
Основные элементы
Литниковая система представляет собой сложную конструкцию с несколькими элементами. Каждая деталь выполняет свою роль и убрать ее невозможно.
К элементам литниковой системы относятся:
- наружный конус;
- вертикальный конический стояк;
- питатель;
- литник.
Жидкий металл попадает с ковша в чашу – конусообразную перевернутую воронку. В широкую наружную часть конуса попасть струей жидкого металла проще, чем в узкий канал. Одновременно воздух, сопровождающий струю, выдавливается вверх и внутрь не попадает. Литниковая чаша применяется во всех конструкциях заливных систем. Размер конуса выбирается по размерам отливки, ее весу. Наружным конусом регулируется скорость движения расплава по литниковой системе и время заливки.
Тяжелая жидкость устремляется вниз по узкому стояку, уменьшая скорость движения. Независимо от направления конуса, сечение стояка значительно меньше, чем воронки.
Под стояком имеется небольшое конусное расширение и углубление – зумпф, предотвращающий разбрызгивание. В нем собирается жидкий металл и гасит энергию струи по аналогии водоема под водопадом. Если струя будет падать на твердую поверхность формы, то она ее разобьет. Мелкие брызги быстро застынут, образовав раковины и несплошности в общей массе материала.
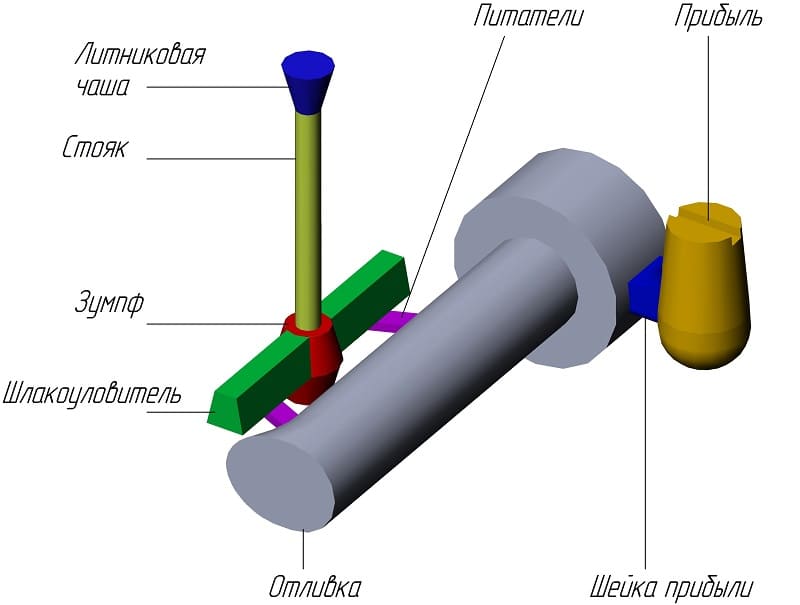
С зумпфа жидкость течет снизу вверх, перетекая в литниковый ход и подталкивая шлаки к всплытию. Это позволяет сократить длину ходов, рационально использовать металл.
Литниковые хода всегда делаются в плоскости разъема. Они имеют трапецеидальное сечение и делят общий поток на несколько, распределяя его по питателям равномерно, по всей длине.
В ЛПС питатели последние из ее элементов. Они распределены по всей площади разъема и равномерно заполняют пустоту будущей отливки.
Кроме питательной системы в верней части детали устанавливаются: прибыль и выпор. Первая служит для скопления шлака и подпитки усадки. При охлаждении деталь уменьшается в размерах, проседает, и металл с прибыли восполняет уровень. Количество прибылей зависит от конфигурации и площади отливки. Например, заливается маховик. Его ось располагают вертикально. Над ступицей устанавливают одну прибыль, если деталь до 0,5 тонны. При больших размерах конусы для шлака делаются и по ободу.
Через расположенный в верхней части формы выпор наружу выходят газы, которые все же попали внутрь формы и поднялись вверх. Допускается совмещать выпор с центральной прибылью.
После полного охлаждения, деталь выбивают из формы, и производится обрубка – автогеном или отбойным молотком обрезаются все питатели и прибыля. Длина оставшегося участка зависит от марки стали. У высоколегированных сталей он составляет 80–150 мм и окончательно удаляется механообработкой после отжига. Высоколегированные стали и чугун отжигаются вместе с литниковой системой или только прибылями, только после этого производится обрубка. Термообработка делается сразу, после извлечения отливки из смеси, для снятия напряжений и уменьшения твердости.
Методы расчета литниковой системы основаны на быстроте полного заполнения формы. Они определяют в первую очередь сечение питателей, их количество. В основе расчетов гидравлические формулы и высота стояков, создающих давление. Для чугуна и сталей разных сортов соотношение площадей питателей, прибылей и стояков разная, основана на жидкотекучести материала, толщины стенок. Кроме этого в формулу вводят поправочный коэффициент, значение которого зависит от веса отливки.
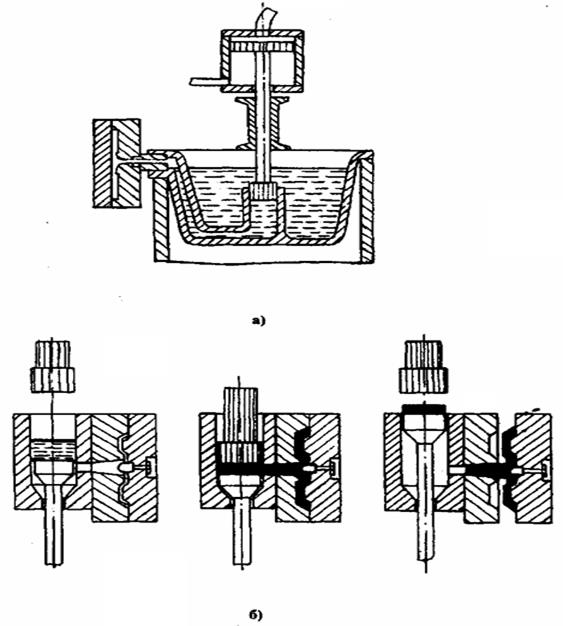
Разновидности пластикации
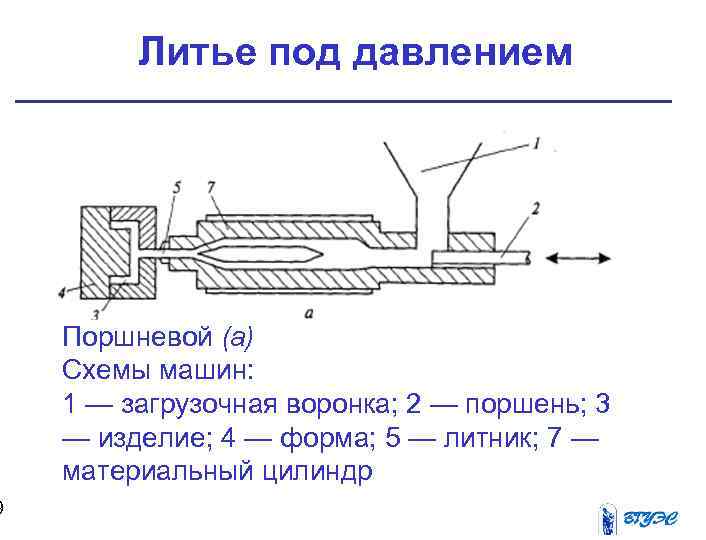
Пластикация, то есть расплавление полимерного материала под давлением, во мно¬гом определяет качество изделия. Различают червячную пластикацию и поршневую
Червячные пластикаторы имеют высокую производительность, обеспечивают отличную гомогенизацию расплава, что особенно важно при использовании дробленки или суперконцентрата, и поэтому имеют наибольшее распространение. Поршневые пластикаторы используются значительно реже, поскольку они не обладают перечисленными выше качествами
Но и они не без достоинств, среди которых: способность обеспечивать высокую скорость инжекции расплава в форму, возможность реализовывать эффект мрамора или, если необходимо, яшмы, пластикацией смеси разных по цвету пластмасс.
