
Особенности
Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.
Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Дома нет такой возможности для создания точного регулятора, не меняющий характеристик при каждом запуске.
Если вы собрали трансформатор на постоянном токе, он, конечно, будет во много раз дешевле, но поставит под вопрос надежность агрегата.

Связано это с отсутствием предохранителей, как у моделей заводского типа. Хотя к плюсам самостоятельной сборки относят возможность сделать статическое электромагнитное устройство с любым набором характеристик.
Он может быть как мощным агрегатом, так и слабым механизмом. Для это следует правильно провести расчет сварочного трансформатора для будущей машины.
Вы приняли решения собрать статическое электромагнитное устройство самостоятельно и далее заняться сборкой самого сварочника. Советуем размещать элементы в металлический каркас/бокс, к примеру, корпус от компьютерного системного блока.
Собственно, это и есть основные особенности, о которых вам надо знать. Помните, что необходимо кое-какое минимальное понимания в области электротехники.
Наверно это и так понятно. Но все же, предварительно рекомендуем освежить или приобрести дополнительные знания в этой области и лишь затем приступать к сборке статического электромагнитного устройства.
Сварочные трансформаторы. Принцип действия, устройство, технические характеристики
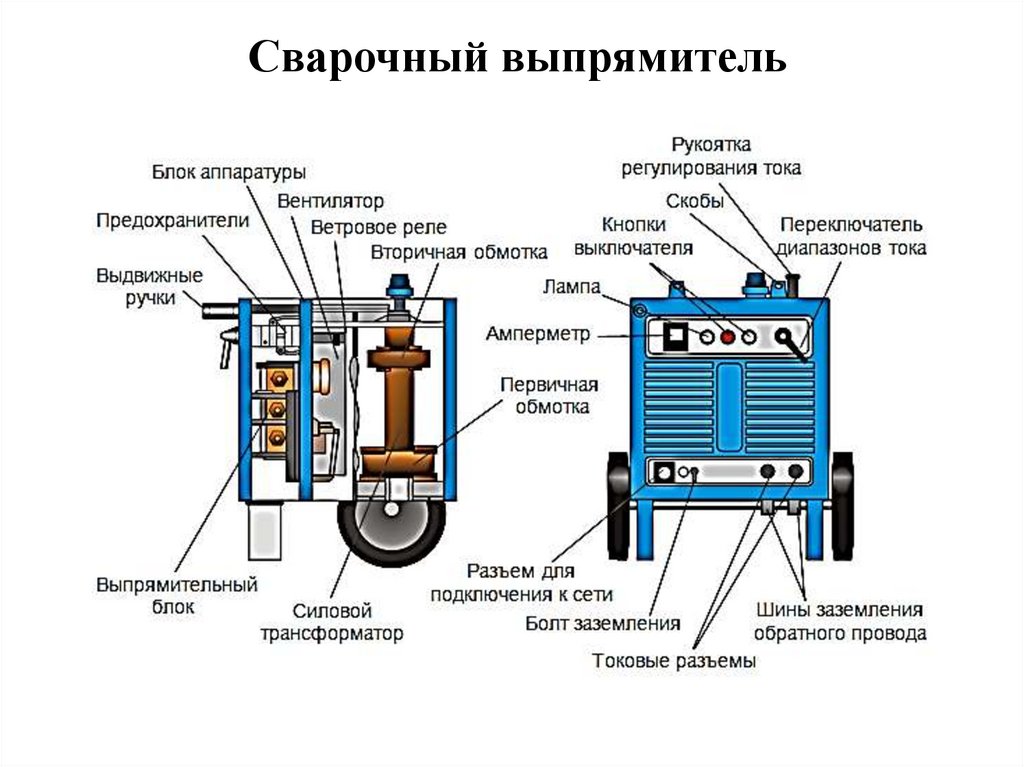
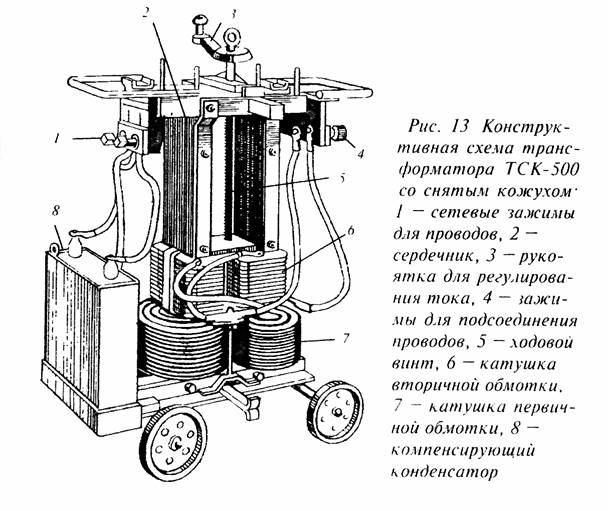
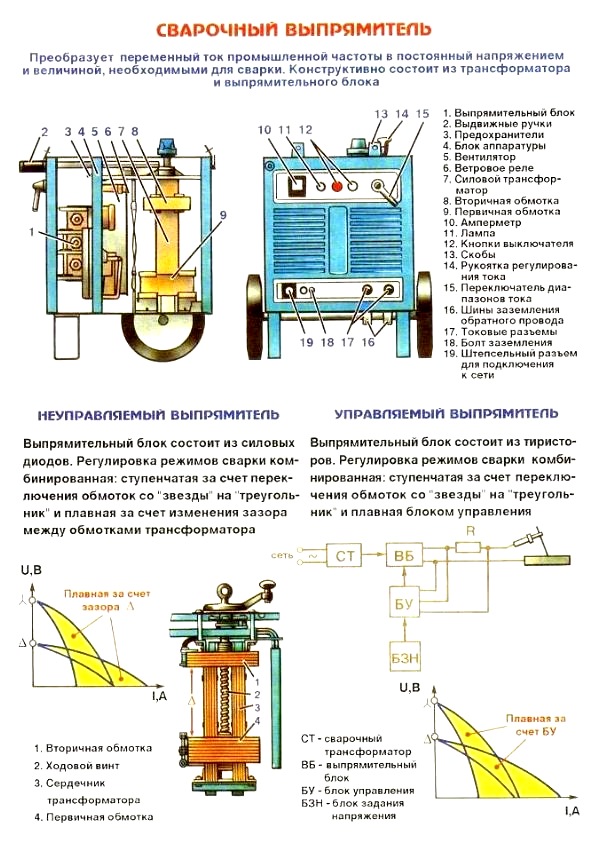
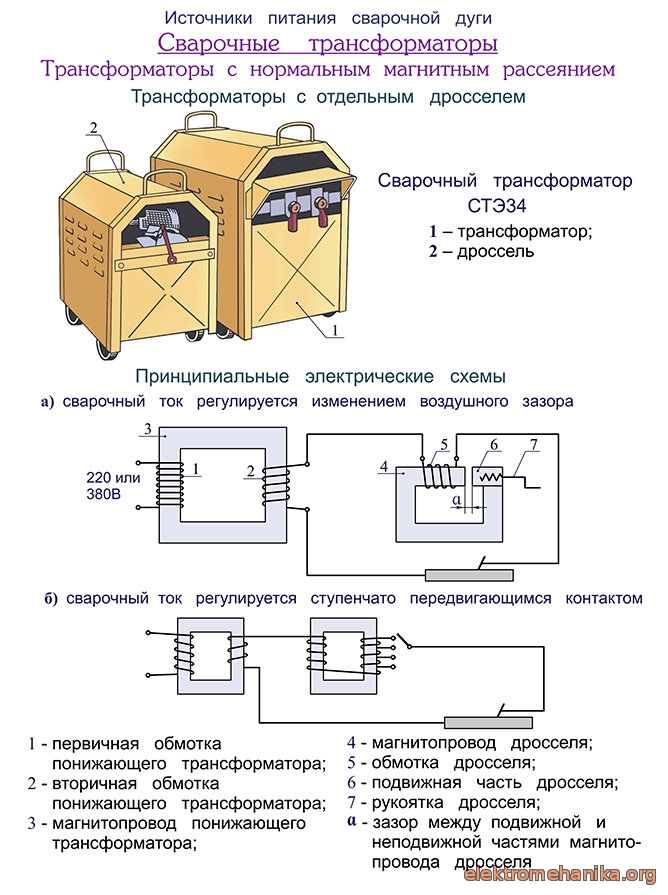
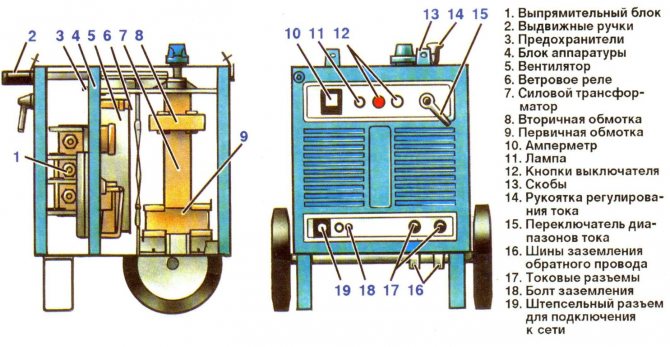
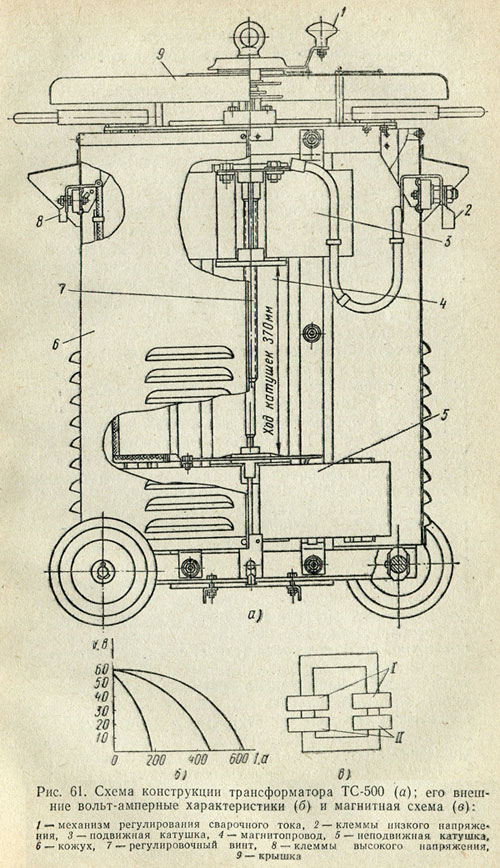
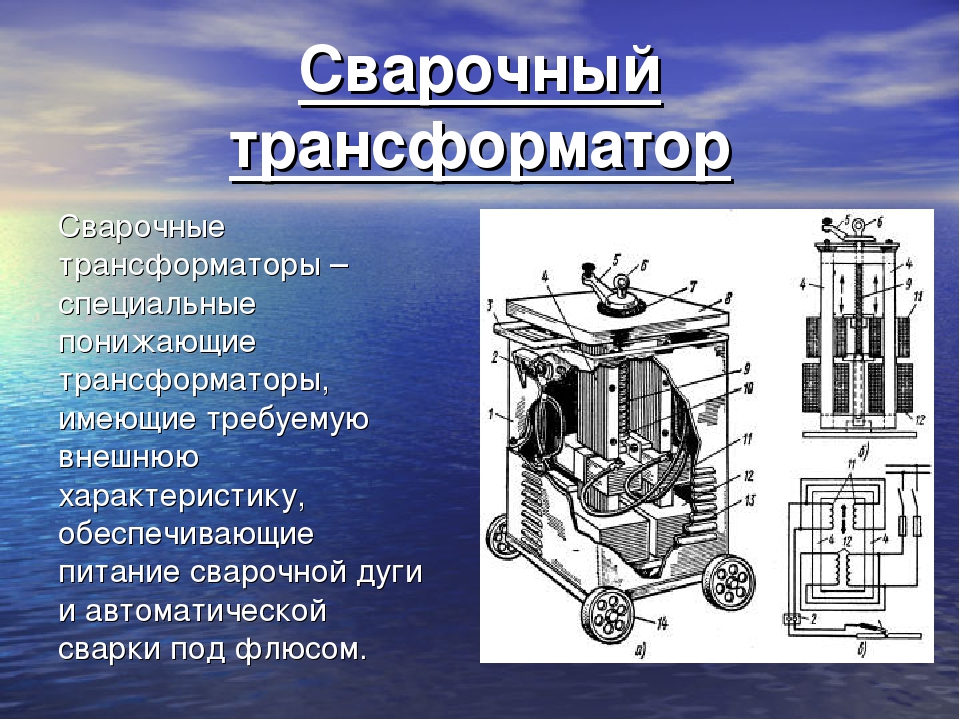
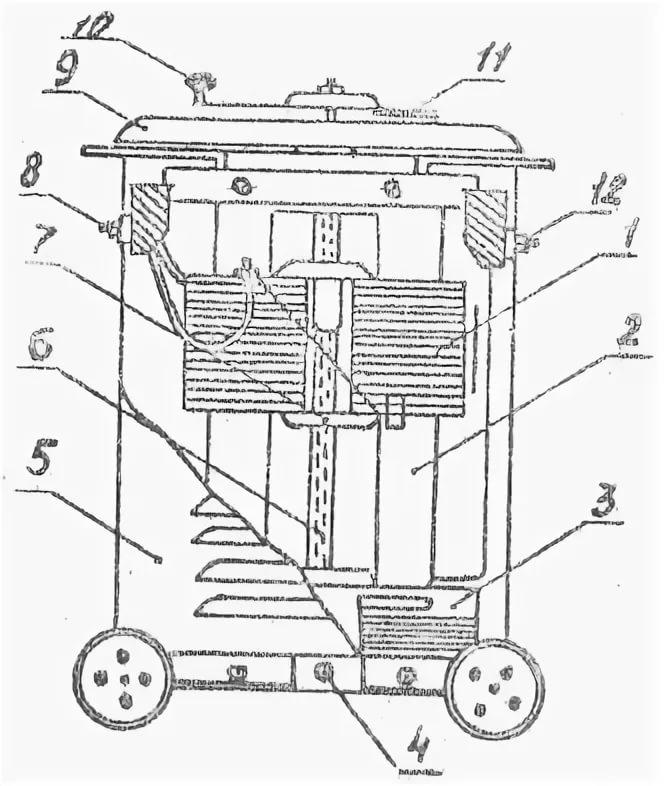
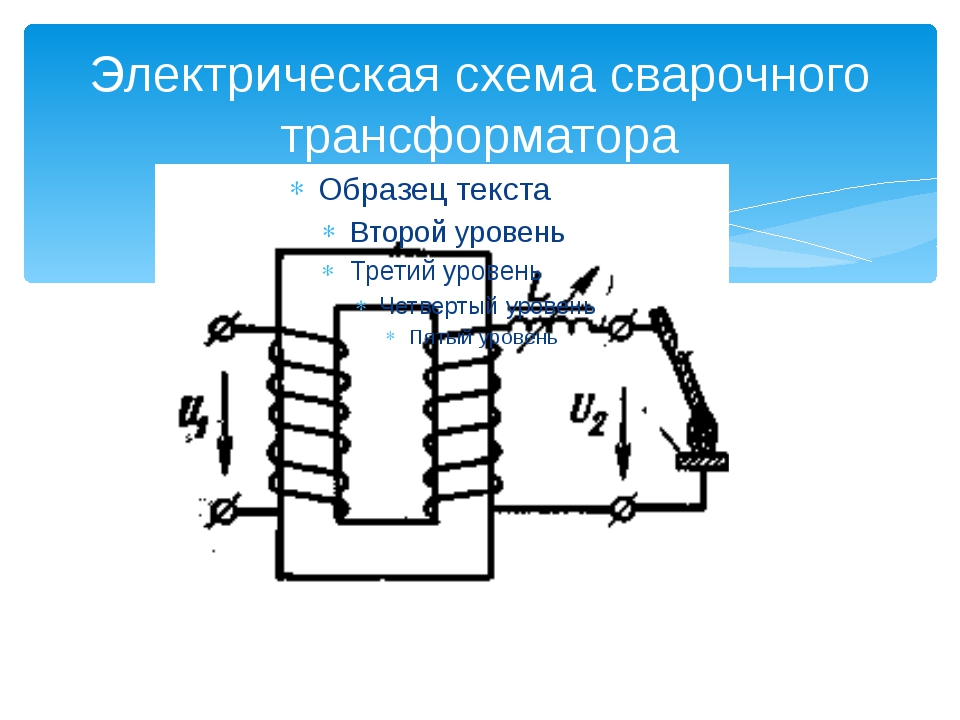
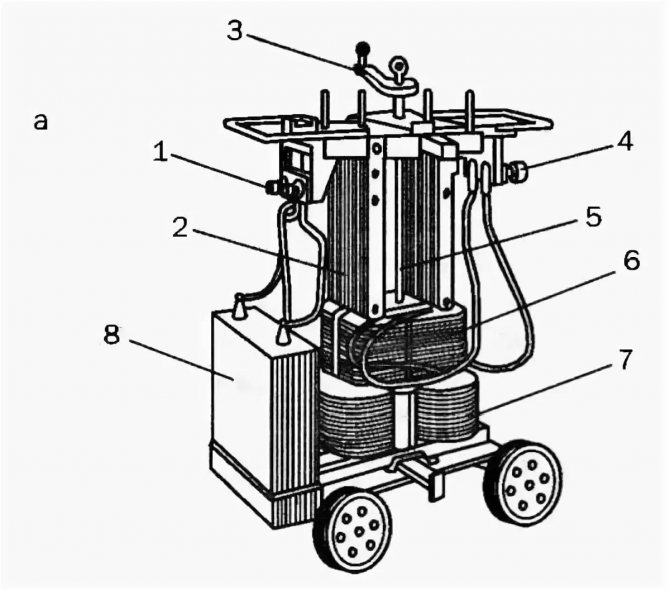
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом. Устройство и принципиальную схему сварочного трансформатора рассмотрим на модели ТСК-500, которую довольно часто можно увидеть на строительных площадках (рис.10).
