
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
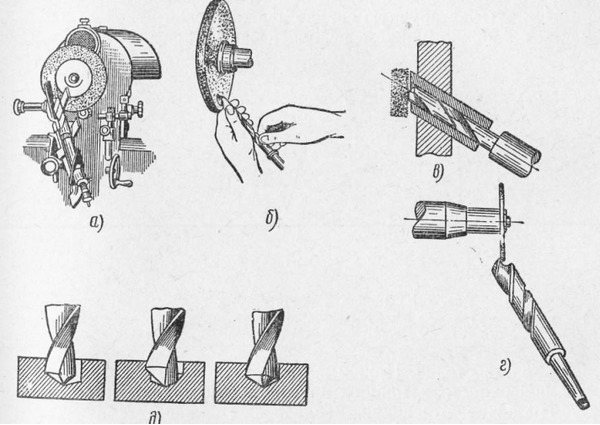
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
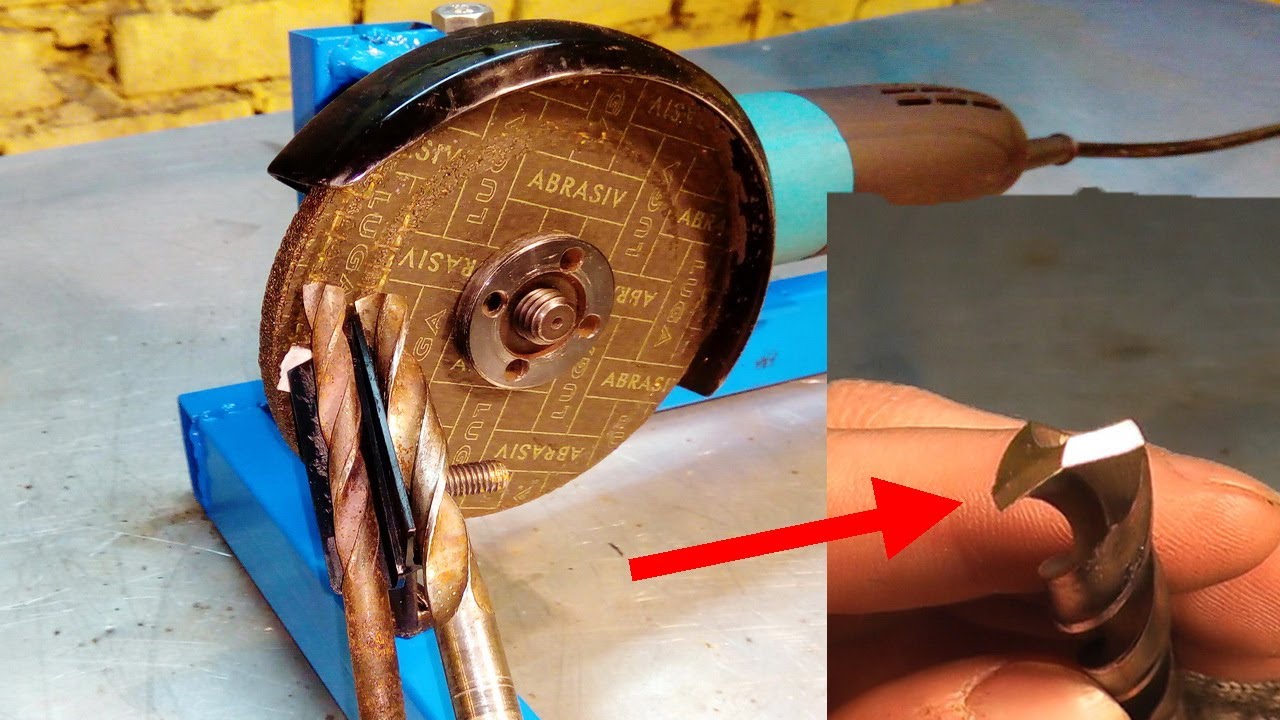
Ка заточить сверло болгаркой
В решении этого вопроса видео я сделал приспособление позволяющее наточить сверло по заранее выставленному углу
Чтобы в ходе точения сверло не перегрелось, соприкосновение наждачного круга с металлом должно продолжаться меньше два секунд. Повторяя многократно снятие небольшого количества металла с рабочей кромки, удаётся выполнить наладку инструмента на необходимый угол.
