
Технология сварки с флюсом
Данная технология является одним из наиболее подходящих вариантов. Представленное вещество обеспечивает получение вязкого слоя, который не пропускает воздух. В результате предотвращается окисление цинкового слоя.
Перед непосредственным применением флюса для сварки его необходимо привести в жидкое состояние. Вещество наносится в местах соединяемых элементов. При проведении сварочных работ материал будет расплавляться, тем самым покрывая весь нужный участок тонким слоем, что позволит предотвратить отслоение цинка.
Нередко специалисты сталкиваются с повреждением защитного своя при его нанесении методом горячего цинкования. Это происходит даже при незначительных отклонениях от установленных требований технологического процесса. Стоит отметить, что попадание флюса внутрь трубопровода безопасно, так как он с легкостью растворяется в воде и будет вымыт ещё на стадии опрессовки.
Соединение труб производится следующим образом:
- Стыкуемые торцы нагреваются до температуры 900-950о.
- Между фасками свариваемых элементов помещается пруток, в состав которого входит медь, цинк, олово и кремний.
- На место шва насыпают слой флюса, который должен покрыть поверхность до 20 мм по сторонам шва.
- Присадка нагревается горелкой до расплавления, и на этом процедура заканчивается.
Соблюдение требований технологического процесса сварки, применение качественных материалов и оборудования гарантируют получение надежного соединения оцинкованных труб, готовых к эксплуатации.
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Как правильно собрать водопровод из оцинковки?
Уважаемый читатель, как вы думаете, чем объясняется сравнительно низкая популярность оцинковки на фоне современных материалов при таком внушительном списке достоинств?
Сложным монтажом на резьбовых соединениях.
Это означает:
- Точную подгонку размеров патрубков и сгонов;
- Нарезку большого количества резьб — ручную или на токарно-винторезном станке.
Именно поэтому оцинковку не любят монтажники сантехоборудования и зачастую там, где необходима прочность, навязывают заказчику медные или гофрированные нержавеющие трубы.
Почему, собственно, монтаж должен быть сложным? Что мешает использовать газовую или электродуговую сварку, применяющуюся при сборке водопровода из черной стальной трубы?
Причина в том, что цинковое защитное покрытие полностью испаряется в области сварного шва вне зависимости от способа сварки, применяющихся электродов, или сварочной проволоки.
Причина очень проста: цинк кипит при 900 градусах, а сталь плавится при полутора тысячах. В результате швы остаются уязвимыми для коррозии, и итоговый срок службы инженерной системы становится таким же, как при использовании вдвое более дешевой черной стальной трубы.
Ручная дуговая сварка
Чтобы понять, как варить трубу с водой, лучше воспользоваться ручным дуговым способом. В ходе этого процесса совмещаются некоторые секции или составляющие единой трубопроводной арматуры, можно перейти через всевозможные барьеры, крановые узлы, захлесты, катушки, отводы и др.