Рис. 10 Сварочный трансформатор ТСК-500: А-внешний вид; Б-схема регулирования сварочного тока; 1-сердечник; 2-вторичная обмотка; 3-первичная обмотка; 4-подключение к сети; 5-винт; 6-рукоятка винта
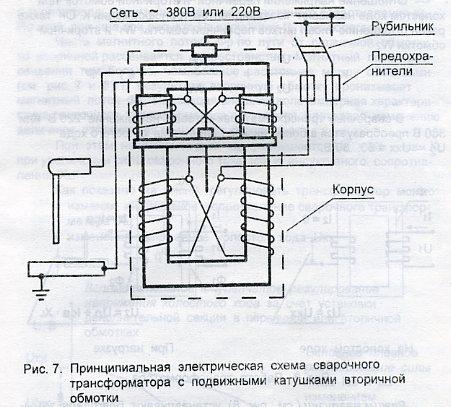
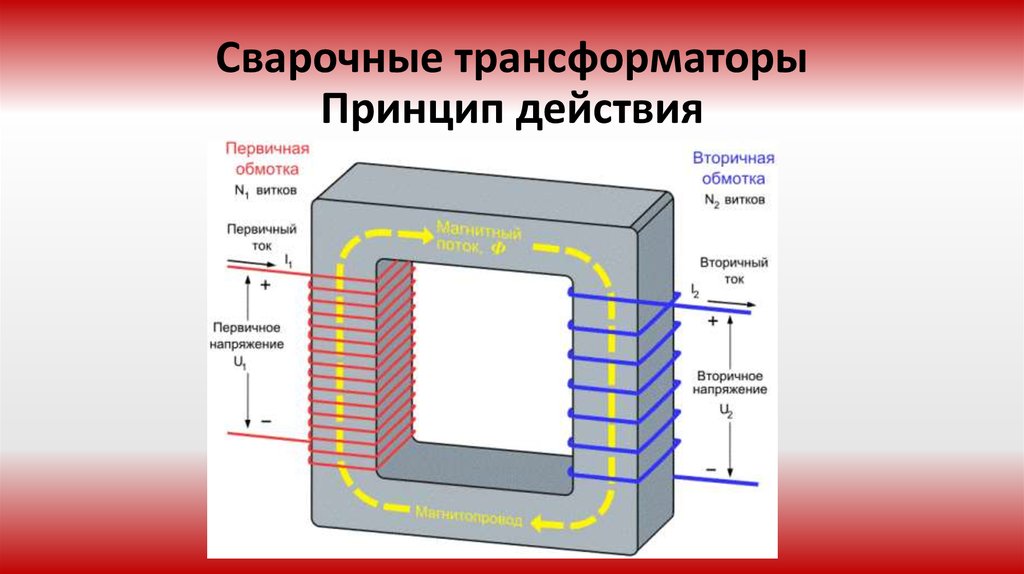
Состоит такой трансформатор из сердечника — магнитопровода, выполненного из трансформаторной стали, на котором размещены первичная и вторичная обмотки. Подключается трансформатор к сети переменного тока с напряжением 380 В. Первичная обмотка закреплена неподвижно, а вторая передвигается по сердечнику, регулируя величину сварочного тока. Принцип действия такого аппарата довольно прост.
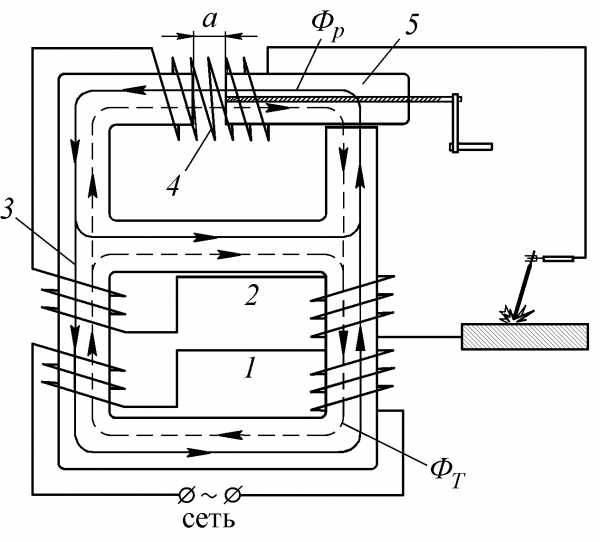
Переменный ток, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток. Магнитный поток, пересекая витки вторичной обмотки, индуктирует в ней переменный ток пониженного напряжения, величина которого зависит от числа витков вторичной обмотки. Чем меньше витков на вторичной обмотке, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Для регулировки величины сварочного тока и создания внешней характеристики в схеме предусмотрено дополнительное индуктивное сопротивление, которое обеспечивает изменение потока магнитного рассеивания.
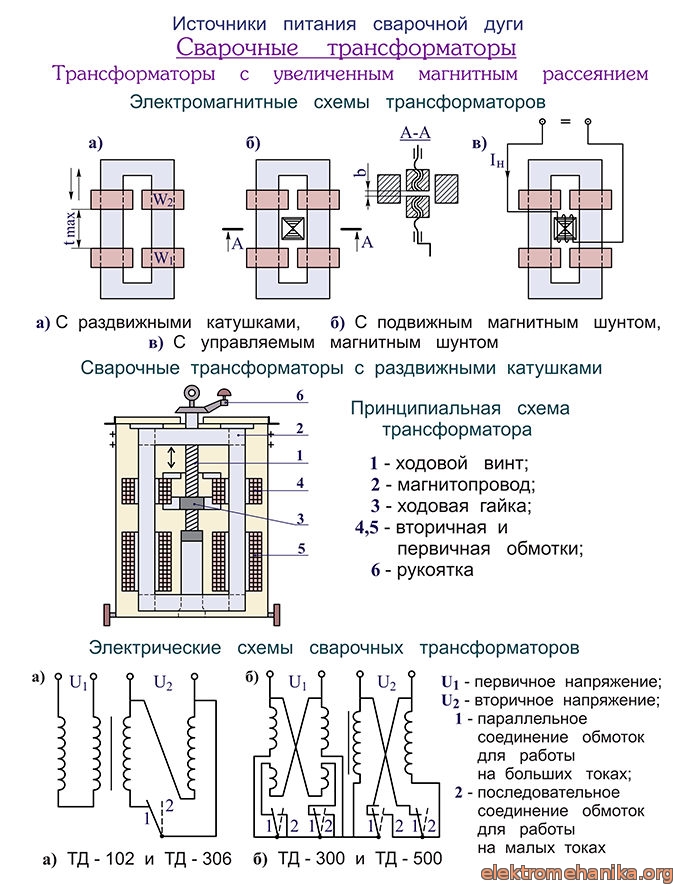
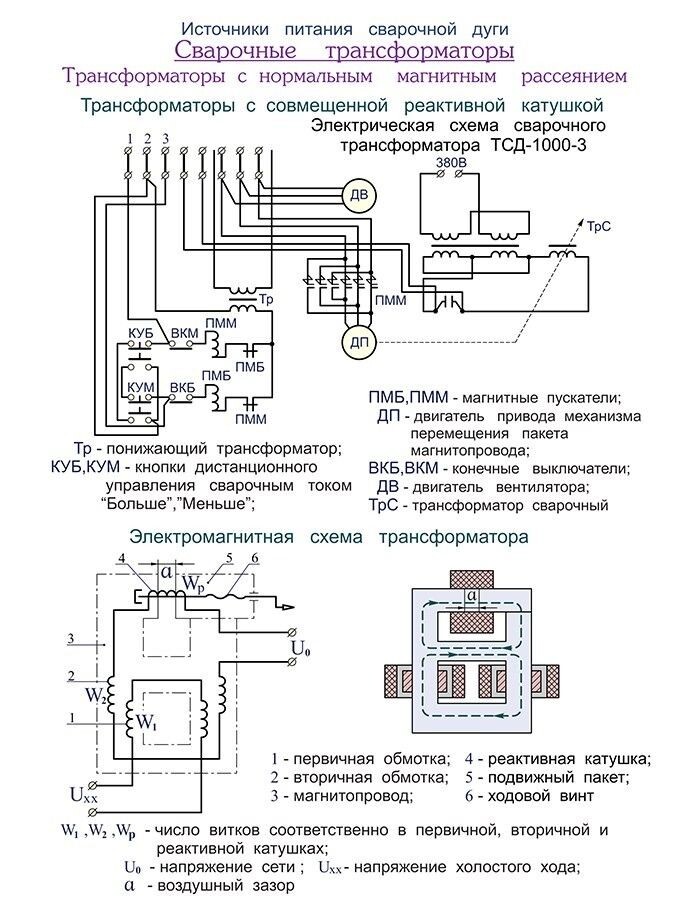
Существует две принципиальные схемы магнитного рассеивания. К первой группе относятся трансформаторы с повышенным магнитным рассеиванием, принцип действия которых основан на использовании магнитных шунтов, подвижных катушек или ступенчатого (виткового) регулирования. Ко второй группе относят трансформаторы с нормальным магнитным рассеиванием и дополнительной реактивной катушкой.