Для измерений, рекомендуется изготовить из пластмассы шаблон, который поможет контролировать величину угла заточки.
Удобнее не безопаснее осуществить работу с применением точильного круга не специального удерживающего устройства.
Как влияет угол заточки сверла по металлу на эффективность сверления
В домашних условиях часто производят работы по выполнению в металле отверстий требуемого размера. Не всегда при выполнении сверления имеется возможность оперативно заменить изношенный инструмент новым, имеющим необходимый размер. Домашние умельцы стараются подбирать необходимый диаметр, но если углы заточки сверл не выдержаны, то проблематично быстро и качественно выполнить поставленную задачу.
Несоответствие остроты режущей кромки и геометрических параметров можно определить по ряду признаков:
- повышенному уровню шума, издаваемому незаточенным хвостовиком;
- интенсивному повышению температуры заготовки при механической обработке;
- резкому нагреву рабочей части и тела, закрепленного в патроне;
- неудовлетворительному качеству формируемых отверстий;
- возрастанию осевого усилия, прикладываемого к электрической дрели;
- качеству стружки, которая крошится, а не имеет спиральную форму.
Затачивать сверла, предназначенные для работ по металлу, приходится значительно чаще, чем те, при помощи которых выполняется обработка древесины
Кроме того, значительно возрастает нагрузка на электродвигатель при попытке приложить в осевом направлении усилие, достаточное для погружения режущей кромки в металл. Затупление фаски является источником дополнительного сопротивления между режущей частью и поверхностью обработки. Зная, как правильно заточить сверло по металлу, при обнаружении любого из указанных признаков необходимо немедленно прекратить сверление и приступить к восстановлению.
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки

Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.









Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
Готовые насадки для заточки
Качественно заточить сверло на наждаке без опыта очень сложно. Поэтому для электроинструмента производятся специальные насадки. Обычно они устанавливаются на дрель.
Насадка имеет круглую форму и небольшие размеры. Может быть рассчитана на разные углы и диаметры свёрл. После установки приспособления на дрель с торца нужно вставить сверло. Далее нужно только на несколько секунд включить прибор.
Заточка двухплоскостных оснасток производится в 2 этапа. После первого прохода сверло следует вынуть, провернуть на 180°, и вставить обратно. Таким образом затачиваются обе плоскости.
Полезные советы
О нюансах заточки можно говорить много, но ведь важно не просто правильно точить инструмент, но и делать это в безопасности и потом правильно хранить изделия. Итак, правила безопасности и сохранения работоспособности сверл:
Итак, правила безопасности и сохранения работоспособности сверл:
- при заточке инструмент сильно греется. Это не только требует аккуратности в обращении и – очень желательно – работы в защитных перчатках. Это также влияет на свойства металла. Поэтому подавать инструмент к заточному приспособлению следует короткими периодами, по 2…3 секунды, и охлаждать после каждого периода в воде или другой СОЖ (смазочно-охлаждающей жидкости);
- в процессе работы от сверла и точильного круга летят искры. Защищать надо не только руки, но и лицо. Прозрачный щиток или очки будут очень кстати;
- для тонкой работы необходимо очень хорошо видеть, что именно делается. Соответственно, роль защитного щитка вполне может сыграть увеличительное стекло;
- необходимо дополнительное освещение, но лампа должна располагаться так, чтобы хрупкую колбу не могли повредить случайные осколки металла или абразива.
В отношении хранения правила просты: заточенные сверла не должны соприкасаться друг к другу, не должны находиться во влажной или агрессивной среде. Очень удобны для постоянного хранения специальные органайзеры – промышленные или самодельные. При наличии надписей о диаметре поиск нужного инструмента происходит почти мгновенно.