Выбор числа электродов находится в прямой зависимости от разновидности самих инструментов и объема металла, подлежащего плавлению. Также от материала стыкуемой арматуры зависят технологические нюансы самого процесса ручной дуговой сварки.
Перед процедурой нужно, определившись с правилами эксплуатации и маркой стали, правильно подобрать материалы. Затем сделать грамотный выбор оборудования, методики и плана дальнейших действий. Нередко размер поперечного сечения и толщина стенки находятся в прямой зависимости от этих параметров.
Что такое оцинковка
Оцинкованная труба для водоснабжения представляет собой стальную трубу, внутренняя и внешняя поверхности которой покрыты тонким слоем цинка – металла, не подверженного процессу коррозии. Долголетие трубопровода напрямую зависит от качества, прочности и толщины наносимого покрытия. Оцинковка производится несколькими способами:
- электрогальванический – способ, в основе которого лежит электролиз (под воздействием электрического тока цинк из электролита оседает на стальной поверхности), позволяет получить ровный слой цинка толщиной 10-25 мкм, но не самой высокой адгезии и наличием пористости;
- горячая оцинковка – стальную трубу с тщательно шлифованной, очищенной поверхностью погружают в емкость с расплавленным цинком (450оС), который обволакивает ее, формируя плотное, толщиной 40-200 мкм, покрытие. Поверхность может иметь наплывы, заливание резьбы;
- термодиффузионный – способ получения наиболее качественного покрытия путем обработки стальной трубы парами цинка под действием высокой температуры в закрытой емкости. Частицы цинка «встраиваются» в структуру стальной поверхности, обеспечивая надежное сцепление. Слой получается плотным, равномерным, прочным.
Оцинкованные трубы для водопровода обладают рядом преимуществ:
- прочность, устойчивость к нагрузкам, гидроудару, механическим повреждениям, износоустойчивость;
- снижена шероховатость внутренней поверхности, что увеличивает пропускную способность и значительно замедляет зарастание сечения трубы;
- устойчивость к коррозии;
- рабочая температура 20оС – 140оС;
- рабочее давление 1,6 МПа;
- минимальное тепловое расширение, стабильность конструкции трубопровода;
- средний срок службы 20 лет.
Как правило, в бытовом и промышленном внутридомовом водоснабжении применяется труба круглая оцинкованная диаметром 20-160 мм из углеродистой стали обыкновенного качества или углеродистой качественной конструкционной стали, бесшовная либо электросварная прямошовная.
По толщине стенки бывают обычные (2,5-4,5 мм), легкие (2-4 мм) и усиленные (4-5 мм). Масса трубного изделия после оцинковки увеличивается на 3%. Длина мерная, кратная мерная (4-12 м).
Оцинкованные трубы для холодного водоснабжения при бесперебойной подаче питьевой воды безопасны для здоровья человека, так как ПДК цинка не превышает 5 мг/л (суточная норма цинка 10-15 мг).
Применяются оцинкованные трубы для организации автономного водоснабжения при обустройстве скважин, однако это не предусмотрено СНиП и ГОСТом. Внутри скважины нет достаточного водообмена, из-за влияния углекислоты состав воды вследствие химических реакций значительно ухудшается. Грунтовая среда не исключает электрохимической коррозии в местах стыков.

Какими должны быть швы?
Электрическая сварка труб.
Трубы варят с соблюдением условий и требований, удобства работы
Важно предусмотреть, каким будет движение дуги, в каком направлении начать работу. Следует сразу определить направление и величину дуги
Если она будет длинной, то металл во время плавления окислится, начнет азотироваться, а по рабочей поверхности разбрызгаются капли. Шов при этом получается не столь хорошего качества, он становится пористым, для водопровода он совершенно не подходит.
При проведении сварочных работ надо учесть, что движение дуги может осуществляться по трем направлениям:
- Движение поступательное по оси электрода. В данном случае дуга сварки поддерживается в оптимальном состоянии, качество шва получается отличное. В пространстве между электродом и сварочной ванной наблюдаются именно те условия, которые необходимы для обеспечения быстрой и качественной работы. Электрод во время сварки надо постоянно перемещать вдоль его оси, чтобы расстояние сохранялось одинаковое, а длина дуги была постоянной.
- Если перемещение продольное, то по оси сварочного образующегося шва будет появляться валик нитевидной формы. Толщина образующегося шва будет зависеть от скорости движения электрода. Валик имеет ширину, которая примерно на 2-3 мм больше, чем диаметр используемого электрода. Сам валик является сварным швов, но он узкий, его недостаточно для создания прочного соединения, когда соединяются два отрезка трубы. Чтобы сделать шов более прочным и широким, во время движения необходимо электрод перемещать таким образом, чтобы он двигался еще и по горизонтали, т.е. поперек будущего шва.
- Поперечное движение тоже применяется во время сварки. Требуется выполнять возвратно-поступательные движения колебательного типа. Ширина движений для каждого отдельного случая различна, она определяется в индивидуальном порядке. На ширину шага оказывают влияние различные факторы. Это размер, положение будущего шва, характеристика материалов, которые свариваются, требования, которые предъявляются к соединению. Электросварка обычно обеспечивает ширину шва 1,5-5 раз больше, чем диаметр электрода.
Когда выбирается направление движения, необходимо учитывать, что две трубы должны иметь кромки. Они полностью проплавляются, шов должен получиться прочным и надежным, чтобы он смог выдержать планируемые нагрузки.
Удаление шлака
После того как соединение между двумя трубами закончено, необходимо дать шву остыть, потом можно осмотреть его состояние. По большей части требуется его зачистка от образовавшегося шлака. Он образуется в процессе сваривания, когда флюс на электроде сгорает. Проверить это не так сложно, после остывания надо постучать по шву молотком. Если шлак есть, то он отлетит, под ним откроется блестящий и чистый шов, остающийся после электросварки. Чтобы не повредить соединение и трубы, лучше сначала потренироваться на небольших участках, имеющих длину в 2-3 см. Если все получается чисто и аккуратно, то можно начинать работы по свариванию трубопровода из металла.










