
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Примечания
- What is a Lathe Machine? History, Parts, and Operation (англ.). Brighthub Engineering . Дата обращения: 26 марта 2021.
- Clifford, Brian A brief history of woodturning (англ.).The Woodturner’s Workshop . Woodturners’ Guild of Ontario. — «the first evidence of the lathe itself comes from the 3rd century BC but it is known that it was in use long before that. A flat wooden dish which stood on wooden legs was found in a pit grave at Mycenae dated at 1100 to 1400 BC… suggests that it could have been turned on a mandrel held between centres in a lathe. Against this view must be set the fact that there is no sign of turned grooves on the piece». Дата обращения: 24 июля 2021.
- Clifford, Brian A brief history of woodturning (англ.).The Woodturner’s Workshop . Woodturners’ Guild of Ontario. — «The earliest piece from that was found at a site known as the «Tomb of the Warrior» at Corneto. This is a fragment of a wooden bowl, dated at around 700 BC, which shows «clear evidence of rounding and polishing on its outer surface and of hollow turning…» (Woodbury) Other Etruscan turned vessels were found on this site. … Excavations of a mound grave in Asia Minor (now Turkey) revealed two flat wooden dishes with decorative turned rims. These have been dated as from the 7th century BC.». Дата обращения: 24 июля 2021.
- Emperor’s Ghost Army (documentary). PBS. Время от начала источника: 26:00.
- Clifford, Brian A brief history of woodturning (англ.).The Woodturner’s Workshop . Woodturners’ Guild of Ontario. — «The earliest information on the lathe dates from the 3rd century BC. This is a bas-relief carving on the wall of the grave of an Egyptian called Petrosiris.». Дата обращения: 24 июля 2021.
- Murthy, S. Trymbaka. Textbook of Elements of Mechanical Engineering (англ.). — ISBN 978-9380578576.
- Нартов Андрей Константинович 1693 — 1756: биография кратко, годы жизни, деятельность (рус.). histrf.ru. Дата обращения: 26 января 2021.
- Неподражаемая точность (рус.) // rusplt.ru.
- Андрей Константинович Нартов — Изобретения и изобретатели России (рус.). www.inventor.perm.ru. Дата обращения: 26 января 2019.
- Tomiyama, Testuo Development of Production Technology and Machine Tools (presentation notes). Pages 18—21 (англ.) (PDF).OpenCourseWare: TUDelft . TUDelft (16 February 2016). — «1770 Jan Verbruggen Escaped to England with his Son Pieter Verbruggen (1734-1786) and Became Master Founder at Woolwich Arsenal». Дата обращения: 24 июля 2021. Архивировано 25 июля 2021 года.02. Ontwikkeling Fabricagetechnologie . Delft, Netherlands: TUDelft.
Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
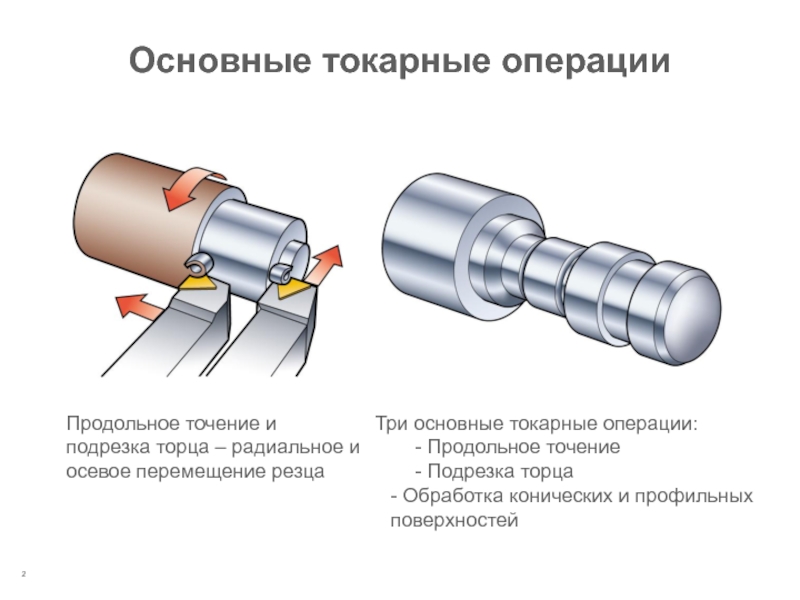
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.


Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).

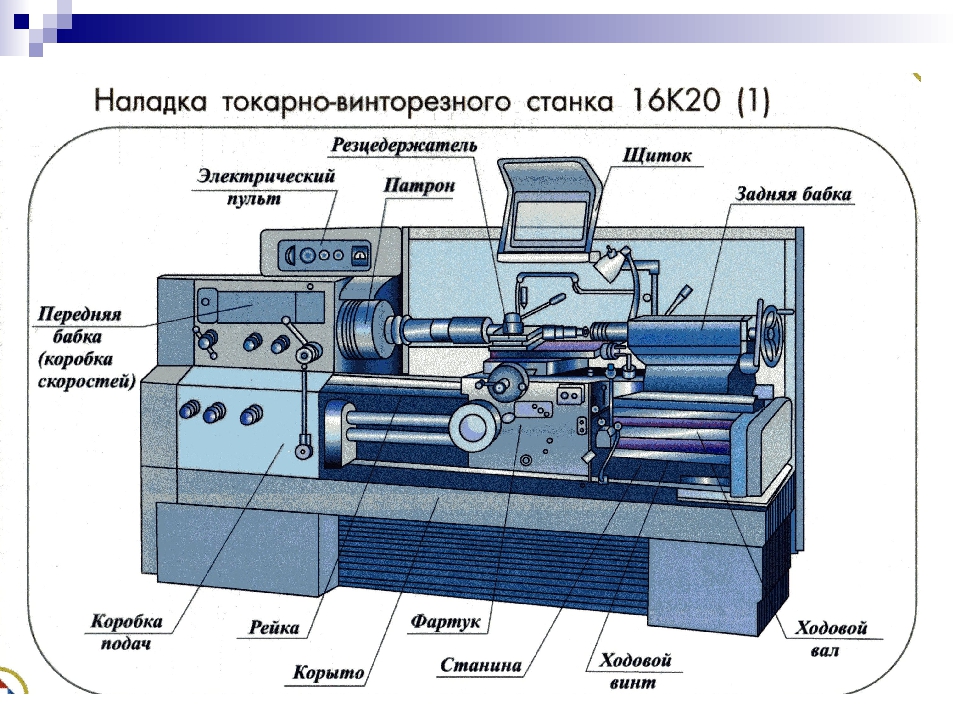
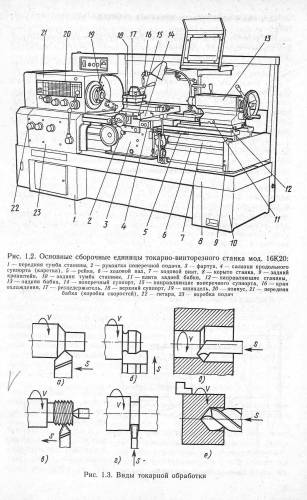
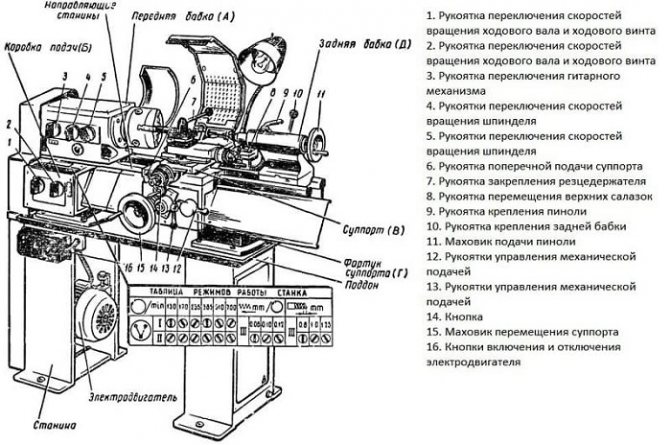
Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.