Советы по изготовлению приспособлений для заточки сверл своими руками
Стоит отметить, что сверла, применяемые для работы по дереву, пластику, гипсокартону и другим материалам, имеющим относительно небольшую плотность (исключение составляют твердые породы деревьев: дуб, граб, белая акация и т. д.), в заточке нуждаются редко. Совсем иначе ведет себя подобный инструмент по металлу. Здесь восстановление режущей кромки может требоваться часто, в зависимости от интенсивности работ и особенностей обрабатываемого материала.
Как это ни странно, но чаще именно профессионалы предпочитают применять собственные приспособления. Заточка сверла по металлу своими руками требует определенных профессиональных навыков:
- развитого глазомера;
- знания особенностей электротехнических устройств;
- понимания специфики металлообработки конкретных изделий.
Ручная обработка неэффективна даже при высоком уровне профессионализма уже по причине того, что занимает много времени. Самодельное устройство должно быть механизированным. Для его изготовления необходимо произвести определенные расчеты, подобрать электродвигатель и дополнительно изготовить соответствующие техническим требованиям другие элементы конструкции.
Изготавливая устройства своими руками можно создать именно то, что необходимо в работе
Чтобы в итоге получить устройство с желаемым функционалом, предварительно стоит выполнить чертеж. Приспособлений для заточки сверл на сегодняшний день существует довольно много. Если возникают трудности в плане проектирования, можно обратиться к интернету, где предложено немало схем самодельных точильных установок.
Применение шаблона для установления угла
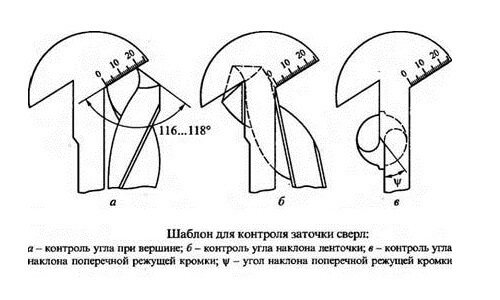
Как самому заточить сверло? Это было написано выше. Для исключения ошибок нужно выполнять проверку правильности затачивания специальным приспособлением – шаблоном.
Шаблон возможно сделать из листа металла (медь, алюминий, сталь), имеющего толщину примерно один миллиметр. Желательно использовать листы из стали, потому как они служат дольше прочих. Посредством шаблона вычислите угол заточки сверла по дереву/металлу при вершине, размер режущих частей, угол промеж перемычки и кромки. Вместо заднего угла, вычислить который достаточно трудно, необходимо замерить угол заострения.
Если длины режущих частей и угол их наклона к оси инструмента будут неравномерны, нагрузка станет распределяться неправильно. В результате эксплуатационный период сократится ввиду изнашивания режущих частей, постоянно пребывающих в состоянии перегрузки.
Различия в нагрузке на части инструмента провоцируют его биение при обработке детали. Из-за этого радиус отверстия получается больше чем нужно. Определить правильность затачивания проще всего, попробовав сделать отверстие посредством сверлильного приспособления. Если стружка вылетает неравномерно, значит, заточка сверла по дереву/металлу осуществлена неверно.
Заточка на специальном оборудовании
Как видно, при заточке очень легко совершить ошибку. Например, нарушить горизонтальное положение режущей кромки или параллельность центральной оси к проведённой маркером линии. Поэтому лучше пользоваться специальными приборами. Меры безопасности при обработке такие же, как на заточном станке, болгарке, все эти правила уже описаны выше.
Приспособления для заострения сверл бывают двух типов. Рассмотрим подробней оба прибора отдельно.
Шлифовальная насадка
Это цилиндрической формы прибор, который ставится на дрель (как насадка). Это требуется для вращения абразивного диска. С другой стороны прибор имеет отверстия различного диаметра. В них вставляются сверла.
Внешний вид установленной насадки:
При использовании насадки нужно особенно тщательно следить за тем, чтобы сверло располагалось как надо. Только тогда его поверхности будут обрабатываться под требуемым градусом. После установки нужно включить дрель и подождать 5-10 секунд. После этого необходимо повернуть хвостовик на 180о.