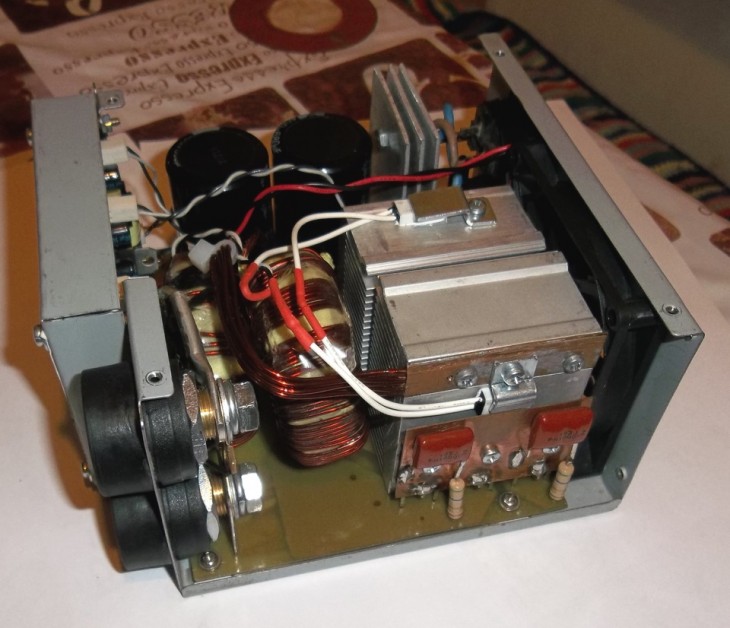
Сварочные трансформаторыпромышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен нарис.11. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которыхсоединен с электрододержателем, а второй — с заземляющим зажимом.
Рис.11 Портативный сварочный аппарат
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле
При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
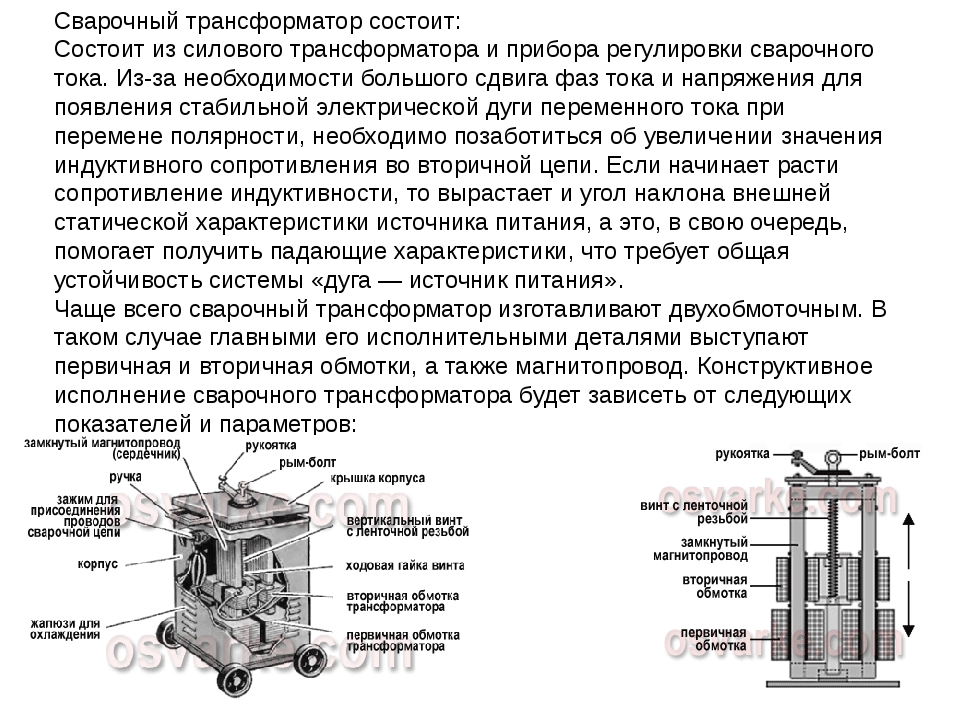
В конструкцию входит несколько составных частей:
Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.




Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.
Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.
Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:
Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
На что обращать внимание при выборе
Выбирать сварочный трансформатор нужно по таким характеристикам:
- Входящее напряжение. Для бытовых сварочных трансформаторов оно составляет 220 В, для более мощных промышленных аппаратов – 380 В.
- Ток сварки. Диапазон значений, как правило, лежит в пределах 50-500 А. Однофазные приборы обычно выдают около 250 А.
- Вторичное напряжение. Большинство трансформаторов работает в диапазоне от 30 В до 65 В.
- Длительность сварки. Она может варьироваться от 15-20 минут до нескольких часов.
- Мощность прибора. Бытовые модели потребляют около 3 кВт, промышленные – до 27 кВт. Некоторые аппараты не получится использовать от домашней электросети, для них понадобиться отдельный генератор.
- Материал обмотки. Сварочный трансформатор с алюминиевой обмоткой не такой мощный, как прибор с медной обмоткой при прочих одинаковых характеристиках.
Кроме технических параметров, важно подобрать сварочный трансформатор по приемлемой цене. Если не планируется сварка очень толстых металлических конструкций, вполне достаточно сравнительно недорогого бытового прибора
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В
Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.






Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
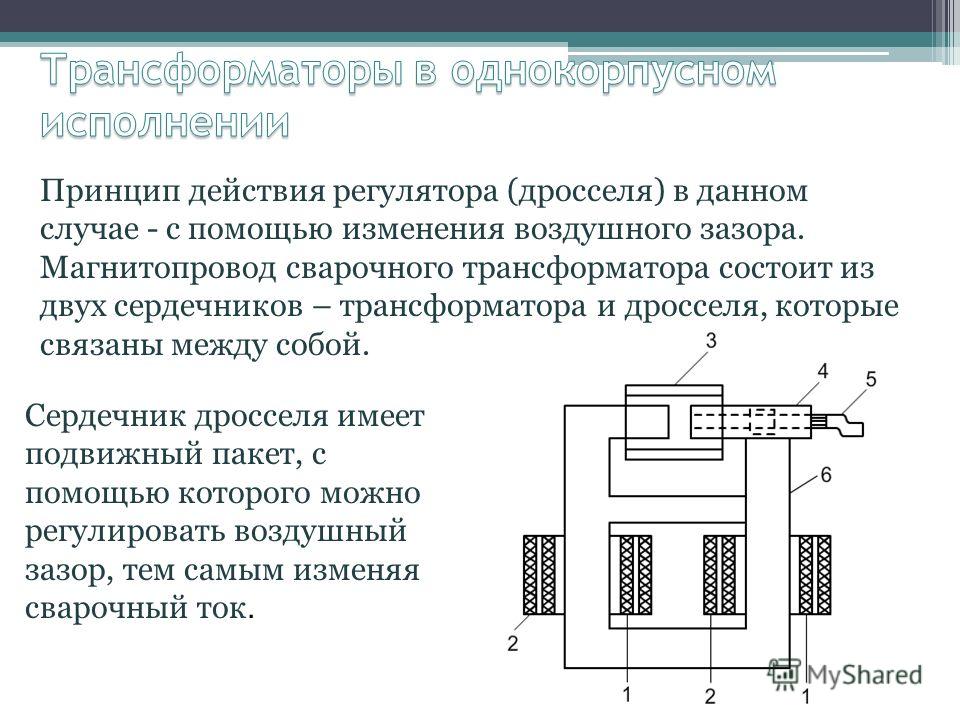
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Принцип работы
Сварочные трансформаторы характеризуются универсальным принципом функционирования, но характеристики и конструкция конкретной установки находятся в прямой зависимости от ее назначения.
Прибор для сварки точечным методом на выходе должен давать электроток в 5−10 кА (для моделей малой мощности) и 500 кА (для более мощного оборудования).
Оборудование, предназначенное для контактной сварки, обладает повышенным коэффициентом преобразования, а прерывающие приборы — высокой надежностью и не простым устройством, иначе сварка будет не очень качественной.
При покупке или самостоятельном изготовлении сварочного трансформатора следует обращать внимание на следующие критерии:
Показатель напряжения электросети — от данного значения зависит число фаз работы установки.
- Номинальный электроток — у моделей для бытового использования этот показатель не превышает 100А.
- Обширный диапазон регулирования тока сварки дает возможность пользоваться разными электродами.
- Показатель номинального напряжения при работе — выходное напряжение. Для обыкновенной дуговой сварки вполне достаточно значения от 40 до 70 В.
- Выходная и потребляемая мощности дают возможность произвести расчет КПД. Чем выше данный показатель, тем продуктивнее будет функционировать оборудование.
Трансформатор переменного тока
Самодельный сварочный трансформатор переменного тока — это классический тип трансформатора, который применятся в конструкции трансформаторного сварочного аппарата. Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Тем не менее, трансформатор на «переменке» — это основа трансформатора на «постоянке» (о котором мы расскажем далее), так что вам все равно придется научиться собирать его. И в этом нет ничего сложного.
Выбор проводов для обмотки
Для сборки сварочного трансформатора переменного тока вам необходимы провода для намотки первичной и вторичной обмотки. Также вам нужно сделать так называемый сердечник. Для этого нужна специальная электротехническая сталь, чтобы на этот сердечник уже намотать обмотки.
Определимся с техническими характеристиками, которые должен обеспечить наш трансформатор. Мы в качестве примера возьмем напряжение в 60 В и сварочный максимальный сварочный то от 120 до 160 Ампер. При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.
Но мы рекомендуем использовать провода сечением 7 кв.мм., это оптимальный вариант. При использовании таких проводов ваш самодельный трансформатор не будет бояться перепадов напряжения. Ну а что касается диаметра медной жилы для первичной обмотки, то в данном случае оптимальным вариантом будет значение в 3 мм.
Подбирая провода обратите внимание на их оболочку. Она обязательно должна быть тканевой
Ни в коем случае не полимерной. Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе.
Но учитывайте, что в такой ситуации обмотка увеличиться в размерах и трансформатор будет нуждаться в большем корпусе. Габариты аппарата и его вес так же увеличатся. Вся эта информация применима к первичной обмотке. Для вторичной обмотки можно использовать более толстые провода. Вроде тех, с помощью которых подключается держатель электрода.

![Сварочный трансформатор дома [устройство, принцип действия, схема]](https://molibden-wolfram.ru/wp-content/uploads/9/d/3/9d37ce1add23dab9ea62d35083a146a2.jpeg)



Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.
Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
- пассатижи, бокорезы и т. д. с изолированными ручками;
- набор напильников.
Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
- магнитопровод. Обеспечивает мощный электромагнитный поток, который индуцирует в обмотках электродвижущую силу (далее – ЭДС);
- провод и проволока. Необходимы для монтажа обмоток;
- каркасы катушек. На них наматываются обмотки;
- контактные колодки. Мощная контактная колодка с зажимами для сварочных проводов, мелкие колодки – для электромонтажа схемы;
- коммутаторы (переключатели). Осуществляют коммутацию секций обмоток при подборе величины сварочного тока;
- материал для межвитковой изоляции. Уменьшает возможность электрического пробоя изоляции обмоток;
- крепёжные изделия (болты, винты, гайки, шайбы и т. п.). Они необходимы для монтажа гаджета при осуществлении сборочных работ;
- изоляционная лента (типа Х/Б).
Важно: изоляционную ленту “ПХВ” применять нельзя, т. к
при нагревании она разрушается.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Какие виды сварочных трансформаторов существуют?
В зависимости от конструкции электрического устройства и метода его регулирования классифицируют на три основные группы.
- Аппараты амплитудного регулирования с номинальным магнитным рассеиванием. Конструкция состоит из корпуса трансформатора с дроссельным механизмом регулирования выходного напряжения, дополнительной катушки. Дроссель находится на магнитопроводе. В этих моделях обмотки медные или алюминиевые.
- Трансформаторы амплитудного регулирования с повышенным магнитным рассеиванием. Отличительные особенности данного вида заключаются в конструкции шунтов и обмоток. При небольшом весе оборудования рабочие характеристики заключаются в повышенном коэффициенте мощности.
- Тиристорные приборы. Оснащены фазорегулятором, расположенным на цепи, которая соединена с тиристорами и системой управления.