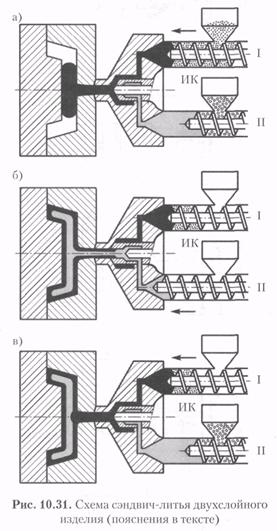
Иногда применяют раздельную пластикацию, при которой полимер сначала поступает из бункера в вышеуказанный червячный предпластикатор, приготавливающий расплав, а затем через регулирующий кран расплав направляется в поршневой пластикатор, осуществляющий дозирование и высокоскоростную инжекцию в форму. Заметим, что такое нехитрое изделие как расческа, наиболее эффективно производится на литьевых машинах с раздельной червячно-поршневой пластикацией.
На этапе пластикации основными технологическими параметрами являются: температура расплава по длине цилиндрической части материального цилиндра, температура сопла, установленного на выходе из материального цилиндра, скорость вращения червяка и величина противодавления при его отходе.
Основные виды сплавов
Самые многочисленные виды сплавов металлов изготавливаются на основе железа. Это стали, чугуны и ферриты.
Сталь — это вещество на основе железа, содержащее не более 2,4% углерода, применяется для изготовления деталей и корпусов промышленных установок и бытовой техники, водного, наземного и воздушного транспорта, инструментов и приспособлений. Стали отличаются широчайшим диапазоном свойств. Общие из них — прочность и упругость. Индивидуальные характеристики отдельных марок стали определяются составом легирующих присадок, вводимых при выплавке. В качестве присадок используется половина таблицы Менделеева, как металлы , так и неметаллы. Самые распространенные из них — хром, ванадий, никель, бор, марганец, фосфор.

Если содержание углерода более 2,4% , такое вещество называют чугуном. Чугуны более хрупкие, чем сталь. Они применяются там, где нужно выдерживать большие статические нагрузки при малых динамических. Чугуны используются при производстве станин больших станков и технологического оборудования, оснований для рабочих столов, при отливке оград, решеток и предметов декора. В XIX и в начале XX века чугун широко применялся в строительных конструкциях. До наших дней в Англии сохранились мосты из чугуна.

Вещества с большим содержанием углерода, имеющие выраженные магнитные свойства, называют ферритами. Они используются при производстве трансформаторов и катушек индуктивности.



Сплавы металлов на основе меди, содержащие от 5 до 45% цинка, принято называть латунями. Латунь мало подвержена коррозии и широко применяется как конструкционный материал в машиностроении.

Если вместо цинка к меди добавить олово, то получится бронза. Это, пожалуй, первый сплав, сознательно полученный нашими предками несколько тысячелетий назад. Бронза намного прочнее и олова, и меди и уступает по прочности только хорошо выкованной стали.
Вещества на основе свинца широко применяются для пайки проводов и труб, а также в электрохимических изделиях, прежде всего, батарейках и аккумуляторах.
Двухкомпонентные материалы на основе алюминия, в состав которых вводят кремний, магний или медь, отличаются малым удельным весом и высокой обрабатываемостью. Они используются в двигателестроении, аэрокосмической промышленности и производстве электрокомпонентов и бытовой техники.
Электрошлаковое литьё
Существуют виды литья металлов, которые в силу своей сложности и дороговизны целесообразно использовать для получения отливок для особо ответственных деталей.

Электрошлаковое литьё
Электрошлаковое литье выполняют в несколько этапов:
- Создание шихты, для этого применяют предварительно подготовленные электроды.
- Затем, электроды подогревают снизу. Для этого через токопроводящий шлак пропускают электричество. Оно разогревает шлак, и полученное тепло прогревает электроды.
- Стальной расплав рафинируют шлаком, который исключает его насыщение кислородом и освобождает его от примесей.
- В этом процессе применяют формы, выполненные из металла и оснащенные системой водяного охлаждения. Именно в ней происходит остужение металла и формирование детали. Если существует необходимость в получении заготовок с внутренними пустотами, то для этого применяют металлическими стержнями.
Основное достоинство этого вида отливки металла заключается в том, получается расплав без посторонних примесей и равномерной структурой стали. Такой вид плавки применяют для получения специальных сплавов, которые, получить другими видами не получается.
Литье в кокиль
Литье в кокиль производится либо в стационарные кокиля, либо на кокильных машинах и станках. Для изготовления этого вида оснастки необходим высокий уровень и квалификации инженерного состава, и инструментального производства.
Наше предприятие обладает всем необходимым для осуществления проектирования и изготовления кокилей любой сложности, в том числе и с последующей привязкой их к оборудованию заказчика. Чаще всего испытания изготовленной оснастки мы производим на собственном оборудовании. Для оказания технической помощи при запуске оснастки на предприятии заказчика мы можем организовать выезд к нему наших специалистов.
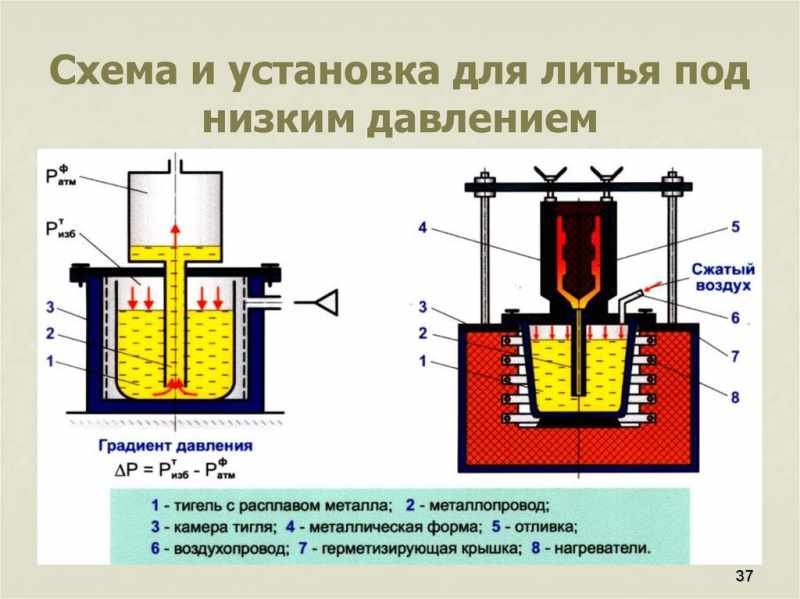
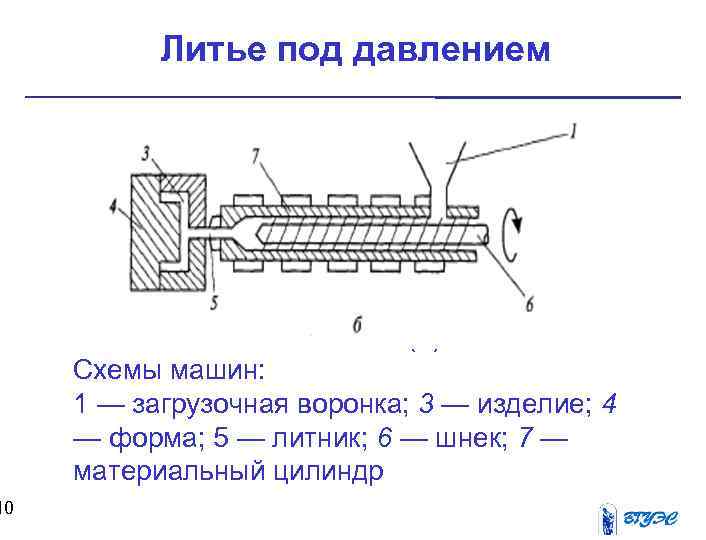
Принципиальная схема установки для литья
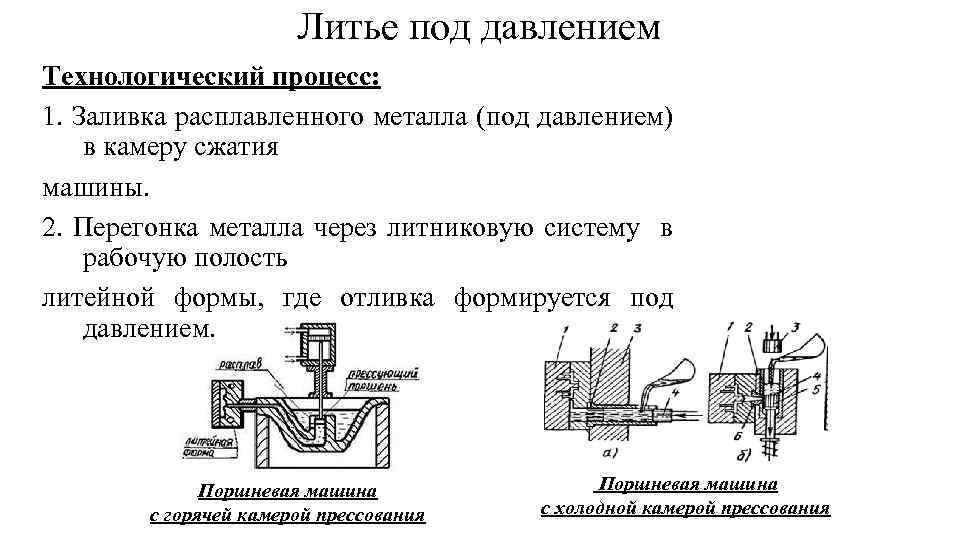
Процесс литья можно разбить на пять основных этапов:
- Материал для готового изделия попадает в пластикатор определенными порциями.