В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
Станки с ЧПУ
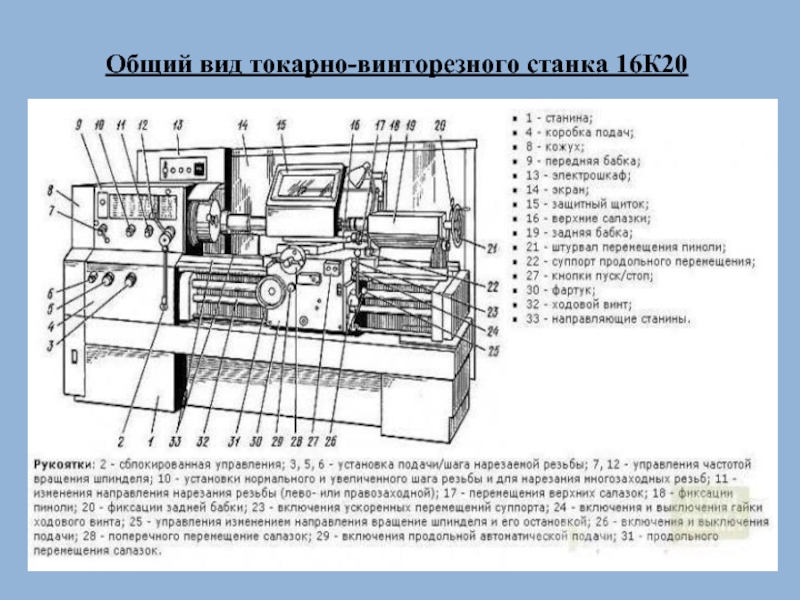
Токарный станок с системой управления ЧПУ Развитие вычислительной техники привело к созданию станков с программным управлением. В СССР выпускалось большое количество типов станков с ЧПУ — 16К20 («Красный пролетарий», Москва), 16Б16 (Куйбышев), ЛА155 (Ленинград) и др. Станки с ЧПУ заняли нишу между универсальными и агрегатными станками при производстве большой номенклатуры продукции (обеспечивается библиотекой программ обработки) относительно небольшими партиями (десятки и сотни штук). Малое время переналадки и высокая повторяемость обработки на станках с ЧПУ позволили резко увеличить выход годных деталей при многооперационной обработке. Базовыми системами ЧПУ в СССР были НЦ-31 и 2Р22 (токарная группа) и 2С42 и 2Р32 (фрезерная группа).
Сегодня ведущие производители станков с ЧПУ — Китай, Тайвань, США, Испания, Италия, Япония и Германия.
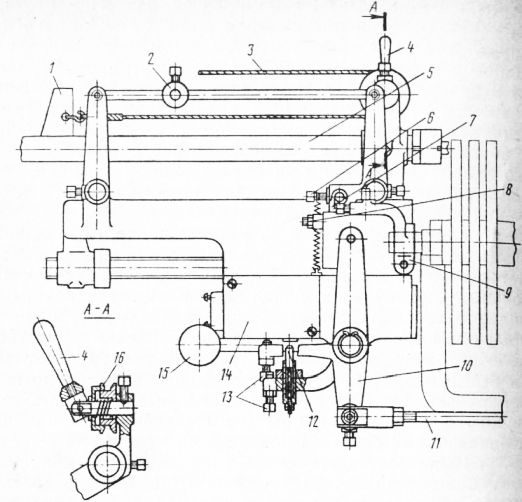
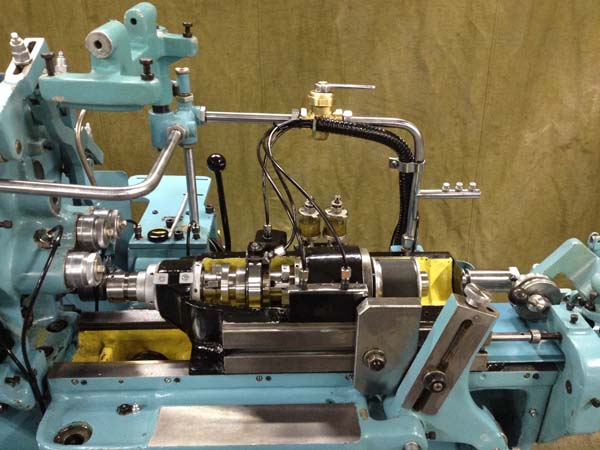
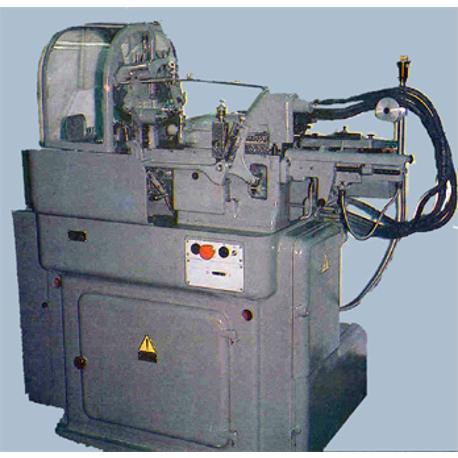
Схема электрическая принципиальная токарно-продольного станка автомата 11Т16А
Электрооборудование станка. Общие сведения
Расположение электрооборудования на станке показано на рис. 24. Принципиальная электрическая схема приведена на рис. 25.
