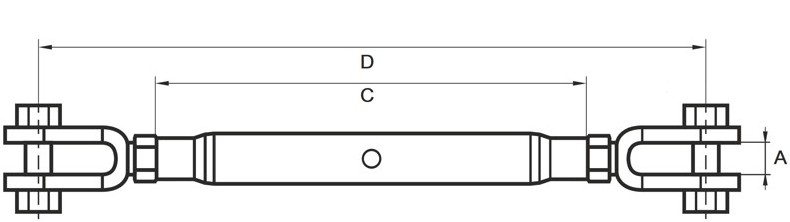
Конструкция
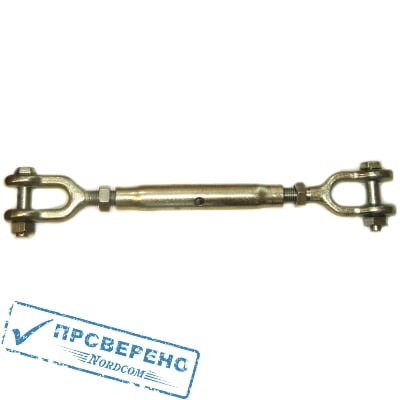
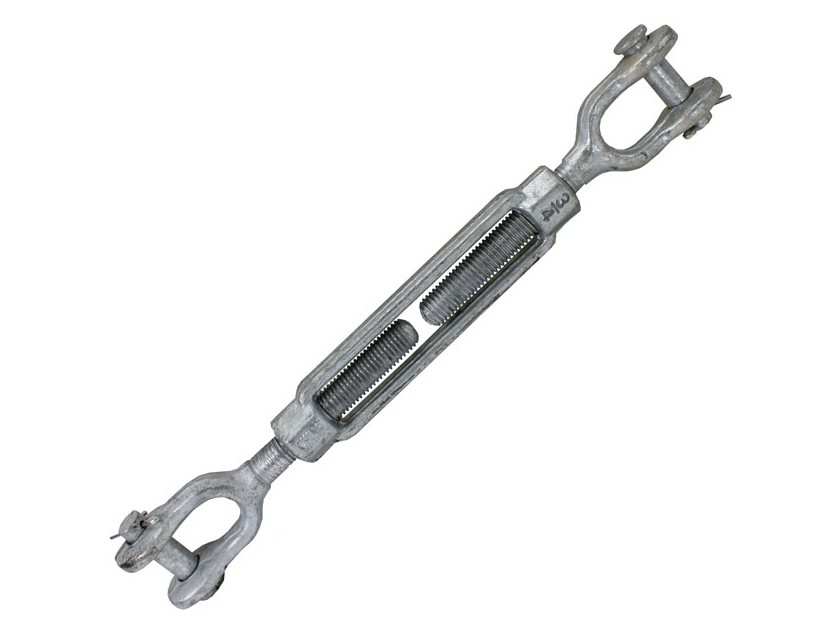
Главная эксплуатационная особенность такого талрепа заключается в том, что фиксирование происходит при помощи специального подузла – вилки, которая плотно охватывает смежный крепёжный элемент со всех сторон. Поэтому выскальзывание удерживаемого груза может произойти лишь в результате разрушения самой вилки. Исполнение муфты при этом аналогично другим исполнениям талрепов.
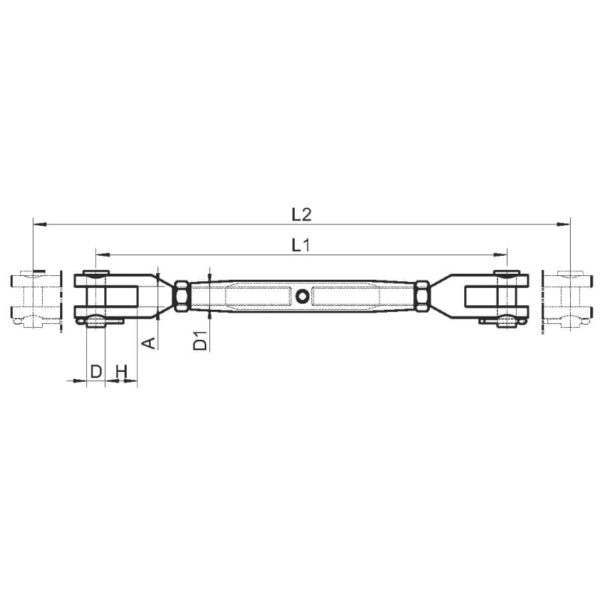
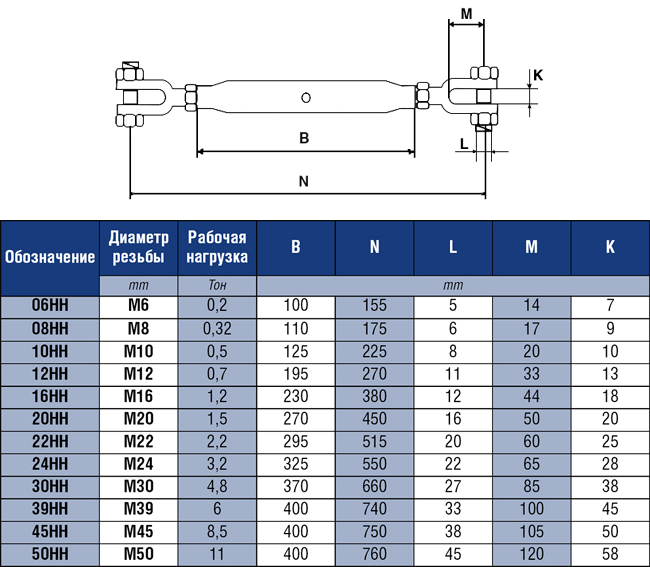
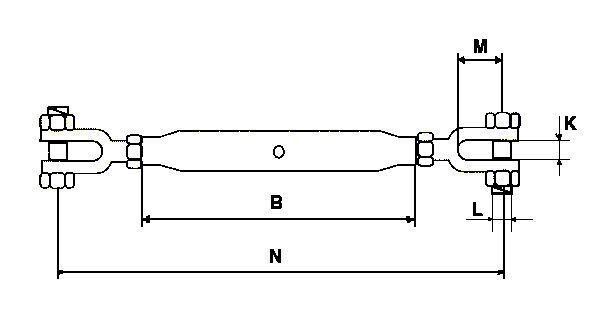
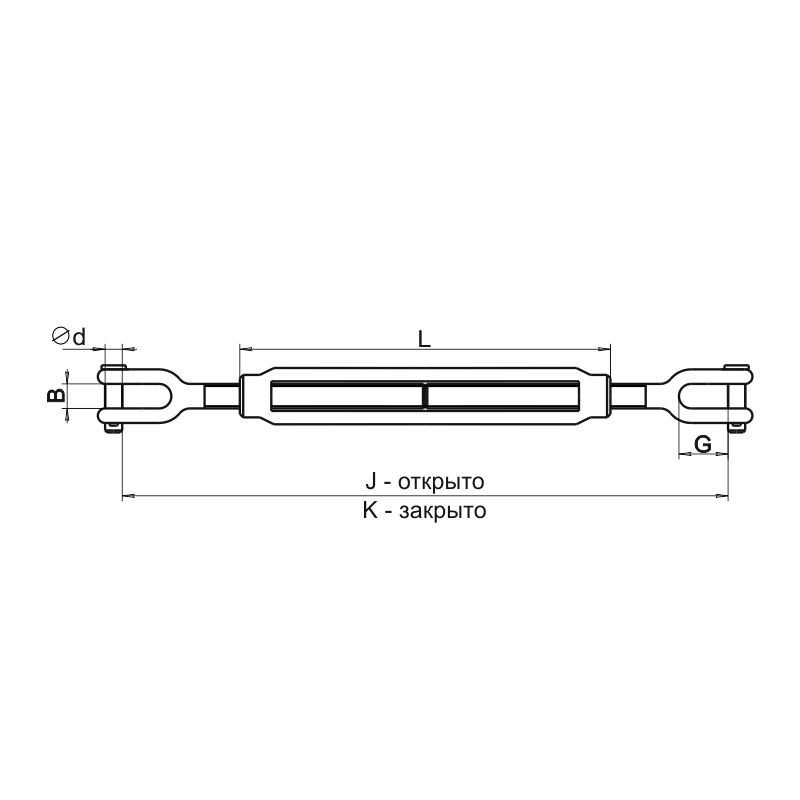
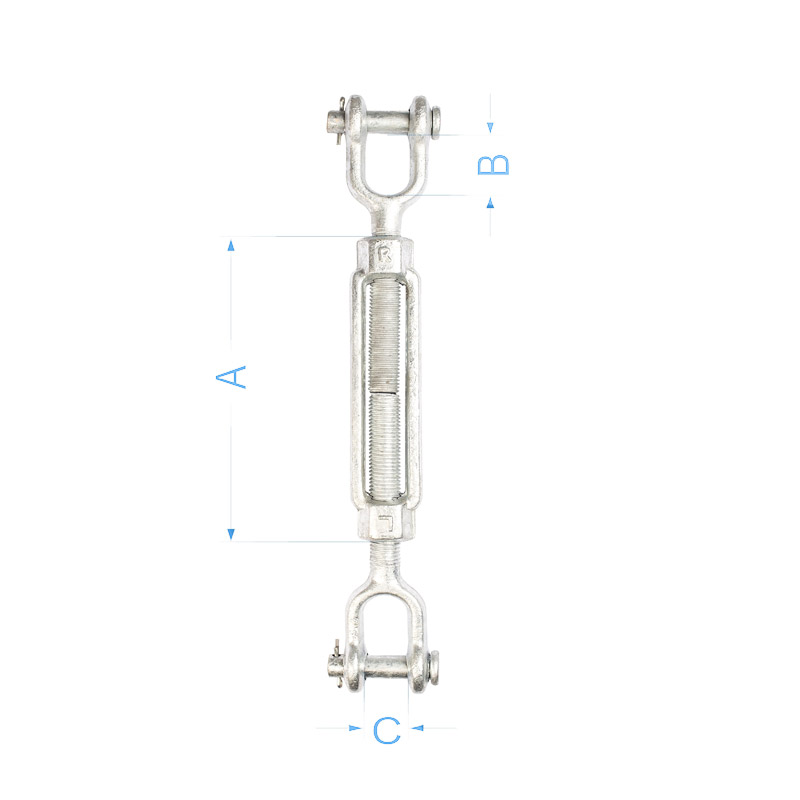