- С помощью электрических нагревательных элементов происходит расплавление пластмассы.
- Под давлением расплав устремляется в форму и там выдерживается.
- Охлаждение готового изделия.
- Изделие удаляется из формы и цикл повторяется вновь.
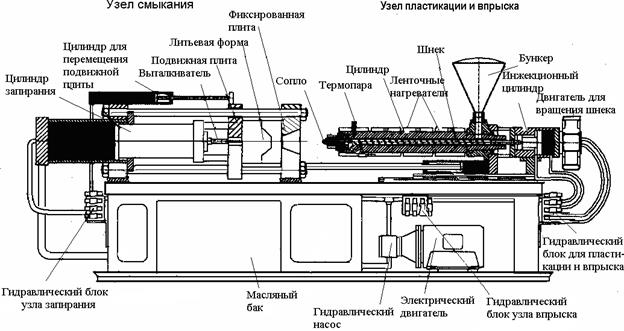
Неизменными в любой литьевой машине являются три основных детали: форма для литья, пластикатор и материальный цилиндр. Смыкание материального цилиндра и формы обеспечивает герметичный объем для создания изделия. Нагретый в пластикаторе при помощи электрического тока материал впрыскивается с помощью винта в закрытый объем пресс-формы. Выдержка под давлением позволяет избежать большей части распространенных литейных дефектов. Охлаждение детали происходит вместе с пресс-формой, в это время пластикатор может приступить к работе с новой формой.
Современные термопластавтоматы (ТПА) состоят из многих десятков узлов и деталей. Управление всем этим комплексом происходит с помощью специализированного программного обеспечения. С его помощью оператор станка может не только контролировать различные параметры цикла, но и влиять на конечные характеристики изделия.
Температуру пластмассы и узлов ТПА выбирают исходя из следующих предпосылок: материал необходимо нагреть на десять или двадцать градусов выше точки текучести и при заполнении формы не должно происходить резкого уменьшения температуры. Чем больше температура в пластикаторе, тем проще, а значит быстрее, происходит заполнение формы, однако при этом увеличивается термический износ станка. Недостаточная температура пресс-формы замедляет процесс заполнения или может даже стать препятствием нормальному формированию объема детали.
Основными производственными отходами является лишний материал, застывающий в литниковых формах. Для уменьшения затрат пластмассы сегодня производители предлагают так называемые горячеканальные пресс-формы. Они позволяют держать литники в вязком состоянии и обеспечивают возможность использования станков с более низким впрыском.
Литье алюминия в домашних условиях
При алюминиевом литье под давлением в условиях небольшой мастерской применяют аналогичные технологические особенности с некоторыми изменениями. В быту расплав выливают в подготовленные формы.
Подготовка к процессу
Для сохранения стабильности при литье металла рекомендуется соблюдать некоторые правил:
- Самостоятельно изготовить агрегат для расплава заготовки.
- Собрать форму, в которую в дальнейшем будет заливаться сплав.
Непосредственно процесс отлива алюминия состоит из нескольких этапов:
- очистка сырья от загрязнений, нарезка на определенные заготовки для ускорения плавления;
- нагрев металла до критического значения, удаление с поверхности шлаков;
- разлив материала в форму.
Особенности производства форм
Изготовление толстостенных отливок — это первоначальный этап перед непосредственным литьем. В быту сплавы производят закрытым и открытым способом.




Материалы для литых форм
Для изготовления специальных форм применяют следующие материалы:
- Землю с содержанием кремния укладывают в подготовленную емкость слоями, при этом уплотняя ее. В промежуток устанавливается макет, соответствующий детали, которую будут отливать.
- Песок в соединении с жидким стеклом.
- Цемент в растворе с жидкостью, применяемой в тормозных системах.
- Гипсовые смеси.
Закрытая форма
Данный вид формования используется для производства заготовок сложных форм с высоким качеством. При этом форма состоит из двух составных частей, на которых выполняют будущий силуэт детали.
Закрытая форма
Открытый способ литья
При таком методе жидкий алюминий заливают в форму из подручных материалов, например, консервную банку. При остывании металла его достают, постукивая по стенкам.
Порядок работ
При плавке алюминия необходимо:
- подготовить печь, изготовить ее из кирпичей;
- растопить печь при помощи угля и установить в ее полость емкость, в которой будет плавиться металл;
- убрать с жидкого материала поверхностный шлак;
- разлить в полости пресс форм;
- после остывания очистить деталь от остатков песка или гипса.
Основные ошибки при литье алюминия
При литье могут совершаться некоторые ошибки, которые рекомендуется избегать:
- формы из гипса необходимо просушивать до 2 дней;
- при полном плавлении металла следует быстро заполнить им подготовленные формы;
- запрещается остужать материал при помощи воды.
Соблюдение требований безопасности и технологического процесса позволит получить на выходе сплав высокого качества без вредных примесей.
Значение стали в мировой индустрии
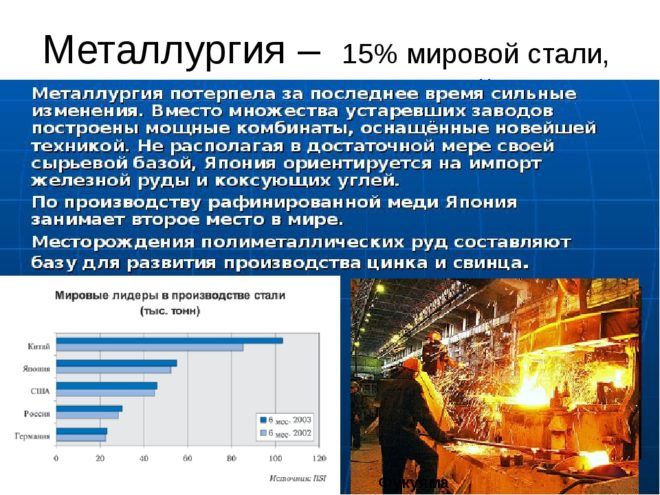
Металлургия — производство стали Мировая сталелитейная промышленность – одна из самых развитых отраслей металлургии. Несмотря на недавний спад производства в связи с финансовым кризисом 2012 года, литье стали получило новый толчок и сейчас стремительно набирает обороты. Ежегодный спрос на этот метод неуклонно растёт в связи с тенденциями к урбанизации и индустриализации. Основные покупатели стальных изделий – страны с хорошо развитой инфраструктурой и промышленностью. Производство стали в мире составляет около 90% от объёма всех металлов.
