механизмов. Сам процесс подачи электрода и его перемещения осуществлялся профессионалом самостоятельно.
Механизированный вариант – это ручная дуговая сварка алюминия электродами в защитном газе. Во время мероприятия вместе с электродной проволокой подаются специальные газы – аргон или гелий, которые защищают рабочую поверхность от внешней среды.









Контактно-дуговой подходит для тонкого цветного металла. Данную разновидность также называют точечным за счет небольшой области работы. Принцип действия: ток пропускается через одно изделие, которое соприкасается с другим. В результате происходит сплавление.
Импульсно-дуговой использует энергию импульсов, которые подаются от специального аккумулятора. Благодаря этому появилась ручная электродуговая сварка алюминия и нержавеющей стали электродами.
Электрический тип – классический вариант, в котором используется энергия дуги без дополнительных механизмов. В настоящее время пользуется спросом полуавтоматика, которая избавляет сварщика от необходимость регулярно менять электроды.
Область применения дуговой сварки
Сфера использования электродуги обширна. Данный метод применяется в следующих мероприятиях:
- сплавление арматурных сеток и каркасов;
- стыкование стержней;
- заготовка и соединение закладных элементов.
Места, где используется электрическая дуга – цеха заводов и стройплощадки. Ни одно производство или монтаж не обходятся без объединения элементов.
Для каких металлов мы применяем электродуговую сварку?
Электричество универсально и способно плавить даже самые твердые материалы. Мы используем электродуговой способ как для работы с

Дуговая сварка в цеху
листовым металлом, так и для мероприятий с отдельными деталями. Наш арсенал включает оборудование, которое позволяет исполнять любые манипуляции, от автоматической дуговой сварки под флюсом до дуговой сварки в вакууме.
Преимущества электрической сварки дугой
Достоинства метода:
- гибкость;
- универсальность;
- оперативность;
- простота;
- транспортабельность.
Данный способ соединения отлично подходит для работы в ограниченном пространстве и обеспечивает быстрый переход от одной поверхности к другой.
Технология газовой сварки
Технология газовой сварки происходит с использованием присадки из легко сплавного материала, основной задачей которого является наполнение кромки материалов. Ацетиленовая горелка используется для оплавления кромок путем нагрева, после чего происходит соединение. Второй способ подразумевает наплавку или напыление, при зависимости от типа металла и оборудования. Отличие способов в расходе газовой смеси, подвергаемым к обработке материалам, затрачиваемом времени на операцию.
Опыление двух соединений металла затребует больших температурных показателей, на это потребуется повышенное количество горючей смеси. Для нагрева присадочных прутков не требуется высоких температур, структура инструмента состоит из легкоплавких материалов. Существует специальный вид электродов для соединения материалов инверторным типом оборудования.
Техника газовой сварки с применением различных присадок значительно прочнее, приятнее на внешний вид, процесс происходит быстрее, а расходы горючей смеси меньше в разы.
Сварочная проволока
Применяется данная технология сварочных работ в различных сферах, соединение трубопроводов технологического направления, запасных частей машин, наплавление прутка, ковка различных фрагментов.
Для процесса сварки газом потребуются основные элементы:
- В качестве газа при большинстве случаев используется пропан. Подойдет различного типа газ с инертной текучестью.
- Катализатором к воспламенению выступает баллон с кислородным газом.
- Шланги для отвода газовой смеси, сопло, редуктора на баллоне и рукояти.
Калибровочное сопло распыляет газовую смесь под давлением, для поджига применяется кремниевая пьеза-зажигалка, после чего регулируется насыщенность смеси, сила пламени.
Газовая сварка труб
Монтаж трубопроводных систем не обходится без сварных работ. Использование газа широко применяется для труб до 150 мм в диаметре, изготовления треугольников, отводов и других элементов.
Технология проведения работ
В основе работ с применением газа лежит разогрев кромок труб с помощью пламени и заполнение зазора расплавленным металлом присадочного материала. Выбор горючей смеси проводят в соответствии с температурой плавления обрабатываемого материала. Толщина стыкового шва зависит от толщины стенки, а выпуклость не должна превышать 3мм.