На станке установлен трехфазный коротко-замкнутый электродвигатель главного привода Ml. При поставке автомата с приспособлением на нем устанавливается электродвигатель приспособления М2.
На станке применяются следующие величины напряжений:
- силовая цепь трехфазного переменного тока 50 Гц, ~220 и ~380 В;
- цепи управления 50 Гц, ~110 и ~24 В
- цепь местного освещения 50 Гц, ~24 В
- цепь сигнализации 50 Гц, ~5 В
Выбор рабочего напряжения производит заказчик.
Подключение станка к сети производится включением вводного выключателя, рукоятка которого выведена наружу.
Первоначальный пуск
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. Включить выключатель S1 (см. рис 25). Проверить действие блокирующих и сигнализирующих устройств, четкость срабатывания магнитных пускателей и реле.
![Токарно-карусельный станок [технические характеристики]](https://molibden-wolfram.ru/wp-content/uploads/f/2/5/f2569c4fea22f508b6b1778d4da0a2f7.jpeg)



Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.

Верхние рейки служат направляющими, по которым двигаются суппорт и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.

Передняя бабка поддерживает заготовку и придает ей вращение.
Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.
Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
Классификация
Токарные станки выпускаются для промышленного производства и для домашнего использования. Промышленные агрегаты обычно имеют большие габариты, значительный вес (более 1 т), высокую точность. Они работают от сети напряжением 380 В, режут заготовки больших размеров (длиной 500 мм и более).
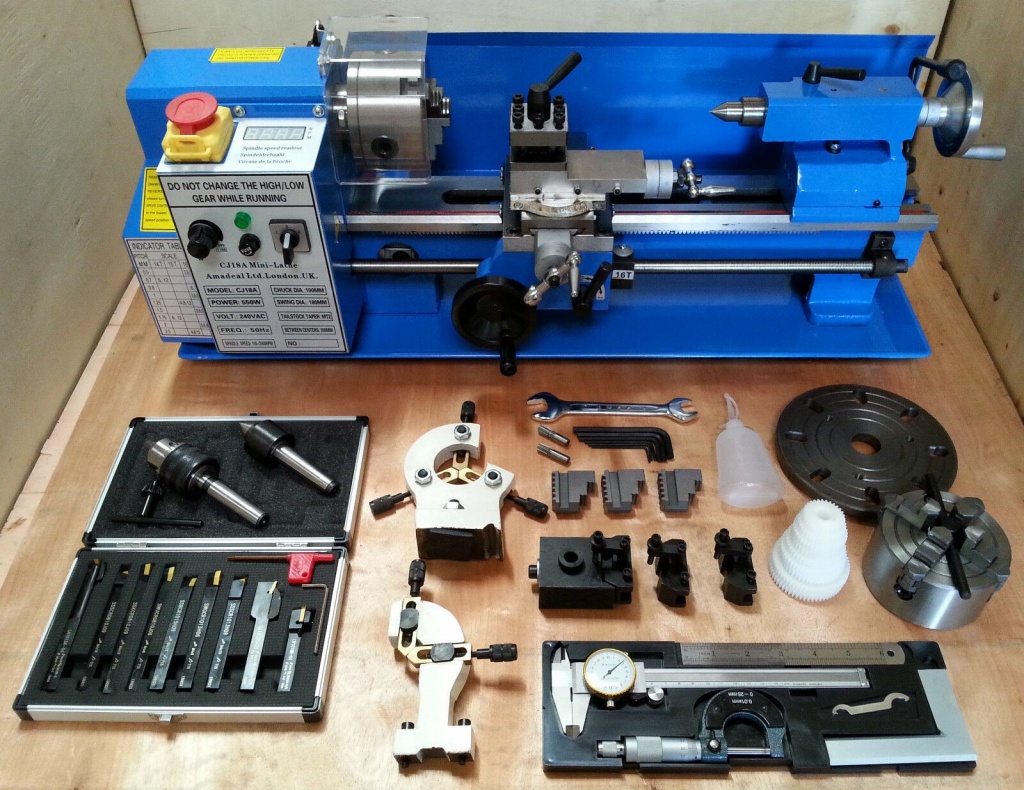
Бытовое оборудование не предназначено для работы с крупногабаритными тяжёлыми заготовками. Их длина не превышает 1000 мм. Токарный станок размещается в обычном гараже или сарае. Он работает от напряжения 220 В, имеет низкую мощность и точность резания. Средний вес 50-80 кг.
По типу операций и конструкции станки делят на:
Токарно-винторезные – предназначены для нарезания внутренней, наружной резьбы, расточки, обработки торцов, зенкерования. Наиболее популярный вид.
Расточные – сверлят, растачивают отверстия, нарезают резьбу, пазы, зенкеруют. Относятся к универсальному оборудованию.
Сверлильные – предназначены для создания отверстий разного диаметра в заготовках и нарезки резьбы.
Шлифовальные – служат для внешней и внутренней шлифовки деталей с помощью шлифовальных дисков, резки заготовок, заточки инструментов.
Токарно-фрезерные – позволяют проводить фрезеровку, сверление, формирование резьбы, заточку деталей, расточку с помощью металлорежущих резцов, установленных во фрезерную головку.
Универсальные станки с числовым программным управлением – выполняют различные задачи по резанию металла с помощью настроенных программ. Они точны, продуктивны и легки в эксплуатации.
-





Бытовые станки бывают напольные и настольные. Напольное оборудование имеет станину, которая укрепляется на виброгасителях или отдельном фундаменте. Агрегат весит 200-400 кг и более, имеет длину 1-1,5 м. На нём обрабатываются заготовки длиной до 750 мм и диаметром до 300 мм.
Настольный станок размещается на тяжёлом столе или станине. Он имеет меньшие габариты и вес до 200 кг. Предназначен для обработки небольших деталей, заготовок. Легкие модели вибрируют, поэтому не дают высокой точности работы.
В зависимости от расположения шпинделя токарные станки бывают горизонтальные и вертикальные. Большинство моделей имеют горизонтальную подачу детали на шпинделе для дальнейшей обработки. Вертикальные – используют для точения крупных заготовок большого диаметра и незначительной длины.
Карусельные станки
Токарно-карусельные станки (рис. 2) предназначены для обработки массивных деталей больших габаритов. Основной особенность, отличающей эти станки, является вертикальное расположение оси шпинделя и большой диаметр планшайбы.