Сталь широко применяется в строительстве дорог, зданий и инфраструктурных сооружений: самые крупные стадионы, аэропорты и мосты имеют, как правило, стальной скелет. Болты, гвозди и винты также изготовлены методом отливки стали в специальные формы. Несмотря на растущую долю алюминия на мировом рынке, литье стали ещё долго не сдаст свои позиции. В то же время сталелитейное производство характеризуется цикличностью, а, следовательно, и относительной нестабильностью.
Вакуумное литьё
Технологический процесс литья в вакууме применяют для производства особо точных отливок из стальных специальных сплавов. При выполнении вакуумного литья из формы удаляют газы. Это позволяет получать отливки с тонкими стенками и высоким качеством структуры металла.
Существует несколько видов литья в вакууме:
После удаления воздуха происходит всасывание металла в литьевую форму, которую размещают над расплавленным металлом. Кристаллизация проходит под воздействием атмосферного или повышенного давления.
Расплавленный металл попадает в форму под воздействием давления, при этом форма располагается под расплавленным металлом.
Литье может быть осуществлено в специальном оборудовании, которое оснащено вакуумированными пресс-формами.
Вакуумное литье металлов часто используют одновременно с вакуумной плавкой.
Нержавеющее литье
Коррозионно-стойкие стали – это такой вид материала, в состав, которого входит некоторое количество легирующих элементов, придающие ей стойкость к воздействию коррозии, возникающей и от влаги, и от различных химических веществ.
Основную роль в придании коррозионной стойкости стали играет хром. Именно от его реакции с окружающей средой зависит образование защитной пленки, которая защищает металл от коррозии. Контроль над правильностью пропорций компонентов нержавеющей стали осуществляется еще на стадии подготовки к плавке. Нержавеющее литье отличается качеством поверхности, это тоже является важным фактором повышения стойкости стали к воздействию коррозии.
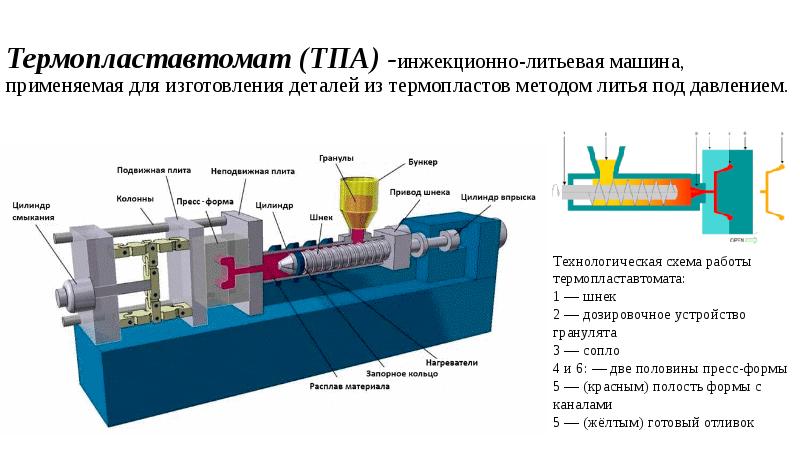
Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).

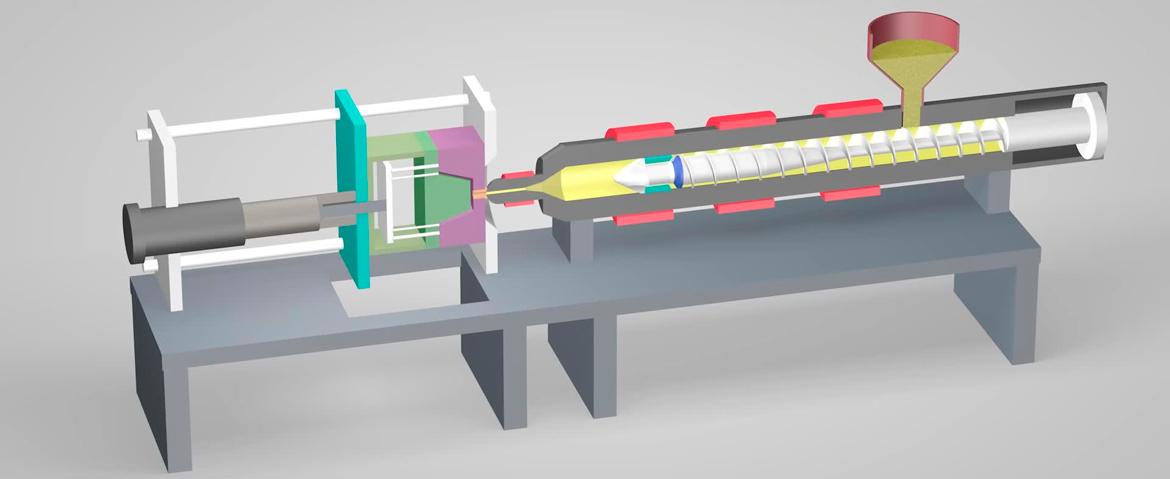




В ходе последнего этапа производственного цикла машина размыкает форму и выталкивает готовый продукт, реже изделия вынимаются оператором (полуавтоматический режим). Современные производственные единицы включают кроме термопластавтомата так же различные средства автоматации, обычно называемые «роботами». Современные роботы участвуют в съеме отливки из области прессформы, также они могут закладывать в полость оснастки этикетки, закладные детали, а, кроме того, участвовать в «дальнейшей судьбе» отформованной детали, например в ее постобработке, укладке и упаковке.
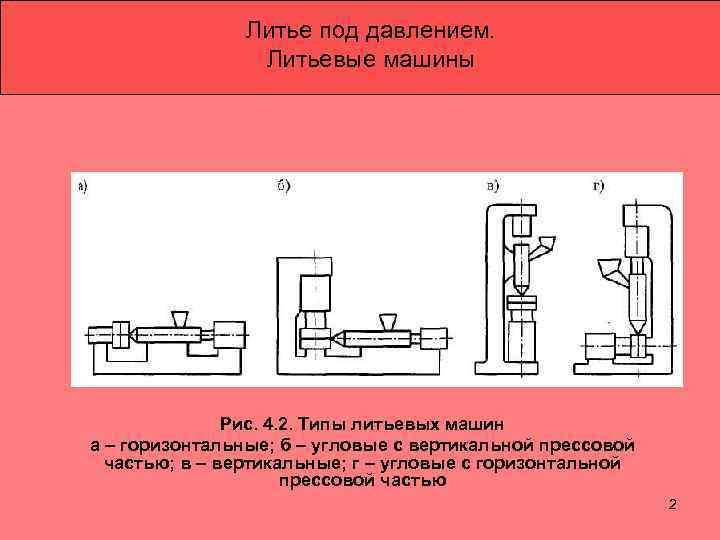
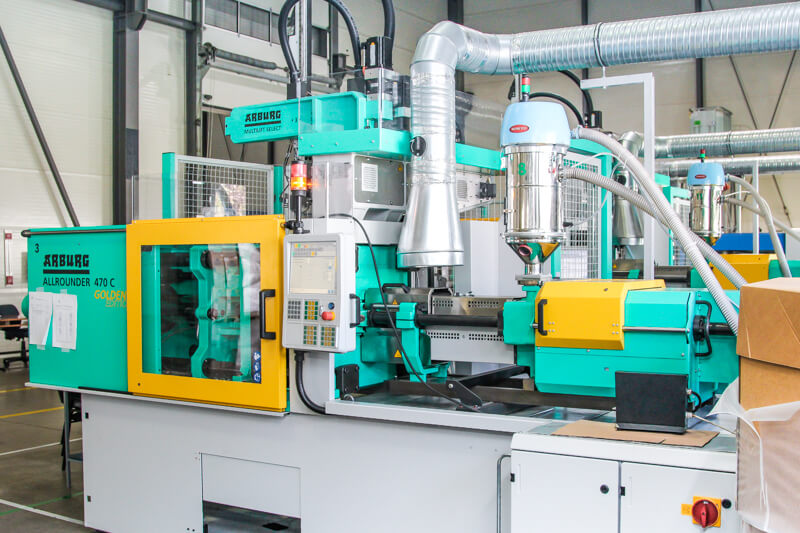
Машина для литья пластмасс под давлением
Термопластавтоматы (ТПА) являются важной частью всего процесса формования. Эти машины имеют различные компоненты и разные конфигурации, такие как вертикальная и горизонтальная конфигурация
Тем не менее, общие компоненты любой машины для литья под давлением включают следующее:
1. Блок впрыска.