По количеству фаз сварочное оборудование бывает однофазным и трехфазным.

Первые модели работают при входящем напряжении 220 Вольт. Такие аппараты используют в основном в домашних условиях.
Трехфазные приборы работают от сети с напряжением 380 Вольт, их применяют в промышленности. Увеличенная сила тока позволяет сваривать металлические изделия большей толщины.


![Сварочный трансформатор дома [устройство, принцип действия, схема]](https://molibden-wolfram.ru/wp-content/uploads/3/f/0/3f0c1d30164214067e9a5d39ad5a1d50.jpeg)




Существуют аппараты, способные работать от сети напряжением 220 Вольт и 380 Вольт повсеместно.
В этом видео рассказывается, в чём разница между трёхфазным и однофазным сварочным:
Основные критерии при выборе
Чтобы аппарат имел высокую надежность, хорошую ремонтопригодность и долговечную конструкцию, необходимо при выборе обращать внимание на диапазон регулирования тока, продолжительность включения, напряжение, фазность, потребляемую мощность, тип охлаждения и число постов
Важно также просмотреть отзывы на отсутствие крупных габаритов, веса, низкой стабильности дуги, невысокого ПВ, сильной зависимости качества шва от мастерства, высокого энергопотребления и невозможности применить аппарат, чтобы сварить цветные металлы, сплавы между собой
 Мощность — основной критерий при выборе
Мощность — основной критерий при выборе
Обратите внимание! Выбирать аппарат нужно, учитывая силу тока. Бытовые агрегаты работают на 200 А, полупрофессиональные — до 300 А, а профессиональные — свыше 300 А. При выборе следует смотреть на толщину электродов
Оптимальный диаметр — это 2-5 мм для домашних работ
При выборе следует смотреть на толщину электродов. Оптимальный диаметр — это 2-5 мм для домашних работ.
Виды и характеристики сварочного трансформатора
 Назначение сварочного трансформатора во многом определяет его конструкцию:
Назначение сварочного трансформатора во многом определяет его конструкцию:
- Мощность сварочного трансформатора промышленных моделей достаточна для обеспечения нескольких рабочих мест, это многопостные приборы со сложным устройством.
- В быту используются однопостные модели.
Разделение по фазовому регулированию:
- Однофазные модели работают только при напряжении 220В. Силы тока на выходе подобных устройств достаточно для бытовых нужд.
- Трехфазные сварочные трансформаторы работают при напряжении в сети 380В, они дают на выходе большую силу тока, позволяющую сваривать металл большей толщины. Существуют модели, которые рассчитаны на работу как при напряжении 220В, так и при напряжении 380В.
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
Принцип действия
 Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Трансформатор для точечной сварки должен выдавать на выходе ток силой в 5-10 кА у маломощных моделей и до 500 кА – у мощных моделей, поэтому вторичная обмотка выполняется в одним виток.
Трансформатор для контактной сварки должен обладать высоким коэффициентов преобразования, а прерывающие устройства – надежностью и довольно сложным устройством, в противном случае качество сварки будет страдать.
Трансформатор для сварки проводов, напротив, представляет собой очень компактное и дешевое устройство, заменяющее дорогой сварочный инвертор. Требования к характеристикам будут не самыми жесткими: номинальное напряжение около 9-40В. Подобное устройство может собрать даже любитель.
При изготовлении и покупке такого прибора следует обращать внимание на базовые характеристики:
- Напряжение сети – от него зависит количество фаз, в которых работает прибор.
- Номинальный сварочный ток – у бытовых моделей он находится около отметки 100А, профессиональные изделия могут давать до 1000А.
- Широкие пределы регулирования сварочного тока позволяют использовать электроды разного диаметра. Для бытовых моделей характеры значения около 50-200А.
- Номинальное рабочее напряжение – напряжение на выходе из устройства. Для дуговой сварки достаточно 30-70В.
- Номинальный режим работы определяет, сколько прибор может проработать непрерывно.
- Напряжение холостого хода – важная характеристика для дуговой сварки. По правилам безопасности она не может превышать 80В, но чем ближе напряжение холостого хода к этой границе, тем проще вызвать дугу.
- Потребляемая мощность и мощность на выходе позволяют рассчитать КПД устройства. Чем он выше, тем эффективнее работает прибор.
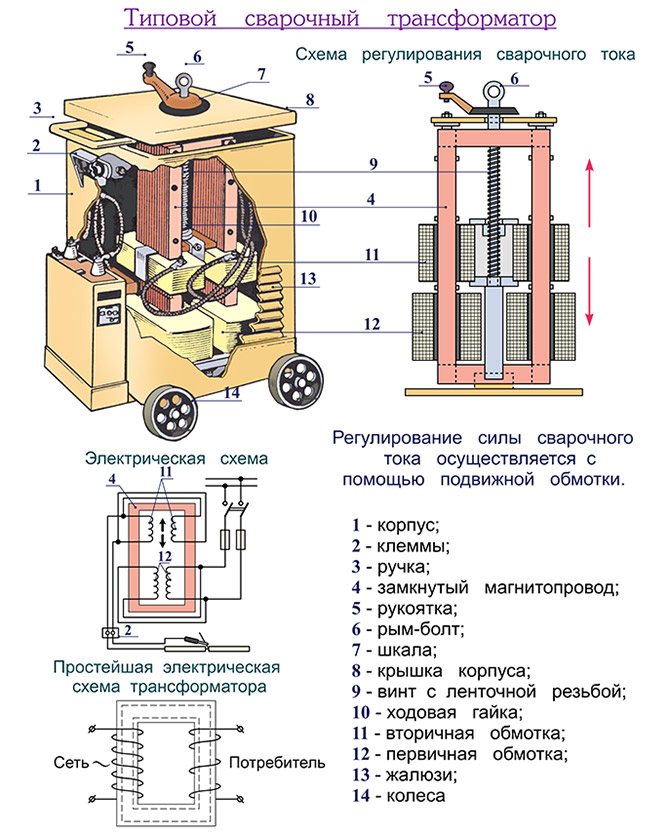
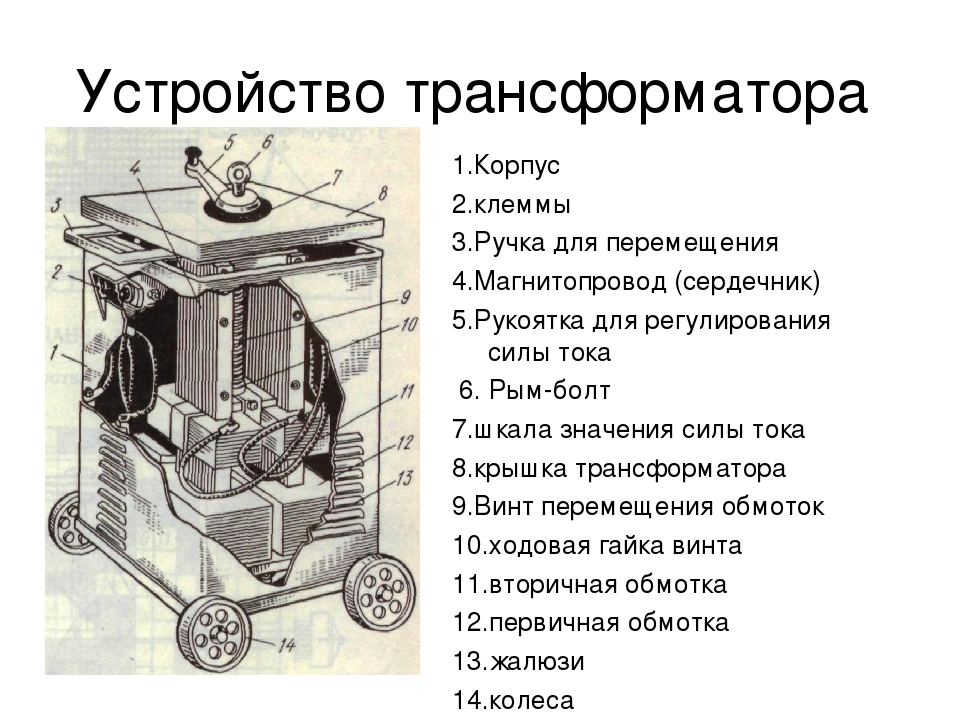
Конструкция сварочного трансформатора
Такой аппарат включает несколько узлов, которые создают электрическую дугу, способную расплавлять сталь. Компоненты изменяют параметры токов, поступающих от сети.