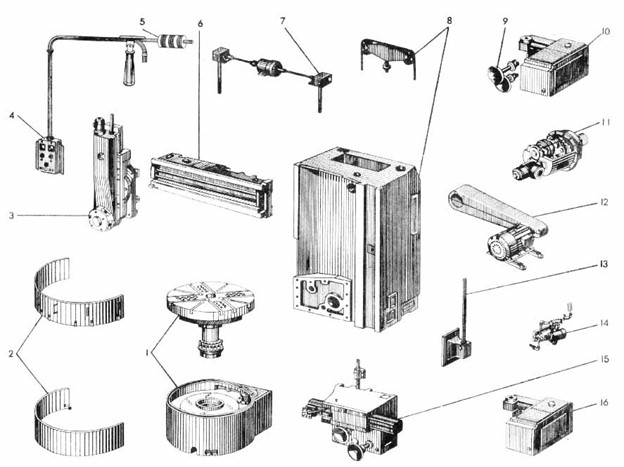
Рисунок 2. Устройство токарно-карусельного станка.
Рисунок 2. Устройство токарно-карусельного станка.
Токарно-карусельные станки состоят из следующих элементов:
- Стол с поворотной планшайбой. Стол служит опорой для обрабатываемой детали. В планшайбе закрепляется заготовка. Механизм вращения планшайбы связан с коробкой подач при помощи вала.
- Защитное ограждение планшайбы. Служит для ограждения оператора станка от вращающихся частей в процессе работы.
- Вертикальный суппорт. Предназначен для подачи в рабочую область режущего инструмента.
- Подвесной пульт управления. С его помощью производится управление работой станка.
- Регулируемый подвесной механизм пульта управления. Позволяет оператору становиться с той стороны станка, где удобнее контролировать процесс обработки.
- Поперечина. Служит для закрепления суппорта с возможностью перемещения его в горизонтальном и вертикальном направлении.
- Приводной механизм перемещения поперечины. Состоит из электродвигателя, двух угловых редукторов и винтовой передачи.
- Станина. На станине закрепляются все узлы станка.
- Механизм управления перемещением вертикального суппорта.
- Коробка подач вертикального суппорта. Предназначена дли изменения скорости подачи вертикального суппорта, а также для настройки автоматической подачи.
- Коробка скоростей. Служит для изменения скорости рабочего движения.
- Кожух. Защищает главную передачу.
- Механизм управления подачей.
- Устройство подачи смазки.
- Горизонтальный суппорт. Предназначен для перемещения резца, расположенного горизонтально. Подобным устройством оснащаются не все карусельные станки.
- Коробка подач горизонтального суппорта.
Токарно-карусельные станки способны обрабатывать заготовки, размеры и масса которых не оставляют другого выбора металлорежущего оборудования.
История создания
Токарный станок в школьной мастерской Токарный станок — древний инструмент. Самое раннее свидетельство о токарном станке восходит к Древнему Египту около 1300 года до нашей эры. Есть также незначительные доказательства его существования в микенской цивилизации, начиная с 13-го или 14-го века до нашей эры.
Четкие свидетельства изготовленных на станке артефактов были обнаружены в 6 веке до нашей эры: фрагменты деревянной чаши в этрусской гробнице в Северной Италии, а также две плоские деревянные тарелки с декоративными изготовленными на станке ободами в современной Турции.
В период враждующих государств в Китае, около 400 г. до н. э., древние китайцы использовали токарные станки для заточки инструментов и оружия в промышленных масштабах.
Первая известная картина, на которой изображен токарный станок, датируется 3 веком до нашей эры в Древнем Египте.
Токарный станок был очень важен для промышленной революции. Он известен как «мать станков», поскольку это был первый станок, который привел к изобретению других станков.
В 1717 году «придворный токарь Его Величества Император Петра Великого» Андрей Константинович Нартов впервые изобрёл токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс. В токарных станках той эпохи резец зажимался в особом держателе, который перемещали вручную, прижимая к обрабатываемому предмету. Качество зависело только от точности рук мастера, тем более, что в то время токарные станки уже применялись для обработки металлических, а не деревянных изделий. Нарезать резьбу на болты, наносить сложные узоры на обрабатываемый предмет, изготовить зубчатые колеса с мелкими зубчиками мог только очень искусный мастер. В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Станок позволял вытачивать сложнейшие рисунки почти на любых поверхностях. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время. Первые токарные станки Нартова хранятся в коллекции Эрмитажа, как шедевры инженерного искусства XVIII в.
Первый полностью задокументированный токарный цельнометаллический токарный станок был изобретен Жаком де Вокансоном около 1751 года. Он был описан в «Энциклопедии».
Важным ранним токарным станком в Великобритании был горизонтальный сверлильный станок, который был установлен в 1772 году в Королевском Арсенале в Вулвиче. Он работал на лошадиной тяге и позволял производить гораздо более точные и мощные пушки, которые с успехом использовались в американской войне за независимость в конце 18-го века. Одной из ключевых характеристик этого станка было то, что заготовка вращалась в противоположность инструменту, что делало её технически токарным станком. Генри Модслей, который позже много совершенствовал токарные станки, работал в Королевском Арсенале с 1783 года. Подробное описание токарного станка Вокансона было опубликовано за десятилетия до того, как Модслей усовершенствовал свою версию. Вполне вероятно, что Модсли не знал о работе Вокансона, поскольку в его первых версиях упора для скольжения было много ошибок, которых не было в токарном станке Вокансона.


Во время промышленной революции механизированная энергия, генерируемая водяными колесами или паровыми двигателями, передавалась на токарный станок посредством линейного вала, что позволяло быстрее и легче работать. Металлообрабатывающие токарные станки превратились в более тяжелые станки с более толстыми и жесткими деталями. Между концом 19 и серединой 20 веков отдельные электродвигатели на каждом токарном станке заменили линейный вал в качестве источника энергии. Начиная с 1950-х годов сервомеханизмы применялись для управления токарными станками и другими станками с помощью числового управления, которое часто сочеталось с компьютерами для создания числового программного управления (ЧПУ). Сегодня в обрабатывающей промышленности сосуществуют токарные станки с ручным управлением и ЧПУ.
10.7. Токарные автоматы и полуавтоматы, их классификация.
Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовок, включая загрузку и выдачу обработанной детали. Обслуживание автомата сводится к периодической наладке, подаче материала на станок и контролю обрабатываемых деталей.
Полуавтоматом называется автоматический станок, в котором часть движений неавтоматизирована. В большинстве случаев — это движения, связанные с загрузкой и снятием заготовок.