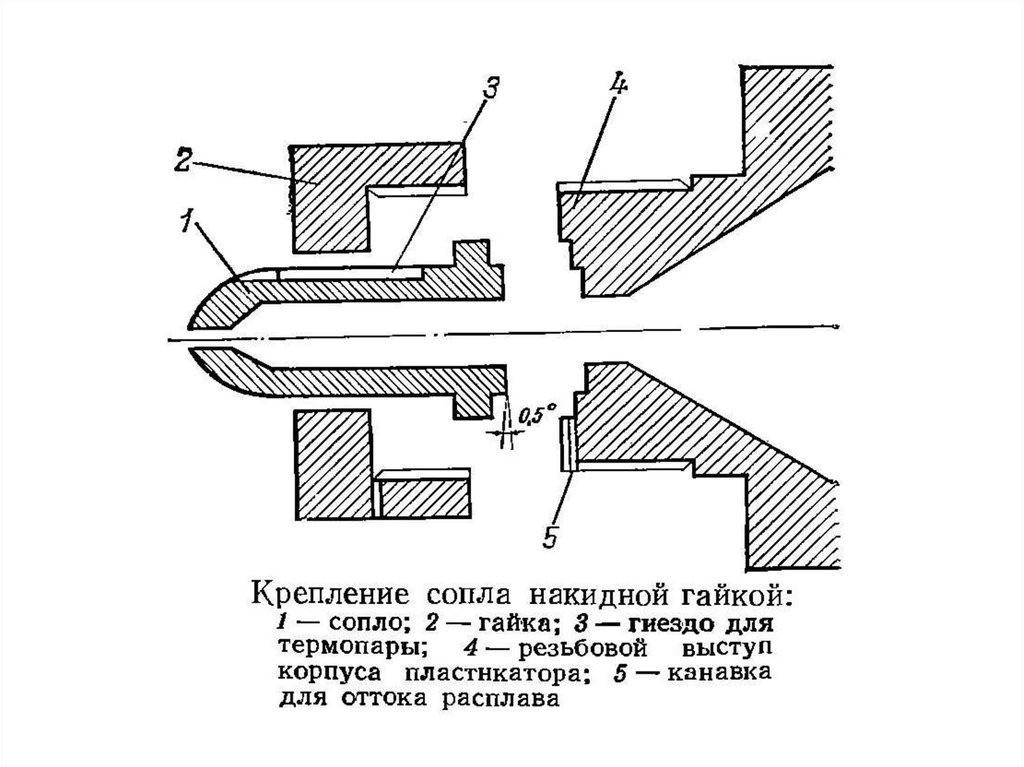
Эта часть машины работает как для нагрева, так и для впрыскивания полимеров внутрь пластиковой формы. Устройство состоит из различных частей, таких как бункер, цилиндр, шнек, поршневой инжектор, торпеда и сопло. Бункер представляет собой большую емкость с открытым дном, через которую материал подается в цилиндр. В цилиндре с нагретыми секциями шнек проталкивает материал вперед. Затем расплавленный материал впрыскивается в форму через сопло на конце цилиндра.
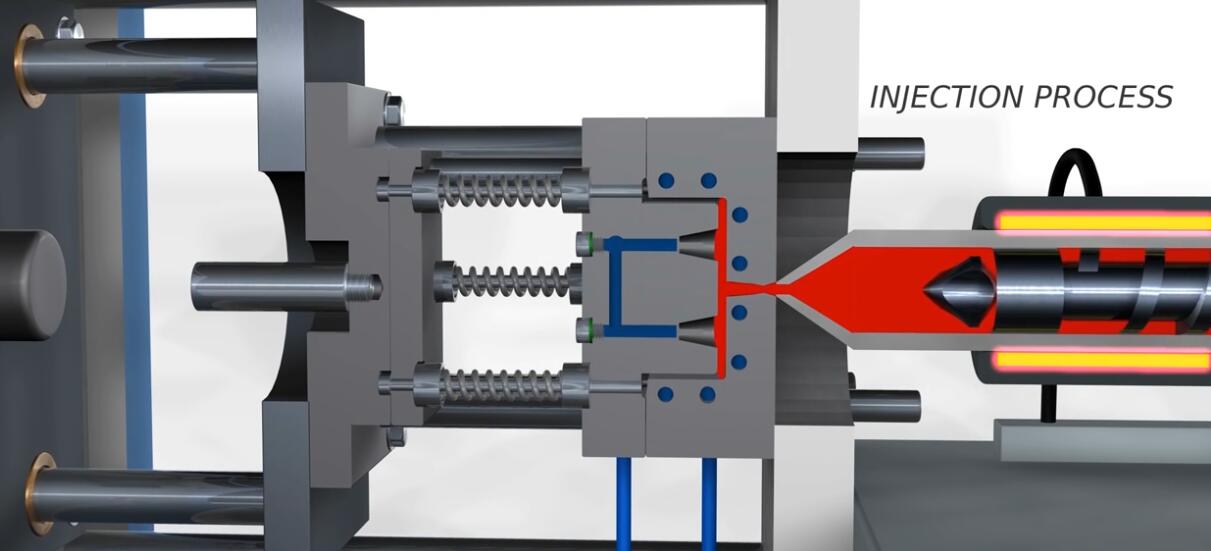
2. Зажимной блок.
Формы обычно создаются из двух половинок. Непосредственно перед процессом впрыска формы зажимаются вместе. Каждую половину необходимо прикрепить к плите, которая представляет собой большую пластинчатую конструкцию. После того, как инжектированные расплавленные смолы выдерживают желаемое время охлаждения, формы открываются с помощью зажимного двигателя.
Задняя часть формы имеет выталкивающую систему с выталкивающей планкой, которая выталкивает твердую пластмассовую часть из открытой полости.
3. Основание пресс-формы.
Форма состоит из двух основных частей: стержня формы и полости формы. Эти два вместе прикреплены к плитам основания формы. Основание пресс-формы на передней части имеет опорную пластину, втулку литника и фиксирующее кольцо, которое выравнивает основу пресс-формы с соплом.
Задняя часть пресс-формы имеет систему выталкивания, а также опорную плиту. Как упоминалось ранее, в системе выброса есть штанга выброса. Как следует из названия, он помогает выталкивать застывшие пластиковые формы для литья под давлением из полости формы.
4. Каналы пресс-формы.
Каналы пресс-формы — это пути, по которым пластмассовые смолы попадают в полости пресс-формы. Эти каналы интегрированы в конструкцию пресс-формы и образуют единое целое.
Расплавленный пластик поступает через канал, называемый литником, а затем проходит по другим каналам, называемым ползунами. Бегуны направляют пластиковую смолу через затвор, через который расплавленная смола попадает в полость.
Иногда также создаются охлаждающие каналы, чтобы вода могла циркулировать вдоль стенок формы и ускорить процесс охлаждения расплавленного пластика.