Вилка закрытого талрепа представляет собой стержневой элемент с U-образным разветвлением на одном из торцов (хвостовик второго торца при этом имеет резьбу, соответствующую резьбе в отверстии муфты). Хвостовик одной вилки имеет правую резьбу, второй – левую: это предотвращает самоотвинчивание вилки в процессе натяжения талрепа.
Вилка изготавливается методом горячей объёмной штамповки из прутковой заготовки, материалом которой служит качественная конструкционная сталь марки 20 и выше по ГОСТ 1050. Выбор материала обуславливается несущей способностью вилки: для талрепов повышенной нагружающей способности вилку штампуют из стали 35 или 45, а для талрепов вилка-вилка меньших типоразмеров можно использовать и сталь 20. После штамповки вилку подвергают термообработке: нормализации – для среднеуглеродистых сталей, либо цементации – для низкоуглеродистых.









Выбор технологии получения вилки весьма существенен. Сварной вариант вилки не может гарантировать прочность фиксации смежного крепёжного элемента (крюка или кольца), а литая вилка, ввиду неблагоприятной макроструктуры металла станет источником концентраторов напряжений.
В вилке пробивкой получают два отверстия, куда вводится закалённый палец – гладкий стержень с головкой. На стержне пальца имеется отверстие, для последующей установки фиксирующего шплинта. Все детали вилки стандартизованы: палец изготавливается по ГОСТ 9650, а шплинт – по ГОСТ 397. Таким образом, все детали вилки имеют должный уровень качества.




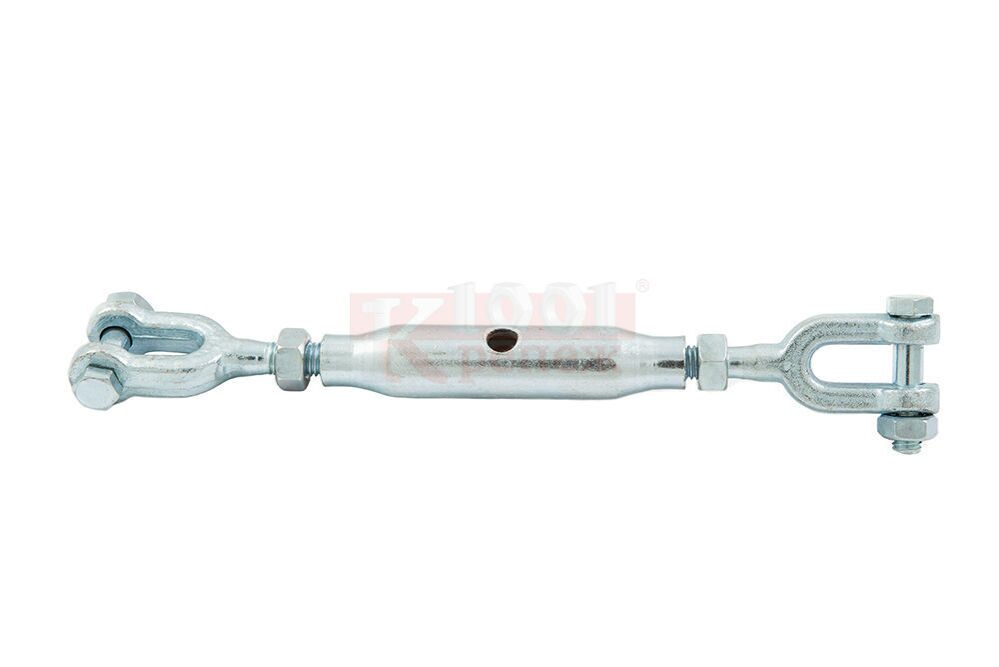






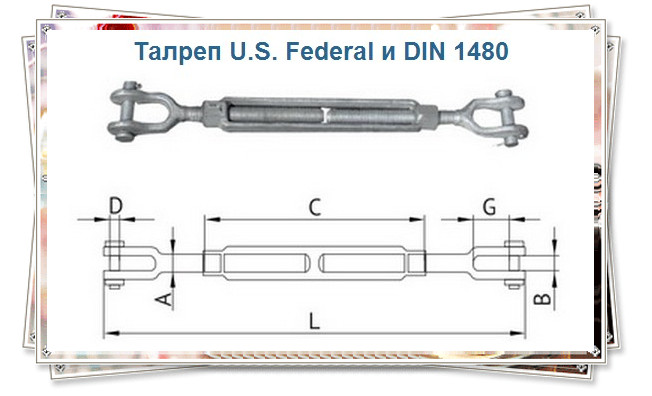
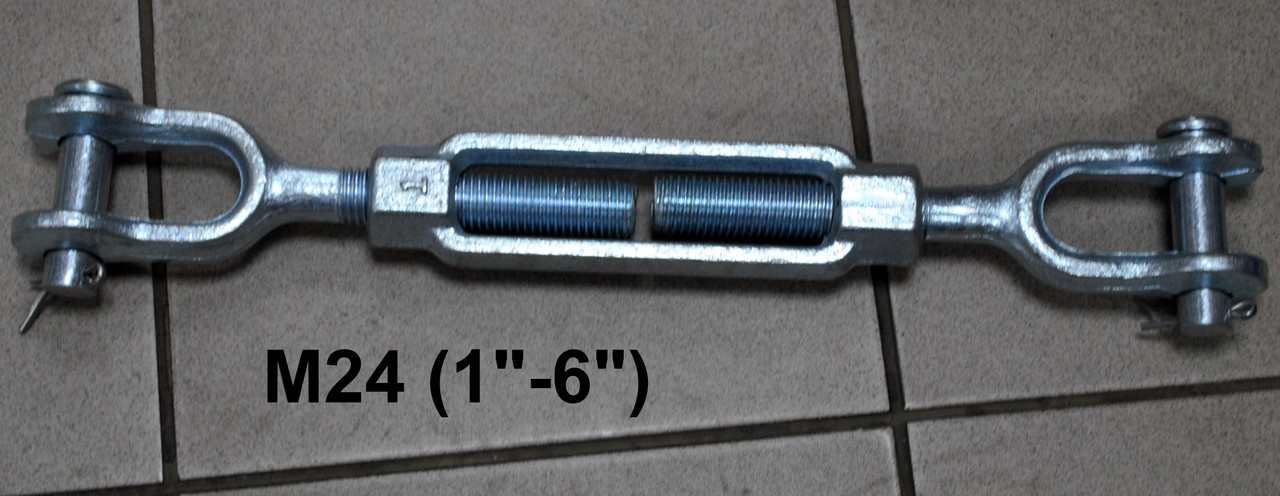
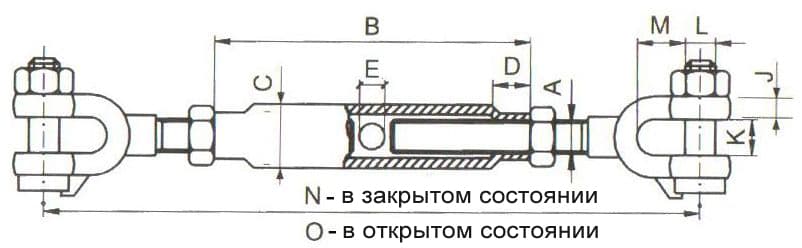
ГОСТ 9650 и DIN 1478 предусматривают также и упрощённый, открытый вариант талрепа вилка-вилка, который состоит из:
- Резьбовой шпильки, в средней части которой имеется шестигранная неподвижная гайка.
- Двух круглых гаек, резьба на которых соответствует резьбе на шпильке (на одном конце – левая, а на противоположном – правая).
- Двух U-образных дуг, изготавливаемых из калиброванного прутка.
Последовательность производства такого талрепа такова. Смежные концы обеих шпилек соединяют особо прочной гайкой по ГОСТ 5931, которую затем тщательно обваривают по всему периметру. Класс прочности гайки должен соответствовать эксплуатационному усилию, прикладываемому к талрепу. U-образные дуги приваривают к одной или к обеим круглым гайкам, после чего сварочные швы тщательно зачищают.