
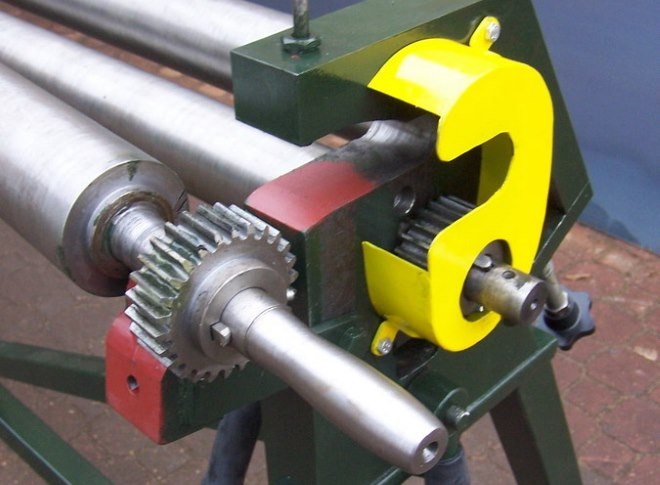
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.

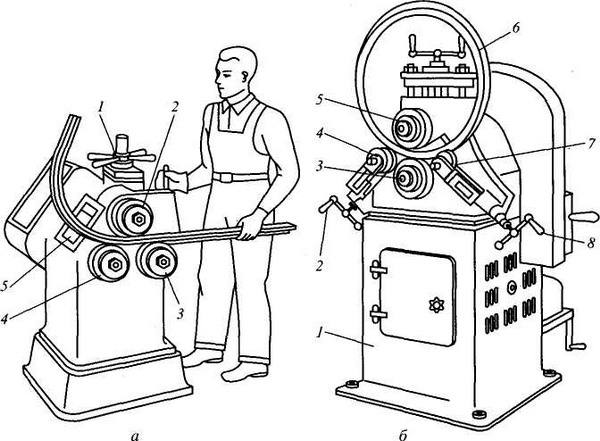
Устройство трехвалковых вальцов ручного типа
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
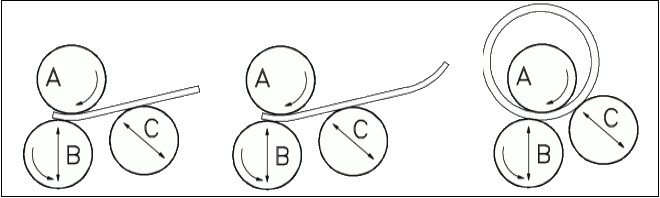
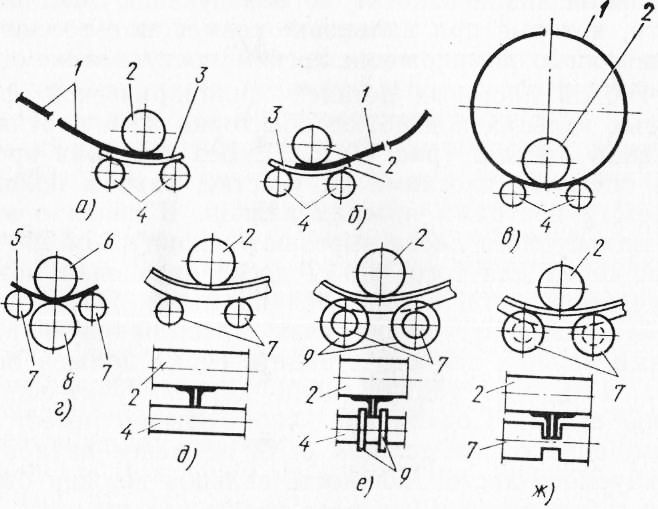
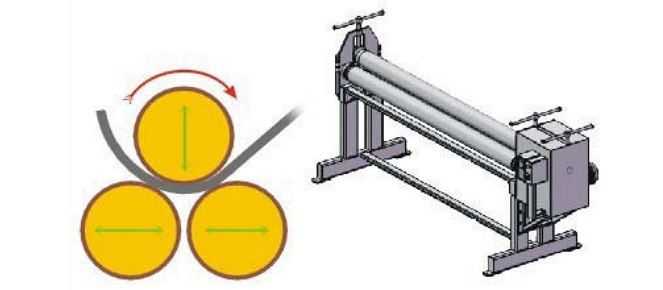
Схема работы валков
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.

Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.

Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
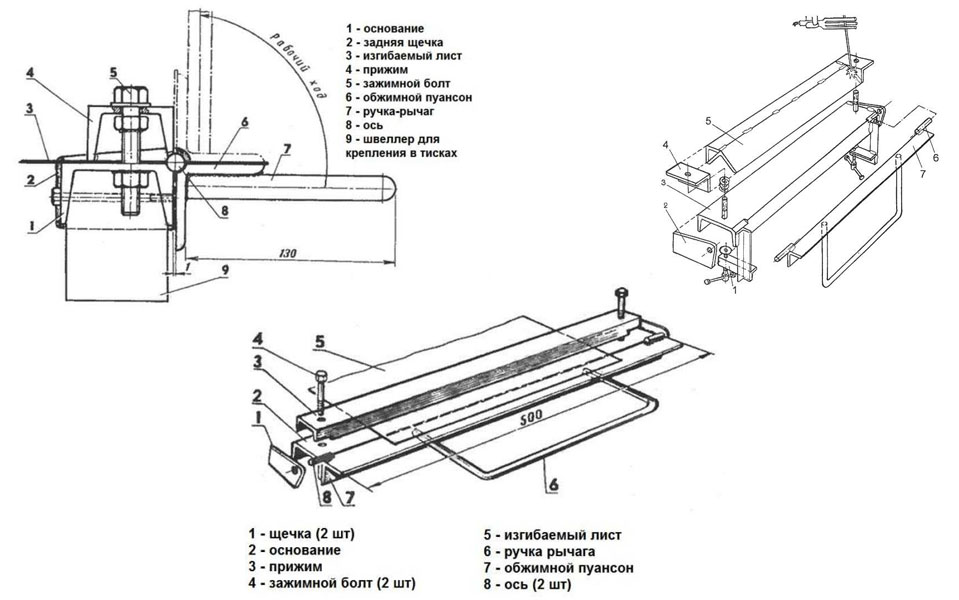
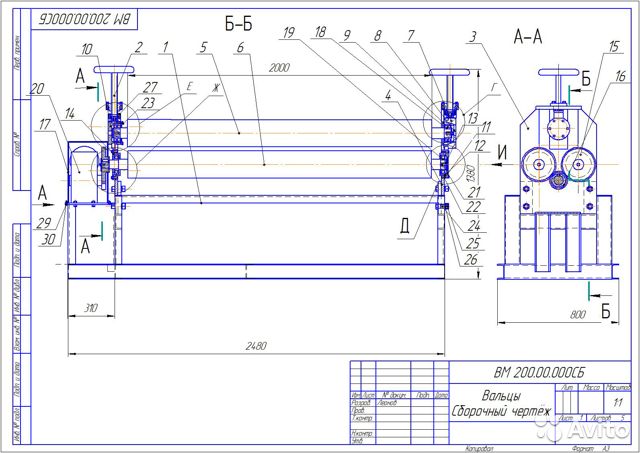
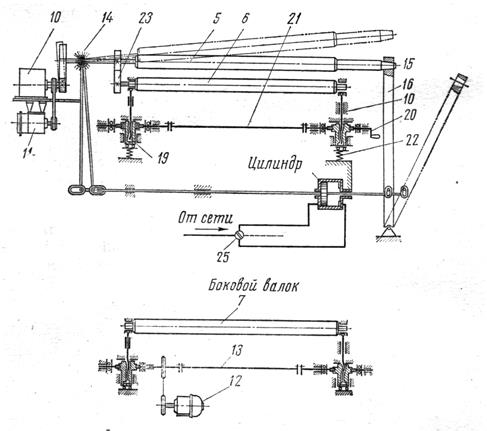
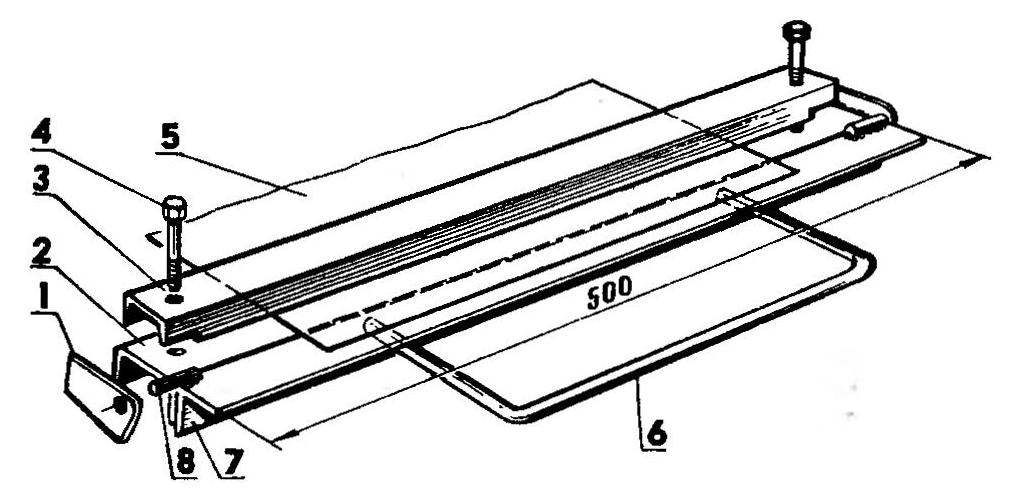
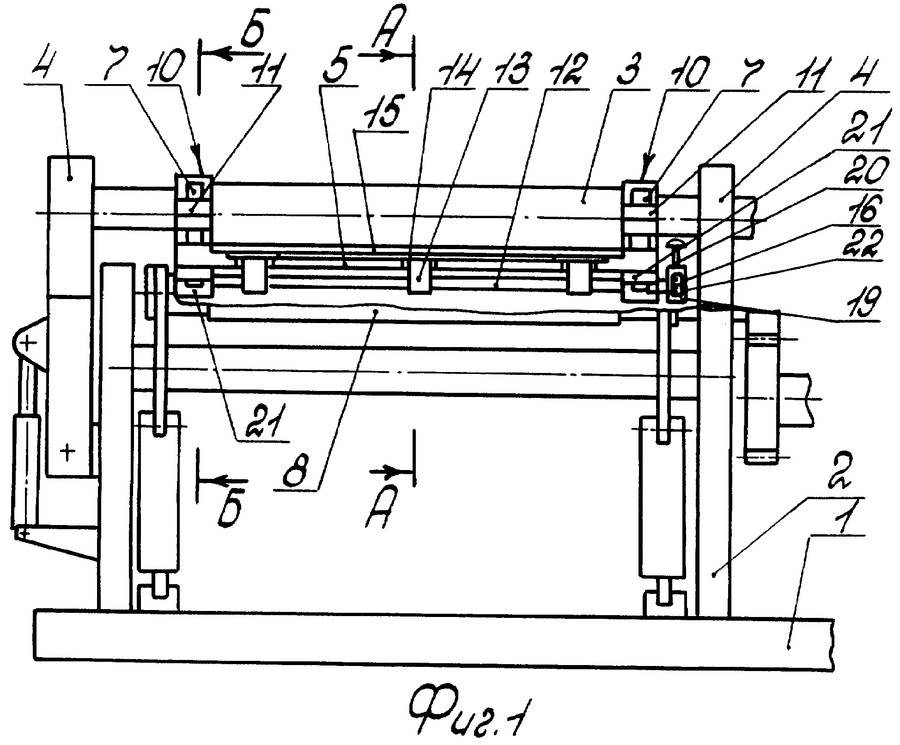