5. Дизайн пресс-форм и оснастка.
При создании пресс-формы необходимо учитывать различные другие конструктивные проблемы, помимо упомянутых выше основания пресс-формы и каналов пресс-формы. Конструкция пресс-формы для литья пластиков под давлением должна включать сложные геометрические формы и такие особенности, как поднутрения. Эти блоки также известны как слайды или боковые действия, поскольку они скользят в полость детали. Некоторые устройства также могут быть вставлены в форму для литья под давлением в направлении разделения.
Кроме того, угол наклона, применяемый к стенкам формы, является важной частью конструкции литья под давлением. Специальная оснастка включает формы из стали или алюминия
Каждый металл имеет свои преимущества и используется в зависимости от типа необходимой пластмассовой детали. Сердечник пресс-формы и полость пресс-формы являются двумя основными компонентами полости детали. Пространство между этими двумя (когда форма закрыта) создает полость детали, в которую впрыскивается расплавленная пластмассовая смола



Специальная оснастка включает формы из стали или алюминия. Каждый металл имеет свои преимущества и используется в зависимости от типа необходимой пластмассовой детали. Сердечник пресс-формы и полость пресс-формы являются двумя основными компонентами полости детали. Пространство между этими двумя (когда форма закрыта) создает полость детали, в которую впрыскивается расплавленная пластмассовая смола.
6. Технические характеристики машины.
Машины для литья пластмасс под давлением имеют различные характеристики, обычно классифицируются по величине усилия зажима, которое они предлагают. Это дополнительно определяется давлением нагнетания расплавленных смол. Для материалов, требующих высокого давления впрыска, требуется большой тоннаж.
Другие важные характеристики, которые следует учитывать при использовании машины для литья пластмасс под давлением, включают в себя пропускную способность, ход зажима, толщину формы и размер плиты.
Общая информация #Литье металлов_иннов_описание
2.1 Описание назначения #Литье металлов_иннов_назначение
Литьём под давлением изготавливают:
- детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
- детали сантехнического оборудования;
- детали бытовых приборов (пылесосы, стиральные машины, телефоны);
- детали приборов
- детали кораблей
- детали самолетов
- детали для аэрокосмической промышленности
- детали автомобилей
- корпуса электродвигателей
- детали для энергетической промышленной
- деталей для централизованного отопления квартир и домов
Также литьё под давлением используется при производстве компьютеров, смартфонов и прочей электроники.
Практически любую деталь из алюминия можно отлить на машинах литья под давлением. Поскольку при литье под давлением можно получить детали с высокими допусками по пористости и плотности изделия.
2.2 Используемые материалы #Литье металлов_иннов_материалы
Способ литья под давлением применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей.Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
2.3 Описание технологического процесса #Литье металлов_иннов_процессы
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
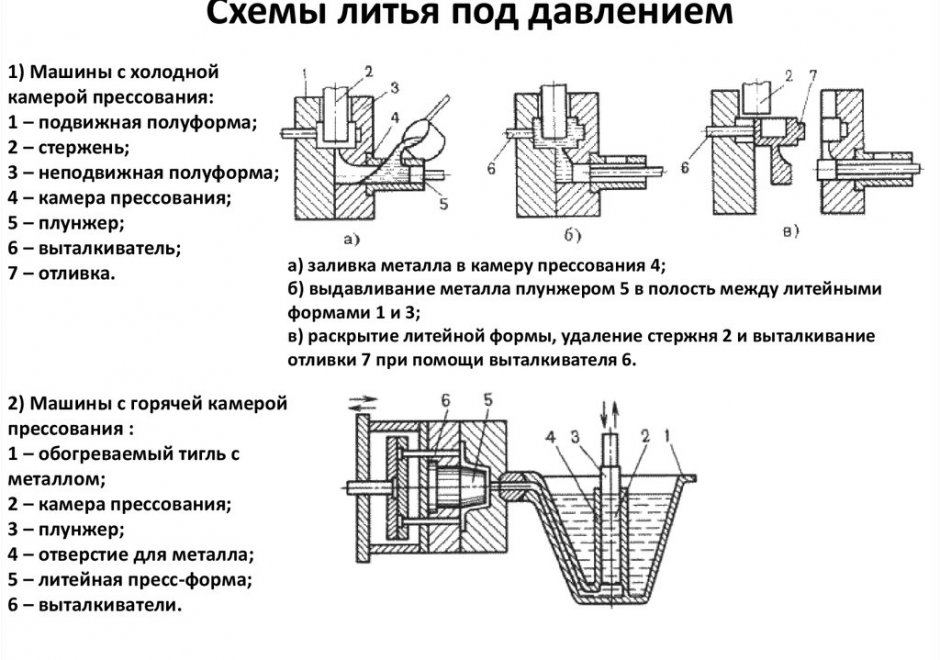
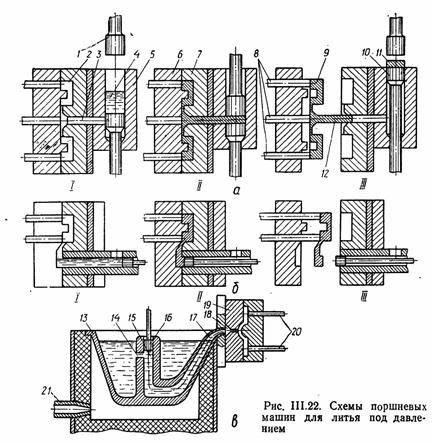
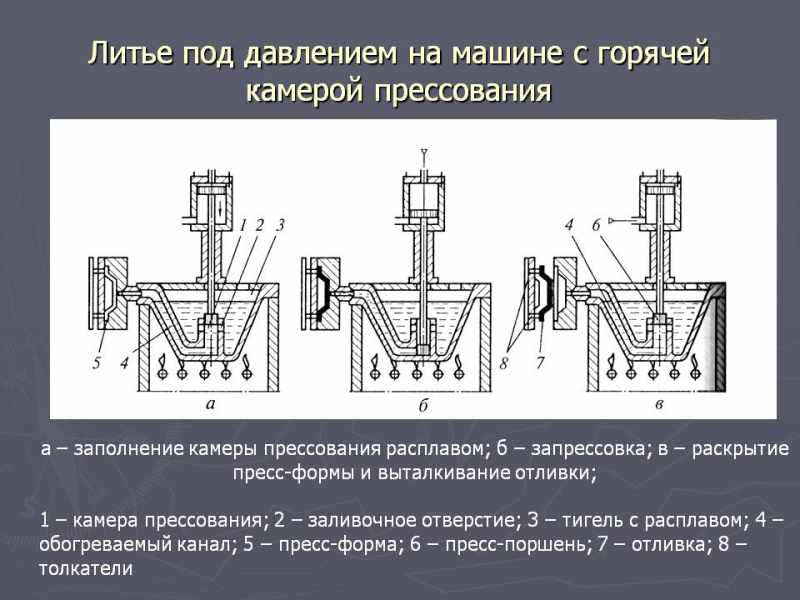
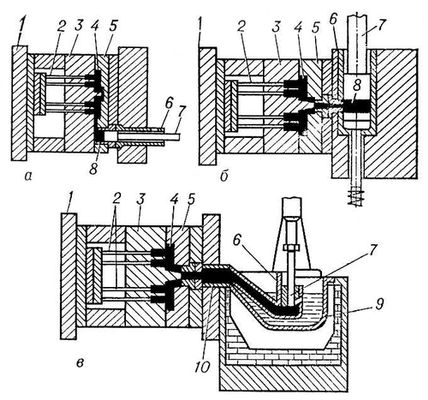
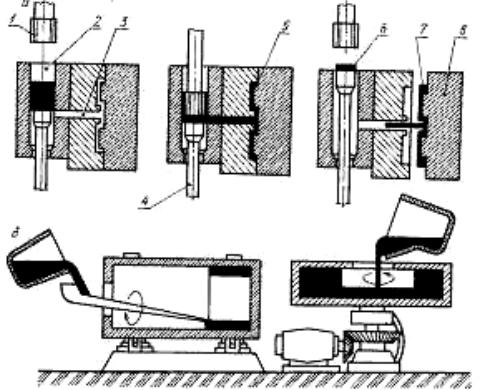