Для повышения качества соединения труб толщиной более 3,5 мм делается скос кромок под углом 35 – 45°. Образование сварного шва осуществляется правым и левым способом. Во избежание попадания расплавленного металла внутрь, острая кромочная часть притупляется.
Соединение заготовок с толщиной менее 3 мм стык делается с зазором до ½ стенки трубы без скоса. В зависимости от назначения трубопроводной системы могут использоваться следующие варианты сваривания:
- с прокладным кольцом без формирования скошенных кромок;
- с раструбом и вставным кольцом;
- внутренней выточкой и скосом.
Сварку труб предназначенных для транспортировки газов и жидкостей запрещено проводить с использованием остающихся подкладных колец.
Соединение заготовок с толщиной более 5 мм осуществляется правым способом, тонкостенных левым. В нижнем положении проводится сварка труб, которые можно поворачивать. Неповоротный стык создается вертикальным или потолочным швом. Для этого сначала обработке подвергается нижняя половина, затем в обратном направлении верхняя часть.
Если приблизиться горелкой к обрабатываемой зоне не возможно, используют сварку с вырезанием козырька. После завершения работы над труднодоступным участком с внутренней стороны, он возвращается в первоначальное положение, и завариваются оставшиеся места соединений.
Ручную газовую сварку труб выполняют в один слой. Ширина шва не должна превышать толщину стенки трубы более чем в 2,5 раза. На обработанной поверхности не допускается наличие наплывов и грубой чешуйчатости.
Описанный способ сварки позволяет сохранить металл от прожигания, дает прочный качественный шов. Он подходит для сварки тонкостенных труб.

Резка металла газом
Резка металла газом в Санкт-Петербурге
Резка металла газом уже на протяжении многих лет считается одним из самых популярных методов обработки металлов. Газ, применяемый при резке металла, состоит из кислорода и пропана.
Такой метод обработки ещё называют кислородно-пропановым резаком. В отличии от резки сваркой, такой метод работы не требует от человека особых навыков и если купить оборудование, то можно самостоятельно заниматься обработкой металла.
Плюсы и минусы резки металла газом
По сравнению с другими способами обработки металла, можно выделить ряд следующих плюсов:
- Возможность использовать газовую резку в тех случаях, когда нужно обработать очень толстый металл или провести обработку по специальному шаблону с узором или кривыми линиями, где применение фрез невозможно.
- Газовый резак имеет незначительный вес и размер, что позволяет брать его с собой и применять по мере необходимости. Стоит отметить, что даже по сравнению с бензиновыми резаками резка по металлу газом более удобна в использовании.
- Скорость обработки металла при помощи газа в два раза быстрее всего альтернативных способ резки.
- Экономия. Стоимость пропана значительно ниже, чем бензина. Использования пропана в внушительных объемах значительно экономит денежные ресурсы в сравнении с аналогами.
К минусам можно отнести низкое качество кромки среза и определённый набор металлов для обработки.
Используемый инструмент
При обработке металла газом положено иметь следующий набор инструментов:
- баллон пропана;
- баллон кислорода;
- кислородные шланги;
- резак;
- мундштук.
Важно отметить, что на баллонах с кислородом и пропаном в обязательно порядке должны быть установлены редукторы, при помощи которых нужно будет управлять подачей газа. Устройства газовых инструментов от разных фирм имеют аналогичную конструкцию. В устройстве, помимо редукторов будет установлено три крана: два для пропана и кислорода, а один для регулирующего резака
В устройстве, помимо редукторов будет установлено три крана: два для пропана и кислорода, а один для регулирующего резака.