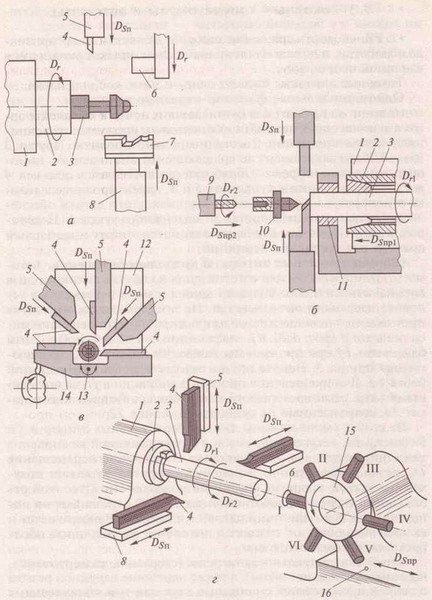
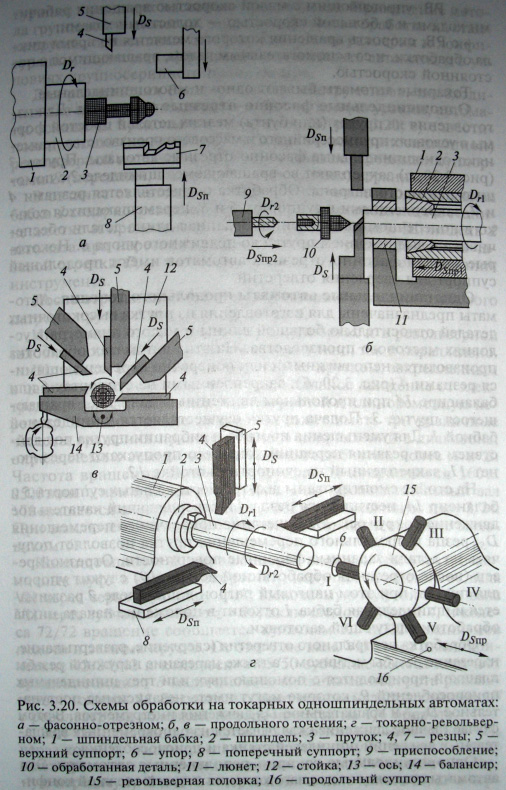
Токарные автоматы и полуавтоматы применяют для обработки деталей сложной конфигурации с помощью большого количества инструментов. Они подразделяются: по назначению — на универсальные и специализированные; по виду заготовки—на прутковые и патронные; по количеству шпинделей—на одношпиндельные и многошпиндельные; по расположению шпинделей — на горизонтальные и вертикальные. Из автоматов и полуавтоматов наибольшее распространение получили станки с кулачковым приводом.
Автоматическое управление циклом этих станков осуществляется с помощью распределительного (кулачкового) вала. Обычно за один оборот распределительного вала происходит полный цикл обработки.
Автоматы можно разделить на три группы. Первая группа — автоматы, имеющие один распределительный вал, вращающийся с постоянной для данной настройки частотой. Вал управляет как рабочими, так и вспомогательными движениями. Для автоматов этой группы характерна большая потеря времени при вспомогательных движениях, так как они выполняются при той же (медленной) частоте вращения распределительного вала, что и рабочие операции. Однако в автоматах малых размеров с небольшим количеством холостых движений применение такой схемы целесообразно вследствие ее простоты.
Вторая группа — автоматы с одним распределительным валом, которому в течение цикла сообщаются две частоты вращения: малая при рабочих и большая при холостых операциях. Такая схема обычно применяется в многошпиндельных токарных автоматах и полуавтоматах.
Третья группа — автоматы, имеющие, кроме распределительного вала, еще и быстроходный вспомогательный вал, осуществляющий холостые движения. Команды на выполнение холостых движений подаются распре делительным валом с помощью закрепленных на нем специальных барабанов с упорами.
Конструкция и принцип работы
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.
На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.
Принцип работы токарного станка состоит в следующем:
- инструмент для работы вставляется в пиноль задней бабки;
- задняя бабка должна быть установлена в соответствии с размерами детали; она передвигается по направляющим станины;
- между передней и задней бабками располагается суппорт, в процессе работы он перемещается по направляющим с помощью каретки;
- резцедержатели подбираются в зависимости от размера детали, они могут быть как одиночными, так и предназначенными для нескольких резцов.
Виды погрешностей оборудования
Геометрические погрешности.
Характеризуют погрешности взаимного расположения узлов станка и зависят от качества изготовления и сборки станка. Точность изделия по геометрическим параметрам – это совокупное понятие, подразделяющееся по следующим признакам:
- точность размеров элементов
- точность по шероховатости
- точность формы поверхностей элементов
- точность взаимного расположения элементов
Кинематическая точность
Влияет на скорость движения рабочих органов оборудования, на формообразование при зубообработке; они являются следствием погрешностей винтовых пар, зубчатых колес, переменная жесткость узлов и т.д.
- Упругие погрешности
- Температурные погрешности
- Динамические погрешности, связаны с колебаниями.
- Износовые погрешности в процессе работы (трения)
- Погрешности инструмента.
Обзор видов
Все токарно-фрезерные агрегаты имеют свой шифр в виде цифр и букв. По нему можно узнать возможности и составить описание того или иного оборудования. Обычно в таком шифре содержится три-четыре знака: первая цифра – это группа, к которой относится стан, вторая – это тип аппарата, третья и четвертая – это описание одного из главных параметров стана или материала, с которым предстоит работать. Если после первого обозначения находится буква, то она указывает на то, насколько усовершенствована или нет была базовая модель. Буква же после всей цифровой части говорит о классе точности, особенностях и варианте модификации базовой модели.






![Токарно-карусельный станок [технические характеристики]](https://molibden-wolfram.ru/wp-content/uploads/8/1/a/81a62d607dc582a87b3ce7f265d030ea.jpeg)
Еще в СССР была создана определенная классификация станков для работы с заготовками из металла, где все оборудование разделили на девять групп, каждая из которых делится еще на несколько подгрупп.
По конструкции фрезерная аппаратура довольно разнообразна, в общем же ее можно разделить на два основных типа:
- станы общего назначения, или универсальные, – сюда относятся вертикально-, горизонтально- и продольно-фрезерные;
- станы специализированные – это шпоночно-, карусельно-, шлицефрезерные, фрезерные с копиром и другие.
Токарно-винторезный
Этот вид токарного стана считается универсальным, именно поэтому он используется при производстве единичных деталей и деталей, выпускаемых сериями. С его помощью можно создавать винтовую нарезку модульного, метрического и дюймового типов, а также производить обработку металлических деталей.
Токарно-карусельный
Оборудование карусельного типа обычно используется для обработки заготовок больших размеров. Используются:
- для работы с заготовками в форме цилиндров и конусов;
- для создания пазов разных конфигураций;
- для фрезеровки, шлифовки и подрезки торцевых частей;
- для создания винтовой нарезки.
Конфигурация данного станка включает специальный стол с планшайбой, стойки и суппорты.
Лоботокарный
На лоботокарном оборудовании проходит обработка деталей цилиндрической и конической форм, лобовых заготовок. Главное отличие – ось вращения расположена в горизонтальной плоскости.