Существенным минусом насадки является ограничение по диаметру. В прибор нельзя вставить инструмент большего или меньшего размера. На большинстве насадок имеются отверстия от 3 до 10 мм. Впрочем, значительная часть сверл подходит под эти параметры. Существенным плюсом прибора является низкая стоимость – от 600-1000 рублей, но есть и дорогие модели.
Стационарный прибор
Он имеет подвижную плиту, которой можно выставлять и фиксировать нужный угол при обработке. На этой платформе находится поворотный стержень. К нему прикрепляется сверло, им же необходимо поворачивать и подносить инструмент для заострения к абразивному диску.








Внешний вид стационарного прибора:
Данным приспособлением пользоваться значительно удобней. На нём гораздо проще выставить нужный угол и контролировать процесс обработки. Он также прост в эксплуатации, так как не содержит электрических компонентов. Для обработки сверла стационарный прибор нужно использовать в комплексе с заточным станком с абразивным кругом.
Недостатком инструмента является его полная не мобильность. Интересным преимуществом является простота конструкции, в ней большая часть компонентов представлена блоками и винтами. Поэтому многие умельцы способны сделать такой прибор самостоятельно. Для этого нужно лишь соблюдать размеры на чертеже.
Признаки затупления свёрл по металлу
К заточке следует приступать только при обнаружения явных признаков затупления режущей кромки.
Среди основных проявлений недуга выделяют следующие:
- повышенная шумность в свое время работы;
- стружка металла имеет мелкую фракцию;
- перегрев инструмента.
При сверлении металла затупленным сверлом возникает высокочастотный звук от трения рабочей кромки о заготовку. Поэтому, при появлении повышенной шумности следует отложить работу не приступить к заточке. Если продолжать сверление металла, то от чрезмерного нагрева режущее изделие разогреется до слишком высокой температуры.
В преддверии вышеописанных признаков о снижении остроты сверла может свидетельствовать отсутствие спиралевидной стружки. Такой признак не каждый раз удаётся вовремя обнаружить. Ели сверло при правильной подаче в свое время работы образует слишком мелкую стружку, то рекомендуется незамедлительно приступить к отладки инструмента.
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга)
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Как заточить точилом
Этот «домашний» метод имеет свои особенности. Ручной режим затачивания доступен только опытным слесарям, которые обладают большим опытом, позволяющим «на глаз» восстанавливать любые затупившиеся инструменты.
Всем остальным домашним мастерам придется приобрести или занять «у соседа» специальный держатель. Это устройство необходимо установить в рядом с наждаком (около 1 мм.). При этом необходимо убедиться в устойчивости болтового соединения, чтобы в ходе выполнения работ исключить смещение фиксатора.
Только после этого можно переходить непосредственно к затачиванию инструмента:
- фиксируем сверло в держателе (угол заточки выставляется заранее);
- включаем точило;
- удаляем повреждения с режущей поверхности;
- точим режущую поверхность путем кратковременных — не более 2 секунд — соприкосновений с наждаком.
Внимание! Этот вариант требует особой осторожности, так как рабочая часть сверла может очень быстро перегреться и придти в негодность из-за резкого снижения прочности металла
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
https://youtube.com/watch?v=KCL27Bs9DYg
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
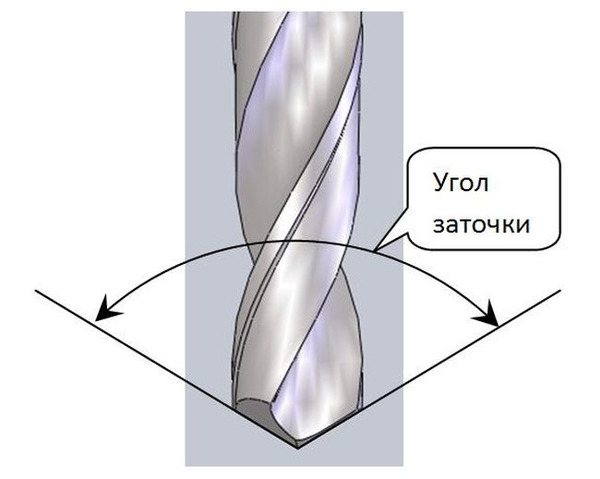
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.