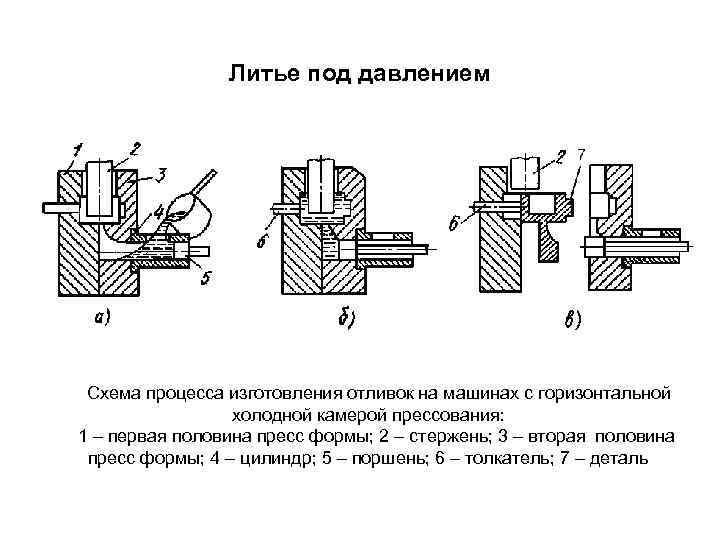
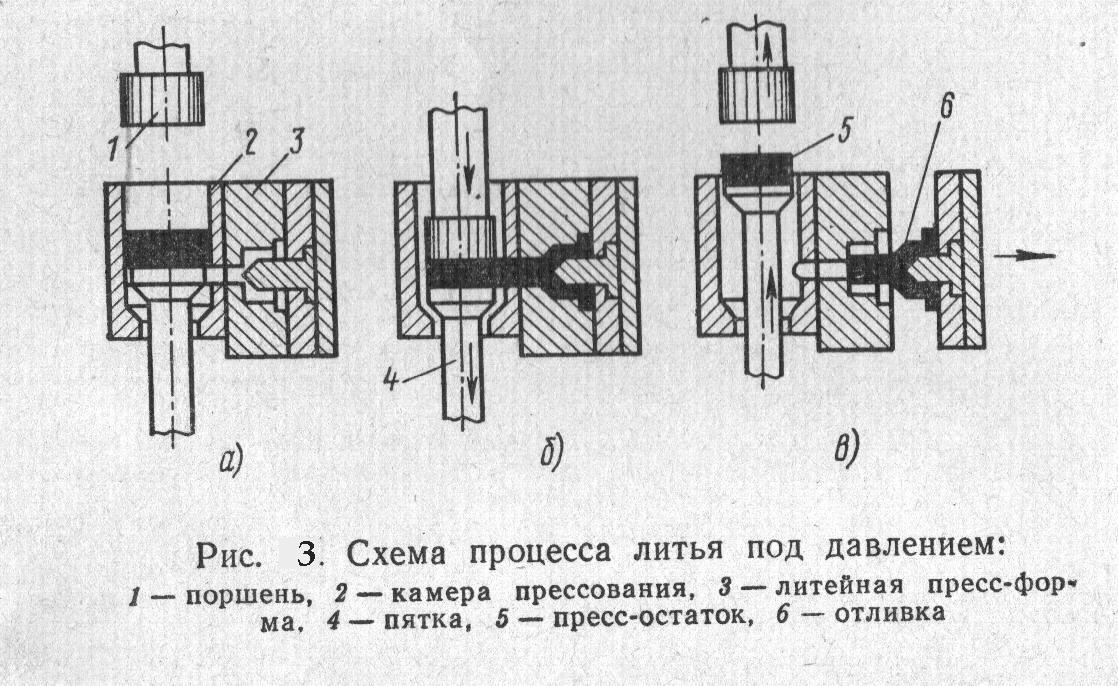
Отливка под давлением
- Первый этап, это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
- Второй этап, это смыкание пресс-формы. Усилие смыкания пресс-формы эта та характеристика, которая по современной классификации дает название всей машине, то есть например если у машины литья под давлением название C300D, то ее усилие смыкания 3000 кило-Ньютонов или 300 тонн и она является аналогом машины литья под давлением 711А08 по Советской классификации. Другими словами такая машина способна сдержать металл, который создает усилие, стремящееся раскрыть пресс-форму в триста тонн.
- Третий этап, это заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
- Четвертый этап, это запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает метал в камеру прессования.
- Пятый этап, это снятие готового изделия.
2.4 Серийность (#Литье металлов_иннов_серийность)
Данный метод изготовления заготовок отличается высокой производительностью. Но иногда чтобы переналадить линию для выпуска новой заготовки требуется вложить значительные средства, так как оборудование и оснастка очень дорогие (литье металлов под давлением).
Центробежное литье
При центробежном литье во вращающуюся форму заливают расплавленный металл, который под действием центробежных сил прижимает ее к стенкам и, застывая, принимает желаемую форму. Отливки получаются плотными, так как посторонние включения, равно как и газы, будучи легче металла, оттесняются центробежной силой к внутренней поверхности формы, а основное тело отливки приобретает плотное здоровое строение.
При центробежном литье формы делают из чугуна и хромоникелевой стали. С внутренней стороны поверхности смазываю тих слоем огнеупорного материала.
Удлиненные детали (цилиндры, втулки) отливают на машине с горизонтальной осью, а зубчатые колеса, круги, кольца, гребни винты и арматуру — на центробежной машине с вертикальной осью.
При центробежном литье можно получить отливки любой формы, а не только тела вращения. При так называемом полуцентробежном литье конфигурация отливаемых деталей образуется не только центробежной силой, но и с помощью стержней. Ось вращения формы при этом совпадает с осью симметрии отливки. При центрифугировании металл в форму подается через стояк в центре, а в полость форм, расположенных на горизонтальном столе, он попадает по литниковым каналам. Таким способом можно получить отливки и не имеющие оси симметрии. Любой конфигурации.
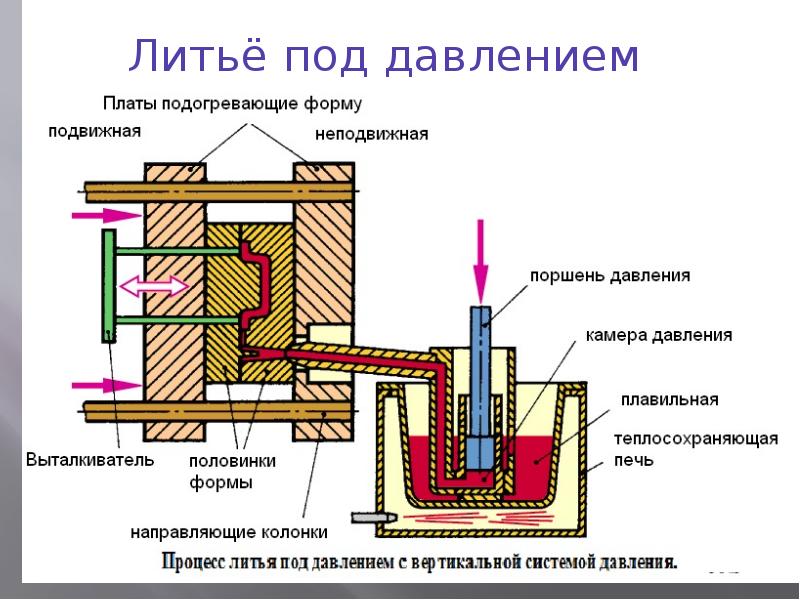
Оборудование для литья под давлением
Центральным узлом любого оборудования, предназначенного для литья пластика под давлением, является пресс-форма, от качества которой довольно сильно зависит качество готовой продукции. Кроме пресс-форм требуются также средства подготовки и подачи сырья, подогрева и поддержания температуры, подачи расплава в пресс-форму, постепенного охлаждения пресс-формы, заполненной под давлением исходным материалом, а также средства механизации и автоматизации процесса, облегчающие работу, увеличивающие ее производительность и повышающие качество готовой продукции. В зависимости от конкретных условий, указанный комплект может быть полным, включающим в себя все перечисленное и даже более, или неполным, ограничивающимся пресс-формой и минимумом навесного оборудования.