Токарно-револьверные
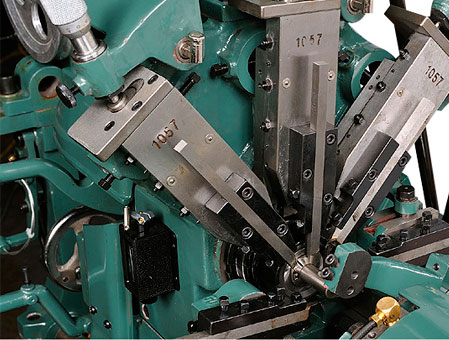
Револьверная группа станов используется для работы с деталями из калиброванного прута. Такое название оборудование получило благодаря тому, как крепятся в нем инструменты: фиксируются в статическом или приводном держателе. Эта особенность наделяет оборудование множеством возможностей: расточка, точение и фасонное точение, сверление, создание резьбы, развертывание, фрезеровка.
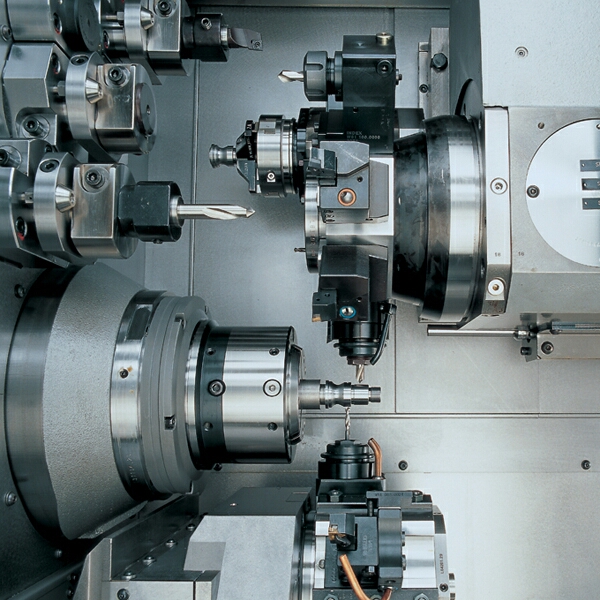
Токарно-фрезерный обрабатываемый центр