При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Простая и эффективная заточка сверл. . Заточка сверла на точильном станке.
На обычном точильном станке вы можете без труда заточить сверло по металлу, по дереву или по бетону. Важный момент — станок должен быть обязательно оборудован платформой, которая располагается перед рабочей поверхностью точильного диска. Расстояние между платформой и торцом круга должно быть не более одного миллиметра. В магазинах продаются точильные станки, у которых может этой платформы и не быть. Если ваш точильный станок не оборудован платформой, но желание наточить сверло все еще осталось — пролистайте ниже, где мы расскажем о том, как заточить сверло своими руками при помощи болгарки или наждачки.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- Начертите прямую линию на подручнике под углом в 60 градусов по отношению к рабочей поверхности точильного круга. Линия должна быть нарисована напротив рабочей поверхности;
- Закрепите на платформе обрезок металлического уголка, который нужно выровнять по намеченной линии, как показано на фотографии. Т.е. уголок должен быть расположен под 60 градусов к рабочей поверхности. Чтобы зафиксировать этот уголок вы можете воспользоваться обычной струбциной. Если заточка сверел для вас частое занятие, то можно просверлить отверстие в платформе и зафиксировать уголок с помощью болтов с гайками;
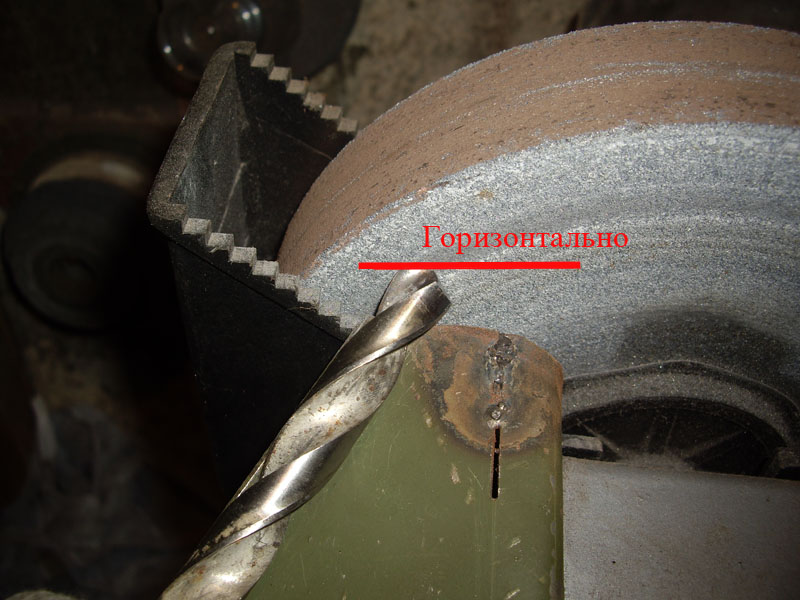
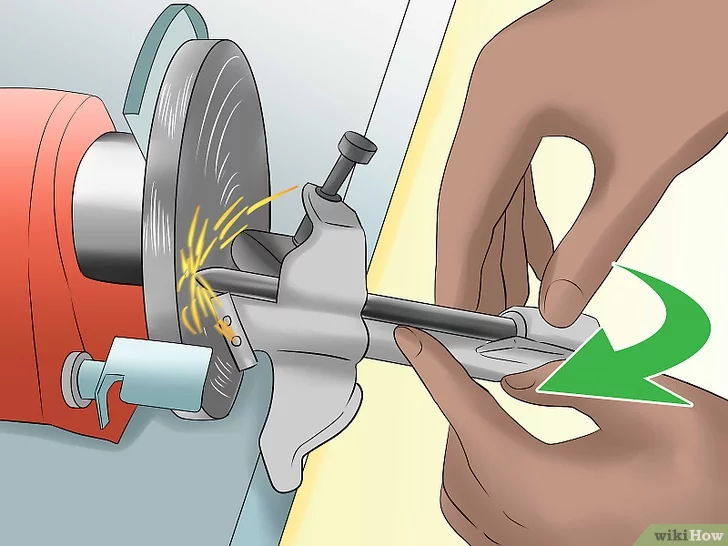
С помощью этого простого приспособления в виде уголка вы можете приложить своими руками сверло и таким образом обеспечить постоянный уклон в 60 градусов для заточки. Прежде, чем начать работу, вам нужно установить на станок крупноабразивный диск. Не забывайте о технике безопасности и обязательно наденьте защитные перчатки и очки. Затем включите станок и правильно возьмите в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь вам нужно приложить сверло боковой плоскостью к спинке уголка и подвести его к рабочей поверхности точильного круга. Правая рука остается неподвижной, а левая, которая держит сверло, должна слегка перемещаться в вертикальной плоскости, совершая покачивания. Таким образом проходит заточка от режущей кромки до конца задней поверхности.