Состав узлов и особенности их изготовления

- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
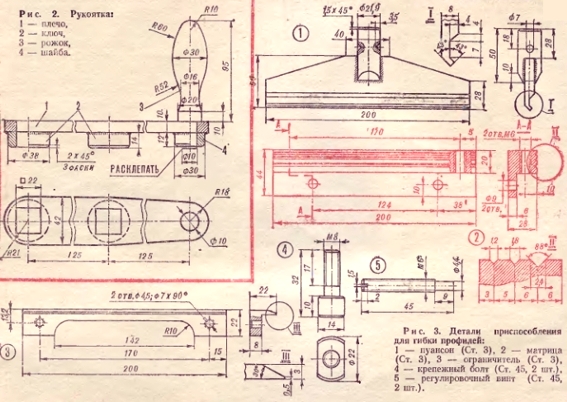
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам.
Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
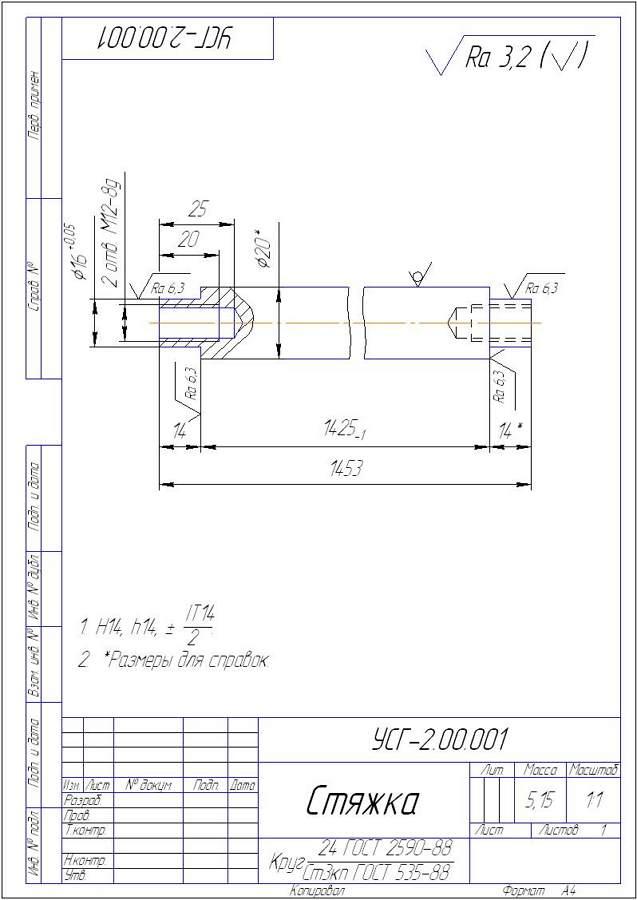
 Рабочие валки
Рабочие валки
Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы. Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема — вперед
- * Кнопка включения механизма съема — назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Главный привод включен»
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным — крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
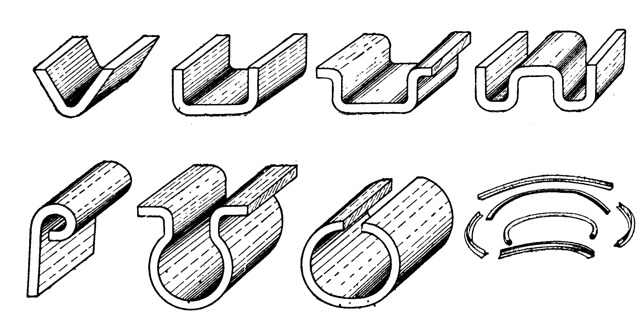
1 Что такое вальцевание?