Для точения используются металлорежущие резцы, зафиксированные во фрезерной головке. Благодаря этому увеличивается количество функций станка.
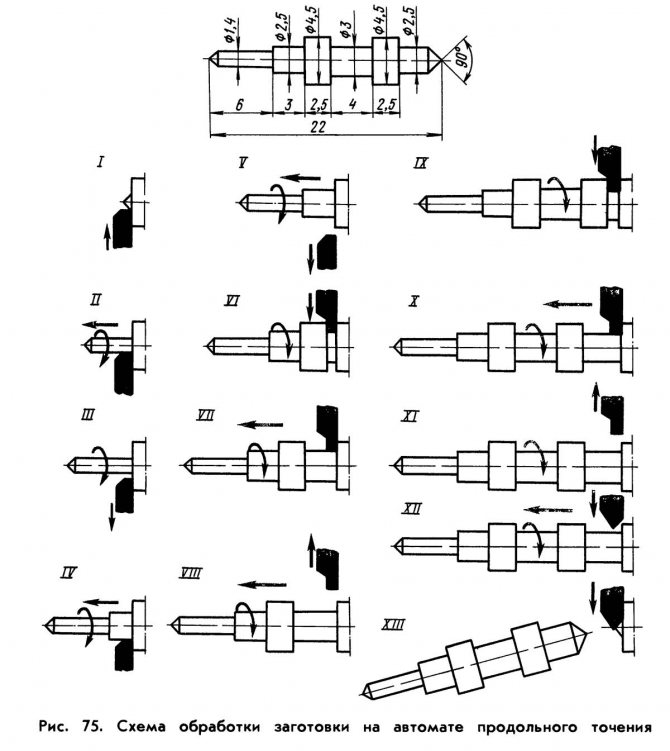
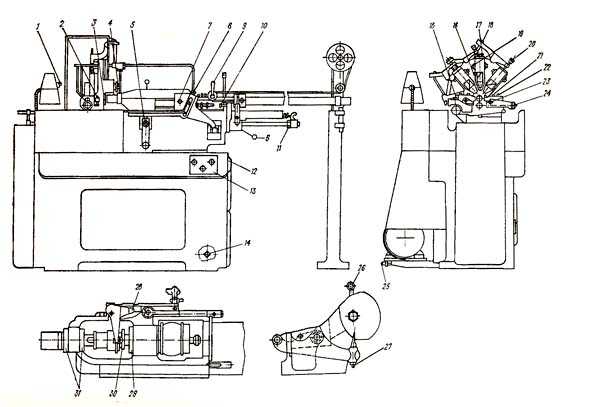
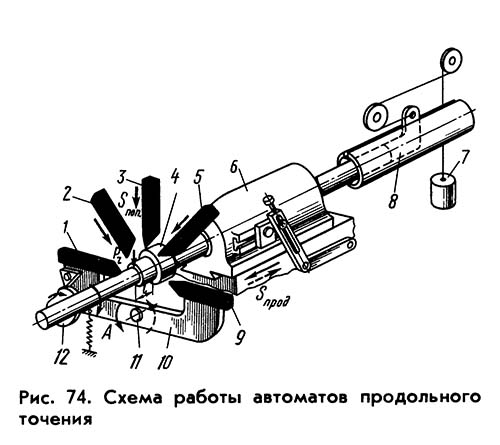
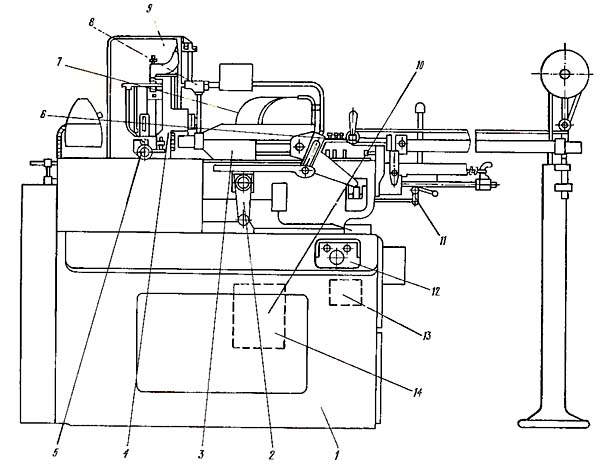
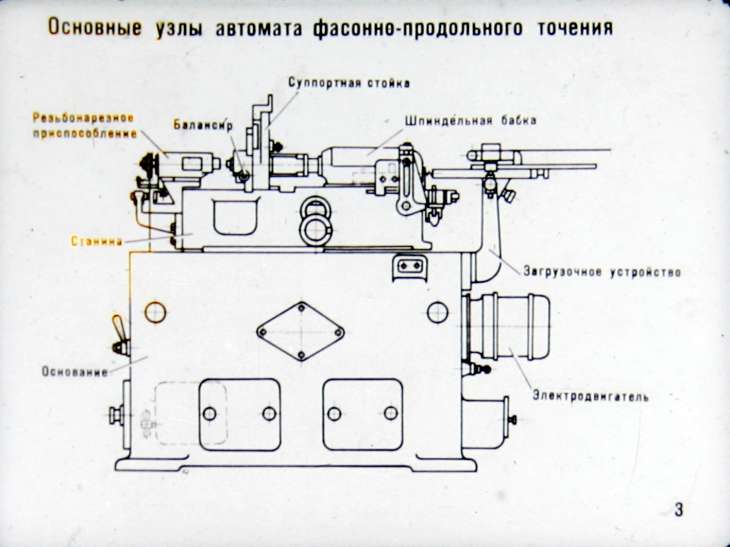
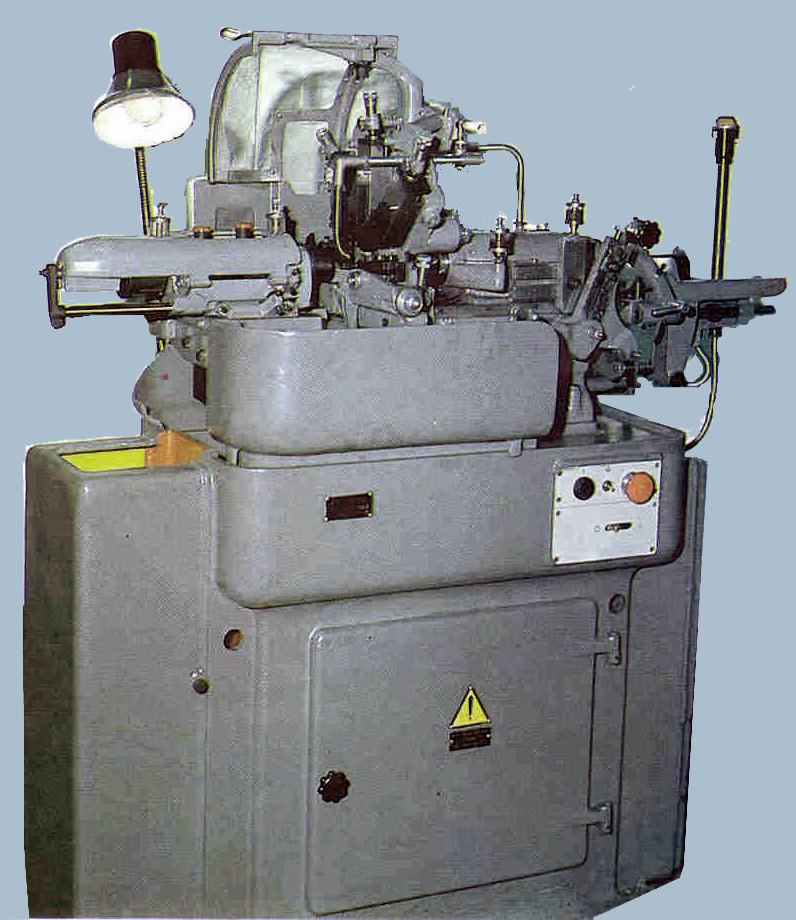
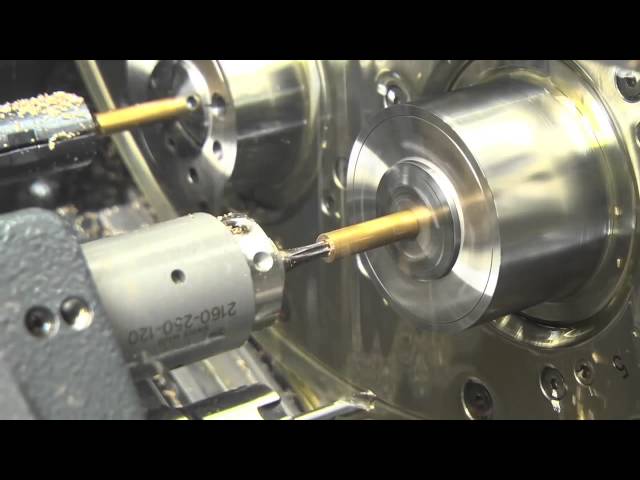
Автомат продольного точения
Используется на серийном производстве деталей маленьких размеров из прутов, профиля и проволоки, изготовленных из легированной стали, меди и других металлов. В состав оборудования входят подвижные и неподвижные бабки.