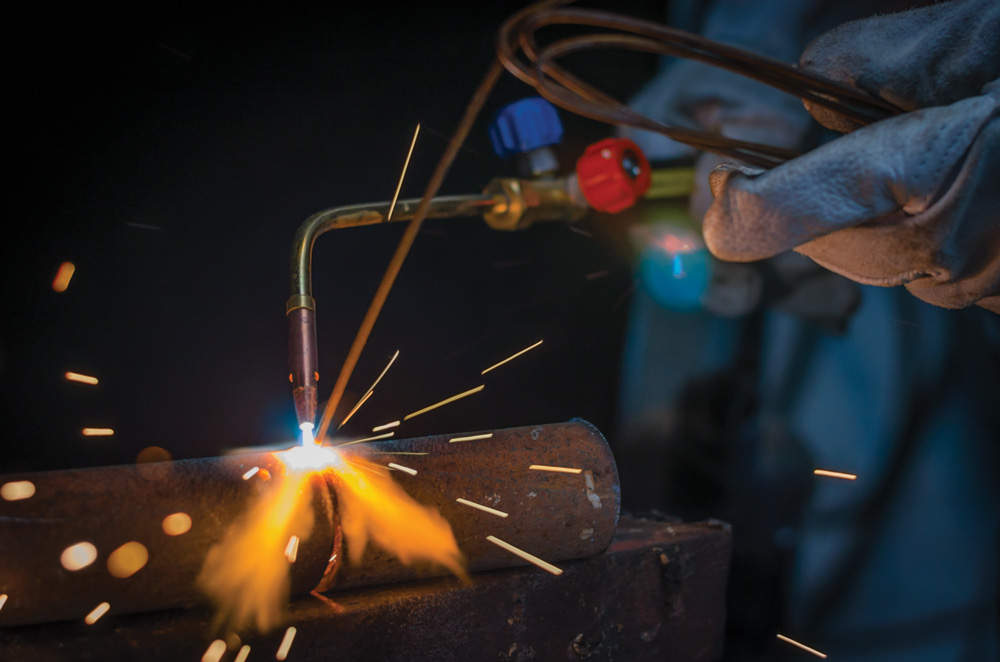
При обработке газом в оборудовании смешивается кислород с пропаном, образуя пропаново-кислородную смесь, которая в дальнейшем трансформируется в язык пламени способный разрезать металл.
Большинство деталей газового резака являются сменными и их, в случае поломки, можно заказать и заменить, поэтому такой инструмент можно считать вечным.
Как выбрать газовый резак
Прежде чем приступать к покупке резака, стоит понимать, для обработки металла какой ширины он вам нужен. Если вы собираетесь резать металл толщиной до 100 мм, то это будет резак типа R1, если до 200мм, то это R2, а если до 300 мм – R3.









Необходимо также осмотреть мундштук резака, который, по всех нормам и стандартам, должен быть изготовлен из хромистой бронзы или металла с аналогичными физико-химическими свойствами, например — медь.
Трубки резаков могут быть изготовлены из следующих материалов:
- нержавеющая сталь;
- латунь;
- медь.
Важно отметить, что при покупке резака очень важно, чтобы на трубке резака не было краски, которая может скрывать дефекты пайки или металла. Краска если и есть, то она должна носить исключительно декоративный характер. Специальное предложение на оцинкованные полосы, оцинкованные прутки (круги) и оцинкованный уголок
Специальное предложение на оцинкованные полосы, оцинкованные прутки (круги) и оцинкованный уголок
Подробная информация о предложении >>
Специальное предложение на полосу латунную Л63 2х20х2700 полутвёрдую
Подробная информация о предложении >>
Подробная информация о предложении >>
специальное предложение на трубы насосно-компрессорные и обсадные (или трубы для бурения с резьбой)
Подробная информация о предложении >>
специальное предложение на электросварные и бесшовные трубы б/у
Подробная информация о предложении >>
специальное предложение на нержавеющий лист 50х1500х6000
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Для демонтажа металлоконструкций, раскроя любого вида проката перед механической обработкой или сваркой необходима резка металла. И если лист или профиль небольшой толщины можно разрезать механическим инструментом (с ручным, электрическим или гидравлическим приводом). То для работы с металлическими заготовками большой толщины нужен газовый резак, или на профессиональном сленге — автоген.
Конструкции разных моделей такого устройства могут лишь отличаться размерами или некоторыми деталями, но принцип работы у всех одинаковый.