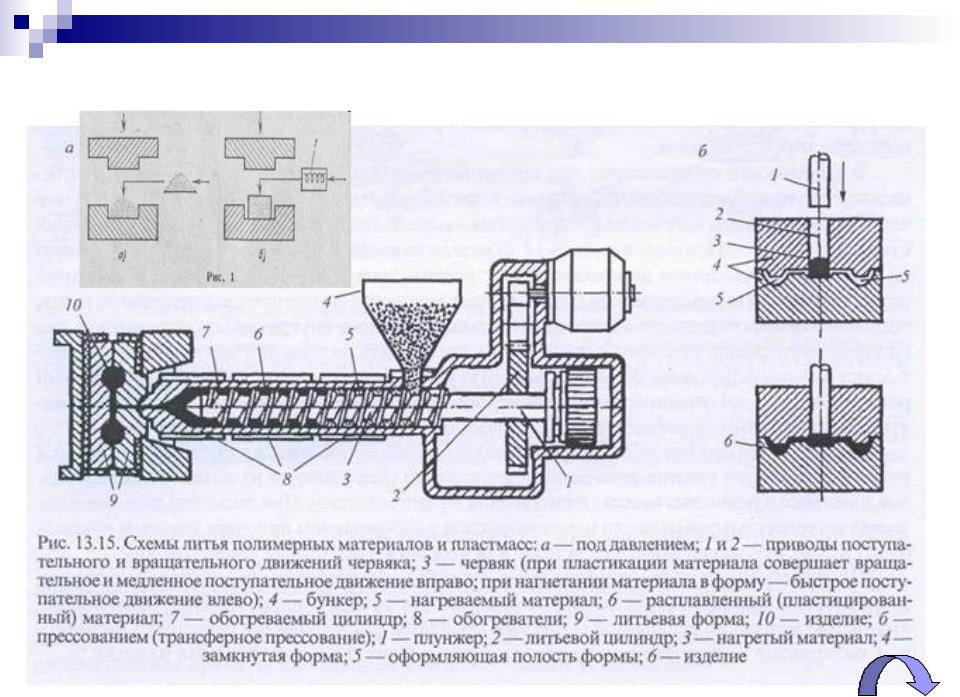
Надо сказать, соответствующее оборудование (машины для литья под давлением) изготавливается в современном мире самое различное, поэтому познакомиться со всем его многообразием нет никакой возможности. Но, как пример, мы можем рассмотреть чуть подробнее саму процедуру литья под давлением. Упрощенно сам принцип этой технологии выглядит примерно так:
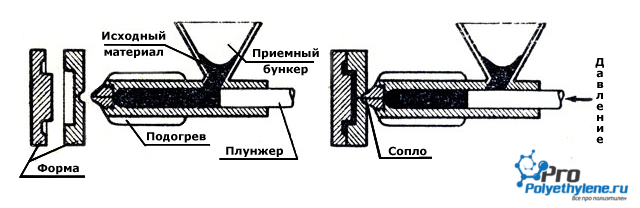
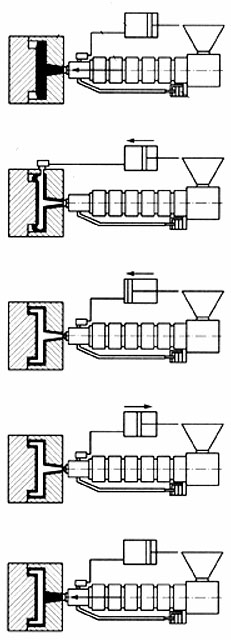
Рисунок: слева – исходный пласт-порошок поступает в цилиндр, справа – процесс прессования.
Порошок полимера (например, полиэтилена) подается через приемный бункер литьевого аппарата в цилиндр, в котором под воздействием подогрева расплавляется. После этого цилиндр примыкает своим соплом к собранной форме, а плунжер от воздействия подаваемого на него давления перемещает расплавленный материал влево (см.рис.), заполняя им полость формы. В итоге объем формы заполняется расплавленным полимером, после чего плунжер убирается в крайнюю правую позицию (см.рис). После этого расплаву дается возможность остыть, тем самым образовав готовое твердое изделие. После достаточного остывания форма разделяется, и из нее вынимается готовое изделие. Далее весь цикл начинается заново.








Таким образом, в данном технологическом процессе можно условно выделить такие фазы:
- дозируется исходный материал и далее отмеренная доза загружается в рабочий цилиндр;
- плавление исходного материала;
- подача (как правило, путем впрыска) расплавленного исходного пластика в сцепленную форму;
- выдерживание пластика в форме под давлением в течение необходимого времени;
- охлаждение достигшего заданной формы изделия во всем объеме;
- разделение формы с удалением из нее уже готового изделия.
Температуру пластикации материала необходимо поддерживать на уровне, превышающем температуру текучести пластика на 10 – 20°С. Если поднять значение температуры еще выше, то уменьшится вязкость расплава, а значит, облегчатся условия формовки изделия, повысится производительность процесса, однако одновременно с этим резко увеличивается и скорость старения пластика, что недопустимо.
Рабочую температуру формы следует держать несколько ниже температуры размягчения пластика, однако слишком заниженное ее значение может стать существенной преградой для нормального заполнения формы во время впрыска расплавленного пластика. Ввиду противоречивости требований выбрать оптимальное значение температуры проще всего экспериментально. Время изготовления готового изделия определяется суммой времен подачи порошка, его плавления, впрыскивания расплавленного материала внутрь полости формы, выдержки заготовки под необходимым давлением, охлаждения.
Выдержка изделия под давлением должна заканчиваться, как только застынет расплав во впускных каналах формы. Требуемая продолжительность времени зависит от свойств конкретного пластика, от температуры расплавленного пластика, от температуры формы, от свойств литниковой системы. Длительность охлаждения зависит от степени нагрева материала и формы, объемом изделия. Именно это время (длительность охлаждения) вносит самый большой вклад в общую длительность цикла.
Наибольшая доля отходов при литье под низким давлением – это пластик, застывший в литниках. Однако все отходы литья, осуществляемого по данной технологии, могут быть использованы повторно.
Примеров подобного оборудования в Интернете можно найти множество в силу распространенности как полиэтилена, так и технологий его получения и применения, например, видео процесса литья под давлением вы можете увидеть ниже.
https://youtube.com/watch?v=iaDOjuoOZxI
Виды литья металлов и сплавов
Литье – это получение деталей заливкой металлического расплава в заранее подготовленные формы. Металл, залитый в формы постепенно, переходит в твердое состояние и приобретает вид готовой детали.

Детали, полученные таким видом обработки, используют практически во всех отраслях промышленности – при производстве авиационных двигателей, станкостроении, бытовой техники, ювелирном деле, стоматологии и пр.
Для такой формы обработки пригодны практически все виды металлов, особенно те, которые обладают таким свойством, как текучесть. То есть металл в жидком состоянии полностью заполняет литейную форму и принимает вид искомой детали. В литейном производстве применяют следующие металлы:
- черные (стали, чугуны);
- цветные (медь, алюминий, титан и их сплавы);
- редкоземельные и драгоценные (золото, серебро и пр.).
Для получения деталей различных форм применяют различные технологии литья, среди них есть такие как – литье в землю, выплавляемым моделям и пр.