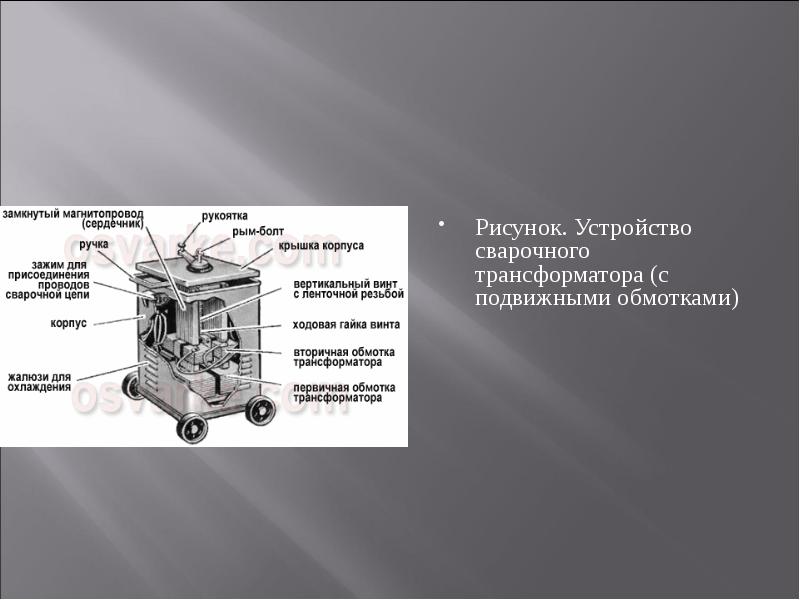

Сварка металлов становится возможной благодаря узлам, входящим в конструкцию аппарата:
- магнитопроводу;
- первичной обмотке из изолированного кабеля;
- винту;
- подвижной вторичной обмотке из неизолированного провода;
- ходовой гайке;
- рукоятке, вращающей винт;
- зажимам для фиксации кабелей;
- охлаждающей системе.
Магнитопровод не влияет на параметры тока, он лишь формирует магнитное поле. Для этого применяется набор стальных пластин, покрытых оксидным составом. Некоторые трансформаторы включают дополнительные компоненты, улучшающие работу оборудования.
Принцип работы сварочного трансформатора – функции дросселя
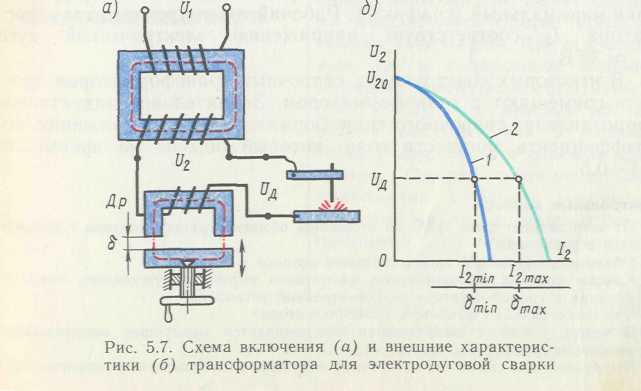
Устройство сварочного трансформатора зависит от главной детали – дросселя. Он позволяет регулировать сварочный ток и работает так: когда дуга при коротком замыкании возбуждается, ток, пройдя через обмотку из медного дросселя, создает мощнейший магнитный поток, который наводит в дросселе электродвижущую (ЭДС) силу самоиндукции. Именно эта сила направлена против напряжения сварочного трансформатора.
Стоит учитывать, что при вторичном напряжении трансформатора оно полностью поглощается падением напряжения в дросселе. Таким образом, этот процесс позволяет достигнуть почти нулевого значения в напряжении сварочной цепи. Благодаря тому, что возникает дуга, величина сварочного тока становится меньше. Этот процесс позволяет уменьшить ЭДС дросселя, который направлен против напряжения трансформатора. Таким образом устанавливается рабочее напряжение. Оно меньше, чем напряжение холостого хода, но его достаточно для постоянного горения дуги.
Принцип работы сварочного трансформатора позволяет увеличить силу сварочного тока: просто нужно увеличить зазор между подвижной и неподвижной частью магнитного провода дросселя. Этот процесс происходит так: когда увеличивается зазор, то сопротивление магнитного провода также увеличивается. Это ведет к уменьшению магнитного потока, соответственно, ЭДС самоиндукции катушки дросселя и индуктивное сопротивление уменьшаются. Все это приводит к тому, что сварочный ток увеличивается.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.
Работы начинаем с создания каркасов для обмоток. Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.
Собрав каркасы для обмоток, изолируем их термостойкой изоляцией. После чего начинаем мотать обмотки.
Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора. Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
https://youtube.com/watch?v=_ODVpELuBrw