Электросварка не так сложна, как это может показаться, но важно правильно соблюдать все этапы и требования. Следует выбрать только качественное оборудование и прочие инструменты
После этого выбирается тип самой сварки и шва. Не стоит забывать про использование средств защиты рук, лица и глаз.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
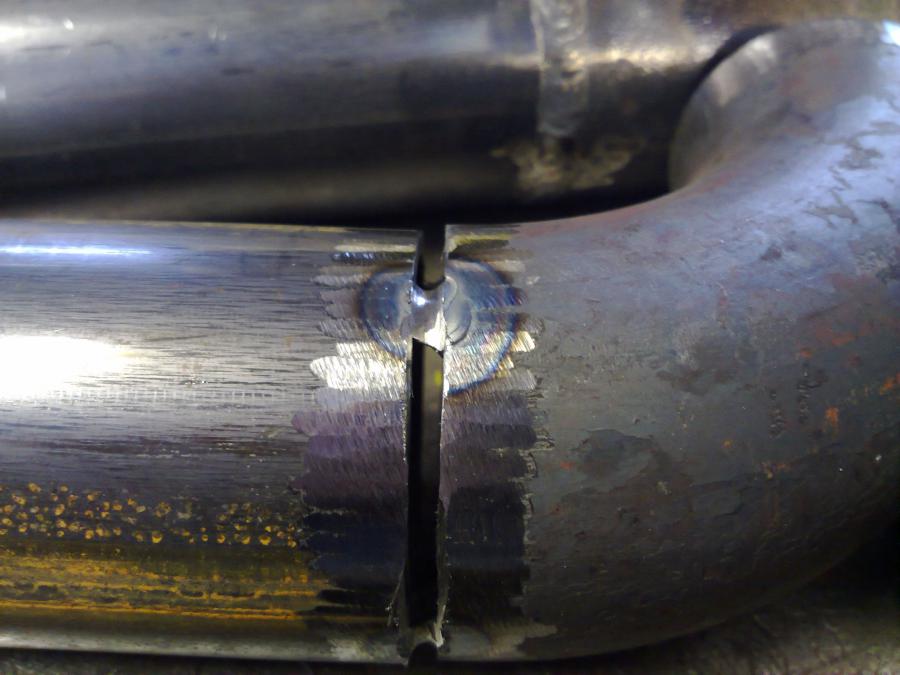
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм, то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления
Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается
При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.

Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Соединение оцинкованных водопроводных труб
Соединение оцинкованного трубопровода возможно сваркой или резьбовым способом. Очевидно, что нарушение целостности защитного слоя ведет к коррозии и места стыков подвержены такому риску в значительной степени, поэтому монтаж этих систем требует особого подхода.