В первую очередь следует разобраться, что же собой представляет вальцевание. Это один из способов деформирования металла, в результате чего последний обретает необходимый рельеф, а именно форму конуса. Причем такой процедуре подвергается не только листовой металл, но и прутки, трубы и иные профили. Кроме этого материала можно обрабатывать пластмассы, резиновые смеси, главное, чтобы исходный образец был достаточно пластичен.
 Вальцевание металла
Вальцевание металла
Делается эта операция посредством специального одноименного инструмента – вальцовки. На производстве используются громоздкие станки с гидро- и электроприводом, а вот для домашнего применения сойдут и более простые ручные конструкции, часто сделанные своими руками. Листовой металл пропускают через валки, в результате чего он обретает цилиндрическую форму. Если обработке подвергаются трубы, то такая операция носит название – развальцовка. С ее помощью можно увеличить диаметр полого элемента.
Почему этот вид обработки столь востребован в современном мире? Все благодаря неоспоримым преимуществам. Прежде всего это холодная деформация, т.е. материал не подвергается воздействию высоких температур, как при сварочных работах. А значит, и свойства его остаются неизменными. Также можно избежать таких нежелательных дефектов, как холодные и горячие трещины, поры, непровары и т. д. Отдав предпочтение этой обработке, вы можете рассчитывать на равномерное деформирование изделия по всей поверхности. Благодаря такой операции изготавливают точные заготовки, готовые детали и декоративные элементы. Еще стоит отметить, что вальцовка нашла широкое применение еще и в ювелирном деле.
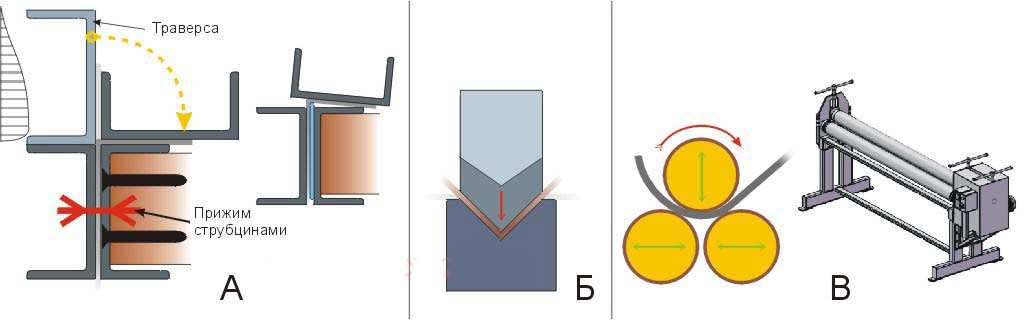
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.
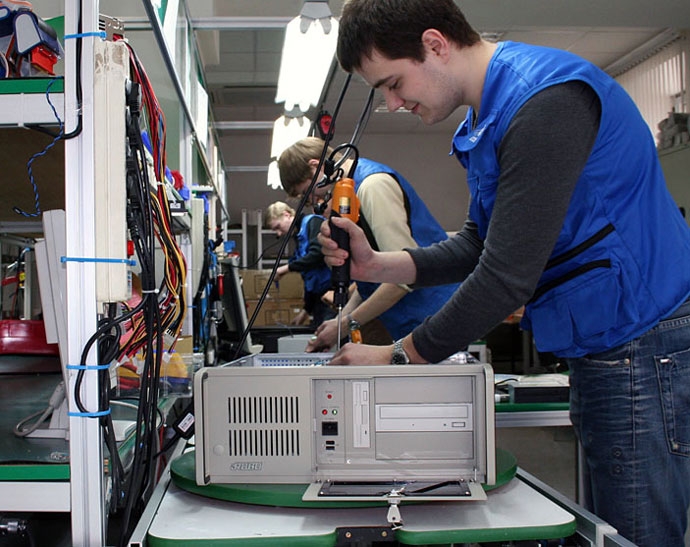
Сборочное производство
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
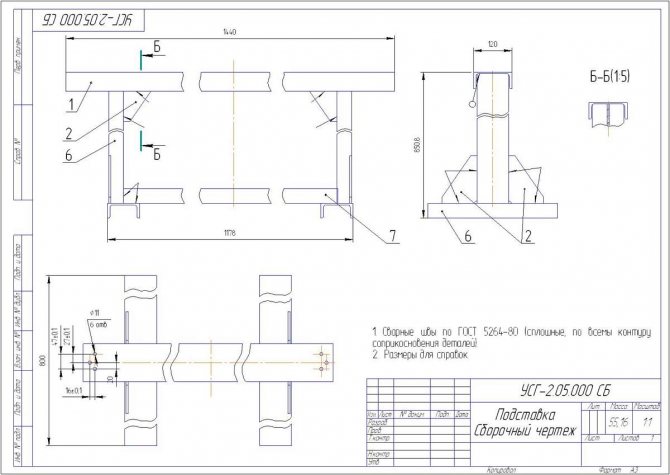

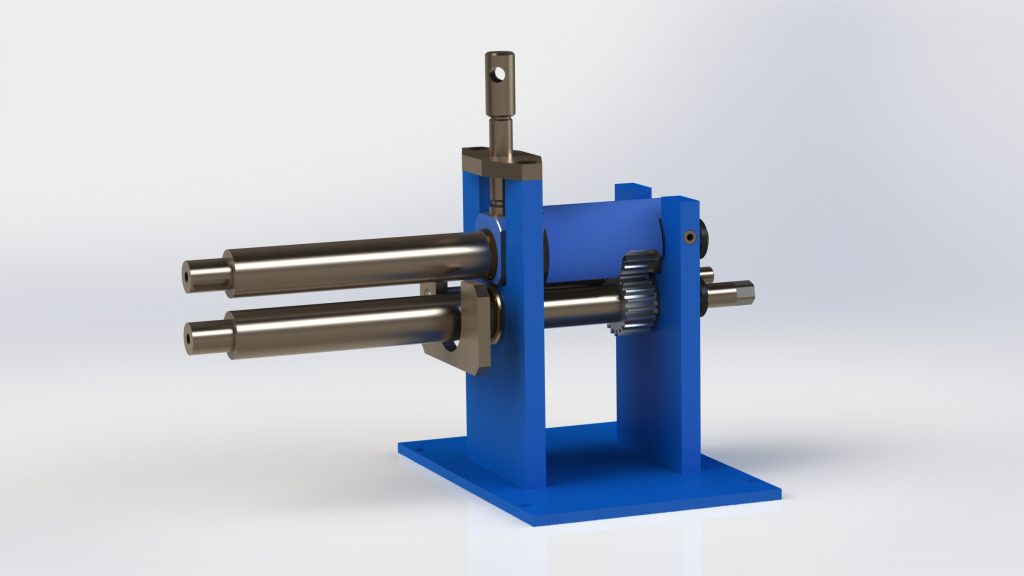
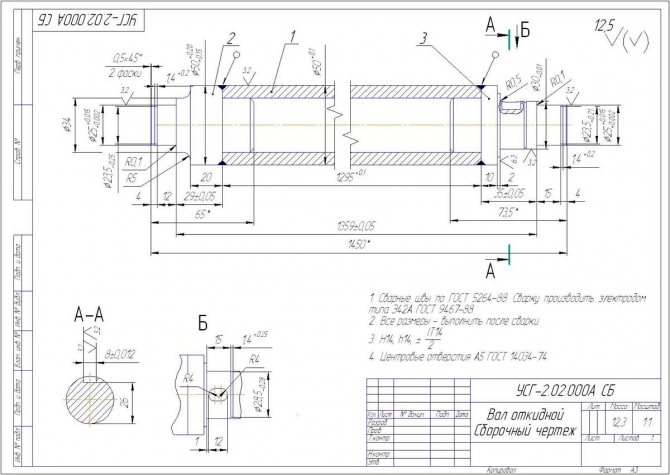
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
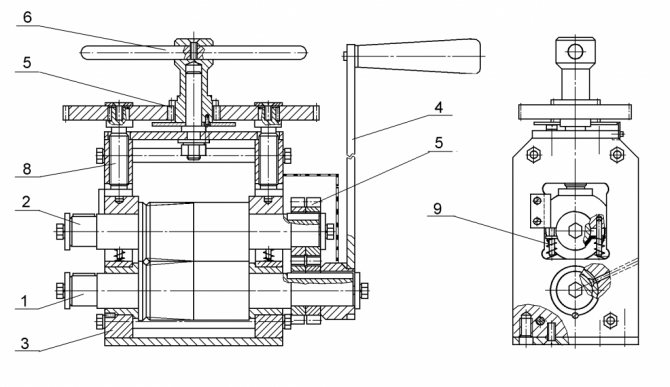
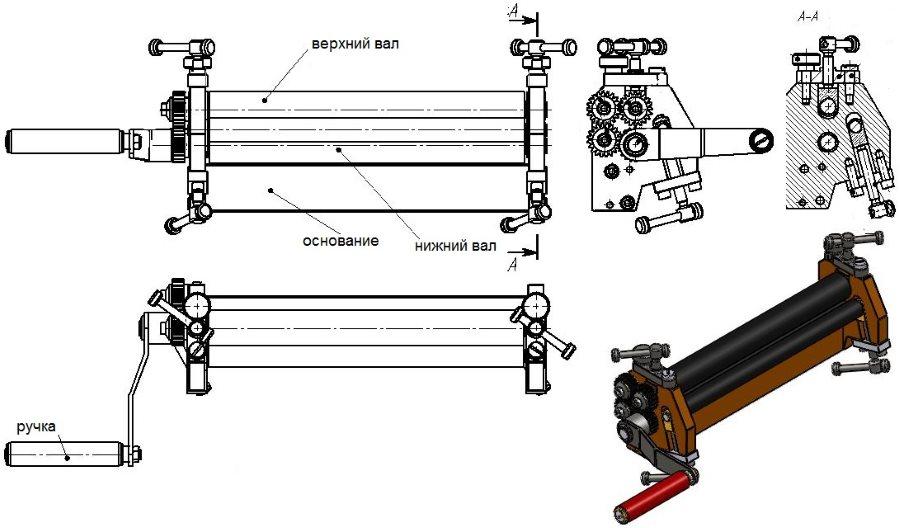
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0 ).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
 Станок для усиления профиля
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Профильная труба
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.

Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
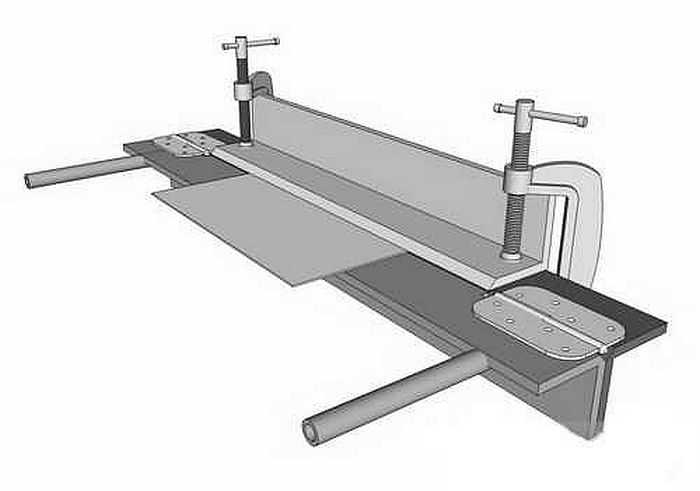
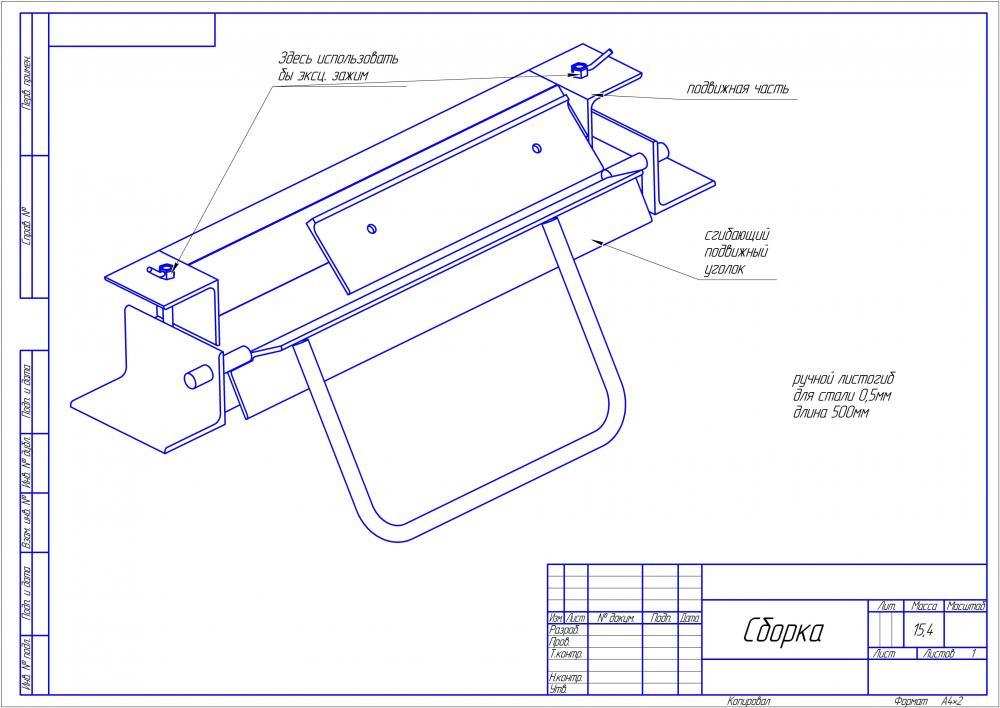
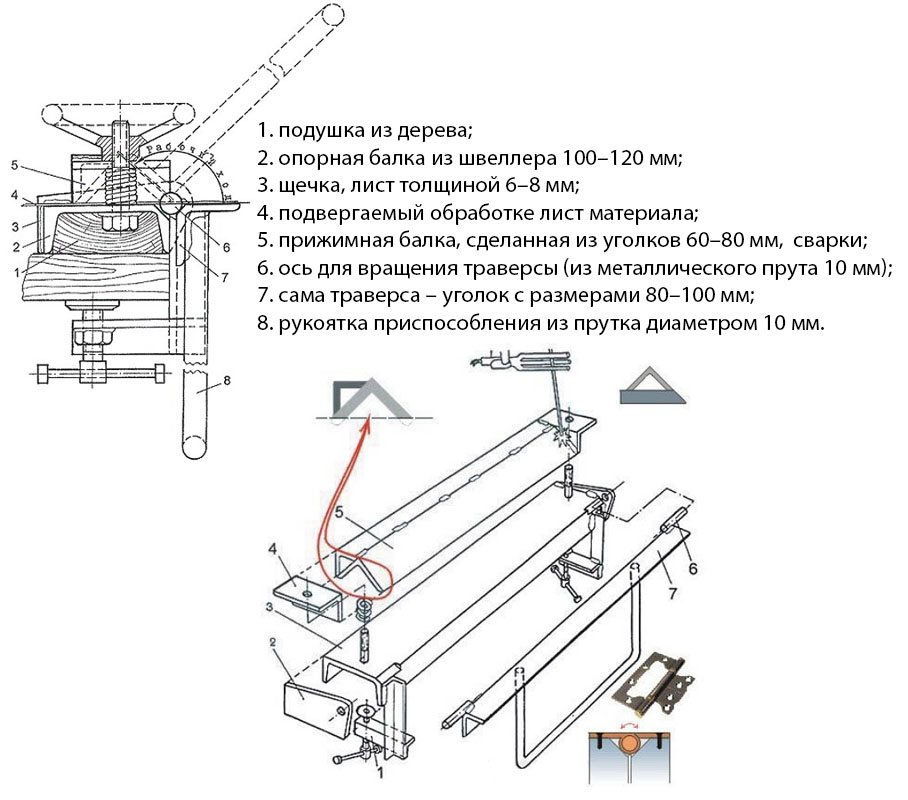