По такому принципу совершите несколько простых покачивающих движений левой рукой снизу вверх. Сильного упора создавать нет необходимости, так как у вас просто вырвет сверло из рук. Когда вы заточите одну поверхность, то поверните сверло на 180 градусов и точно так же обработайте вторую поверхность. Когда вы закончите заточку сверла, то убедитесь в том, что угол при вершине равен 120 градусам, что оптимально для сверла по металлу. Так же убедитесь в том, что кромки и задние спинки сверла получились симметричными.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Видео: Как Заточить Сверло По Металлу Болгаркой
2. Сверла диаметром более 3 мм предпочтительно имеют коническую форму. Вручную без навыков такая заточка трудна, но возможна. Сверло достигается левой рукой в рабочей части как можно ближе к входному конусу, а правой рукой. хвостом. Сверло прижимается к концу шлифовального камня режущей кромкой и задней поверхностью и слегка покачивается правой рукой, создавая коническую поверхность на тыльной стороне перьев. Во время заточки сверло не отрывается от камня, движения рук медленные и плавные. Для второй ручки все повторяется одинаково.
Подведите сверло с режущей кромкой к шлифовальному кругу.
Мы качаем дрель вниз, а затем снова вверх.
При заточке старайтесь максимально сохранить первоначальную форму заводской поверхности задней части, чтобы поддерживать необходимые углы поворота назад. Если заточка сделана правильно, то достаточно сверл диаметром до 10 мм. При диаметре более 10 мм эта заточка может быть улучшена путем шлифования передней поверхности, как показано на фотографии:
Измельчить переднюю поверхность.
Какой смысл подрывать? При уменьшении угла рельса и увеличении угла режущей кромки сопротивление скалыванию увеличивается, что увеличивает срок службы сверла. Кроме того, ширина поперечного края становится меньше. Поперечный край не затвердевает, но царапает металл в центре отверстия. Вторая фигура ясно показывает, что она здесь укорочена, что облегчает бурение.
Для дрелей с выбранным небольшим углом наклона можно дополнительно повысить резкость задней поверхности. В этом случае сверло менее трети находится в сверле с задней поверхностью. См фото:
Измельчить заднюю поверхность.
В производственных условиях после заточки, как правило, проводится тонкая настройка, которая сглаживает поверхность, удаляя небольшие выемки. Сверло, на котором производится регулировка, изнашивается меньше, чем заостренное сверло. Точная настройка должна проводиться при любой возможности.
Для отделки используйте шлифовку круглых камней из зеленого карбида кремния (класс 63C, размер зерна 5-6, твердость M3-CM1) на бакелитовой связке, а также круги с коленом LO (размер зерна 6-8) на бакелитовой связке.
Ниже мы представляем вам большой выбор обучающих видео, которые помогут вам оттачивать упражнение.