Резьбовое соединение применяется для монтажа круглых оцинкованных труб. Стальное трубное изделие с нанесенной в заводских условиях резьбой на концах после диффузионной оцинковки полноценно защищено и готово к резьбовому соединению с применением оцинкованных фасонных частей (муфты, ниппели, редукции, заглушки, переходники, углы и пр.).
Уплотняется стык наматыванием пакли с покраской. Во время горячей оцинковки резьба часто заплывает и ее приходится снова восстанавливать. Стыковка при помощи резьбы, выполненная по всем правилам, надежна и герметична, безопасна для водопровода, не коррозирует, удобна для дальнейшей замены и ремонта.
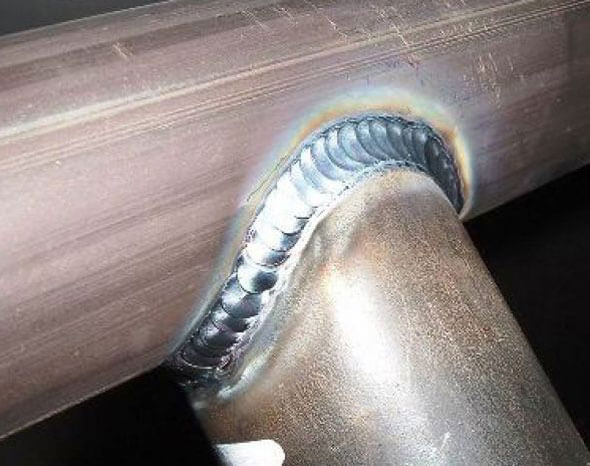
Однако на сегодняшний день известно несколько способов сварных соединений стальных изделий в оцинковке без повреждения защитного покрытия. Сварочный способ подходит для монтажа всех видов труб как круглых, так и профильных любого сечения.
Основой сварки оцинкованных изделий является задача недопущения испарения цинка с поверхности стали. Для этого в месте соединения на трубы наносится слой флюса, который не дает выгореть защитному слою.
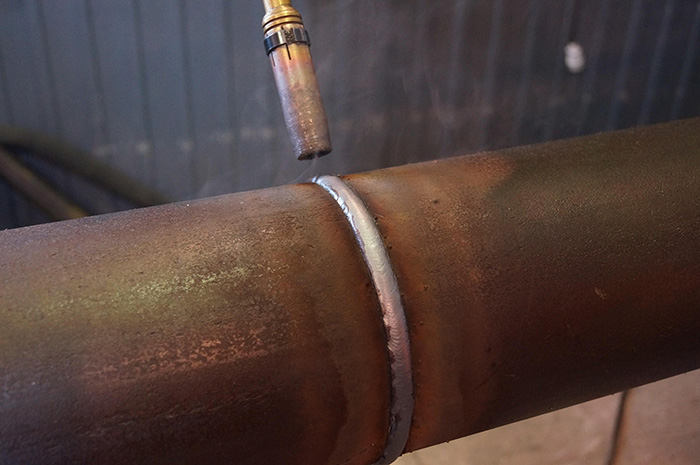
Присадочный пруток расплавляется пламенем горелки, формируя сварочный шов. Цинк при этом плавится, но не выгорает, затем застывает вновь. Такой вид соединения применяется для монтажа водопровода, остатки флюса внутри постепенно вымываются водой без вреда питьевым качествам.
Также во время сварки на полуавтомате для сохранения цинка используют сжиженную пищевую углекислоту в качестве защитной среды. В зоне шва слой цинка зачищают, поскольку его окислы способствуют разбрызгиванию электрода, что делает шов пористым.
Для газоэлектросварки тонкостенных оцинкованных труб (до 5мм) используют накладные медные кольца, которые затем удаляются, сохраняя целостность цинкового покрытия.
Как варить трубы электросваркой правильно пошаговое руководство
Подбор электродовРазновидности сварных швов и соединений трубПредварительные работы с деталямиПроцесс сваркиТонкости электросваркиСобираем соединенияРабота с поворотными и неповоротными стыкамиПроверка надежности соединенийПравила техники безопасности при работе со сварочным аппаратом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B)
Принцип работы
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.










Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:









- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc