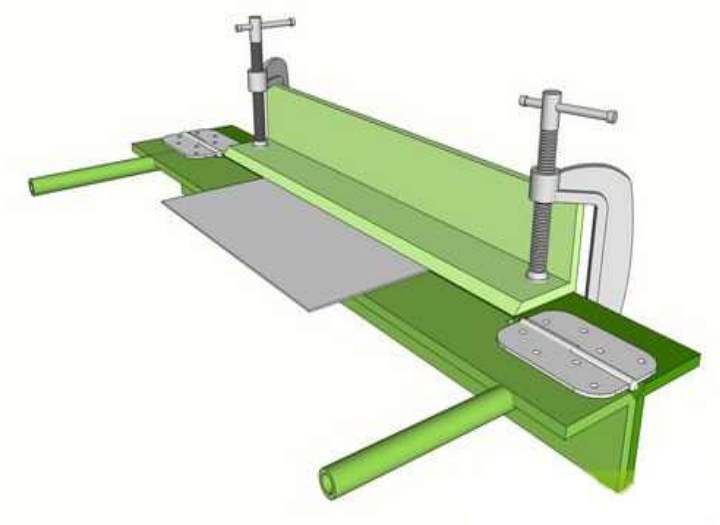
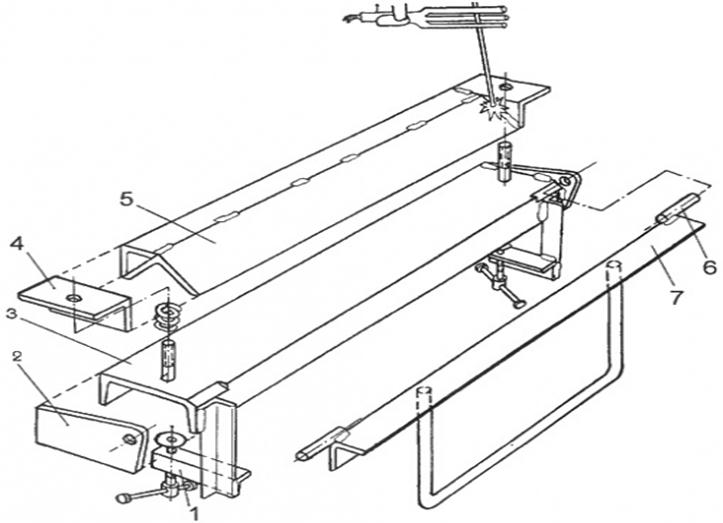
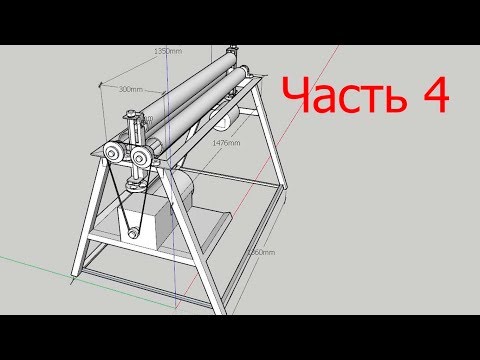
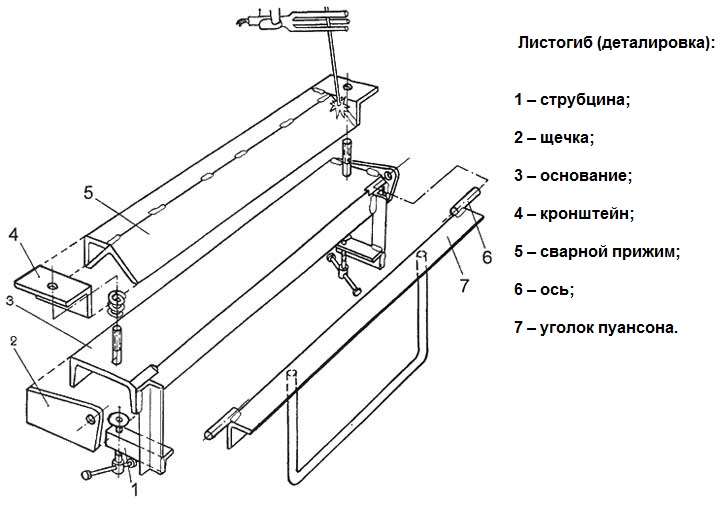
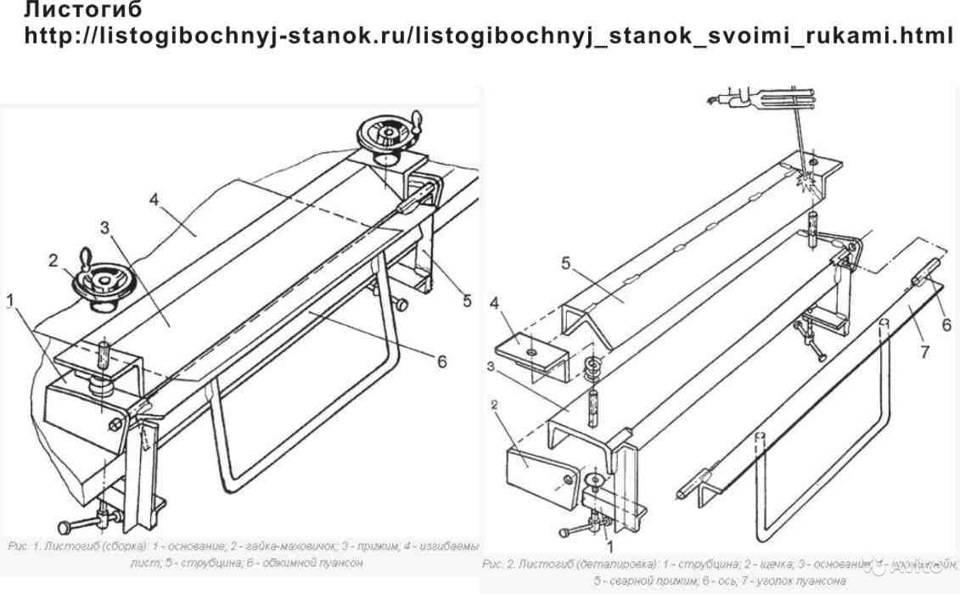
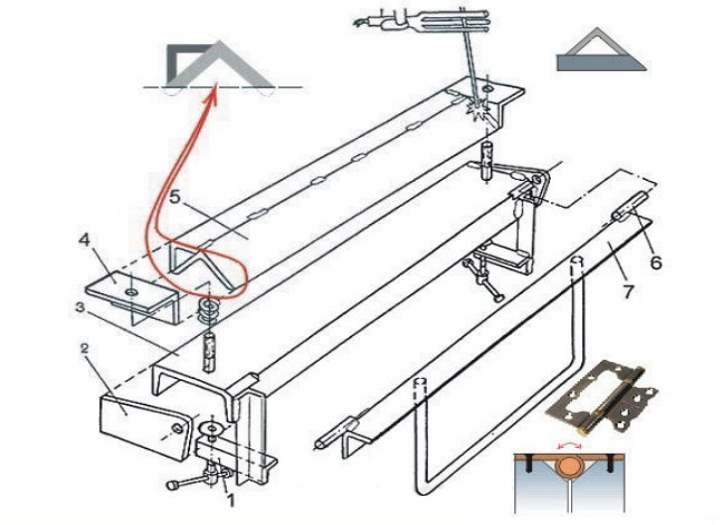
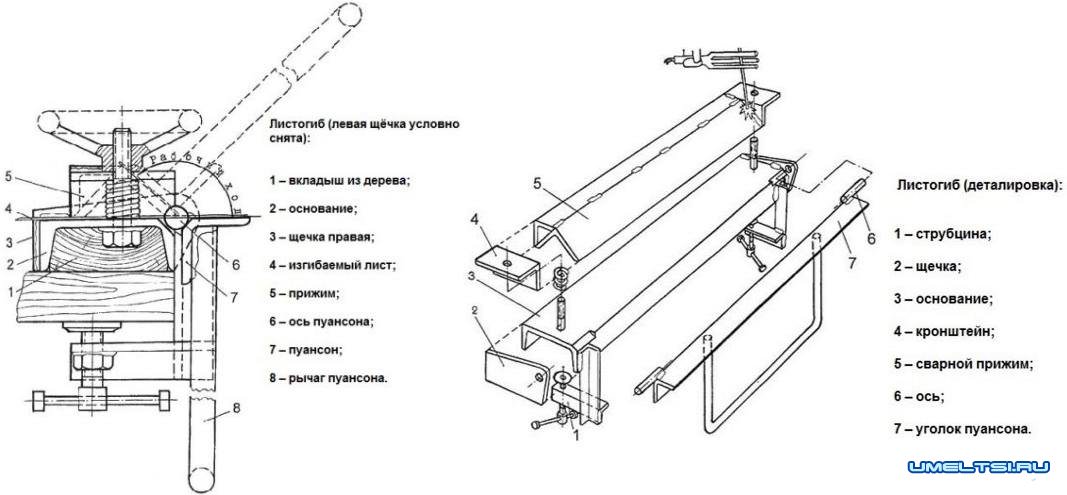
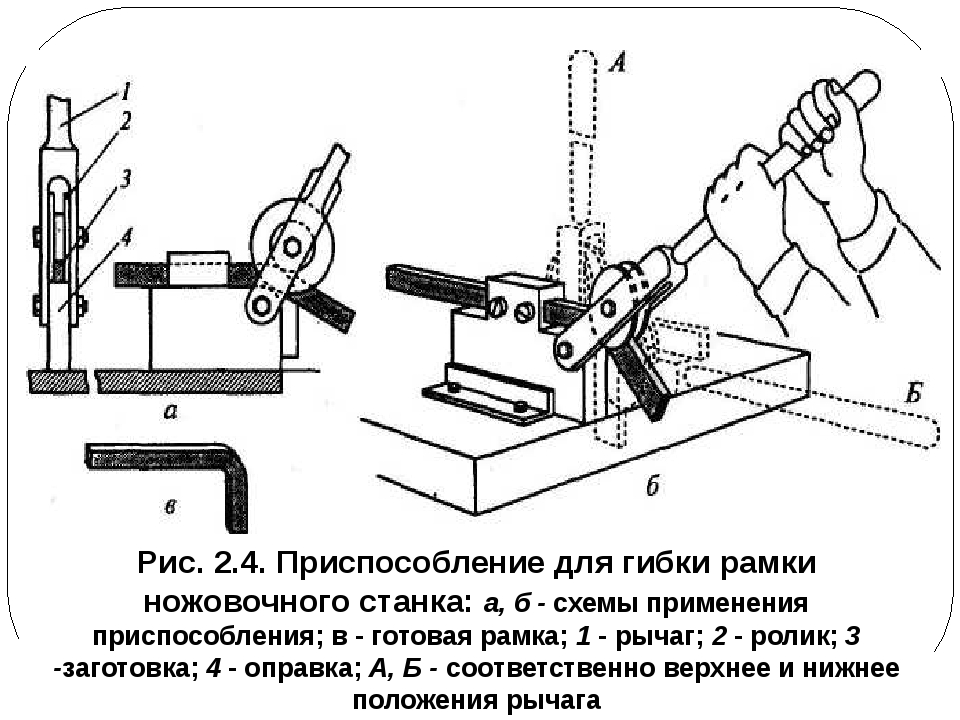
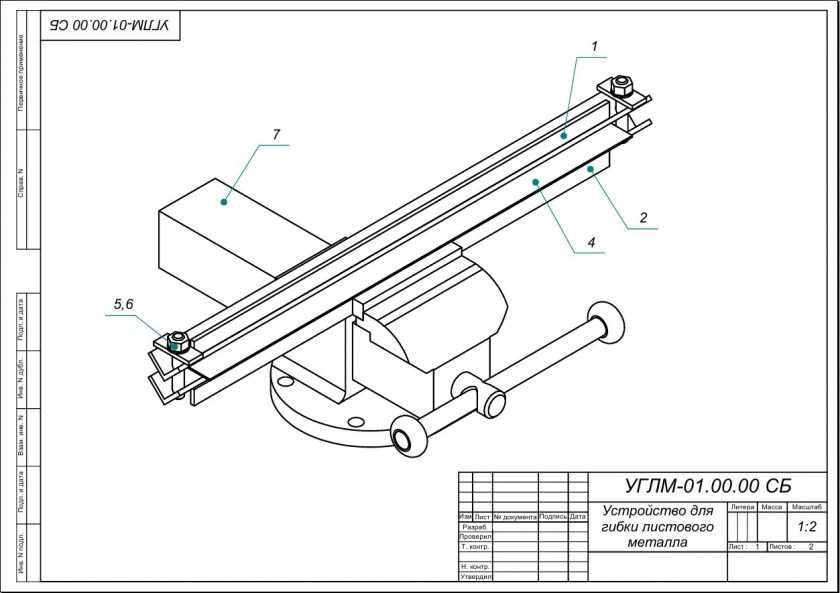
Зачем нужен самодельный листогиб
Гибка листового металла своими руками – это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.

Самодельный листогиб
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Трехвалковая листогибочная машина FACCIN серии HAV — видео в работе
Серия HAV — машина для сверхтяжёлых условий
Трехвалковая листогибочная машина FACCIN серии HAV специально спроектирована для работы в сверхтяжёлых условиях работы. Машины серии HAV используются во многих странах мира для изготовления резервуаров высокого давления, мощных котлов, толстостенных труб, морских сварных конструкций. Никакая другая компания по изготовлению листогибочных машин в мире не изготовила такое количество машин с синхронизированной изменяемой геометрией толщиной свыше 75 мм, как компания FACCIN.

Специальная конструкция
Трехвалковая листогибочная машина FACCIN серии HAV имеет специальную конструкцию, при которой удалось уменьшить рабочую высоту, т.к. перемещение боковых валов происходит по горизонтали, то и гидроцилиндры располагаются в горизонтальной плоскости. Исходя из этого не нет необходимости заглубление фундамента, даже для листогибочных машин с толщиной гибки металла 40 мм.
Система центрирования листа
Предподгиб на машинах серии HAV осуществляется безопасно и очень быстро. Листы металла подаются не под углом, как на других трехвалковых листогибочных машинах других производителей, а в горизонтальной плоскости. Это позволяет использовать подающий приводной стол с системой центрирования листа, благодаря этому упрощается процесс гибки и значительно увеличивается производительность.

Постоянная параллельность валов
В стандартной комплектации трехвалковая листогибочная машина FACCIN серии HAV обладает электронной системой балансировки EPS, известной потребителям во всем мире. Данная система гарантирует постоянную параллельность валов с допуском 0,2 мм и никогда не будет зависеть от механического износа.

Объективно лучшая в мире машина
Листогибочные машины серии HAV идеально подходят для толщин до 350 мм. Трехвалковая листогибочная машина FACCIN серии HAV – самый лучший по техническим характеристикам трехвалковый листогиб из всех представленных на мировом рынке сегодня.



Технические работы:
По договоренности мы можем предоставить следующие услуги:
- Сборка, пуско-наладочные работы и запуск вальцев в эксплуатацию;
- гарантию сроком в 12 месяцев с момента сдачи вальцев в эксплуатацию;
- базовое обучение операторов работе на вальцах и их обслуживанию;
- приемку станка на заводе-изготовителе FACCIN.
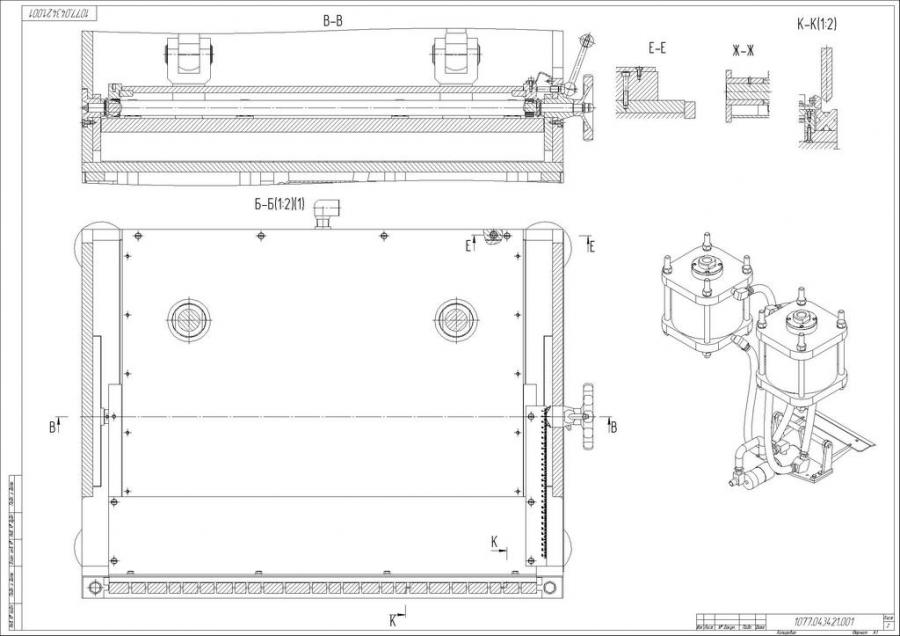
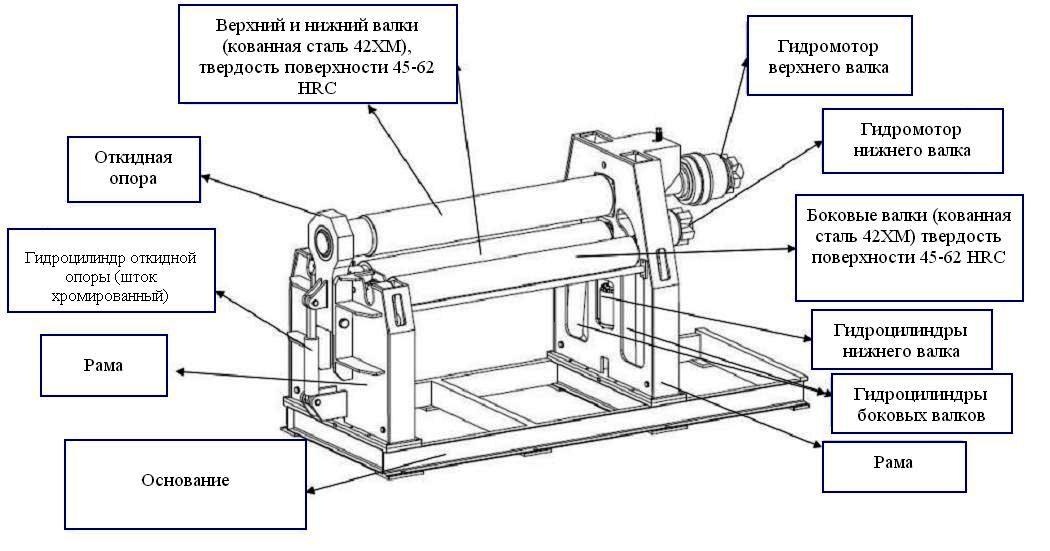
Составные части вальцов
Вальцовочное оборудование бывает двух типов:
- станки с нажимным валиком, чаще всего расположенным посередине;
- установки с инструментом, размещенным эксцентрично.
Первый тип применяют для вальцовки толстого металла. Второй вариант используется при деформировании заготовок не более 2,5 мм.
В рассматриваемом оборудовании существенным различием является взаимное расположение валков: симметричное либо асимметричное. Более универсальными являются асимметричные машины. Они используются не только для свертки цилиндров, но и для разнообразного оформления кромки.
На практике чаще применяется схема с тремя симметрично расположенными валками, так как при обслуживании она более технологична. Такого типа вальцовочный станок с внешним приводом имеет следующие узлы:
- электродвигатель;
- клиномерную передачу или редуктор;
- вал с размещенным на нем основным валком;
- боковые стойки с узлами из подшипников: в быстроходных вальцах используют подшипники качения, а для мощности оборудования — скольжения;
- два приводных нижних валка;
- станина с двумя опорными стойками;
- защитный кожух для приемки полуфабриката при работе станка;
- система управления вальцами.
Регулируются технологические параметры оборудования изменением величины зазора между валками. В ручных моделях это выполняется с помощью винтового или храпового механизма, в автоматических станках — программно.
Устройство электромеханических вальцов

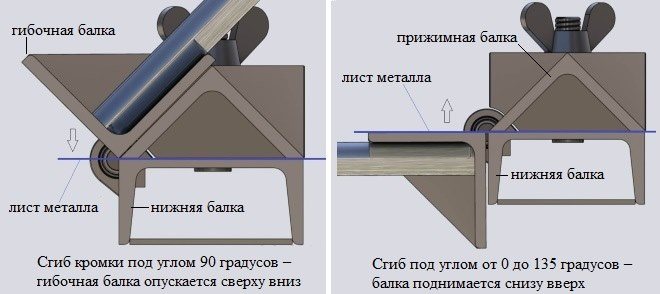
верхний валик поднимается — освобождается заготовка
Благодаря своему устройству гибка металлических изделий происходит легко и аккуратно, создается необходимая форма. Из листового материала создается цилиндрическая поверхность путем прогона через асимметричные валки.
Конструкция основана на следующих узлах и механизмах:
- основание;
- рабочие вальцы;
- редуктор основного привода;
- редукторы положения вальцов;
- система автоматического управления;
- электрическая часть.
Работа станка зависит от того, насколько крепки и хорошо подогнаны друг к другу узлы. Некачественные валки производят бракованную продукцию, поэтому к выбору следует отнестись очень тщательно.
Обычно валки изготавливают из чугуна, но стальные также не редкость на рынке. Последние разработки — изделия из твердых керамических сплавов с повышенным сроком эксплуатации. Тонкие вальцы делают из прутка, более мощные — из трубы.
Положение переднего вала можно изменять. Чтобы снять готовое изделие или отрегулировать положение заготовки, ролик снимается. Устройство переднего вала позволяет создавать разнообразные конструкции. Изменением положения переднего вала можно гнуть заготовку в одном месте, при вращении пары вальцов изгиб происходит по всей ширине. Многие трехвалковые станки выполняют заготовки с уже завальцованными кромками.
Валки приводятся в движение посредством электропривода, обеспечивающего перемещение в двух плоскостях. Регулируется передвижение вверх и вниз с помощью рукоятки, соединенной с пружинным механизмом. Материал прижимается специальной планкой, манипуляции которой осуществляются одной рукой.
Для безопасной работы персонала агрегаты оснащают специальными приспособлениями и устройствами. Станок управляется с помощью ножной педали или пульта. Двигатель и тормоз исполнительных органов работают от электричества и обеспечивают стабильную высокую производительность.
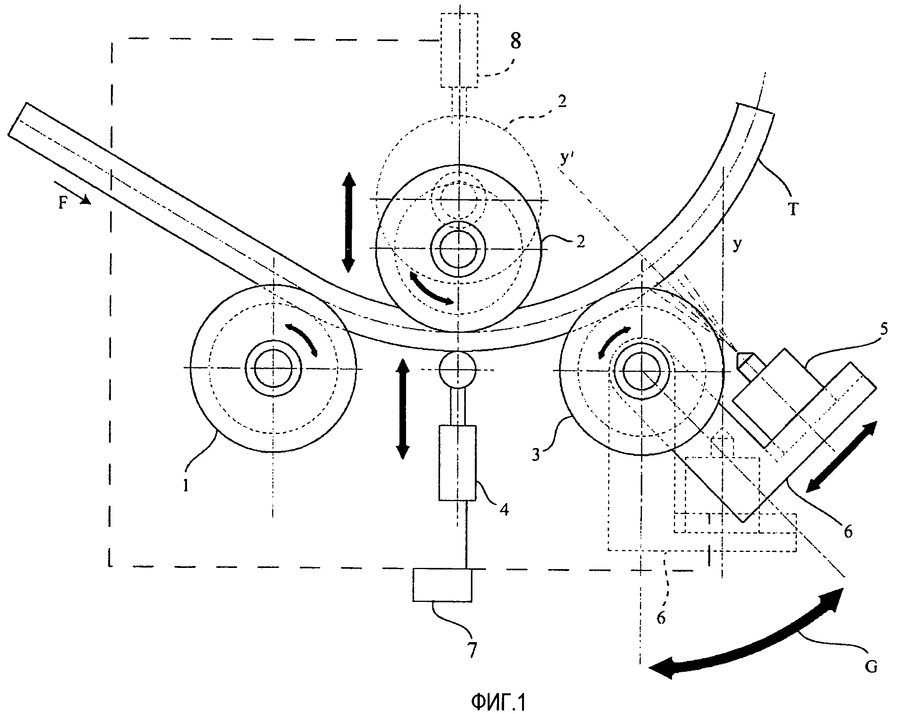
Особенности ротационных гибочных машин
Листогибочные вальцы пластически деформируют заготовку не одновременно по всей её поверхности, а лишь в той части, которая находится под непосредственным воздействием рабочего инструмента. Цикл гибки при этом удлиняется, но одновременно резко снижается усилие процесса. Первый параметр с эксплуатационной точки зрения более важен, поскольку разница с несколько секунд решающего значения не имеет, в отличие от энергозатрат и мощности привода. У листогибочных вальцев (независимо от их конструктивного исполнения) мощность электродвигателя существенно меньше, чем у листогибочных прессов с теми же технологическими возможностями.
Цикл гибки при этом удлиняется, но одновременно резко снижается усилие процесса. Первый параметр с эксплуатационной точки зрения более важен, поскольку разница с несколько секунд решающего значения не имеет, в отличие от энергозатрат и мощности привода.
Второе позитивное отличие рассматриваемого оборудования от листогибочных прессов – компактность и простота конструкции, что определяет низкую ремонтную сложность вальцев. Впрочем, выходят они из строя существенно реже, поскольку не имеют пиковой нагрузки при работе.


Листогибочные вальцы легко и удобно автоматизировать, поэтому соответствующие исполнения данных машин часто встраиваются в технологические линии профилирования листового металла.
В ремонтном производстве, а также в строительстве используются листогибочные вальцы с ручным приводом. Многие фирмы выпускают такое оборудование именно без использования приводных электродвигателей, ориентируясь на потребителей из сферы мелкого бизнеса. Известны ручные листогибочные вальцы от фирм Tapco (США), Metallmaster (Польша) и др. Ряд моделей такого оборудования не требуют фундамента, и легко переустанавливаются на новое место использования.
Классификация вальцев для гибки металла в холодном состоянии
Выполняется по следующим параметрам:
По количеству приводных рабочих валков.
Чаще выпускаются трёх и четырёхвалковые машины, хотя для некоторых специализированных ситуаций возможно применение техники с пятью и даже семью рабочими валками (их число должно быть нечётным).
- По компоновке валков различают вальцы с симметричным и асимметричным расположением. Явного преимущества тот и другой виды компоновки друг перед другом не имеют, и применяются сообразно конкретной ситуации.
- По форме станины производятся вальцы с закрытой станиной, и вальцы консольного типа, станина которых имеет С-образную форму. Консольные вальцы отличаются пониженной жёсткостью, а потому применяются в основном для продольной гибки полосы из тонколистовой стали или более пластичных металлов (например, алюминия).
- По типу привода различают вальцы с ручным и электромеханическим приводом.
Технические требования к конструкциям данного штамповочного оборудования устанавливает ГОСТ 10664.
Выбор вида гибочных вальцев определяется технологическими требованиями к готовому изделию. В частности, имеют значение ширина и длина изгибаемой заготовки, потребность в дополнительных операциях деформирования (например, формовки ребёр жёсткости), требующиеся производительность и точность гибки и т.д. В некоторых случаях решающее значение имеют даже условия эксплуатации. Например, фирма Tapco специально выпускает размерный ряд вальцев, которые рассчитаны на эксплуатацию вне помещений. Поэтому все рабочие детали оборудования этой фирмы имеют антикоррозионное покрытие, либо изготавливаются из нержавеющей стали. Такие машины в специальном фундаменте не нуждаются.
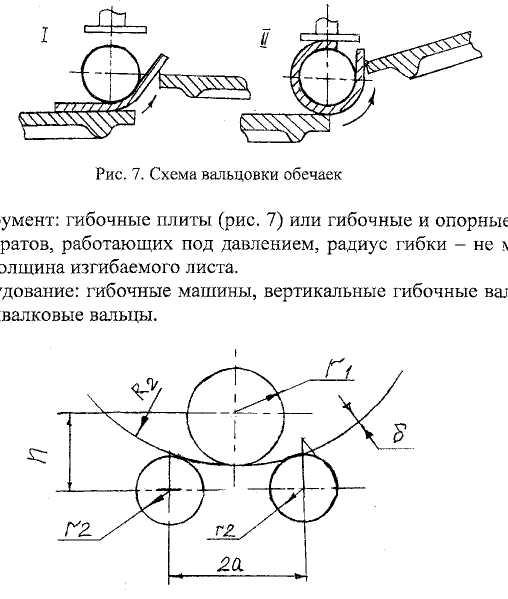
Процесс вальцевания, прокатка через вальцы
Закругление листа формирует третий изгибающий задний валок. Зазор и положение этого вала относительно двух ведущих и определяет форму будущей детали и ее радиус. Чем меньше зазор меду валами, тем меньше радиус заготовки. Если валы стоят параллельно друг к друг, стало быть, деталь получится цилиндрическая, если третий вал стоит под углом, то и форма изделия будет конусная.
Вальцы для прокатки листа могут поставляться с полированной, обрезиненной и повышенной твердостью поверхностью.
Гибочные четырехвалковые станки имеют дополнительный передний вальцовочный вал, служащий для подгибки передней кромки листа, после его установки меду приводными вальцами. Обычно на четырехвалковых станках этот вал имеет пневматический привод, установленный дополнительно. Это, можно сказать, самое популярное оборудование для прокатки листового металла. Механизмы с гидравлическим приводом применяются на более мощных вальцовочных станках. Цена на них значительно отличается от трехвалковых в большую сторону.
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
Станки по методике использования подразделяются на следующие категории:
- Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.