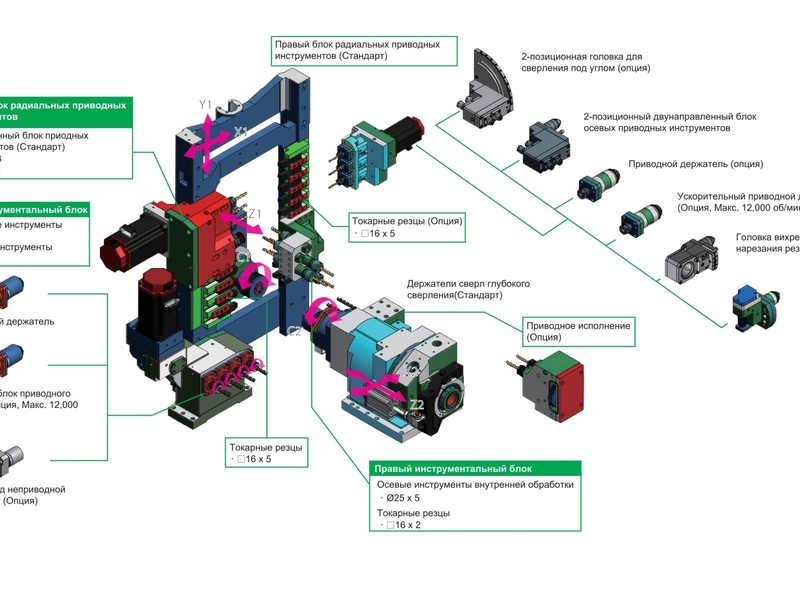
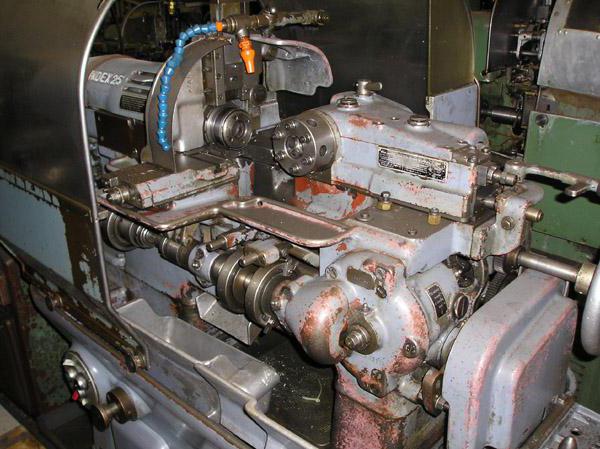
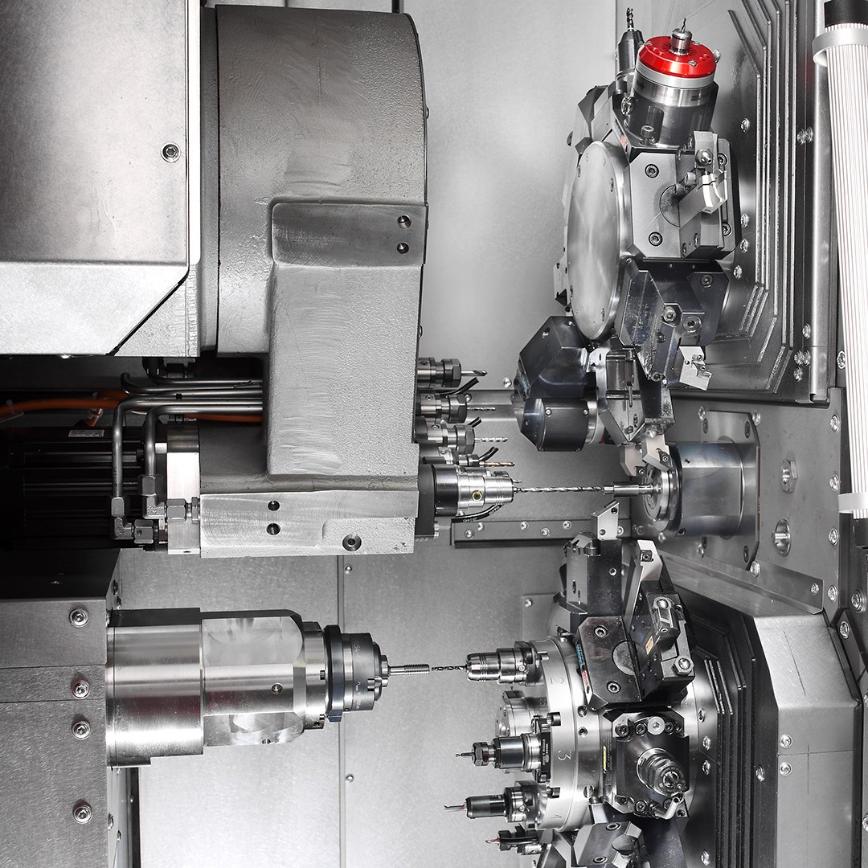
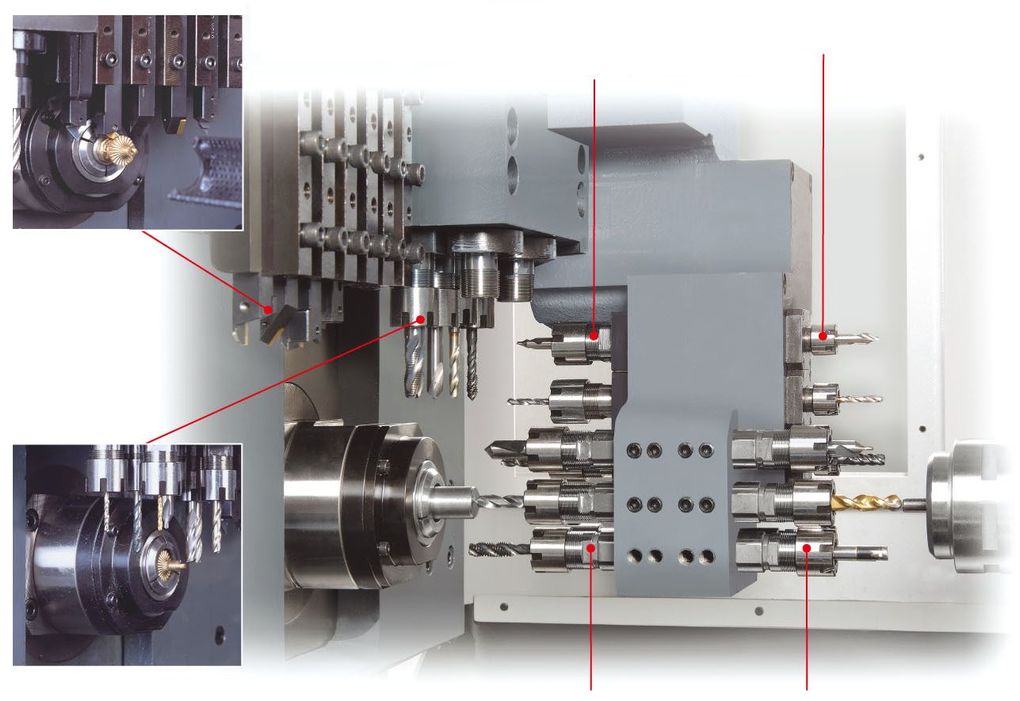
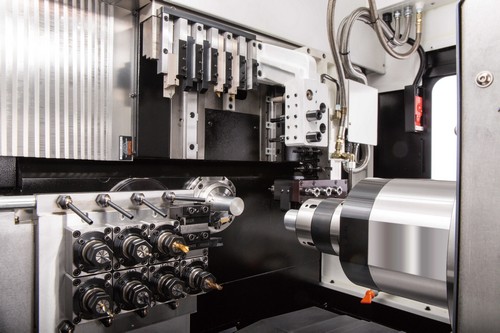
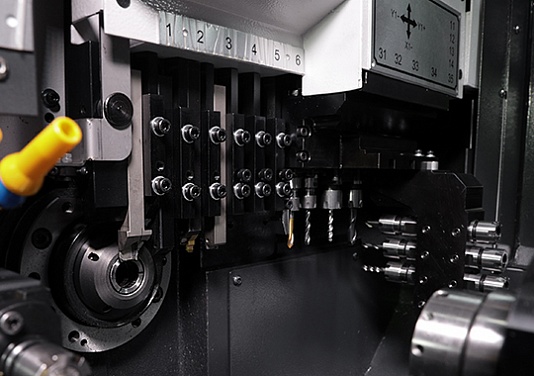
Многошпиндельные токарные станки
Станки этого вида используются для работы со сложными деталями из холоднотянутых прутов или труб различного диаметра сечения. Высокая мощность привода и жесткая конструкция обеспечивают высокую работоспособность оборудования.





